






CNC V.2 Chassis bêton de F6FCO - 2
Page 6 sur 14 •  1 ... 5, 6, 7 ... 10 ... 14
1 ... 5, 6, 7 ... 10 ... 14 

 Re: CNC V.2 Chassis bêton de F6FCO - 2
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() f5tpf Ven 22 Jan 2016 - 20:43
f5tpf Ven 22 Jan 2016 - 20:43
En tout cas , super sujet ou il s'est passé plein d'trucs depuis ma derniere visite . Bvo JC , bravo messieurs .

f5tpf- petit nouveau

- Messages : 37
Date d'inscription : 28/11/2014

Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Sam 23 Jan 2016 - 22:46
F6FCO Sam 23 Jan 2016 - 22:46

F6FCO- complétement accro

- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -

Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() f5tpf Dim 24 Jan 2016 - 19:54
f5tpf Dim 24 Jan 2016 - 19:54

f5tpf- petit nouveau
- Messages : 37
Points : 69
Date d'inscription : 28/11/2014
Age : 75
Localisation : 20 km au nord de Troyes
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Lun 25 Jan 2016 - 19:06
F6FCO Lun 25 Jan 2016 - 19:06
 .
.C'est l'altivar qui fait systématiquement disjoncter l'installation électrique. Du coup je vais être obligé de m'occuper de suite de ce que je remettais toujours au lendemain: la re-motorisation de la broche.
Je vais changer mon petit moteur gris de 370w pour un 1kw que j'ai déniché il n'y a pas très longtemps chez le ferrailleur et dont j'ai déjà parlé dans ce sujet. Je suis un peu dans l'expectative quand à la bonne façon de l'utiliser, il tourne à 3300tr/mn et fait 1kw, j'hésite à lui mettre un rapport 3/1 pour le faire tourner à 9900tr ou bien 2/1 pour 6600tr et un peu plus de couple. Je pense plus à la deuxième solution.

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Jeu 28 Jan 2016 - 12:49
F6FCO Jeu 28 Jan 2016 - 12:49
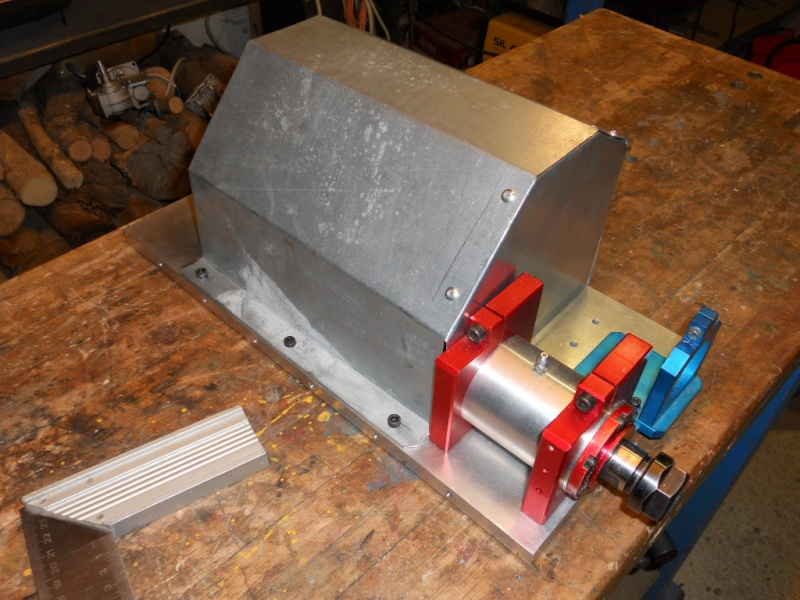
J'ai commandé des poulies Poly-V chez Tri avec un rapport de 2/1 ce qui me fera tourner à 6600tr/mn. Le moteur étant moins étanche que le précédent, beaucoup d'aérations, il faudra aussi faire un capot en tôle pour le protéger des copeaux.
TRI vient de m'annoncer qu'il fallait attendre une dizaine de jours pour la commande.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() Toff Jeu 28 Jan 2016 - 18:17
Toff Jeu 28 Jan 2016 - 18:17
sympathique moteur que tu as là
Je pense que le rapport 3/1 est pas mal, de par ma petite expérience avec mon brushless 400w.
Et je te confirme que la polyV est beaucoup plus silencieuse que la htd, surtout à ces vitesses là.
Toff- je prends du galon

