






CN TYPE COQUERY

 CN TYPE COQUERY
CN TYPE COQUERY
![]() jo7871 Sam 11 Jan 2014 - 17:28
jo7871 Sam 11 Jan 2014 - 17:28
Je viens de finir ma petite cn inspiré de la Coquery , j'ai réglé les nombre de pas/unité, l'espace de travail, j'ai adapté un stylo à coté du moteur de fraisage, effectué un traçage sans soucis, mais par contre, j'ai fait une simulation avec un outil, et la correction rayon de l'outil n'est pas pris en charge, je viens de passer deux jours a essayer tous les réglages sans succès, j'en donc zappé un.
j'utile le logiciel CNUSB Contrôleur, je ne comprend pas tous le réglages du "setting".
Une petite aide serai la bien venue.
Amicalement
Jo

jo7871- je prends du galon

- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole

Re: CN TYPE COQUERY
![]() dh42 Sam 11 Jan 2014 - 17:51
dh42 Sam 11 Jan 2014 - 17:51
Bienvenu sur le forum.
Tu est sur que ce n'est pas plutôt USBCNC ?j'utile le logiciel CNUSB Contrôleur
Si c'est ça, il y a quelqu'un sur ce forum qui utilise USBCNC (version Bzt), il pourra peut être t'en dire plus.
http://www.metabricoleur.com/t5867-message-erreur-apres-chargement-g-code
Comment se fait il que tu utilise la correction du rayon d'outil ? tu fais le Gcode à la main ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: CN TYPE COQUERY
![]() jo7871 Sam 11 Jan 2014 - 18:00
jo7871 Sam 11 Jan 2014 - 18:00
j'ai tendance a permuter les lettres ou en oublier
l'autre logiciel

