






Ah! le retournement sous Cambam, quelle Affaire...
2 participants
Page 1 sur 1

 Ah! le retournement sous Cambam, quelle Affaire...
Ah! le retournement sous Cambam, quelle Affaire...
![]() Goodpapounet Sam 5 Mar 2016 - 0:43
Goodpapounet Sam 5 Mar 2016 - 0:43
Bonjour,
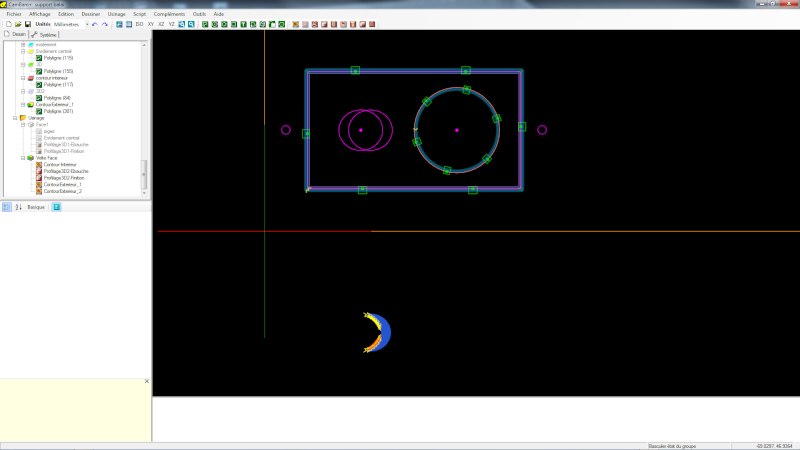
Voilà, je veux effectuer une pièce avec un trou en biais (pour mon aspiration). La première fois que je l'ai fait j'ai fais deux fichiers Cambam, mais là j'aimerais en faire qu'un seul. J'ai donc utilisé deux groupes d'usinages, chacun correspondant à une face à usiner. Jusque là rien de très compliqué. Là où ça se corse, c'est en usinage 3D, j'ai effectué pour cette opération un retournement autour de l'axe "X", j'ai indiqué le zéro pièce à -22 mm (c'est l'épaisseur du brut) et j'ai mis "face AR" sur "Vrai". tout ceci en ébauche et en finition. Au calcul des parcours d'outils, il effectue tout correctement sauf la partie "usinage 3D" où le parcours d'outil, apparait à "-X" et dans le bon sens du retournement, mais en dehors de la pièce. Quelqu'un a t'il déjà fait ce genre de fichier? Help!
J'espère que je me suis bien fait comprendre...
voici une capture d'écran :
A+
Philippe
Voilà, je veux effectuer une pièce avec un trou en biais (pour mon aspiration). La première fois que je l'ai fait j'ai fais deux fichiers Cambam, mais là j'aimerais en faire qu'un seul. J'ai donc utilisé deux groupes d'usinages, chacun correspondant à une face à usiner. Jusque là rien de très compliqué. Là où ça se corse, c'est en usinage 3D, j'ai effectué pour cette opération un retournement autour de l'axe "X", j'ai indiqué le zéro pièce à -22 mm (c'est l'épaisseur du brut) et j'ai mis "face AR" sur "Vrai". tout ceci en ébauche et en finition. Au calcul des parcours d'outils, il effectue tout correctement sauf la partie "usinage 3D" où le parcours d'outil, apparait à "-X" et dans le bon sens du retournement, mais en dehors de la pièce. Quelqu'un a t'il déjà fait ce genre de fichier? Help!
J'espère que je me suis bien fait comprendre...
voici une capture d'écran :
A+
Philippe

Goodpapounet- très actif

- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse

Re: Ah! le retournement sous Cambam, quelle Affaire...
![]() Goodpapounet Sam 5 Mar 2016 - 9:48
Goodpapounet Sam 5 Mar 2016 - 9:48
Bonjour,
Bon, comme on dit la nuit porte conseil, donc j'ai trouvé et en réfléchissant un peu c'était évident
Il suffisait de positionner la pièce à cheval sur l'axe "X" dans l'alignement des trous de retournement.