- Messages : 71
Points : 111
Date d'inscription : 28/12/2014
Age : 46
Localisation : oise
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Jeu 28 Jan 2016 - 19:06
F6FCO Jeu 28 Jan 2016 - 19:06
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() Toff Jeu 28 Jan 2016 - 19:21
Toff Jeu 28 Jan 2016 - 19:21
Ben les 400w de mon brushless n'ont jamais calés dans les essais de crash test que j'ai pu faire.
Moi je suis vraiment trop bas en vitesse (4000tr/min).
Pour faire principalement de l'alu je pense que 8/9000 tr/min est pas mal.
Après cela dépend aussi des vitesses d'usinages que ta machine est capable d'atteindre, car pas besoin de tourner à 24000 tr/min si tu avance à 400mm/min.
Toff- je prends du galon
- Messages : 71
Points : 111
Date d'inscription : 28/12/2014
Age : 46
Localisation : oise
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Jeu 28 Jan 2016 - 20:00
F6FCO Jeu 28 Jan 2016 - 20:00
J'ai choisi le compromis à 6600tr/mn en divisant seulement par deux le couple du 1kw.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() Toff Jeu 28 Jan 2016 - 20:10
Toff Jeu 28 Jan 2016 - 20:10
Je trouve ton moteur intéressent, mais je ne connais pas comment évolue le couple d'un tel moteur en fonction de sa vitesse de rotation. Si le couple reste correcte je serai bien tenté pour faire le montage.
Toff- je prends du galon
