






Ma petite CNC
Page 1 sur 3 • 1, 2, 3 

 Re: Ma petite CNC
Re: Ma petite CNC
![]() icarePetibles Mer 5 Aoû 2015 - 23:59
icarePetibles Mer 5 Aoû 2015 - 23:59
Suite de l'équipement de l'axe Y.
Entrainement de la table et dispositif de ratrappage de jeu.

Fin de course.

Moteur pas à pas et ventilateur de refroidissement.


Et finalement l'ensemble de la mécanique de l'axe Y.

L'étape suivante consistera à câbler le moteur, les fins de course et le montage du connecteur de raccordement.
Avant de passer au montage des deux autres axes, je vais faire quelques essais à vide de la'axe Y. Le but est de déterminer la vitesse et l'accélération maximales de ce principe d'entrainement.
Pour les étapes suivantes, il faudra attendre un peu car l'ensemble du logiciel de test reste à développer.
Nota : Sur les fraiseuses du commerce, on retrouve souvent des soufflets de protection des vis à billes et les guides linéaires en forme d'accordéon.
Où peut-on acheter ce type de protection ?
@+
icarePetibles- acharné du forum

- Messages : 414
Date d'inscription : 14/05/2015

Re: Ma petite CNC
![]() ellogo67 Jeu 6 Aoû 2015 - 10:47
ellogo67 Jeu 6 Aoû 2015 - 10:47
Et pourquoi pas fabriquer, toi même, tes soufflets.
J'ai fait les miens et j'en suis grandement satisfait.
Voici le lien pour les explications; j'ai un lien dedans pour le programme de dessin qui imprime le soufflet.

ellogo67- acharné du forum
- Messages : 471
Points : 674
Date d'inscription : 14/04/2012
Age : 61
Localisation : Alsace
Re: Ma petite CNC
![]() bob47 Jeu 6 Aoû 2015 - 11:45
bob47 Jeu 6 Aoû 2015 - 11:45
Joli travail juste une petite remarque sur le positionnement du fin de course
Le sens dans lequel il est monté peut être destructeur pour lui en cas de problèmes d’arrêt
Il serait mieux positionné sur la traverse où est fixée l’équerre ou remplacer l’équerre par un plat pour te permettre d’avoir un réglage possible.
BOB47

bob47- complétement accro

- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Ma petite CNC
![]() icarePetibles Jeu 6 Aoû 2015 - 11:58
icarePetibles Jeu 6 Aoû 2015 - 11:58
Voila une idée qui est bonne. Merci ellogo67.ellogo67 a écrit:Bonjour
Et pourquoi pas fabriquer, toi même, tes soufflets.
J'ai fait les miens et j'en suis grandement satisfait.
Voici le lien pour les explications; j'ai un lien dedans pour le programme de dessin qui imprime le soufflet.
Je vais étudier la chose et l'idée de faire mon propre soufflet me plais bien.
Dernière édition par icarePetibles le Jeu 6 Aoû 2015 - 14:47, édité 1 fois

icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() icarePetibles Jeu 6 Aoû 2015 - 12:02
icarePetibles Jeu 6 Aoû 2015 - 12:02
Merci pour la remarque, tu as tout à fait raison (erreur deconception).bob47 a écrit:Salut
Joli travail juste une petite remarque sur le positionnement du fin de course
Le sens dans lequel il est monté peut être destructeur pour lui en cas de problèmes d’arrêt
Il serait mieux positionné sur la traverse où est fixée l’équerre ou remplacer l’équerre par un plat pour te permettre d’avoir un réglage possible.
BOB47
Le risque de destruction est faible car l'équerre de fixation fait également fonction de butée mécanique à cause de la longueur de l'ergot de fin de course.
@+
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() ellogo67 Jeu 6 Aoû 2015 - 14:13
ellogo67 Jeu 6 Aoû 2015 - 14:13
ellogo67- acharné du forum
- Messages : 471
Points : 674
Date d'inscription : 14/04/2012
Age : 61
Localisation : Alsace

icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() icarePetibles Mar 11 Aoû 2015 - 15:38
icarePetibles Mar 11 Aoû 2015 - 15:38
Une petite erreur de conception.
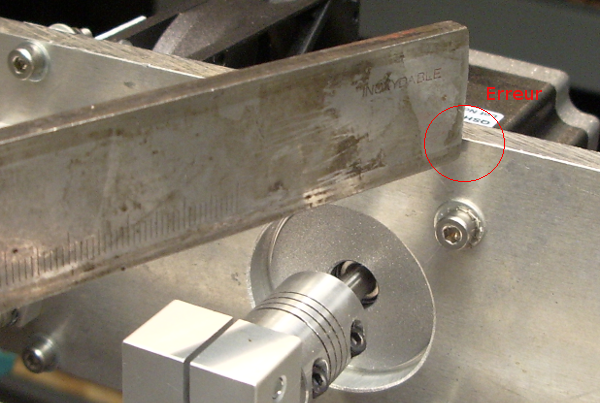
La plaque support du PAP Y est trop haute de 3 mm pour permettre le passage de pièce longue sans utiliser de martyr.
Une pièce à refaire après mes tests.
@+
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() icarePetibles Mar 11 Aoû 2015 - 19:44
icarePetibles Mar 11 Aoû 2015 - 19:44
Quelle planéité peut-on admettre pour la table d'une CNC ?
J'ai effectué des mesures reprises sur le schéma ci-dessous :

icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() dh42 Mar 11 Aoû 2015 - 19:58
dh42 Mar 11 Aoû 2015 - 19:58
Je dirais que ça dépend du travail auquel elle est destinée ; sur ma CN, j'ai jusqu'à 2/10mm de défaut sur la surface totale de la table (500x700) mais ce n'est qu'une table en alu de 15mm
A mon avis, si le but est de faire des pièces mécaniques avec cette machine, alors il te faut améliorer ça car 8/100 de défaut sur 320mm ça fait beaucoup.
Question: quelle est la taille totale de la table (ou les courses XY)
A tu la possibilité de surfacer ou de rectifier la table directement avec la machine ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Ma petite CNC
![]() icarePetibles Mar 11 Aoû 2015 - 21:01
icarePetibles Mar 11 Aoû 2015 - 21:01
Ok merci pour l'info, je vais voir si je peux faie mieux.dh42 a écrit:A mon avis, si le but est de faire des pièces mécaniques avec cette machine, alors il te faut améliorer ça car 8/100 de défaut sur 320mm ça fait beaucoup.
Il faut que j'analyse d'où viennent ces écarts?
- table 320 x 200 mmdh42 a écrit:Question: quelle est la taille totale de la table (ou les courses XY)
- course X = 240 mm
- course Y = 175 mm
Non les courses ne sont pas suffisantes. A moins d'utliser une fraise avec le diamètre qui va bien pour compenser le manque de course.dh42 a écrit:A tu la possibilité de surfacer ou de rectifier la table directement avec la machine ?
@+
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() dh42 Mar 11 Aoû 2015 - 21:35
dh42 Mar 11 Aoû 2015 - 21:35
Il faut que j'analyse d'où viennent ces écarts?
Oui, il faut déterminer si c'est la table qui n'a pas une épaisseur constante, dans ce cas surfaçage, ou si c'est tes guidages qui sont mal réglés ; dans ce cas c'est au niveau des guides qu'il faudra régler le problème.
Edit: je viens de voir que ta table est une table toute faite ; je doute qu'il y ai une erreur aussi importante sur une pièce de cette taille ; tu dois avoir un pb de réglage d'un guide.
Si tu fais de la gravure, c'est important car sinon tu ne pourra pas faire du bon travail ; le moindre écart en Z est très visible avec une fraise en V .. et je suppose que pour de la gravure de CI ça doit être gênant aussi.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma petite CNC
![]() icarePetibles Mar 11 Aoû 2015 - 23:03
icarePetibles Mar 11 Aoû 2015 - 23:03
C'est même très génant si l'écart entre les pistes du CI sont petites.dh42 a écrit:Si tu fais de la gravure, c'est important car sinon tu ne pourra pas faire du bon travail ; le moindre écart en Z est très visible avec une fraise en V .. et je suppose que pour de la gravure de CI ça doit être gênant aussi.
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() stanloc Mer 12 Aoû 2015 - 8:58
stanloc Mer 12 Aoû 2015 - 8:58
Par ailleurs la fixation des supports des barres cylindriques directement sur le profilé alu du châssis manque d'assise. Ce n'est pas favorable lorsqu'il va falloir cerner d'où vient le problème de planéité et le corriger. Les barres cylindriques non supportées de trop petit diamètre accroit la difficulté d'obtenir une bonne planéité.
Bref ce n'est pas gagné. Si tu veux faire de la gravure de CI ne perd pas de vue que les plaques de verre époxy ne sont pas d'épaisseur constante. Je l'ai vérifié maintes fois. Donc pour ce travail il vaut mieux voir à régler le problème sur la plaque de CI elle-même.
J'espère et je te souhaite que tu pourras rémédier à ce défaut mais je trouve que compte tenu des insuffisances au niveau de la conception (selon moi) ce résultat est pas mal.
Stan