J'ai une autre question qui suit mais je ne sais pas s'il faut que je la pose ici ou dans les posts Mach3. Je la pose ici
et si un admin. pense que c'est mieux qu'elle soit dans Mach3, je ne broncherais pas
Elle concerne la suite logique qui consiste à passer de Cambam à Mach3, ce fameux fichier en une seule fois.
Je m'explique, la phase 1 se fait normalement dans Mach3, quand on passe au retournement, logiquement Mach3
ne s'arrête pas puisqu'à priori il n'y a pas de changement d'outil. Faut il insérer une fonction dans le gcode pour gérer
la suspension provisoire du programme (de type changement d'outil, avec un déplacement de la broche pour dégager le temps de retourner la pièce)
ou est ce que Mach3 le gère automatiquement (ou plutôt Cambam)?
ou alors il faut désactiver la phase de retournement dans Cambam, passer le fichier dans Mach3, exécuter l'usinage de la phase1, retourner dans Cambam
désactiver la phase1, activer la phase 2 (le retournement), retourner dans....etc...
Merci de m'éclairer
A+
Philippe
Bon, comme on dit la nuit porte conseil, donc j'ai trouvé et en réfléchissant un peu c'était évident
Il suffisait de positionner la pièce à cheval sur l'axe "X" dans l'alignement des trous de retournement.
J'ai une autre question qui suit mais je ne sais pas s'il faut que je la pose ici ou dans les posts Mach3. Je la pose ici
et si un admin. pense que c'est mieux qu'elle soit dans Mach3, je ne broncherais pas
Elle concerne la suite logique qui consiste à passer de Cambam à Mach3, ce fameux fichier en une seule fois.
Je m'explique, la phase 1 se fait normalement dans Mach3, quand on passe au retournement, logiquement Mach3
ne s'arrête pas puisqu'à priori il n'y a pas de changement d'outil. Faut il insérer une fonction dans le gcode pour gérer
la suspension provisoire du programme (de type changement d'outil, avec un déplacement de la broche pour dégager le temps de retourner la pièce)
ou est ce que Mach3 le gère automatiquement (ou plutôt Cambam)?
ou alors il faut désactiver la phase de retournement dans Cambam, passer le fichier dans Mach3, exécuter l'usinage de la phase1, retourner dans Cambam
désactiver la phase1, activer la phase 2 (le retournement), retourner dans....etc...
Merci de m'éclairer
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: Ah! le retournement sous Cambam, quelle Affaire...
![]() dh42 Sam 5 Mar 2016 - 19:04
dh42 Sam 5 Mar 2016 - 19:04
Salut,
Oui, c'est ça, il faut être aligné sur l'axe de retournement
Pour mettre un arrêt entre les opérations des 2 faces il y a plusieurs méthodes.
- 1 iere possibilité: tu fais en sorte qu'il y ai un changement d'outil entre les 2 faces ; pour ça c'est très simple, il suffit que l'outil n'ait pas le même N° que pour l'op précédante ; exemple si tu usine avec un fraise de 3, dans la première partie tu lui donne le n° 1 et dans la 2 iem le n°2 ... du moment que CB détecte un changement de n° d'outil, il générera un changement d'outil, même si le Ø et le type d'outil sont identiques ; il ne se fie qu'au n° d'outil.
- 2 ieme possibilité, dans la dernière opération de la première face, dans "fin d'opération personnalisée", tu ajoute un M0 (pause) ce qui mettra Mach3 en pause.
dans les 2 cas, avec Mach3 tu pourra te déplacer en manuel pendant la pause/changement d'outil et il suffira de cliquer sur départ cycle pour continuer l'usinage, le soft se repositionnera tout seul au bon endroit.
- 3 ieme possibilité, tu fais un Gcode séparé pour chaque face ; pour ça tu peux grouper les op d'une face dans un groupe d'usinage, celle de l'autre face dans un autre groupe, et ne générer que le Gcode pour un groupe (menu contextuel du groupe)
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/CAMPart.htm
++
David
Oui, c'est ça, il faut être aligné sur l'axe de retournement
Pour mettre un arrêt entre les opérations des 2 faces il y a plusieurs méthodes.
