






MechMate Angevine
Page 1 sur 6 • 1, 2, 3, 4, 5, 6 

 Re: MechMate Angevine
Re: MechMate Angevine
![]() athanase Lun 20 Avr 2015 - 21:30
athanase Lun 20 Avr 2015 - 21:30
Moi je me souviens plus à quelle fréquence il tourne Mach3, je crois que c'est celle de base lors de l'installation. Avec une fréquence différente les paramètres seront différents non ?
David dans ton calcul, tu as tenu compte de la réduction car 126 c'est loin de 127 ? (sûrement, c'est juste pour faire celui qui y connaît
athanase- complétement accro

- Messages : 648
Date d'inscription : 10/01/2014

Re: MechMate Angevine
![]() dh42 Lun 20 Avr 2015 - 22:18
dh42 Lun 20 Avr 2015 - 22:18
Ok merci pour les infos David je vais modifier tout ça.
NON surtout pas, ces réglages ne sont pas pour toi, mais pour José ; ton pas/mm est juste puisque tu à les bonnes cotes ! ... on ne touche plus à rien quand ça marche nickel !
Moi je me souviens plus à quelle fréquence il tourne Mach3, je crois que c'est celle de base lors de l'installation. Avec une fréquence différente les paramètres seront différents non ?
Le changement de fréquence n'a pas d'autre utilité que de pouvoir sortir plus d’impulsion par seconde, mais en principe, il vaut mieux rester sur 25 Khz pour éviter que le PC ne puisse pas suivre (ce qui risque d'être le cas si c'est un vieux PC genre Athlon ou P4 = pertes de pas) , surtout avec des PàP, le nb d'impulsion/mm est faible par rapport à des servo ; avec 126 impulsions par/mm, même à 25Khz ça passe tranquille.
David dans ton calcul, tu as tenu compte de la réduction car 126 c'est loin de 127 ? (sûrement, c'est juste pour faire celui qui y connaît Very Happy (En fait pas grand chose ) !! )
Je n'ai pas du tout besoin de connaitre la réduction du moment que je connais la cote demandée, la cote atteinte et le pas/mm existant ; ce n'est qu'une règle de 3
Il est tout à fait possible qu'il y ai des disparités de pas entre tes crémaillères et celle de josé, donc normal que vous n'ayez pas exactement les mêmes valeur (ça ne fait jamais que 1% d'écart)
++
David
- Fichiers joints

- calculateur (afinage) steps_per.zip Vous n'avez pas la permission de télécharger les fichiers joints.(3 Ko) Téléchargé 19 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: MechMate Angevine
![]() athanase Mar 21 Avr 2015 - 7:52
athanase Mar 21 Avr 2015 - 7:52
Ok merci pour les infos David Very Happy je vais modifier tout ça.
T'inquiète pas, je parlais des attaches pour mon poteau
Ah ben moi qui m'attendait à un calcul hyper scientifique...je suis déçu...ce n'est qu'une règle de 3
Je ne vais surtout rien changé à mes réglages, Quand tout sera au top, faut que je pense à les sauvegarder.
Hâte de savoir si ces changements vont lui régler son problème, il a quand même une belle machine. (Pour la mienne il ne faut pas trop regarder les soudures....)
A+
Denis

athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: MechMate Angevine
![]() joscad49 Mar 21 Avr 2015 - 7:56
joscad49 Mar 21 Avr 2015 - 7:56
Merci pour toutes ces infos
Si je réflêchis( avec ma petite tête) à tous ça; vu que j'ai la bonne avance lorsque je vérifie avec l'assistant qui génère un déplacement tres lent et qu'il y a un problème lorsque j'usine une pièce, c'est qu'il y a perte de pas. Sauf erreur donc lorsqu il y a perte de pas la machine surcôte la piece. Elle ne peux sous côter, est ce bien cela?
je vais vérifier cela en appliquant les modifs dans l'après midi.
j'ai remarqué que par rapport à Denis mon délai de direction est différent( 1) et impulsion pas (7)...
