






MechMate Angevine
Page 4 sur 6 •  1, 2, 3, 4, 5, 6
1, 2, 3, 4, 5, 6 

athanase- complétement accro

- Messages : 648
Date d'inscription : 10/01/2014

 Re: MechMate Angevine
Re: MechMate Angevine
![]() dh42 Dim 3 Mai 2015 - 22:32
dh42 Dim 3 Mai 2015 - 22:32
athanase a écrit:Hello
Faut passer à Cambam...
Je n'osais pas le dire
Mais de toute façon, même si je n'aime pas trop ce soft (à part la partie création de bas reliefs 3D), je suis bien sur qu'il n'a certainement pas de bug aussi grossier qu'une inversion de coté d'usinage ... il y a forcément une autre raison au problème de José
Regarde dans CamBam, si tu oublie de joindre tes lignes avant de faire une opération d'usinage, les résultats peuvent être surprenants
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: MechMate Angevine
![]() athanase Dim 3 Mai 2015 - 22:39
athanase Dim 3 Mai 2015 - 22:39
la notion d'intérieur et d'extérieur n'existant que sur une forme fermée ! .. si elle ne l'est pas, c'est le sens de dessin de la ligne qui va déterminer de quel coté se fera l'usinage.
ça c'est bon à savoir, j'en prend note.

athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: MechMate Angevine
![]() joscad49 Lun 11 Mai 2015 - 21:10
joscad49 Lun 11 Mai 2015 - 21:10
Apres de nouveaux essais, je pense vraiment que c'est un problème logiciel, peux tu me dire David à partir du fichier gcode et un dessin d'accompagnement si tu vois des anomalies? mon problème de côtes se reproduit systhématiquement malgré une simul a priori correcte.
Demain je vais essayé de me pencher sur cambam qui dans un premier temps m'a semblé tres rébarbatif pour moi en tout cas.
A partir du fichier exporté en DXF je vais essayer de générer le Gcode avec Cam bam
J'ai vu un tutoriel Cam bam sur un bout de tuyau mis en ligne par toi David, c'est super cela correspond à l'approche de pièces que je dois réaliser....bon il y a du bouleau avant que je comprenne...
A plus José
joscad49- posteur Régulier

- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() dh42 Lun 11 Mai 2015 - 21:32
dh42 Lun 11 Mai 2015 - 21:32
peux tu me dire David à partir du fichier gcode et un dessin d'accompagnement si tu vois des anomalies?
Oui, je peux essayer
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() joscad49 Ven 15 Mai 2015 - 10:11
joscad49 Ven 15 Mai 2015 - 10:11
Voici avec bien du mal mes fichiers
le fichier gcode est fait sous vétric
j'ai exporté le fichier vers cam bam pour que tu puisse voir le dessin
en gros les problèmes: 800mm demandé, 805mm obtenu
rangée de trous décalée de 15mm sur la deuxième longueur
impossible d'avoir les huit trous de perçage du haut parleur au bon endroit
décentrage
bref tout est faux
j'espère que tu pourras ouvrir tout cela
A plus
José
- Fichiers joints

- Desktop.zip fichiers joséVous n'avez pas la permission de télécharger les fichiers joints.(124 Ko) Téléchargé 6 fois
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() dh42 Ven 15 Mai 2015 - 15:58
dh42 Ven 15 Mai 2015 - 15:58
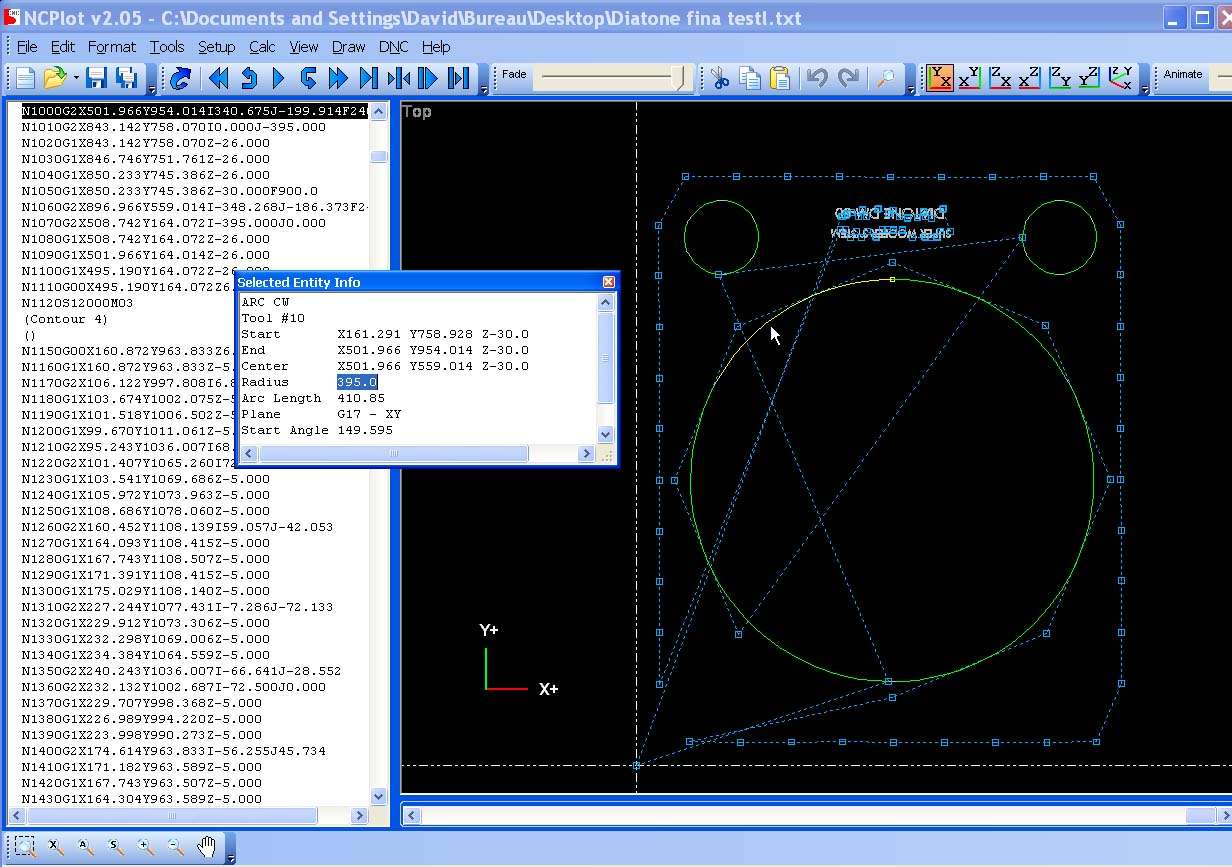
Bizarre, si je simule ton Gcode sous NCplot, ça semble OK
Par exemple, comme tu peux voir sur la photo, le grand cercle à un rayon de 395, soit 790 mm de Ø, ce qui correspond bien au centre de la fraise pour un usinage intérieur avec une fraise de Ø10 (790 +10 = 800 fini)
il ne me semble pas voir d'erreur dans le code ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() joscad49 Mer 10 Juin 2015 - 9:08
joscad49 Mer 10 Juin 2015 - 9:08
Désolé pour le délai de réponse, quelque galères professionnelles ont pris le dessus...
merci pour ton aide, il est clair que je n'y comprends pas grand chose à mes problèmes. Je pense que j'ai un probleme de precision mécanique encore.
Je déduis cela puisque les tracés au feutre sont exact et pas les usinages, je vais donc dès que j'ai un peu de temps améliorer l'axe Z que je trouve un peu léger et essayer de comprendre comment améliorer la fluidité des déplacements X et Y. Je me demande si ce ne sont pas les ressorts de tension des moteurs qui induisent des erreurs.
Tiens à propos Athanase ou as tu acheté tes ressorts et quel type as tu choisi? je viens de voir que tu as pas mal bossé depuis mis mai, super!
A bientôt
José
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() dh42 Mer 10 Juin 2015 - 19:54
dh42 Mer 10 Juin 2015 - 19:54
Ça pourrait aussi être des problèmes de perte de pas dans le cas des trous désalignés. Les V d'usinage utilisées semble tout à fait accessible à ce type de machine (2400 maxi en usinage, 3600 en gravure), mais peut être a tu des pertes de pas en rapide ...
Ça n'explique par contre pas les erreurs de cotes sur ton cercle par exemple .. si tu a bien mis une fraise de 10, il devrait avoir la bonne taille au vu du Gcode, à moins que tu n'ai encore un pb de calibrage, mais il me semblait que c'était réglé cette histoire ? (je ne me souviens plus très bien)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() joscad49 Jeu 11 Juin 2015 - 7:44
joscad49 Jeu 11 Juin 2015 - 7:44
Oui bien sur la fraise etait de 10.
Pourrais tu m'envoyer un ou deux fichier gcode d'exemple en fraisage avec diametre de 5 à 10 mm pour que je puisse vérifier que mon logiciel ne génère pas d'erreur, ou que je m'en serve mal. En effet j'ai remarqué que les problèmes arrivent surtout lorsqu'il y a plusieurs phases sur le même fichier.
pour la precision je pense que l'axe Z n'est pas à la hauteur, en effet les vis de 8 qui tiennent les Vroues flechissent lorsque j'applique un mouvement d'avant en arriere sur l'ensemble Z. La je pense que c'est une petite faiblesse de la mechmate car il serait mieux que la fixation de ces Vroues soit des deux côtés, ce qui limiterait déjà beaucoup la flexibilité de Z. A l'origine les six vis axe des roues ne sont fixées que du côté de l'arraignée.
D'ailleur en observant la machine d'Athanase, je vois que l'axe Z semble différent du plan Mechmate.
Pour l'axe X qui semble générer le plus d'erreurs, je trouve que le déplacement n'est pas tres fluide, ça broute un peu par moment. Est ce un problème de tension de ressort, à creuser...
A propos Athanase si tu me lis ou as tu acheté tes ressorts, moi je n'ai pas trouvé exactement ce qui était préconisé.
Enfin voila je pense que sur une machine de ce genre de bonne dimension chaque petite erreur provoque vite de grandes erreurs a l'usinage.
Apres il faut avoir beaucoup de temps pour les résoudre...
bonne journée
José
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() athanase Jeu 11 Juin 2015 - 16:21
athanase Jeu 11 Juin 2015 - 16:21
Mince, moi qui croyait que tout était Ok... faut pas se décourager et se dire qu'il y a toujours des solutions même si certaines sont longues à arriver !
d'ailleurs je n'ai pas encore vraiment usiné de grandes pièces pour vérifier moi aussi si je suis au mm près.
Alors pour répondre à ta question, j'ai commandé mes ressorts ICI:
C'est le moins cher que j'ai pu trouver, même si ça reste tout de même plus de 12€ le ressort ! voir ICI pour la référence que j'ai choisi.
Tu peux essayer de te les faire avec de la corde à piano de 2 mm. (mais c'est quand même gros pour le faire à la main...)
Pourtant je crois que j'ai suivi le plan... essaye de faire des photos de ton axe Z que l'on puisse comparer.D'ailleur en observant la machine d'Athanase, je vois que l'axe Z semble différent du plan Mechmate.
Allez courage
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: MechMate Angevine
![]() dh42 Jeu 11 Juin 2015 - 17:00
dh42 Jeu 11 Juin 2015 - 17:00
Pourrais tu m'envoyer un ou deux fichier gcode d'exemple en fraisage avec diamètre de 5 à 10 mm pour que je puisse vérifier que mon logiciel ne génère pas d'erreur, ou que je m'en serve mal. En effet j'ai remarqué que les problèmes arrivent surtout lorsqu'il y a plusieurs phases sur le même fichier.
Je peux te refaire un Gcode sous cambam pour le DXF de ta face de HP si tu veux ? ...
besoin de quelques infos: épaisseur max de la plaque, position du 0 en Z (surface de la pièce ou surface du martyre ?)
Si tu veux un exemple de plus petite taille pour ne pas trop gâcher de matière, c'est possible aussi (dis moi la taille, l'épaisseur maxi ..)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() joscad49 Jeu 11 Juin 2015 - 17:21
joscad49 Jeu 11 Juin 2015 - 17:21
David, le panneau de haut parleur me convient tres bien car de bonne taille, on peu par exemple choisir une planche médium de 12 1200/ 900
Tiens à propos peut on importer un fichier STL sous Cam Bam? sous Vertric je peux mais je n'ai pas trouvé cette fonction sous Cam Bam

joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() joscad49 Jeu 11 Juin 2015 - 17:28
joscad49 Jeu 11 Juin 2015 - 17:28
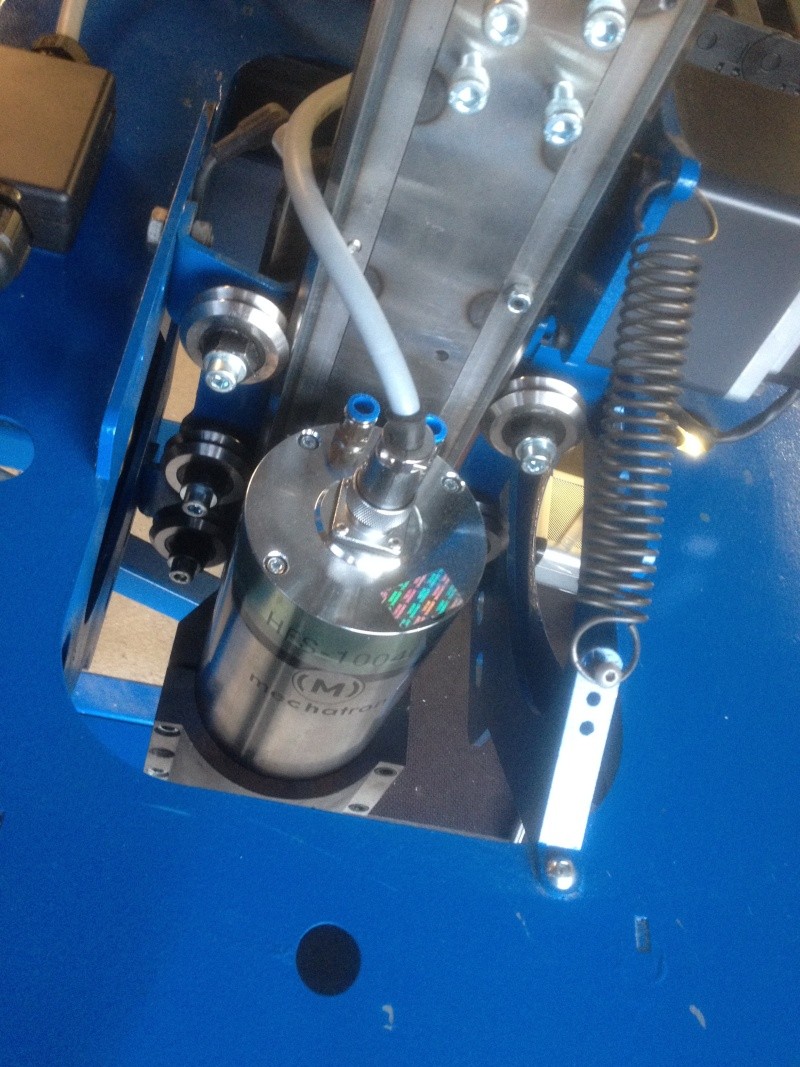
il est vrai que je n'ai pas réalisé l'axe Z en un seul morceau, je ne savais à qui confier cet usinage, j'ai donc fais un assemblage avec des vrails du commerce mais je pense que les problemes ne vient pas de la. c'est au niveau des roues que c'est un peu flexible...
Une expérience tres simple à faire Athanase( je sais pas ton prénom:)), c'est de demander plusieurs fois à ta machine de ce replacer apres de grands déplacements tout axe sur un trou percé comme référence zéro
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() dh42 Jeu 11 Juin 2015 - 19:38
dh42 Jeu 11 Juin 2015 - 19:38
Tiens à propos peut on importer un fichier STL sous Cam Bam? sous Vertric je peux mais je n'ai pas trouvé cette fonction sous Cam Bam
Oui, il suffit de l'ouvrir comme n'importe quel fichier. (menu Fichier/Ouvrir)
Si tu veux rajouter l'objet STL à un dessin existant, il faut utiliser l’icône qui représente un cube dans la barre d'outils. (même chose que le menu: Dessiner/Surface/Depuis un maillage)
David, le panneau de haut parleur me convient tres bien car de bonne taille, on peu par exemple choisir une planche médium de 12 1200/ 900
Ok, je te regarde ça plus tard
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() dh42 Jeu 11 Juin 2015 - 21:24
dh42 Jeu 11 Juin 2015 - 21:24
David, le panneau de haut parleur me convient tres bien car de bonne taille, on peu par exemple choisir une planche médium de 12 1200/ 900
Ca rentre pas ; il y a 905 x1110 d'entraxe entre les trous du pourtour ; 1200 c'est bon, mais 900 c'est trop faible ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() dh42 Jeu 11 Juin 2015 - 21:55
dh42 Jeu 11 Juin 2015 - 21:55
il te faudra une plaque de 1m de large au lieu de 900mm
0 en XY dans le coins en bas à gauche, 0 en Z à la surface de la plaque de MDF.
++
David
- Fichiers joints
- Diatone fina_CBDH.zip Vous n'avez pas la permission de télécharger les fichiers joints.(18 Ko) Téléchargé 9 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() joscad49 Sam 13 Juin 2015 - 10:16
joscad49 Sam 13 Juin 2015 - 10:16
Je n'arrive pas à utiliser ton fichier
sous Mach 3 j'ai un message d'erreur de police
Block=
Serait ce un probleme de version mach3, moi j'ai la version R3043066
et autrement sous Cam Bam je n'arrive pas à déplacer a la fois une piece et les trois axe pour recentrer ma vue dans l'affichage; mes trois axes reste en tout petit et ma piece disparait à chaque essai...grr...
A+
José
Dernière édition par joscad49 le Sam 13 Juin 2015 - 12:36, édité 1 fois
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() Hervé-34 Sam 13 Juin 2015 - 12:22
Hervé-34 Sam 13 Juin 2015 - 12:22
Bonjour José,
J'ai essayé juste sous CB, j'arrive bien à ouvrir, quand je veut déplacer, je déplace les opérations, mais pas le brut !!
Sinon, il n'arrive pas à trouver l'outil n° 190 sinon, c'est en place avec le X0 et Y0 sur la croix !!
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: MechMate Angevine
![]() joscad49 Sam 13 Juin 2015 - 12:45
joscad49 Sam 13 Juin 2015 - 12:45
Prise de chou du jour
J'essaie d'avancer dans la compréhension de mes problèmes d'erreur...
Je réalise donc différents essais:
Fichier source Apire
sur un espace usiné de 700, différents carrés et cercles concentriques avec en fin d'usinage des trous percés dans les angles
résultat: toutes les côtes de contour sont majorées ( +5mm pour le carré de 700 et +1 mm pour le carré de 250) je remarque que sinon la machine travaille de maniere cohérente puisque les trous sont placés en respectant les côtes majorées!!!
Fichier source Mach3 assistant
Poche rectangulaire demandée 1700 x 50mm
obtenu poche rectangulaire 17110 X 49mm donc X majoré et Y diminué!!
Fichier mach assistant reglage auto des axes
X 1700 demandé, 1700 obtenu donc avance ok
Y 800 demandé, 800 obtenu donc avance ok!!
Y a t il déjà eu des suicides sur Mechmate? je commence à m'inquiéter!