stanloc- Banni
- Messages : 536
Points : 916
Date d'inscription : 12/10/2014
Age : 79
Re: Ma petite CNC
![]() stanloc Mer 12 Aoû 2015 - 10:27
stanloc Mer 12 Aoû 2015 - 10:27
http://www.metaux-detail.com/pdf/caracteristique/PROPRIETESPHYSIQUESDESALUMINIUM.pdf
vous verrez (tout en bas du document) que sur une tôle de 20 mm la tolérance approche le mm : 0,7 mm pour du laminé à froid et 0,9 mm pour du laminé à chaud.
Stan
stanloc- Banni
- Messages : 536
Points : 916
Date d'inscription : 12/10/2014
Age : 79
Re: Ma petite CNC
![]() bob47 Mer 12 Aoû 2015 - 12:44
bob47 Mer 12 Aoû 2015 - 12:44
icarePetibles
Il n’y a qu’une cale de 0.02 a mettre d’un coté et gratter 0.06 sur l’autre (bien plus simple a faire que moi sur toute la porté de mon rail)
Ci tu est sur de l’alignement de tes rails
Dans une premier temps regarde si le plateau est juste au niveau de sa surface et ci ce n’est pas le cas je le surfacerais sur la machine et après je poserais la table dessus.
Pour des circuits imprimer je pense que le mieux est de surfacer un martyr sur la machine
BOB47
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Ma petite CNC
![]() dh42 Mer 12 Aoû 2015 - 15:25
dh42 Mer 12 Aoû 2015 - 15:25
Je n'avais pas vu qu'il y avait une plaque d'alu en plus sous la table ; effectivement ça cumule la possibilité d'erreurs.
Une fois les guides réglés au mieux, tu peux peut être caler entre la plaque d'alu et la table pour rattraper ce qui reste.
Si tu veux faire de la gravure de CI ne perd pas de vue que les plaques de verre époxy ne sont pas d'épaisseur constante.
Ah, c'est pas cool ça ... dans ce cas, il serait peut être valable de te faire une "tête à ressort" spéciale gravure.
http://www.sorotec.de/shop/CNC-Mechanics/Depth-controls/Engraving-unit---Depth-control-GT43.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma petite CNC
![]() icarePetibles Mer 12 Aoû 2015 - 16:27
icarePetibles Mer 12 Aoû 2015 - 16:27
Les mesures ont été faites sans les profilés alu.dh42 a écrit:Je n'avais pas vu qu'il y avait une plaque d'alu en plus sous la table ; effectivement ça cumule la possibilité d'erreurs.
Depuis j'ai fait surfacer la plaque d'alu et les profilés et je verrais le résultat au remontage.
Cela semble être une bonne idée, je vais "creuser".dh42 a écrit:Ah, c'est pas cool ça ... dans ce cas, il serait peut être valable de te faire une "tête à ressort" spéciale gravure.
http://www.sorotec.de/shop/CNC-Mechanics/Depth-controls/Engraving-unit---Depth-control-GT43.html
Oui cela reste certainement la finition ultime mais je vais refaire les mesures après surfaçage de la table. Pour l'alignement des rails je dois être à + ou - 0.002 mmbob47 a écrit:Il n’y a qu’une cale de 0.02 a mettre d’un coté et gratter 0.06 sur l’autre (bien plus simple a faire que moi sur toute la porté de mon rail)
Ci tu est sur de l’alignement de tes rails
Dans une premier temps regarde si le plateau est juste au niveau de sa surface et ci ce n’est pas le cas je le surfacerais sur la machine et après je poserais la table dessus.
Ouibob47 a écrit:Pour des circuits imprimer je pense que le mieux est de surfacer un martyr sur la machine
Ce n'est pas grave d'avoir un avis différent cela fait avancer les choses. Tout se construit avec nos mutuelles différences.stanloc a écrit:Je suis désolé d'avoir un avis différent encore mais pour moi ces écarts de planéité sont tout à fait normaux. Cela ne veut pas dire qu'il ne faut pas essayer d'avoir mieux mais cela me semble difficile. En effet la plaque d'alu est une plaque brute de laminage, il me semble. Ce n'est pas une référence de planéité telle quelle. Ensuite dessus il y a du profilé alu extrudé. je ne vois pas comment cela pourrait encore être une référence de planéité.
Toutes mes mesures sont faites sans le profilé extrudé.
Toutes les mesures référentiel marbre avec comme référence les tiges de guidage de l'axe Ystanloc a écrit:Enfin sur quoi as-tu fait porter la touche du comparateur pour faire ta mesure ? sur une plaque posée sur ta table ? ou directement sur l'extrudé alu avec les rainures ?
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() stanloc Mer 12 Aoû 2015 - 18:13
stanloc Mer 12 Aoû 2015 - 18:13
Tu dis :"Les mesures ont été faites sans les profilés alu. "
Mais si cette plaque est parfaite tu risques de tout remettre en cause avec tes profilés.
Par ailleurs est ce que tes profilés rainurés sont anodisés ? si c'est le cas il ne fallait pas les surfacer car maintenant gare aux chocs. Cet alu est mou c'est tout l'intérêt de l'anodisation.
Il est clair qu'il nous manque quel que soit le forum un bel exposé sur l'art et la manière de régler une cnc que l'on construit. Ce besoin a souvent été évoqué mais je pense devant la tâche (il faut énormément illustrer le propos pour que ce soit clair) personne ne s'y est risqué.
Toutefois on peut déjà dire qu'il faut comme dans toute métrologie un équipement minimum et de qualité : un comparateur au centième de mm avec son support à base magnétique, une équerre à chapeau de mécanicien qualité au 1/50ème de mm tout comme une règle dans la même qualité avec des faces parallèles, un niveau de mécanicien de qualité facilite grandement la tâche.
Stan
stanloc- Banni
- Messages : 536
Points : 916
Date d'inscription : 12/10/2014
Age : 79
Re: Ma petite CNC
![]() Invité Mer 12 Aoû 2015 - 20:28
Invité Mer 12 Aoû 2015 - 20:28
Bonsoir
Qu'est ce que t'attends pour te mettre au boulot ?

à + Lulu

Invité- Invité
Re: Ma petite CNC
![]() bob47 Mer 12 Aoû 2015 - 22:49
bob47 Mer 12 Aoû 2015 - 22:49
Lulu 21 a écrit:
Bonsoir
Qu'est ce que t'attends pour te mettre au boulot ?
à + Lulu
+1 Je prend un ticket et me met au premier rang.
BOB47
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Ma petite CNC
![]() icarePetibles Jeu 13 Aoû 2015 - 9:38
icarePetibles Jeu 13 Aoû 2015 - 9:38
Pas d'inquiétude, elle n'est pas folle la guêpe. Surfaçage sur la partie inférieure en considérant le dessus comme référence.stanloc a écrit:Par ailleurs est ce que tes profilés rainurés sont anodisés ? si c'est le cas il ne fallait pas les surfacer car maintenant gare aux chocs. Cet alu est mou c'est tout l'intérêt de l'anodisation.
Pour ce point, je suis preneur. Pour l'instant avec l'expérience des colistiers, on peut avoir des résultats honorablesstanloc a écrit:Il est clair qu'il nous manque quel que soit le forum un bel exposé sur l'art et la manière de régler une cnc que l'on construit. Ce besoin a souvent été évoqué mais je pense devant la tâche (il faut énormément illustrer le propos pour que ce soit clair) personne ne s'y est risqué.
C'est le seul point qui ne me pose pas de problèmes pour avoir acheter tout le service métrologie d'un usineur lors d'une vente aux enchères pour même pas le prix de la ferraille (ma chance pas de broker présent ce jour là). Le lot comportait plus de 400 piècesstanloc a écrit:Toutefois on peut déjà dire qu'il faut comme dans toute métrologie un équipement minimum et de qualité : un comparateur au centième de mm avec son support à base magnétique, une équerre à chapeau de mécanicien qualité au 1/50ème de mm tout comme une règle dans la même qualité avec des faces parallèles, un niveau de mécanicien de qualité facilite grandement la tâche.
Stan
@+
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() icarePetibles Jeu 13 Aoû 2015 - 21:00
icarePetibles Jeu 13 Aoû 2015 - 21:00
Une petite question sur vos fraiseuses et autres portiques.
Qu'elles sont vos :
- vitesses de déplacement max ?
- accélérations max ?
@+
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() dh42 Jeu 13 Aoû 2015 - 21:14
dh42 Jeu 13 Aoû 2015 - 21:14
Dans mon cas pour X et Y (moteurs 3Nm 4.2A / 48V, prise directe, VàB au pas de 10) 4000 mm/min fiable, accélération 300 mm/s²
Z (même moteur mais pas de 5) V 1500 , acc 300 .
Note que mes guidages sont assez durs, ce qui limite quelque peu les vitesses et accélérations maxi. Dans la même config mais avec des guidages linéaires à billes, on peut prendre environ 50% de plus en V et Acc (le cas d'une PFK/PFE qui a les mêmes moteurs/VàB/électronique mais à des guides à billes)
Attention, quand je parle de vitesses fiables, c'est 0 perte de pas sur des mois d'usinage. (en tout cas, rien de détectable)
Mais sans aucun doute, les réglages pour une machine ne seront pas forcément utilisables sur une autre ; surtout pour l'accélération ; c'est totalement dépendant de la masse à mettre en mouvement ou à freiner en plus des caractéristiques des moteurs et de la démultiplication utilisée.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma petite CNC
![]() icarePetibles Jeu 13 Aoû 2015 - 21:18
icarePetibles Jeu 13 Aoû 2015 - 21:18
Je suis conscient que tout dépend de la mécanique utilisée.
J'ai commencé à faire des mesures sur ma petite CNC et je voulais des éléments pour faire des comparaisons.
Merci pour tes infos.
@+
icarePetibles- acharné du forum
- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Ma petite CNC
![]() dh42 Jeu 13 Aoû 2015 - 21:31
dh42 Jeu 13 Aoû 2015 - 21:31
Dans la cas des miens, j'ai aussi calculé la V maxi fiable théorique pour les caractéristiques du moteur/alim avec ce truc
http://www.daycounter.com/Calculators/Stepper-Motor-Calculator.phtml
ça me donne dans les 450 tr/min ... ce qui est cohérent avec les 400 tr/min trouvé à l'essai (long l'essai !!)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 1 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» Petite petite présentation
» petite presentation
» help sos un lit pour ma fille
» une petite vidéo de mon taf