- Messages : 71
Points : 111
Date d'inscription : 28/12/2014
Age : 46
Localisation : oise
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Jeu 28 Jan 2016 - 21:08
F6FCO Jeu 28 Jan 2016 - 21:08
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() Toff Jeu 28 Jan 2016 - 21:40
Toff Jeu 28 Jan 2016 - 21:40
J'ai relu l'analyse de David sur ton moteur et cela tiens la route, donc ton choix n'est pas complétement délirent
Toff- je prends du galon
- Messages : 71
Points : 111
Date d'inscription : 28/12/2014
Age : 46
Localisation : oise
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Jeu 28 Jan 2016 - 22:59
F6FCO Jeu 28 Jan 2016 - 22:59
3/1 pour arriver à 9900tr çà aurait été chouette mais peur de diviser le couple du 1kw par 3, alors j'ai fais un compromis. J'ai un variateur sur ce moteur mais je pense qu'il sera toujours à fond.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Sam 30 Jan 2016 - 12:59
F6FCO Sam 30 Jan 2016 - 12:59
Et j'ai transféré le variateur chinois dans une boite plus grande (boitier de recepteur satellite) et mis les deux thyristors sur radiateurs
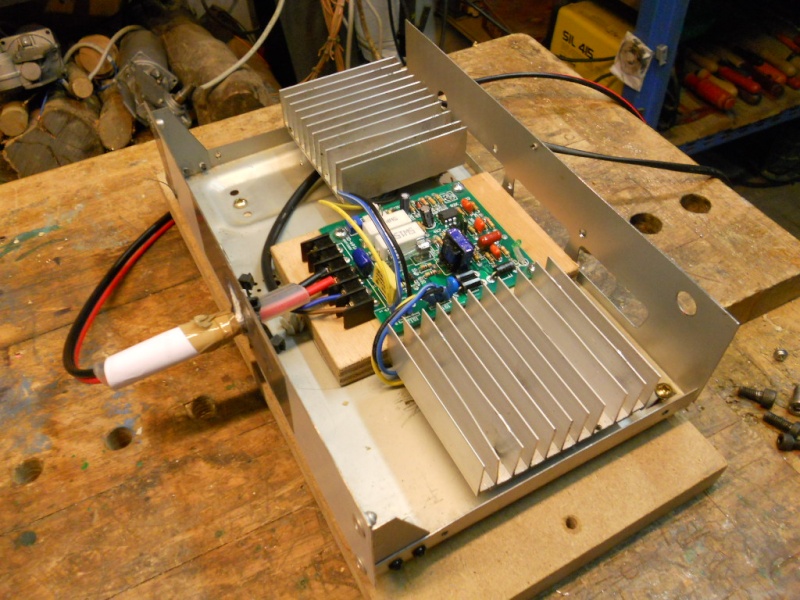
Reste à ressortir le pot de peinture jaune.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Ven 12 Fév 2016 - 17:07
F6FCO Ven 12 Fév 2016 - 17:07
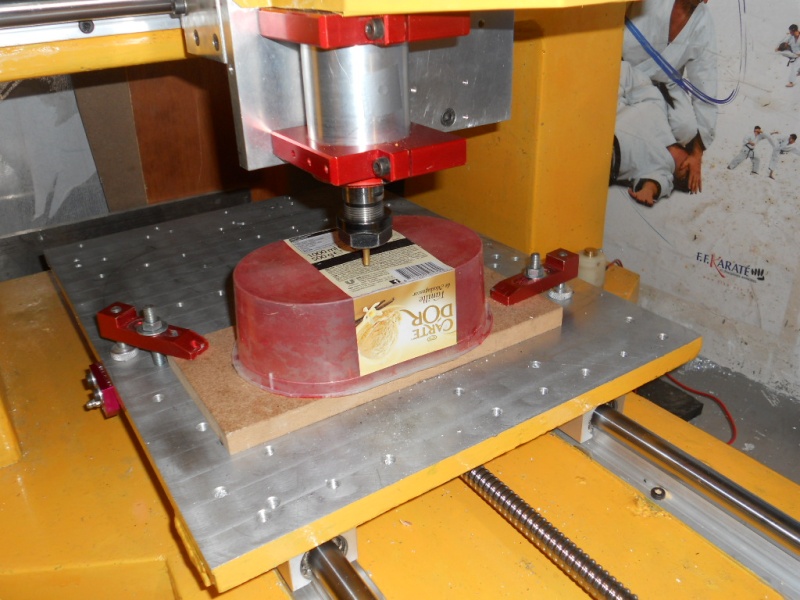
Montage sur la machine:

Avec son beau carter:

Par contre le variateur chinois à 20€ vient de lâcher au démarrage. Je m'y attendais un peu, vais voir ce que je peux y faire, l'équiper de thyristors qui tiennent la route.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() Strib Ven 12 Fév 2016 - 21:27
Strib Ven 12 Fév 2016 - 21:27
C'est joli tout plein !
Tes tôles de boitier PC, tu les plies avec un système home made ?
A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Ven 12 Fév 2016 - 22:58
F6FCO Ven 12 Fév 2016 - 22:58
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() seb92 Lun 15 Fév 2016 - 12:26
seb92 Lun 15 Fév 2016 - 12:26
on dirait une machine indus maintenant
tu es mon beta testeur pour ce moteur… visiblement tu as eu des prb avec le petit variateur…
je vais patiemment attendre que trouve le hic avant de me lancer dans cet achat


seb92- complétement accro
- Messages : 1369
Points : 1799
Date d'inscription : 02/01/2015
Age : 61
Localisation : 92
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Lun 15 Fév 2016 - 15:18
F6FCO Lun 15 Fév 2016 - 15:18
Hic trouvé, c'est le fusible de 5A sur la carte qui n'a pas supporté la surtension au démarrage. J'ai regardé dans mon stock mais je n'ai pas de retardé en 5A. J'ai testé les thyristors, ils sont toujours bons.
Ce que je vais faire c'est placer un porte-fusible externe sur le boitier pour m'éviter de tout redémonter la prochaine fois et faire des essais. Les thyristors sont des BT152 800R qui sont sensés tenir 13A, donc de ce coté là on devrait être tranquille. Si çà re-claque je ferai ce que je déconseille aux autres, je tenterai avec un fusible un peut plus fort genre 7A.
Je ne suis pas spécialiste en moteurs, s'il y a des pros ils me corrigeront si je dis des concetés mais si on fait ce calcul en se basant sur l'étiquette du moteur:
- moteur 180VDC, 1,5hp Peak, 1hp out
- 1hp = à peu près 736w --> 1,5hp =1104w
P=UI ---> i=P/U ---> 1104/180=6,13A
Un 7A devrait le faire au démarrage, après en régime normal on devrait consommer dans les 4A.
Dommage que je n'aie pas le schéma du variateur.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() ducran lapoigne Lun 15 Fév 2016 - 16:43
ducran lapoigne Lun 15 Fév 2016 - 16:43
je sais, c' est vieux ...je viens de ré-inventer le rhéostat de démarrage
Antoine

ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Lun 15 Fév 2016 - 17:34
F6FCO Lun 15 Fév 2016 - 17:34
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() ducran lapoigne Lun 15 Fév 2016 - 18:28
ducran lapoigne Lun 15 Fév 2016 - 18:28
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() lencouet Lun 15 Fév 2016 - 19:45
lencouet Lun 15 Fév 2016 - 19:45
si ça peux t aider sur les motoreducteur que je pose y a un fusible de 8A pour les 1cv et 10A pour les 1.5v
lencouet- posteur Régulier

- Messages : 142
Points : 150
Date d'inscription : 09/12/2015
Age : 57
Localisation : Lot et Garonne
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Lun 15 Fév 2016 - 23:22
F6FCO Lun 15 Fév 2016 - 23:22
Je n'y avais même pas pensé, MDR.ducran lapoigne a écrit:Ah bon l' arduino ne sert qu' a amuser le chat ?
@ Lencouet, ok je vais commencer par un 7A et je monterai à 10 si nécessaire.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() F6FCO Jeu 25 Fév 2016 - 16:23
F6FCO Jeu 25 Fév 2016 - 16:23
Le souci n'est plus là, j'ai eu des déboires pour mes premiers essais et je ne comprends pas d’où çà peut bien venir.
J'ai voulu graver un CI, fais le CI sous Eagle comme d'hab, importé sous Cambam, fais mon Gcode, simulé avec Cutviewer, tout semble bon.
Je lance la gravure, çà commence à graver et PAF! l'outil fait une plongée directe et rapide dans le martyr
Les marques qu'on voit sont celles de l'écrou de la pince ER20 alors que j'aurais du prendre seulement une passe de 1 dixième.
Je démonte tout, refais plusieurs simulation à blanc sans pièce avec un toucher Z plus haut et en prenant quelques précautions pour voir si çà plonge de nouveau. La gravure arrive à son terme et tout s'est bien passé.
Je me dis Ok, çà a l'air de bien marcher il y a du avoir un bug, bizarre mais çà peut arriver.
Je remonte une plaque et je relance. Rebelote, si ce n'est que la plongée intempestive se produit un peu plus tard dans la gravure

Je refais des essais à blanc et tout se passe bien.
Deux plaques de CI foutues et deux fraises à graver cassées, je n'ose pas relancer une troisième fois sans comprendre ce qui se passe.
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: CNC V.2 Chassis bêton de F6FCO - 2
![]() dh42 Jeu 25 Fév 2016 - 16:32
dh42 Jeu 25 Fév 2016 - 16:32
Je ne vois rien d'anormal dans le Gcode ...
Tes essais à vide, tu les a fait broche en marche ? (pour savoir si ce n'est pas elle qui induit des parasites)
Tu avais déjà eu le pb en gravant sur un tanto il me semble, et on n'avait rien trouvé de bizarre dans le Gcode non plus
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 6 sur 14 • 1 ... 5, 6, 7 ... 10 ... 14

 Sujets similaires
Sujets similaires» Vends CNC Châssis béton
» Palpeur axe Z type "F6FCO"
» Le châssis de ma BZT
» Réalisations CNC F6FCO