Amicalement
Jo
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() dh42 Sam 11 Jan 2014 - 18:16
dh42 Sam 11 Jan 2014 - 18:16
Apparemment, ce n'est pas le même au vu de la capture d'écran. Celui la je ne le connais pas.
Je ne connais pas grand chose à la compensation d'outil (G40,41,42), je ne m'en sert jamais vu que je travaille uniquement avec une FAO. (qui produit du Gcode avec des parcours d'outil qui intègrent déjà la compensation du rayon)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CN TYPE COQUERY
![]() jo7871 Sam 11 Jan 2014 - 18:35
jo7871 Sam 11 Jan 2014 - 18:35
n1: j'ai importe avec le logiciel un DXF le code est généré automatiquement, pas de succès
n2: j'ai généré un code avec dxfgcode pas mieux
j'ai édité les deux codes ajouté G41 avec diamètre D20 pas mieux j'ai activé la prise en charge de l'outil dans le magasin, j'ai fait le test avec et sans l'ajout de la prise d'outil dans le magasin pas mieux.
je sais plus quoi essayer.
ce ci dit je cherche a me décider sur les programmes a utiliser CAO plus générateur de code ainsi que le pilotage de la CN MASCH3 me séduit mais j'ai entendu dire qu'il y a des soucis avec la liaison usb.
pour l'instant je dessine avec Catia mais je ne suis pas marié avec
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() dh42 Sam 11 Jan 2014 - 18:55
dh42 Sam 11 Jan 2014 - 18:55
ce ci dit je cherche a me décider sur les programmes a utiliser CAO plus générateur de code ainsi que le pilotage de la CN MASCH3 me séduit mais j'ai entendu dire qu'il y a des soucis avec la liaison usb.
Disons qu'il faut qu'il existe un drivers USB pour Mach3 qui corresponde à ta Break out board ; en natif Mach3 n'utilise que le port //.
Pour ma part, au niveau FAO, j'utilise Cambam bien sur (je suis le traducteur pour la France
Pour la majorité des pièces de type "mécanique", sur Cambam un plan 2D suffit (un DXF, ou un dessin fait directement dans Cambam).
Rien n’empêche de récupérer le DXF depuis un plan 2D de Catia, voir d'utiliser un objet 3D (STL ou 3DS) et d'en extraire les contours dans Cambam. C'est un soft simple, pas cher et très performant.
Dans la mesure ou la FAO est capable de sortir un Gcode compréhensible par CNCUSB, il n'est pas forcément utile de le remplacer par Mach3.
(PS Cambam ne sort aucun code G40/41/42, la compensation est directement prise en compte dans le tracé des parcours d'outil)
Je te conseil de faire un essai de Cambam ; il est pleinement fonctionnel pour 40 lancements, ensuite il est limité à la production de 1000 lignes de Gcode maxi, mais c'est suffisant pour se faire une bonne idée des possibilités du soft.
Pour le télécharger.
http://www.cambam.info/downloads/
La doc en français
http://www.atelier-des-fougeres.fr/Cambam/Aide/Contents.htm
Les forums concernant ce soft.
http://www.cambam.co.uk/forum/
http://www.metabricoleur.com/f35-cambam
http://www.usinages.com/cambam/
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CN TYPE COQUERY
![]() jo7871 Sam 11 Jan 2014 - 20:09
jo7871 Sam 11 Jan 2014 - 20:09
je code généré par cambam est du même style?
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() dh42 Sam 11 Jan 2014 - 20:51
dh42 Sam 11 Jan 2014 - 20:51
je code généré par cambam est du même style?
Oui, tout à fait ; de plus il est possible de modifier/créer des post processeur spécifiques pour coller à ton contrôleur. (par ex, ajouter le % en début et fin, répéter les valeurs inchangée d'une ligne à l'autre si requis, etc.... )