- 1 iere possibilité: tu fais en sorte qu'il y ai un changement d'outil entre les 2 faces ; pour ça c'est très simple, il suffit que l'outil n'ait pas le même N° que pour l'op précédante ; exemple si tu usine avec un fraise de 3, dans la première partie tu lui donne le n° 1 et dans la 2 iem le n°2 ... du moment que CB détecte un changement de n° d'outil, il générera un changement d'outil, même si le Ø et le type d'outil sont identiques ; il ne se fie qu'au n° d'outil.
- 2 ieme possibilité, dans la dernière opération de la première face, dans "fin d'opération personnalisée", tu ajoute un M0 (pause) ce qui mettra Mach3 en pause.
dans les 2 cas, avec Mach3 tu pourra te déplacer en manuel pendant la pause/changement d'outil et il suffira de cliquer sur départ cycle pour continuer l'usinage, le soft se repositionnera tout seul au bon endroit.
- 3 ieme possibilité, tu fais un Gcode séparé pour chaque face ; pour ça tu peux grouper les op d'une face dans un groupe d'usinage, celle de l'autre face dans un autre groupe, et ne générer que le Gcode pour un groupe (menu contextuel du groupe)
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/CAMPart.htm
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Ah! le retournement sous Cambam, quelle Affaire...
![]() Goodpapounet Sam 5 Mar 2016 - 23:55
Goodpapounet Sam 5 Mar 2016 - 23:55
Bonsoir,
Merci David pour ces infos. J'ai finalement opté pour la seconde solution, en insérant un G0 Z100 puis un G4 P300 et comme ce n'était pas assez long j'ai appuyé sur "Pause" (le bouton) pour effectuer le retournement. Tout a bien fonctionné sauf que quand j'ai remis en route, la broche est descendue plus bas que le zéro que j'avais mis (-22 mm) du coup
il a marqué la pièce d'un bon millimètre et les attaches n'ont servi à rien (j'ai maintenu la pièce avec un tournevis pour ne pas qu'elle bouge . Je n'ai absolument rien compris à ce qui s'est passé. Peut être que tu as une explication? Après coup j'ai vérifié toutes les cotes que j'avais rentré des fois que je me sois trompé, mais tout était correct
A+
Philippe
Merci David pour ces infos. J'ai finalement opté pour la seconde solution, en insérant un G0 Z100 puis un G4 P300 et comme ce n'était pas assez long j'ai appuyé sur "Pause" (le bouton) pour effectuer le retournement. Tout a bien fonctionné sauf que quand j'ai remis en route, la broche est descendue plus bas que le zéro que j'avais mis (-22 mm) du coup
il a marqué la pièce d'un bon millimètre et les attaches n'ont servi à rien (j'ai maintenu la pièce avec un tournevis pour ne pas qu'elle bouge
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: Ah! le retournement sous Cambam, quelle Affaire...
![]() Goodpapounet Dim 6 Mar 2016 - 0:01
Goodpapounet Dim 6 Mar 2016 - 0:01
Ah! j'allais oublier, il ne faut pas oublier de corriger le décalage dû au centrage sur l'axe X dans Mach3, sinon on a droit qu'a la moitié de la pièce  ? Je le dis pour ceux qui lisent ces lignes, car on peut l'oublier ( le zéro "Cambam" est en fait à la moitié de la pièce à retourner le long de l'axe "X").
? Je le dis pour ceux qui lisent ces lignes, car on peut l'oublier ( le zéro "Cambam" est en fait à la moitié de la pièce à retourner le long de l'axe "X").
A+
Philippe
? Je le dis pour ceux qui lisent ces lignes, car on peut l'oublier ( le zéro "Cambam" est en fait à la moitié de la pièce à retourner le long de l'axe "X").A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: Ah! le retournement sous Cambam, quelle Affaire...