Au secour
José
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() dh42 Sam 13 Juin 2015 - 15:49
dh42 Sam 13 Juin 2015 - 15:49
Serait ce un probleme de version mach3, moi j'ai la version R3043066
Moi aussi, je viens de l'installer pour voir, et pas de souci avec le fichier .nc (version Anglaise de Mach3)
et autrement sous Cam Bam je n'arrive pas à déplacer a la fois une piece et les trois axe pour recentrer ma vue dans l'affichage; mes trois axes reste en tout petit et ma piece disparait à chaque essai...grr...
la croix des axes, c'est le 0 du Gcode en XY ; je ne vois pas bien pourquoi tu veux le déplacer ; c'est quand même plus simple de faire le 0 dans un coin de la pièce que de devoir le faire au centre
Ceci dit, les axes ne se déplacent pas, c'est le dessin que tu déplace ; sélectionne tout le dessin et utilise: Edition/transformer/centrer (étendu) pour le centrer sur la croix ou maj + clic gauche pour un déplacement à la souris.
si le but est juste de déplacer l'affichage, sans changer le point 0,0 alors c'est avec le bouton du milieu de la souris.
http://www.atelier-des-fougeres.fr/Cambam/Aide/RotatingAndPanning.htm
J'ai essayé juste sous CB, j'arrive bien à ouvrir, quand je veut déplacer, je déplace les opérations, mais pas le brut !!
le brut n'est pas déplaçable à la souris ; il faut le redéfinir manuellement dans le dossier Usinage ou utiliser le plugin qui permet de créer un brut depuis un objet de dessin.
Le brut n'a d'utilité que pour la simulation sur cutviewer, sinon tu peux t'en passer.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() dh42 Sam 13 Juin 2015 - 17:02
dh42 Sam 13 Juin 2015 - 17:02
Je vois que tu utilise le plugin de déplacement ; dans ce cas, tu déplace la pièce par rapport à l'univers 3D de CB, et non pas la vue elle même.
regarde cette vidéo qui montre comment positionner un objet 3D (à 3:40)
http://www.atelier-des-fougeres.fr/Cambam/Aide/Video/Aligner_3D.html
Bien sur, ça marche aussi avec les dessins 2D.
Si c'est la vue que tu veux déplacer, sans changer la position de l'objet par rapport au 0,0,0 (le centre de la croix des axes), c'est avec le bouton du milieu de la souris ; tu clic, tu maintient le bouton et tu bouge la souris. (panoramique, dans le jargon CAO)
++
David
EDIT: j'ai des alu .. ou il y a un message qui a disparu ?
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() joscad49 Sam 13 Juin 2015 - 17:27
joscad49 Sam 13 Juin 2015 - 17:27

en l'ecrivant j'ai compris, en fait je viens du monde mac et suis completement paumé dans des manoeuvres élémentaire sous pc
pendant que je suis dans les questions:
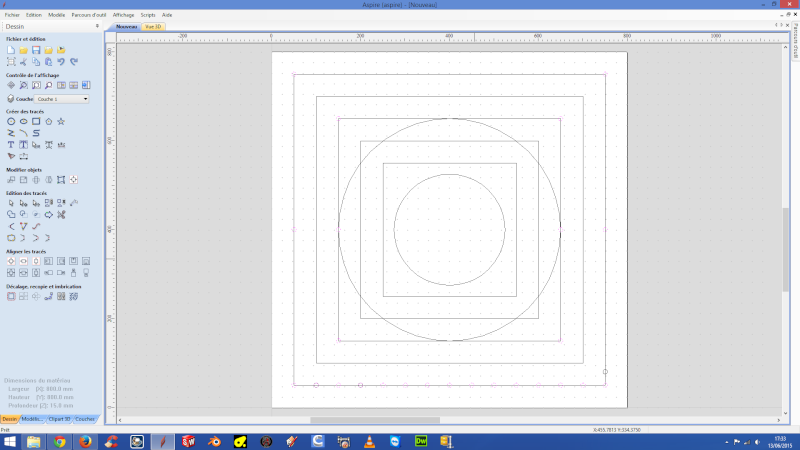
Sous Aspire de Vétric
je cherche à comprendre pourquoi lorsque je lance un fraisage 3D la plupart du temps le fraisage se fait sur la forme mais aussi autour toute la surface est fraisée sur un même plan( donc faisant ressortir la forme). Ce fraisage autour est souvent inutile si la piece a un pourtour et est découpée autant donc garder le brut tel que autour, cela peut resservir et en plus on gagne du temps d'usinage.
Mais voila une seule fois j'ai réussi a ce que seule la forme soit usinée, depuis je n'ai jamais retrouvé la fonction...
Merci pour votre aide
José
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() joscad49 Sam 13 Juin 2015 - 17:29
joscad49 Sam 13 Juin 2015 - 17:29
voici le test fait sous aspire noter donc que dans mon essai les trous se positionnent parfaitement se qui indiquerai une ceratine cohérence dans le comportement de la machine
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Re: MechMate Angevine
![]() dh42 Sam 13 Juin 2015 - 17:56
dh42 Sam 13 Juin 2015 - 17:56
Je ne connais pas Aspire ; sur CB ou VM6 pour limiter la zone à usiner, on utilise une polyligne 2D qui sert de limite ; il est probable qu'il en vas de même sur Aspire.
voici le test fait sous aspire noter donc que dans mon essai les trous se positionnent parfaitement se qui indiquerai une ceratine cohérence dans le comportement de la machine
Je ne sais pas trop quoi te dire, si ce n'est qu'à mon avis il y a plusieurs problèmes qui se superposent, ce qui rend l'interprétation des résultats assez difficile ; comme en plus je ne peux pas vérifier tes fichier Aspire ça n'aide pas.
Qu'en est il de mon fichier Gcode que tu n'arrive pas à ouvrir sous Mach3 ? a tu tenté de l'éditer avec un éditeur de texte ? ou l'a tu ouvert directement sous mach3 sans toucher à rien ? ... le Gcode s'affiche t'il dans la fenêtre de Mach3 ?
Si tu arrivais à utiliser mon Gcode, déjà on serait sur qu'il n'y a pas d'erreur de ce coté la.
Comme je l'ai surement dit quelque part dans ce sujet:
- décalage d'usinage = perte de pas ET/OU "patinage" de l'entrainement (axe qui tourne dans une poulie/pignon, courroie qui saute des crans ...)
- erreur de cote = jeux mécaniques, mauvais calibrage, erreur de Ø d'outil
toutes les côtes de contour sont majorées ( +5mm pour le carré de 700 et +1 mm pour le carré de 250)
ça c'est pas un pb de calibrage car ce n'est pas proportionnel: si tu a +5mm pour 700, tu devrais avoir +1.8mm pour 250 et non pas seulement 1mm (sur le même axe bien sur) si c'était dut au calibrage.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: MechMate Angevine
![]() joscad49 Dim 14 Juin 2015 - 9:34
joscad49 Dim 14 Juin 2015 - 9:34
J'ai retelechargé ton fichier et la c'est ok je peux lancer
résultat
même erreur que sur le mien
805 au lieu de 800 dans les deux axes
155,6 et 155,7 pour 155
pour les perçages cela se gate entre 102 à 99 pour certain
pour les perçage diam 10 entre 27,5 et 29,5 du cercle
Egalement pourquoi non d'une pipe mach 3 lorsque son assistant verifie l'avance, c'est toujours ok, j'ai essayé des dizaines de fois...
Alors qu'avec l'assistant usinage de poche les côtes sont archi fausses
Imaginons que ce soit une perte de pas, comment peut elle etre aussi régulière pour tracé des carrés et des cercles?
causes possibles dans la mesure ou mes cables sont bien blindé, la longueur peut être( 15M)?
si c'est mécanique je vois pas en dehors de l'axe Z que je trouve un peu flexible le reste est fait exactement comme sur les plans, j'ai tout verifié, rien de desseré,
est ce que cela pourrait etre un problème de tension d'alimentation des moteurs?
vraiment je ne sais ou chercher et pourtant j'ai mis le prix pour chaque élément de la machine, rien n'a été fait au rabais, c'est pour l'instant désarmant....
En tout cas cela m'aura fait rencontrer virtuellement des gens sympa
A plus
José
joscad49- posteur Régulier
- Messages : 104
Points : 224
Date d'inscription : 18/04/2015
Age : 66
Localisation : Angers
Page 4 sur 6 • 1, 2, 3, 4, 5, 6

 Sujets similaires
Sujets similaires» Course axe Z sur Mechmate
» [tutoriel] Projet Mechmate
» Mechmate Transcription des plans
» Finir la mechmate