A bientôt
José
joscad49- posteur Régulier

- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() joscad49 Mar 21 Avr 2015 - 8:14
joscad49 Mar 21 Avr 2015 - 8:14
Merci du compliment, cela fait toujour plaisir, comme tu le sais c'est un peu de travail tout ça, mais tu sais elle a des défauts, le plus gros est d'être inutilisable pour l'instant. J'avais pourtant fais déplacer M Dubois( mach3fr) qui est un garçon super sympa et pas avare de son temps. Il avait vérifié pas mal de choses puis nous avions fait des objets style sculpture 3D et nous sommes passés à côté de ces problèmes de côte ( du fait que les côtes étaient bonnes avec l'assistant)
David pourrais tu me répondre sur la configuration de l'axe A( deuxième moteur de X), actuellement il est juste asservi à X donc comment faire pour qu'il puisse avoir son propre référencement? D'après ce que j'ai cru comprendre c'est important pour l'équerrage du fait d'un portique de 2,20m
Comment est configurée ta machine la dessus, Denis, as tu également quatre moteurs?
A++
José
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() athanase Mar 21 Avr 2015 - 8:26
athanase Mar 21 Avr 2015 - 8:26
J'ai bien 4 moteurs et un seul capteur inductif pour le référencement du portique (Y).
Il faut relire mon post, car j'avais eu des problèmes pour mon référencement et de mémoire je fais référencer qu'un seul coté (moteur) et je ne crois pas avoir eu des problèmes d'équerrages trop important ceci étant pour de la menuiserie. David m'avait bricolé un truc, en fait modifié la macro associé au bouton sur l'écran Mach3. Je m'en souviens plus trop...ça doit être vers le début. Si tu ne trouves pas je rechercherais à midi.
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: MechMate Angevine
![]() joscad49 Mar 21 Avr 2015 - 8:41
joscad49 Mar 21 Avr 2015 - 8:41
Dans mon cas j'ai deux capteurs inductifs sur X et compte tenu de la largeur, on note bien une tendance à un léger faux equerrage lors du référencement sur 3 capteurs uniquement. car il suffit qu'il y est eu un problème avant qui du coup n'est pas rectifié dans ce cas lors du référencement.
Je regarderai plus en détail tes nombreux messages en fin d'apm
Bonne journée
José
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() dh42 Mar 21 Avr 2015 - 15:45
dh42 Mar 21 Avr 2015 - 15:45
Pour le 4ieme moteur, s'il est asservi, je ne pense pas que l'on puisse le référencer vu qu'il suit exactement ce que fait le moteur "maitre" ; mais je dois dire que je connais pas vraiment le comportement avec ce type de montage.
Sauf erreur donc lorsqu il y a perte de pas la machine surcôte la piece. Elle ne peux sous côter, est ce bien cela?
En règle générale, les pertes de pas ne produisent pas une pièce avec la bonne apparence mais des cotes fausses, mais une pièce ou certains usinages sont décalé par rapport aux autres ; par exemple sur un cercle, le point d'arrivé ne retombera pas sur le point de départ, en d'autre termes la pièce n'a pas la bonne apparence.
Souvent les pertes de pas se font au moment des déplacements rapides, donc par exemple sur une pièce comme celle de Denis tu peux avoir tes ovales qui ont la bonne taille, mais qui ne sont pas à la bonne place parce que la machine à perdu des pas lors du déplacement de l'un à l'autre.
Il y a très peu de chances que des pertes de pas te fasse, par exemple, un rectangle qui n'a pas la bonne cote en Y, mais qui a la bonne apparence, il faudrait pour ça que la machine perde des pas en se déplaçant dans le sens +Y, puis qu'elle en perte exactement le même nombre en revenant de l'autre coté en -Y ...