![]() dh42 Dim 6 Mar 2016 - 0:10
dh42 Dim 6 Mar 2016 - 0:10
Re
Non, je ne vois pas (met ton fichier .cb en PJ, je regarderais ; zip le) ; ce que je sais par contre c'est qu'à la reprise, Mach3 ne réagit pas de la même manière si la pause à été faite par un M0 dans le code ou par le bouton pause ; si elle est faite avec un M0, XY se déplacent en premier, puis ensuite Z (ce qu'il faut) alors que sur une pause par le bouton, les 3 axes bougent en même temps pour retourner au pt d'usinage ... ce qui peut être gênant car le Z risque d'accrocher ...
Il vaut mieux mettre un M0, au lieu du G4 Pxx comme ça pas besoin de te presser, la machine restera tranquille tant que tu ne cliquera pas de nouveau sur départ cycle.
++
David
Peut être que tu as une explication?
Non, je ne vois pas (met ton fichier .cb en PJ, je regarderais ; zip le) ; ce que je sais par contre c'est qu'à la reprise, Mach3 ne réagit pas de la même manière si la pause à été faite par un M0 dans le code ou par le bouton pause ; si elle est faite avec un M0, XY se déplacent en premier, puis ensuite Z (ce qu'il faut) alors que sur une pause par le bouton, les 3 axes bougent en même temps pour retourner au pt d'usinage ... ce qui peut être gênant car le Z risque d'accrocher ...
Il vaut mieux mettre un M0, au lieu du G4 Pxx comme ça pas besoin de te presser, la machine restera tranquille tant que tu ne cliquera pas de nouveau sur départ cycle.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ah! le retournement sous Cambam, quelle Affaire...
![]() dh42 Dim 6 Mar 2016 - 0:17
dh42 Dim 6 Mar 2016 - 0:17
Re re,
finalement si, j'ai une idée ; ton G0 Z100 : est tu sur que la broche pouvait effectivement remonter à cette hauteur sans taper en buté haute ? .. si elle à tapé en butée, tu a perdu des pas ... Mach3 "croit" que tu est à Z = 100, mais tu n'est peut être qu'à 80 .. et dans ce cas tout se décale et tu creuse de 20 mm de trop en descendant.
pour plus de sureté, quand tu veux dégager le Z à sa hauteur maxi, il faut utiliser les coordonnées machine, et par exemple faire remonter ton Z à -1 en coord machine (soit 1mm avant le 0)
dans ce cas il faut écrire: G0 G53 Z-1 et tu est sur que quelque soit la place qu'il reste au dessus de la pièce, ton Z ne tapera jamais en buté et s'arrêtera 1mm avant le contact.
++
David
Non, je ne vois pas
finalement si, j'ai une idée ; ton G0 Z100 : est tu sur que la broche pouvait effectivement remonter à cette hauteur sans taper en buté haute ? .. si elle à tapé en butée, tu a perdu des pas ... Mach3 "croit" que tu est à Z = 100, mais tu n'est peut être qu'à 80 .. et dans ce cas tout se décale et tu creuse de 20 mm de trop en descendant.
pour plus de sureté, quand tu veux dégager le Z à sa hauteur maxi, il faut utiliser les coordonnées machine, et par exemple faire remonter ton Z à -1 en coord machine (soit 1mm avant le 0)
dans ce cas il faut écrire: G0 G53 Z-1 et tu est sur que quelque soit la place qu'il reste au dessus de la pièce, ton Z ne tapera jamais en buté et s'arrêtera 1mm avant le contact.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ah! le retournement sous Cambam, quelle Affaire...
![]() Goodpapounet Dim 6 Mar 2016 - 0:34
Goodpapounet Dim 6 Mar 2016 - 0:34
Super! j'essaierai ça la prochaine fois, en attendant je t'envoi mes fichiers zippé
A+
Philippe
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse

 Sujets similaires
Sujets similaires» Poulies HTD sous Cambam
» Cambam sous Linux
» Une pièce sous Cambam
» Rampe sous Cambam
» Je cale sous cambam
» Cambam sous Linux
» Une pièce sous Cambam
» Rampe sous Cambam
» Je cale sous cambam
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum