






Ma petite CNC
Page 2 sur 3 •  1, 2, 3
1, 2, 3 

 Re: Ma petite CNC
Re: Ma petite CNC
![]() icarePetibles Ven 14 Aoû 2015 - 19:44
icarePetibles Ven 14 Aoû 2015 - 19:44
dh42 a écrit:Je ne pense pas que la tension intervienne puisqu'il sont pilotés en courant
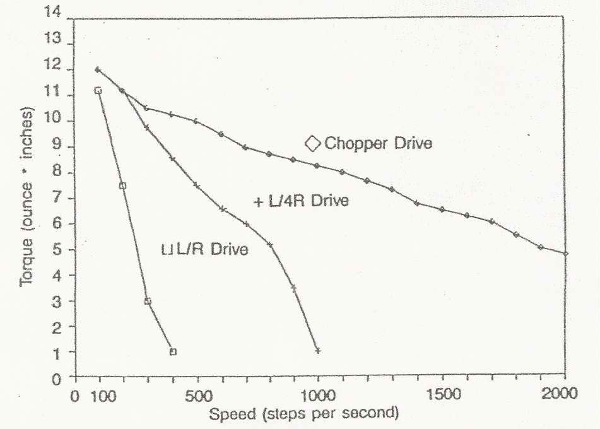
En fait je me fie simplement au courbes comme celle-ci, ou on voit que l'augmentation de la tension d'alim permet à la courbe de couple de chuter plus tard.
[url=https://servimg.com/view/14072266/3612][/url
Ces courbes sont illogiques, peux-tu me donner le type de moteur correspondant. Cela ressemble à des moteurs 4 bobines (8 fils), pour faire simple, que l'on branche en série ou en //.
Le branchement // favorise le couple alors que le branchement série favorise la vitesse.
Les drivers de PAP fonctionnent comme les alimentations à découpage mais avec une régulation sur le courant au lieu de la tension.
Si le courant est inférieur Iserv - epsilon, on alimente le moteur et lorsque le courant est Iserv + epsilon on coute l'alimentation.
Le but de la manoeuvre est d'avoir un courant Iserv avec une fluctuation de +ou- epsilon.
@+
Dernière édition par icarePetibles le Ven 14 Aoû 2015 - 20:54, édité 1 fois
icarePetibles- acharné du forum

- Messages : 414
Date d'inscription : 14/05/2015

Re: Ma petite CNC
![]() dh42 Ven 14 Aoû 2015 - 19:56
dh42 Ven 14 Aoû 2015 - 19:56
peux-tu me donner le type de moteur correspondant.
http://www.sorotec.de/shop/CNC-Controls/Stepping-Motors/Stepping-Motor-4-2A-Bipolar-3-NM-Nanotec.html
tu trouvera peut être plus d'infos ici, le datasheet de sorotec n'étant pas accessible.
http://en.nanotec.com/fileadmin/files/Kataloge_Flyer_Archiv/Nanotec_Catalog_2007.pdf
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Ma petite CNC
![]() icarePetibles Sam 15 Aoû 2015 - 9:54
icarePetibles Sam 15 Aoû 2015 - 9:54
Effectivement, tu as raison le plateau couple = f(vitesse) se prolonge avec l'augmentation de la tension d'alimentation du driver. Ce n'est pas une caractéristique intrisèque du moteur pas à pas mais du couple (les deux) moteur + driver. Le tout bien sur avec la même régulation de courant.dh42 a écrit:Je ne pense pas que la tension intervienne puisqu'il sont pilotés en courant
En fait je me fie simplement au courbes comme celle-ci, ou on voit que l'augmentation de la tension d'alim permet à la courbe de couple de chuter plus tard.
Pour l'instant je n'arrive pas à comprendre le phénomène physique qui affecte cette augmentation du plateau couple avant l'effondrement.
On sait que la FCEM du moteur augmente avec la vitesse et qui a pour conséquence de diminuer le couple donc l'augmentation de tension compense ce phénomène. Pour une même régulation, l'augmentation de tension va faire croître la pente ddu courant entre Iserv - epsilon et Iserv + epsilon ce qui a pour effet d'augmenter la fréquence d'ondulation du courant dans le moteur qui doit se traduire par une augmentation du courant "efficace" dans le moteur et cela compense la perte de couple.
Voila pour l'instant, en attendant de comprendre le principe physique associé.
Le couple d'un moteur pas à pas est fonction d'un nombre important de paramètres (type de pilote, alimentation, micro-pas, etc...)
En général les fabricants de PAP fournissent les courbes couple = f(vitesse) pour un pilotage par demi-pas.

icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() icarePetibles Mar 18 Aoû 2015 - 0:27
icarePetibles Mar 18 Aoû 2015 - 0:27
Après un survol de la théorie des moteurs PAP et du pilotage, il s'avère que le problème est d'une extrême complexité. Mais je l'aurai un jour.
Voici deux courbes où l'on joue que sur le pilotage d'un même moteur.

Le spectre des performances joue énormément.
@+
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() dh42 Mar 18 Aoû 2015 - 1:26
dh42 Mar 18 Aoû 2015 - 1:26
Ouai ... pas facile de s'y retrouver !!
Je vois que sur ces graphiques ils indiquent la vitesse en pas/s et non en Tr/min ... mais de quoi doit on tenir compte ; du nb de pas "standard" du moteur (ex: les 200 pas/tour des moteurs courants) ou le nb de pas résultant en fonction du réglage du drivers ? (celui dont on tient compte pour régler le step per)
Ce qui est sur, c'est que des moteurs de 3Nm comme les miens semble surdimensionnés sur le papier par rapport à la machine .... mais au final, j'ai pourtant des pertes de pas (en rapide uniquement) si je les utilises à plus de 400 tr/min ... et je vois bien que le moteur ne perd pas des pas juste au départ, mais bien quand il a atteins une certaine vitesse (et donc lorsqu'il a moins de couple) ... et quand je parle de pertes de pas, c'est plutôt des décrochages, car il bloque net ... (et ça se produit d'autant plus que la machine est froide) .... j'en ai pris mon parti et je me "traine" à 4000 mm/min en rapide pour éviter le problème ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma petite CNC
![]() diomedea Mar 18 Aoû 2015 - 8:49
diomedea Mar 18 Aoû 2015 - 8:49
David, en théorie je devrais avoir les mêmes problèmes que toi en rapide, non? vu que se sont les mêmes moteurs et drivers. Pourtant je suis toujours à 8000mm/min en rapide... Enfin c'est ce qui est marqué sur la notice! Et je n'ai aucun problème.

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Ma petite CNC
![]() icarePetibles Mar 18 Aoû 2015 - 9:22
icarePetibles Mar 18 Aoû 2015 - 9:22
C'est le moins que l'on peut dire. Encore je n'ai pas abordé les problèmes liés aux pertes magnétiques, les pertes de couple liées aux micro-pas, température et autres réguissance.dh42 a écrit:Ouai ... pas facile de s'y retrouver !!...
Pas/sec ou tr/min c'est la même chose à un coefficient près.dh42 a écrit:Je vois que sur ces graphiques ils indiquent la vitesse en pas/s et non en Tr/min ... mais de quoi doit on tenir compte ; du nb de pas "standard" du moteur (ex: les 200 pas/tour des moteurs courants) ou le nb de pas résultant en fonction du réglage du drivers ? (celui dont on tient compte pour régler le step per)

Voila où commence le problème, le couple est fonction du nombre de pas (pas entier, demi-pas ou micro-pas). Plus il y a de micro-pas et plus rapidement le couple s'effondre.
Dans les calculs il faut prendre le nombre de pas du réglage driver.
Les fabricants présentent en général leurs courbes pour un fonctionnement en demi-pas (il faut bien faire un choix) et lorsqu'on les questionnent sur leurs produits dans d'autres cas de fonctionnement, les réponses sont surprennantes. Il faut faire des essais, des mesures ou "mon pauvre Monsieur".
C'est vrai, souvent le dimensionnement visuel des moteur semble disproportionnel car rapport au reste de la mécanique. Pour une même cinématique, plus le nombre de micro-pas est important et plus le PAP sera gros pour un même couple.dh42 a écrit:Ce qui est sur, c'est que des moteurs de 3Nm comme les miens semble surdimensionnés sur le papier par rapport à la machine .... mais au final, j'ai pourtant des pertes de pas (en rapide uniquement) si je les utilises à plus de 400 tr/min ... et je vois bien que le moteur ne perd pas des pas juste au départ, mais bien quand il a atteins une certaine vitesse (et donc lorsqu'il a moins de couple) ... et quand je parle de pertes de pas, c'est plutôt des décrochages, car il bloque net ... (et ça se produit d'autant plus que la machine est froide) .... j'en ai pris mon parti et je me "traine" à 4000 mm/min en rapide pour éviter le problème ...
Les pertes de pas peuvent se produire dans la phase accélération ou vitesse constante. Un "blocage du PAP" est souvent lié à la pertes de plusieurs pas. Tu peux mesurer le nombre de pas perdu (ou ça représentation en mm) en faisant un aller / retour avec un comparateur.
Tes drivers sont règles comment ?
@+
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() icarePetibles Mar 18 Aoû 2015 - 9:24
icarePetibles Mar 18 Aoû 2015 - 9:24
Ils sont règlés comment les drivers ?diomedea a écrit:Bonjour à tous,
David, en théorie je devrais avoir les mêmes problèmes que toi en rapide, non? vu que se sont les mêmes moteurs et drivers. Pourtant je suis toujours à 8000mm/min en rapide... Enfin c'est ce qui est marqué sur la notice! Et je n'ai aucun problème.
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() dh42 Mar 18 Aoû 2015 - 16:28
dh42 Mar 18 Aoû 2015 - 16:28
icarepetibles a écrit:Tes drivers sont règles comment ?
1/8 de pas
diomedea a écrit:David, en théorie je devrais avoir les mêmes problèmes que toi en rapide, non? vu que se sont les mêmes moteurs et drivers. Pourtant je suis toujours à 8000mm/min en rapide... Enfin c'est ce qui est marqué sur la notice! Et je n'ai aucun problème.
Ton rapide doit être réglé à 6000 avec une accélération à 400 si je me souviens bien (X et Y) ; pour vérifier, dans mach3, menu config/motor tunning case: Velocity et case: acceleration pour chaque moteur.
La grosse différence entre nos machines c'est les guidages ; tes guidages n'opposent que très peu de résistance à l'avancement alors que les miens sont beaucoup plus durs. Résultat, il faut plus de couple pour mettre les axes en mouvement car il faut lutter à la fois contre l'inertie et la friction, de plus, une fois que l'axe à atteint sa vitesse, l'effort nécessaire est minime avec les guides à billes alors que sur ma machine, le moteur doit en permanence lutter contre la résistance des guides. En pratique mon rapide et limité à la V maxi en "gravure" (V maxi d'usinage) donnée par BZT.
Il faut aussi voir que ce problème occasionnel de perte de pas vas se produire par exemple 1x dans la semaine, soit 1x en 20 à 30h d'usinage, donc si la machine tourne peu, il faudra peut être un an avant qu'il ne se produise au moins une fois ... il n'y a que dans des conditions d'utilisations intensives et sur une longue période que tu peux avoir des statistiques fiables en ce qui concerne la "fiabilité" d'un réglage ..
Comme je fais de l'usinage en série, et surtout, sur de la matière couteuse et que je ne peux pas remplacer, je préfère jouer la carte de la fiabilité plutôt que de la vitesse, d'autant plus que si le programme est bien fait, il y a peu de déplacements rapides sur une longue distance et la perte de temps est très réduite.
Un exemple, j'ai fais le test sur les dernières pièces que j'avais à faire en série ; entre un rapide réglé à 4000 et un rapide à 6000, sur une pièce qui prends 6:31 secondes (du clic sur Start au retour en fin d'usinage), je ne gagne que 3s si je passe à 6000 pour le rapide ... (les vitesses d'usinage ne changeant pas, bien sur)
@icare: les drivers de JP sont aussi en 1/8 de pas ... mêmes réglages, même contrôleur ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma petite CNC
![]() diomedea Mar 18 Aoû 2015 - 17:03
diomedea Mar 18 Aoû 2015 - 17:03
Je viens de regarder, et effectivement mes déplacements rapides sont réglés à 6000 m/min pour les X et Y et 3000 m/min pour le Z
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Ma petite CNC
![]() dh42 Mar 18 Aoû 2015 - 17:32
dh42 Mar 18 Aoû 2015 - 17:32
Le simple fait de mettre de l'huile comme de la W15 sur les barres et la machine bloque carrément, juste parce que l'huile est trop épaisse, et bien sur si les barres sont trop "sèches" même problème. Comme sur les machines traditionnelles (à glissières en queue d'aronde) je dois lubrifier les barres avant chaque utilisation avec une huile fine ; dans mon cas j'utilise du dégrip-oil ou du pétrole.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma petite CNC
![]() Wyldix Mer 19 Aoû 2015 - 22:50
Wyldix Mer 19 Aoû 2015 - 22:50
Tout ça prend gentiment forme!
La perte de couple des moteurs pas à pas provient principalement de l'augmentation de l'impédance des bobines avec l'augmentations de la vitesse de rotations. Donc pour que le driver puisse maintenir le courant nominal, il lui faut une plus grande tension d'entrée. Les bobines ont une constante de temps L/R (l'inductance de la bobine divisée par sa résistance) qui impose un certain temps pour "charger" les bobines. Donc avec une tension plus élevée on peut "charger" les bobines plus rapidement et donc conserver plus de couple à haute vitesse.
Le montage dit "L/4R" consiste à ajouter une résistance en série pour diminuer la constante de temps mais le problème est que 3/4 de la puissance est dissipée dans cette dernière! Le rendement n'atteint donc pas les sommets... Mais pratiquement tous les drivers actuels contrôlent et limitent activement le courant.
icarePetibles a écrit:Voila où commence le problème, le couple est fonction du nombre de pas (pas entier, demi-pas ou micro-pas). Plus il y a de micro-pas et plus rapidement le couple s'effondre.
Dans une certaine mesure oui mais la différence n'est pas énorme, plus il y a de micro-pas plus tu t'approches d'un sinus parfait donc le couple tend vers une valeur constante. Heureusement pour nous!
Vivement les essais!

Wyldix- complétement accro
- Messages : 721
Points : 1615
Date d'inscription : 27/02/2012
Age : 29
Localisation : Fribourg/CH
Re: Ma petite CNC
![]() dh42 Mer 19 Aoû 2015 - 23:02
dh42 Mer 19 Aoû 2015 - 23:02
Pendant que je tient 2 électroniciens ... quel gain obtient on en remplaçant des drivers analogiques type M542 par des numériques (DM556 par exemple pour pouvoir tj les alimenter en 48V) ..
http://www.sorotec.de/shop/CNC-Controls/Stepping-Drivers/
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma petite CNC
![]() Wyldix Jeu 20 Aoû 2015 - 9:50
Wyldix Jeu 20 Aoû 2015 - 9:50
dh42 a écrit:quel gain obtient on en remplaçant des drivers analogiques type M542 par des numériques (DM556 par exemple pour pouvoir tj les alimenter en 48V)
C'est assez difficile à dire car je n'ai personnellement pas pu les essayer mais je dirais que le driver numérique est simplement un peu plus "intelligent". Je doute qu'il apporte énormément au niveau des performances (c'est sûrement mieux mais probablement pas le jour et la nuit) car ces dernières sont surtout dépendantes des caractéristiques du moteur et de la tension d'alimentation. Donc pour moi le driver numérique apporte plus de contrôle sur les réglages et peut-être une meilleure réactivité dans certaines situations (résonance, en fonction du moteur,...) et apparemment plus de protections (court-circuit, surintensité, pertes de pas,...).
Cordialement,
Wyldix- complétement accro
- Messages : 721
Points : 1615
Date d'inscription : 27/02/2012
Age : 29
Localisation : Fribourg/CH
Re: Ma petite CNC
![]() Hervé-34 Jeu 20 Aoû 2015 - 12:30
Hervé-34 Jeu 20 Aoû 2015 - 12:30
Bonjour les électroniciens !!
Justement, je voulais ouvrir un fil, et vous me donnez presque la réponse !!
Je voulais vous demander si il y avait une différence de couple, donc perte de pas
entre une carte réglée à 1 pas ou à 1/16 ème de pas ?
Je sais qu'un réglage à 1 pas est moins " précis " qu'un 1/16 ème de pas,
mais pour une machine pas très regardante vaut-il mieux la régler en 1 pas?
surtout si elle n'a pas des moteurs bien puissants ?
Merci à tous,
Hervé
Hervé-34- complétement accro
- Messages : 4611
Points : 5830
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Ma petite CNC
![]() icarePetibles Jeu 20 Aoû 2015 - 14:00
icarePetibles Jeu 20 Aoû 2015 - 14:00
dh42 a écrit:Pendant que je tient 2 électroniciens ... quel gain obtient on en remplaçant des drivers analogiques type M542 par des numériques (DM556 par exemple pour pouvoir tj les alimenter en 48V) ..
+1 avec Wyldix, j'ai surtout des drivers "analogiques" mais le terme me parraît pas approprié.
J'ai commandé un driver "numérique" et je vais faire les essais sur mon axe Y avec les deux.
Caractéristiques des drivers M542 et DM556 (site constructeur) :
M542
DM556
Les différences ne sont pas si énormes.
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() icarePetibles Jeu 20 Aoû 2015 - 14:04
icarePetibles Jeu 20 Aoû 2015 - 14:04
Tu as raison mais les pertes magnétiques viennent détruire tout cela.Wyldix a écrit:Dans une certaine mesure oui mais la différence n'est pas énorme, plus il y a de micro-pas plus tu t'approches d'un sinus parfait donc le couple tend vers une valeur constante. Heureusement pour nous!icarePetibles a écrit:Voila où commence le problème, le couple est fonction du nombre de pas (pas entier, demi-pas ou micro-pas). Plus il y a de micro-pas et plus rapidement le couple s'effondre.
Vivement les essais!
Pour la partie théorique du pilotage des PAP et ses conséquences, je le garde sous le coude pour cet hiver.
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() icarePetibles Jeu 20 Aoû 2015 - 14:16
icarePetibles Jeu 20 Aoû 2015 - 14:16
Oui et non car la question est double.Hervé-34 a écrit:Justement, je voulais ouvrir un fil, et vous me donnez presque la réponse !!
Je voulais vous demander si il y avait une différence de couple, donc perte de pas
entre une carte réglée à 1 pas ou à 1/16 ème de pas ?
En pas entier le couple aura un plateau plus important (vs vitesse) qu'avec 1/16. Mais l'incidence risque d'être minime par rapport au gain de précision avec un réglage 1/16.
Tu n'as pas plus de pertes de pas en pas entier, 1/16 ou 1/102400 (ce n'est pas une erreur de frappe) car tout dépend des conditions d'exploitation.
Tu aurras des accélérations et vitesses maximales différentes suivant le réglage des drivers.
Par contre pour les mêmes conditions de fonctionnement de ta CNC, l'augmentation des nombres de pas aurra une influence sur l'accélérations et la viesse.
Cela va dépendre de la précision recherchée mais tu peux faire des essais car entre 1/2 et 1/16, il y a aussi sur les drivers 1/4 et 1/8.Hervé-34 a écrit:Je sais qu'un réglage à 1 pas est moins " précis " qu'un 1/16 ème de pas,
mais pour une machine pas très regardante vaut-il mieux la régler en 1 pas?
surtout si elle n'a pas des moteurs bien puissants ?
Je pourrais en dire plus après mes essais.
@+
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() J-Max.fr Jeu 20 Aoû 2015 - 15:01
J-Max.fr Jeu 20 Aoû 2015 - 15:01
D'ordinaire je n'interviens plus sur les sujets CNC.
Toutefois, il y a beaucoup de choses mélangées, justes ou non ici,
et je crois que pour le bien de tous, il serait juste de préciser certaines choses.
D'abord, une position sur un moteur pas à pas sera exacte
uniquement sur les pas et les demi-pas.
Au delà, on dévie de la division radiale juste.
Pour banaliser, si le pas est à 0.9° alors le demi pas est encore juste à 0.45°.
par contre le quart de pas ne sera pas sur 0.225° mais légèrement décalé
autour de 0.220° ou 0,230° selon si l'on s'approche d'un pas ou d'un demi-pas,
et plus on divise, moins l'angle sera juste.
Donc augmenter le nombre de micropas n'augmente pas énormément la résolution,
et encore moins la précision. Par contre, ça agit sur la résonance des moteurs
(vibrations à certains régimes), le bruit, la durée de vie de la transmission,
et tout ça a un effet visible sur la qualité de coupe.
Secondo, quand on parle du couple, il faut veiller à ne pas
mélanger le coupe en fonctionnement et le couple de maintien.
Celui qui chute drastiquement avec le sur-échantillonnage,
c'est le couple de maintien.
Traduisez : celui qui est utile pour qu'un moteur tienne sa position
arrêtée sur un pas (ou un micropas). Soit 10% du couple de maintien restant
sur un 16e de pas par rapport à un pas entier.
Par contre, en fonctionnement, en transitoire (le moteur tourne donc),
le couple de fonctionnement ne varie pas beaucoup microstepping ou pas,
sauf, comme l'a décrit Wyldix, au delà d'une certaine vitesse.
Mais ce n'est pas beaucoup influencé par le réglage de micropas.
Les moteurs pas à pas "standards" perdent la moitié
de leur couple de fonctionnement avant 600RPM,
mais il existe aussi des moteurs pas à pas qui préservent leur couple
à des régimes qui dépassent les 1000RPM.
Certains moteurs à haute inductance délivrent plus de couple
à basse vitesse et d'autres demandent plus de vitesse pour donner leur meilleur.
Donc pas de généralités, les moteurs sont très inégaux.
Et les drivers aussi : la nouvelle génération c'est le nanostepping,
sans aucune perte de couple.
Il y a des sources partout sur le web, dont :
http://users.ece.utexas.edu/~valvano/Datasheets/StepperMicrostep.pdf
Attention à ce qui se dit sur les forums, souvent tout est mélangé avec son contraire...
@David :
Drivers numériques : plus précis, plus réactifs : moins de transitoires et fluctuations,
ce qui agit aussi sur le couple en maintenant un peu plus à haute vitesse,
possibilité de boucle avec encodeurs (gestion d'alertes/correction des pertes de pas).
Sur ta machine, c'est probable que tes pertes interviennent sur les transitoires.
Les drivers numériques sont toujours un plus.
En simple remplacement de drivers analogiques, le bénéfice est autour de 20-30%,
mais c'est surtout en vélocité que tu le ressentirait.
Par contre, la gestion d'erreurs avec encodeurs, serait la fin des problèmes
de perte de pas. Soit il corrige, soit il stoppe la machine.
Plus de fraise qui va là où on ne l'attend pas et perte de matière ou d'outil.
++JM

J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: Ma petite CNC
![]() dh42 Jeu 20 Aoû 2015 - 16:35
dh42 Jeu 20 Aoû 2015 - 16:35
Ok, donc pour faire une synthèse de ce que je comprends .... le seul moyen d'être sur que des drivers numériques éliminent mon problème de perte de pas très occasionnelles à 4000 mm/min ou me permette d'augmenter ma vitesse et mon accélération .... c'est d'essayer
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma petite CNC
![]() stanloc Jeu 20 Aoû 2015 - 17:23
stanloc Jeu 20 Aoû 2015 - 17:23
Moi j'ai de gros doutes qu'un driver numérique puisse changer quoi que ce soit au niveau performances du moteur. En fait c'est la souplesse d'adaptation à différents moteurs qui doit être améliorée, car cela se fait par programme au lieu de le faire "au fer à souder". Enfin cela reste à confirmer ou à infirmer.
Stan
stanloc- Banni
- Messages : 536
Points : 916
Date d'inscription : 12/10/2014
Age : 79
Re: Ma petite CNC
![]() dh42 Jeu 20 Aoû 2015 - 17:37
dh42 Jeu 20 Aoû 2015 - 17:37
stanloc a écrit:Allez David mets costume et cravate et va voir ton banquier pour qu'il te finance une cnc équipée de servomoteurs. Si c'est pour le travail, c'est une question de durée d'amortissement !!!!!!!!!
Moi j'ai de gros doutes qu'un driver numérique puisse changer quoi que ce soit au niveau performances du moteur. En fait c'est la souplesse d'adaptation à différents moteurs qui doit être améliorée, car cela se fait par programme au lieu de le faire "au fer à souder". Enfin cela reste à confirmer ou à infirmer.
Stan
Salut,
 )
)Ma question était plus une question de curiosité
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma petite CNC
![]() J-Max.fr Jeu 20 Aoû 2015 - 17:39
J-Max.fr Jeu 20 Aoû 2015 - 17:39
@ Stanloc
De quel chapeau as-tu sorti ça ? J'ai beau me relire...
Ça ne se joue pas au niveau de la performance des moteurs.
Juste les drivers sont plus performants.
Ils envoient des flux plus précis au bon moment.
Ils régulent mieux ce qui sort, si tu veux.
Donc ils exploitent d'avantage le potentiel des moteurs, rien de plus.
Comme passer d'un carburateur à une injection électronique si tu veux.
C'est sensible quand on passe de l'un à l'autre.
Moi je n'ai rien mesuré, mais David nous dira sans doute
le gain tangible qu'il a obtenu s'il franchit le pas.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: Ma petite CNC
![]() icarePetibles Dim 13 Sep 2015 - 18:26
icarePetibles Dim 13 Sep 2015 - 18:26
Quelques nouvelles de "ma petite CNC", mais comme d'habitude les choses ne se passent pas comme prévues.
Pour les tests et la recherche des limites mécaniques, j'ai fait un petit programme avec Arduino (Mega ou Uno). Malheureusement la bibliothèque de gestion du moteur pas à pas ne permet pas de dépasser les 4000 pas/sec. Dans la vidéo (de piètre qualité, je ferais mieux la prochaine fois) ci-dessous la table se déplace à la vitesse et accélération maximales (1200 mm/min et 20 mm/sec2), ce n'est pas très violent pour la mécanique.
Pas de perte de pas pendant un fonctionnement continu de 16 heures (normal avec le train de sénateur qu'on lui impose).
J'ai modifié la librairie pour fonctionner avec une carte Arduino M0 qui est 3 fois plus rapide mais la conception de la librairie ne permet pas de dépasser les limites atteintes.
L'idéal, pour moi, serait que le soft puisse atteindre 5000 mm/min avec 300 mm/sec2. Maintenant, j'ai mis les mains dans le cambouis de la librairie pour l'adapter à une carte avec une fréquence d'horloge de 80 MHz et ce n'est pas de la tarte.
@+
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() icarePetibles Jeu 17 Sep 2015 - 18:24
icarePetibles Jeu 17 Sep 2015 - 18:24
J'ai testé un certain nombre de cartes et j'arrive aux résultats suivants :
- Uno ou Mega (16 MHz) -> 4000 pas/sec max
- Arduino M0 (48 MHz) -> 4000 pas/sec max
- TM4C123 (80 MHz) -> 4500 pas/sec max
- TM4C129 (120 MHz) -> 16000 pas/sec
- UNO32 (80 MHz) -> 21000 pas/sec
Ce qui pour mon test correspond à 6300 mm/min.
Je vais refaire les tests de l'axe Y
@+
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() J-Max.fr Jeu 17 Sep 2015 - 18:46
J-Max.fr Jeu 17 Sep 2015 - 18:46
Ça m'étonne que tu ne montes pas plus haut dès 32Mhz.
Avec une smoothieboard on monte à 15000mm.mn tranquille.
Mais pour une fraiseuse, as-tu vraiment besoin de monter si haut ?
Généralement, l'outil de coupe te cantonne bien plus bas.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Page 2 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» Petite petite présentation
» cuber un plot de bois
» une petite nouvelle
» Ma petite présentation