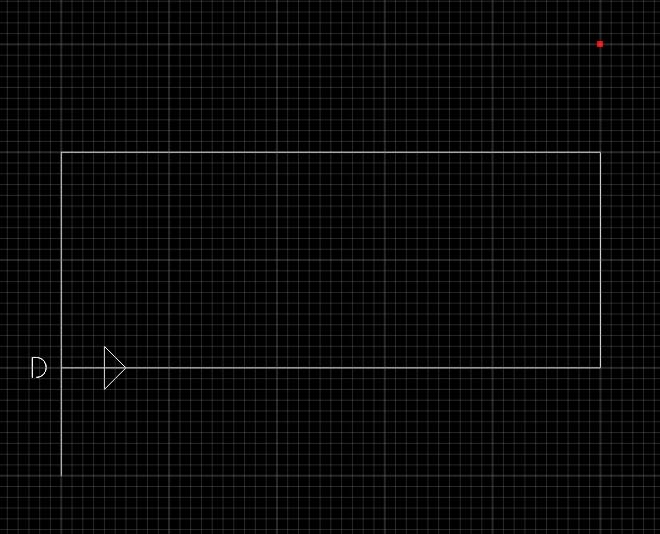
Exemple: un rectangle de 50x30 ; l'usinage part du point marqué D, se déplace en X+ (vers la droite) de 50mm, puis remonte en Y+ et bloque à 20mm ... résultat la fraise ne vas pas jusqu'au point représentant les 30 mm, mais Mach3 n'en sais rien, pour lui il est bien à Y =30 et quand il revient en Y- pour faire le coté gauche, il reviens donc de 30mm ... et dépasse de 10mm le point de départ ...
Pour la modif du code de référencement c'est ici
http://www.metabricoleur.com/t7543-mechmate-tarnaise#134336
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() joscad49 Mar 21 Avr 2015 - 18:22
joscad49 Mar 21 Avr 2015 - 18:22
donc effectivement dans mon cas les pertes de pas sont à écarter puisque mes carrés sont propres et d'équerre.
J'ai fait beaucoup d'essai depuis 16h avec vitesse tres lente et sans effort de défonçage et il y a vraiment rien à faire les côtes sont fausses par exemple 5mm de plus pour un carré de 550mm et si je rectifie avec l'assistant en mesurant précisemment les déplacements en X et en Y l'erreur est du même ordre avec la surcôte rajoutée au réglage...
ça rend dingue!
Au fait je trouve curieux que le travail en Y se fasse toujours en négatif alors que x travaille en positif, est ce normal?
José
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() dh42 Mar 21 Avr 2015 - 18:29
dh42 Mar 21 Avr 2015 - 18:29
ça rend dingue!
Oui, j'avoue que je ne vois pas trop ou peut bien être le problème.
Si je comprends bien,
1 - l'erreur est répétitive, autrement dit tu a toujours un carré de 505 au lieu de 500 autant de fois que tu essai le même programme.
2 - cette erreur n'est pas proportionnelle à la taille de la pièce (ex: 101 au lieu de 100 sur un carré de 100, 202 au lieu de 200, 505 au lieu de 500) mais indépendante de la taille.
3 - les corrections de pas/mm n'ont pas d'effet
c'est bien ça ? peut tu confirmer/infirmer chaque point ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() dh42 Mar 21 Avr 2015 - 18:44
dh42 Mar 21 Avr 2015 - 18:44
Au fait je trouve curieux que le travail en Y se fasse toujours en négatif alors que x travaille en positif, est ce normal?
Tu parle du carré de mon Gcode ?
normalement si tu a bien fait ton 0,0 en XY en bas à gauche du carré, tu devrais avoir tous les affichages en positif sur les 2 axes pendant l'usinage du carré.
une capture sur Cambam du carré de 500
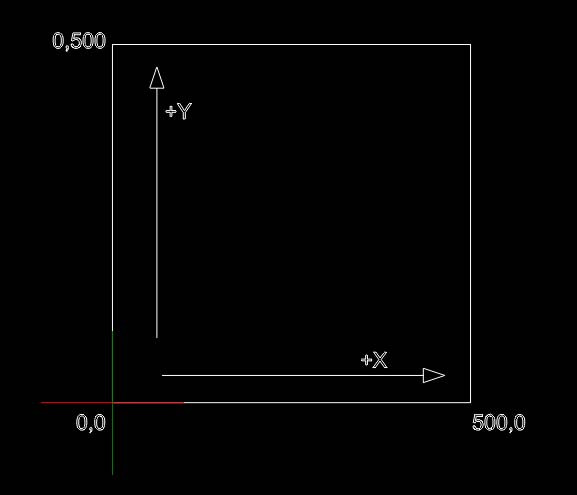
Il se peut qu'un te tes axes soit réglé à l'envers ; je te fait un Gcode avec un texte à "usiner" au stylo sur une feuille A4 dans 5 min, ça permettra de voir si c'est écris à l'envers (pas facile à deviner sur un carré
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() dh42 Mar 21 Avr 2015 - 19:03
dh42 Mar 21 Avr 2015 - 19:03
voila le Gcode, il tracera tout ce qui est en blanc ; le contour en jaune, c'est ta feuille A4, 0,0 en bas à gauche.
les textes en bleu, c'est pour contrôler les cotes.
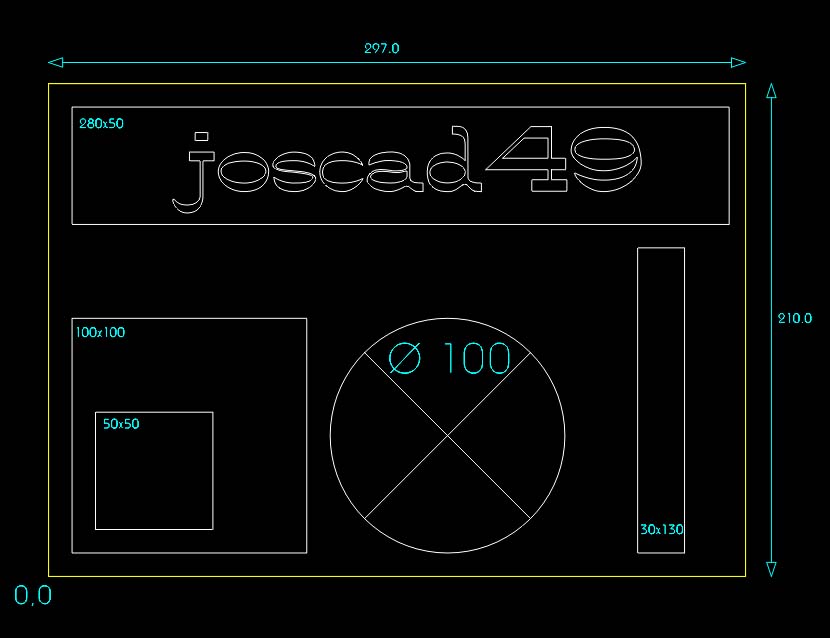
je te met le Gcode et le fichier .cb en archive.
Si tu peux faire une photo du résultat obtenu ?
bon courage
++
David
- Fichiers joints
- Test.zip Vous n'avez pas la permission de télécharger les fichiers joints.(12 Ko) Téléchargé 5 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() athanase Mar 21 Avr 2015 - 19:11
athanase Mar 21 Avr 2015 - 19:11
En ce qui me concerne je viens de faire une méga bourde qui aurait pu finir très mal...
Mon écrou de la pince de diamètre 10 c'est dévissé pendant l'usinage, la fraise est descendue a mangé un morceau de mon martyr...bref Panique à bord

Je ne comprend pas pourquoi il c'est dévissé !
Résultat la fraise c'est mis en carafe dans la pince qui porte maintenant 2 impacts à l'intérieur
J'ai essayé de les enlever en limant après pas mal d'effort j'ai réussi. Je remonte le tout et cette fois je serre vraiment fort....et rebelote et MERDE
 Deuxième trou dans le martyr !
Deuxième trou dans le martyr !Je crois que ma lime n'a rien arrangé bref me volà obliger de recommander une pince !
Là ce soir j'ai un peu les boules, bon faut rester ZEN.
Bon je vais en boire une, histoire de fêter ça
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: MechMate Angevine
![]() dh42 Mar 21 Avr 2015 - 19:52
dh42 Mar 21 Avr 2015 - 19:52
quand une pince à morflé, ce n'est pas sauvable ... tu perds la concentricité et ça tient mal en prime.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() joscad49 Mar 21 Avr 2015 - 19:57
joscad49 Mar 21 Avr 2015 - 19:57
dh42 a écrit:ça rend dingue!
Oui, j'avoue que je ne vois pas trop ou peut bien être le problème.
Si je comprends bien,
1 - l'erreur est répétitive, autrement dit tu a toujours un carré de 505 au lieu de 500 autant de fois que tu essai le même programme.
2 - cette erreur n'est pas proportionnelle à la taille de la pièce (ex: 101 au lieu de 100 sur un carré de 100, 202 au lieu de 200, 505 au lieu de 500) mais indépendante de la taille.
3 - les corrections de pas/mm n'ont pas d'effet
c'est bien ça ? peut tu confirmer/infirmer chaque point ?
++
David
-j'ai une évolution de l'erreur de 1mm en X pour par exemple 350 en x qui devient 351,4 pui 353 puis 354
pur Y pas d'erreur pour 200 reproduit trois fois.
donc la ce pourrait être du jeu pou X mais je vois pas ou, j'ai même essayé des ressorts tres puissant pour éviter toute sortie de la crémaillère car je pensais à cela au début.
Si je fais un carré de 500, l'erreur de X est de +5mm et pour Y 4mm
je pense que l'erreur est proportionnelle puisque 1c m sur 1M
donc la ce pourrait être l'avance
je ferai demain des essais dans du bois sur 2m car a vide, l'erreur n'existe pas sur le réglage automatique de X
_ la correction de pas augmente l'erreur car différente de ce que trouve l'assistant
merci pour le fichier que je vais tester tout à l'heure
je précise que dans tout ça apres référencement et plusieurs déplacements tous sens la machine revient à un point 0 de travail avec une erreur de 0,5mm max; Le Z reviens bien à zéro également et respecte la profondeur d'usinage des nombreux essais faits à 2mm
T'as raison Denis il faut mieux en boire une apres avoir conduit la machine qu'avant
Bonne soirée
José
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() dh42 Mar 21 Avr 2015 - 20:14
dh42 Mar 21 Avr 2015 - 20:14
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() dh42 Mar 21 Avr 2015 - 20:17
dh42 Mar 21 Avr 2015 - 20:17
la correction de pas augmente l'erreur car différente de ce que trouve l'assistant
La il y a un blem car si tu réduit de 127 à 126 pas/mm tu ne peux pas avoir une cote plus grande, elle sera forcément plus petite
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25659
Points : 38368
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() joscad49 Mer 22 Avr 2015 - 8:26
joscad49 Mer 22 Avr 2015 - 8:26
hier soir j'ai fait le test avec un crayon feutre qui s'est un peu écrasé...
1ère observation, le travail commence bien en positif Y et X contrairement à mes fichiers ou le y part toujours en négatif
la machine écrit dans le bon sens
je suis repassé deux fois dessus car le feutre rendait l'ame et la machine s'est correctement positionnée
les côtes semblent bonnes
je vais refaire le test tout à l'heure avec un outil plus approprié, je n'ai pas de fraise de gravure sous la main
j'essaierai de poster des photos
merci encore de ta présence et ton aide sur ce site
++
José
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() joscad49 Mer 22 Avr 2015 - 11:34
joscad49 Mer 22 Avr 2015 - 11:34
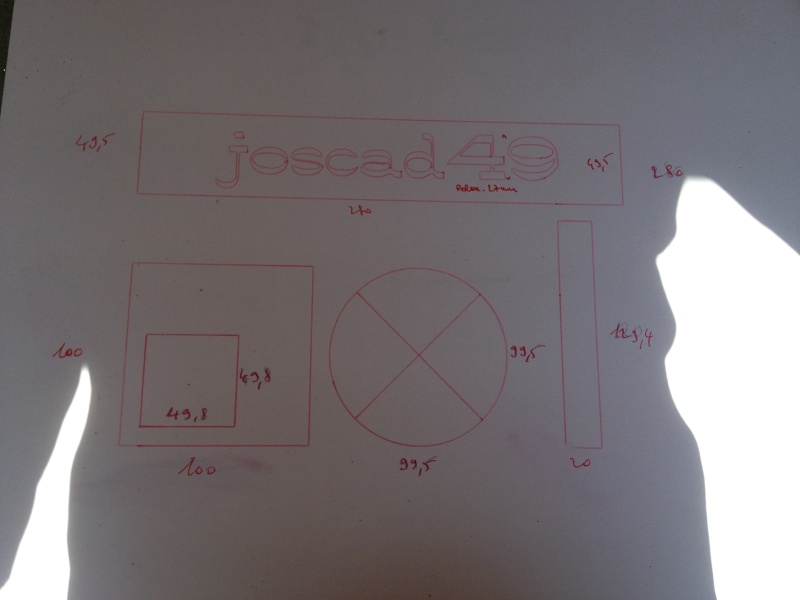
j'ai refais ce matin des tests avec un feutre plus précis
3 passages sur la même plaque
les trois passages sont identiques
il y a des erreurs de côtes mais pas aussi importantes que mes essais a partir de mes fichiers, sauf une grosse 20mm à la place de 30mm rectangle 30/130
voici la photo en PDf
A plus
José
- Fichiers joints
- IMG_7103.jpg.pdf Vous n'avez pas la permission de télécharger les fichiers joints.(19 Ko) Téléchargé 11 fois
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() athanase Mer 22 Avr 2015 - 11:37
athanase Mer 22 Avr 2015 - 11:37
Les valeurs ont l'air pas mal, c'est quand même qu'un feutre !
Edit: Pas facile de bien lire les cotes , tu devrais peut être directement insérer ton image dans le texte sans passer par un pdf.
Dernière édition par athanase le Mer 22 Avr 2015 - 11:49, édité 1 fois
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: MechMate Angevine
![]() joscad49 Mer 22 Avr 2015 - 11:48
joscad49 Mer 22 Avr 2015 - 11:48
oui sauf si l'erreur sur le rectangle de 30/130 se confirme puisque j'ai en dessin 20/129,4
Au fait c'est quoi le fichier .cb?
A plus
José
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() athanase Mer 22 Avr 2015 - 11:51
athanase Mer 22 Avr 2015 - 11:51
Les fichiers .cb sont des fichiers crée par Cambam le super logiciel
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: MechMate Angevine
![]() joscad49 Mer 22 Avr 2015 - 12:20
joscad49 Mer 22 Avr 2015 - 12:20
Je n'utilise pas beaucoup cam bam que j'ai trouvé rébarbatif , j'ai fais mes classes avec Vectric d'Aspire
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() athanase Mer 22 Avr 2015 - 13:04
athanase Mer 22 Avr 2015 - 13:04
j'ai fais mes classes avec Vectric d'Aspire
Un de ces jours, j'aurais peut-être 2/3 questions
Sinon pour les images tu as un icon d'une image avec une disquette (Héberger une image) juste au dessus de la zone de saisie de texte. Tu cliques dessus, puis sur parcourir et tu cliques sur envoyer. au bout d'un petit moment tu verras apparaître les ligne de liens, prends celle du milieu et tu fais un copier/coller dans la zone de saisie de texte. Et Voilà !
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
 " />
" />
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() joscad49 Mer 22 Avr 2015 - 13:46
joscad49 Mer 22 Avr 2015 - 13:46
 " />
" />Bon j'ai vérifier le fichier Cam bam la côte du rectangle est bien 20/130 donc le taux d erreur est plus compréhensible
par ailleurs j'ai compris pourquoi mon usinage partait vers le négatif en Y c'est un paramètre modifiable sous Aspire Vetric. Il faut choisir l'endroit ou se trouve le zéro de départ.
Donc pour l'instant il me reste à vérifier l'erreur sur un grand format pour voir si elle est vraiment proportionnelle
A plus
José
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Page 1 sur 6 • 1, 2, 3, 4, 5, 6

 Sujets similaires
Sujets similaires» Course axe Z sur Mechmate
» [tutoriel] Projet Mechmate
» Mechmate Transcription des plans
» Finir la mechmate