exemple d'un carré de 40x40 en gravure (pas de décalage outil) pour Mach3
( Made using CamBam - http://www.cambam.co.uk )
( Sans titre 1/11/2014 8:49:43 PM )
( T5 : 3.0 )
G21 G90 G91.1 G64 G40
G0 Z5.0
( T5 : 3.0 )
T5 M6
( Gravure1 )
G17
M3 S12500
G0 X0.0 Y0.0
G1 F600.0 Z0.0
G1 F800.0 X40.0
G1 Y40.0
G1 X0.0
G1 Y0.0
G0 Z5.0
M5
M30
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CN TYPE COQUERY
![]() jo7871 Sam 11 Jan 2014 - 21:43
jo7871 Sam 11 Jan 2014 - 21:43
 .
.
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() dh42 Sam 11 Jan 2014 - 22:44
dh42 Sam 11 Jan 2014 - 22:44
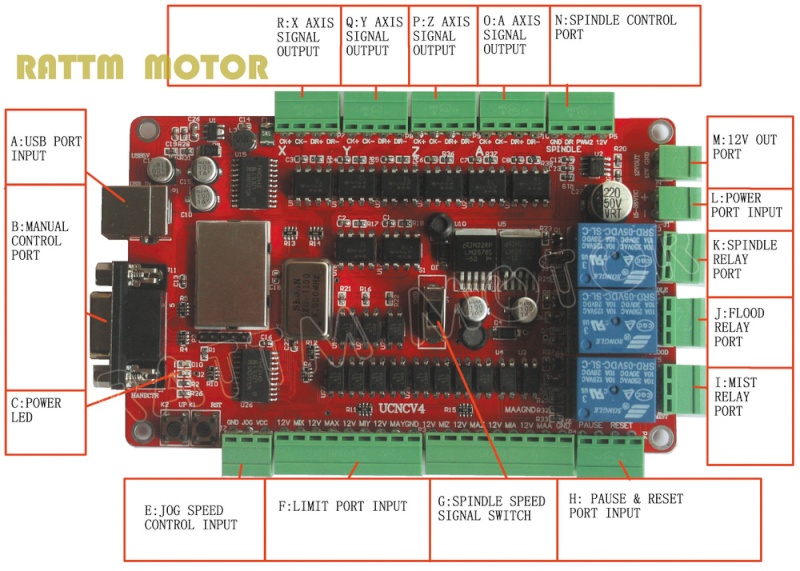
Je n'ai pas réussi à trouver des infos sur ton soft ; avec ce nom, je tombe à chaque fois sur des cartes électroniques, pas sur le soft.
Il sort d'ou ce soft ?
tu a une liste des Gcodes qu'il comprend ?
(dans les exemples ci dessus, il n'y a que de lignes droites, et en générale ça ne pose pas de soucis, mais ça peut se gâter avec des arcs de cercles ou des fonctions de perçage par cycle)
essai le Gcode en PJ pour voir. (dessin fait sous Cambam)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CN TYPE COQUERY
![]() jo7871 Sam 11 Jan 2014 - 23:28
jo7871 Sam 11 Jan 2014 - 23:28
pour les fraisages et autres pas de soucis le code s'affiche
le logiciel m'a été fourni avec la carte UCNV4 acheté sur ebay
Jo
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() jo7871 Sam 11 Jan 2014 - 23:34
jo7871 Sam 11 Jan 2014 - 23:34
l'un comme l'autre m’intéresse.
jo
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() jo7871 Dim 12 Jan 2014 - 10:57
jo7871 Dim 12 Jan 2014 - 10:57
j'ai testé ton programme sur la machine ce matin, il passe bien,par contre sa lecture sur l’éditeur est dur a suivre,si l'on veut apporter des corrections.
J'ai parcouru le net ce matin et je vois que CAMBAM est parfaitement adapté à mes besoins, et plus simple que Tatia,(j'ai généré un code avec hier soir, je vais avoir mal à la tête pendant quinze jours
je vais continuer a voir pour la correction de l'outil par le logiciel, même si je ne m'en sers pas, je n'aime pas rester sur un échec, a moins que ce ne soit un bug, dans quel cas, pas de solution.
Amicalement
Jo
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() jo7871 Dim 12 Jan 2014 - 12:10
jo7871 Dim 12 Jan 2014 - 12:10
je n'avais pas vu ton programme spirale, je viens de le découvrir, je l'ai chargé dans la cn , il est bien lu, mais il comporte des positions négatives, et ça c'est refusé car une partie du dessin se trouve en dehors de l'espace de travail, par contre, il est bien interprété en simulation, le parcours est exécuté parfaitement.
je pourrai supprimer l'espace travail et placer l'outil au centre , refaire toutes les mesures et régler les fin de course ainsi que l'espace travail avec des valeurs négatives, mais c'est long a faire.
je pense que lors de la conception l'on peut mettre le départ de l'outil dans un coin du dessin.
Amicalement
Jo
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() michel.be Dim 12 Jan 2014 - 13:46
michel.be Dim 12 Jan 2014 - 13:46
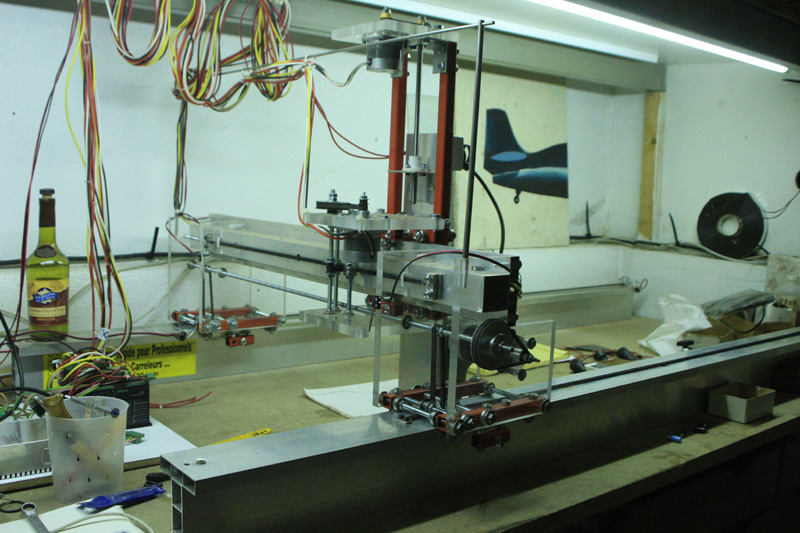
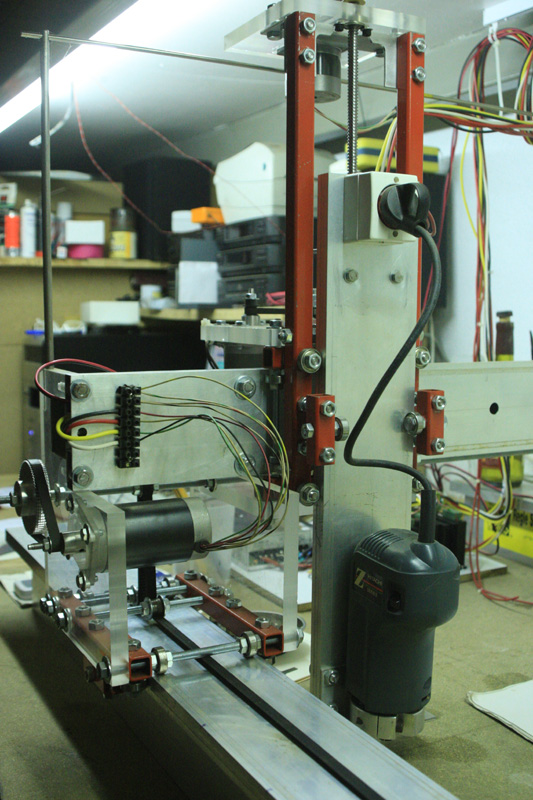
une petite vidéo de ta Coquery ? ... V1 ou V2 ?
Un grand respect à Guillaume !! ... à mon avis un pionnier dans la CNC amateur !!! ...
il avait pensé à tout ... y'a pas grand chose à reprocher à sa machine !!!
++
michel be
michel.be- complétement accro

- Messages : 826
Points : 2005
Date d'inscription : 15/07/2012
Age : 56
Localisation : Belgique - Namur/Luxembourg
Re: CN TYPE COQUERY
![]() jo7871 Dim 12 Jan 2014 - 14:02
jo7871 Dim 12 Jan 2014 - 14:02
je vais prendre des photos, j'y avais pensé, j'attendais car j'ai prêté mes outils, il ne m'en reste pas un seul.
Amicalement
Jo
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() jo7871 Dim 12 Jan 2014 - 14:27
jo7871 Dim 12 Jan 2014 - 14:27
j'ai commence a dessiner sur Cambam mais il se place toujours en position milieu de table et fait automatiquement des valeurs négatives. es que l'on peut régler le soft pour avoir seulement des valeurs positives.
Amicalement
Jo
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() dh42 Dim 12 Jan 2014 - 17:48
dh42 Dim 12 Jan 2014 - 17:48
jo7871 a écrit:bonjour
je n'avais pas vu ton programme spirale, je viens de le découvrir, je l'ai chargé dans la cn , il est bien lu, mais il comporte des positions négatives, et ça c'est refusé car une partie du dessin se trouve en dehors de l'espace de travail, par contre, il est bien interprété en simulation, le parcours est exécuté parfaitement.
je pourrai supprimer l'espace travail et placer l'outil au centre , refaire toutes les mesures et régler les fin de course ainsi que l'espace travail avec des valeurs négatives, mais c'est long a faire.
je pense que lors de la conception l'on peut mettre le départ de l'outil dans un coin du dessin.
Amicalement
Jo
Salut,
En fait, si c'est comme sur Mach3, EMC², et USBCNC, il te suffit de faire ton 0 pièce à l'endroit ou tu veux sur la machine, le soft travail en coord pièce, pas en coord machine. (le 0,0 en coord machine et généralement dans un coin, mais le 0,0 en coord de travail peux être ou tu veux)
le dessin fait 230x230 mm, avec le 0,0 au centre.
Sur la capture d'écran de ton soft, je ne vois pas ou se trouve la RAZ des axes, mais sur Mach3 par exemple, j’amènerais manuellement les axes X et Y au centre de la zone d'usinage (ta feuille de papier par exemple si tu fait du traçage) avec les touches de déplacement (flèches) , puis je mettrais x et y a 0 à cet endroit sur le soft. C'est toi qui détermine ou tu veux ton 0 pièce sur la machine, indépendamment des coordonnées machine.
Il est toutefois possible que ton soft soit limité si il est donnée avec la carte ..
ici tu trouvera des vidéos, dont une sur le "démarrage" de l'usinage (réglage du 0,0,0 sur la machine)
http://www.metabricoleur.com/t5314p15-fabrication-cnc-coffret-electrique-en-mdf#89054
un autre vieux sujet qui t’intéressera peux être.
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
Je te met le fichier Cambam correspondant au Gcode ci dessus en PJ. (et je vais enlever le Gcode, je commence à ne plus avoir de place pour les PJ)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CN TYPE COQUERY
![]() jo7871 Dim 12 Jan 2014 - 18:45
jo7871 Dim 12 Jan 2014 - 18:45
merci pour le temps que tu prends pour moi,
pour les coordonnées de la machine, bien sur que je peut enlever l'espace machine et mettre les zéro n'importe ou, mais il y a un risque de collision en arrivant trop vite sur les contacteurs de fin de course, j'ai déjà eu cette mésaventure heureusement pas de dégâts car mon o était juste, mais çà a craqué sévère.
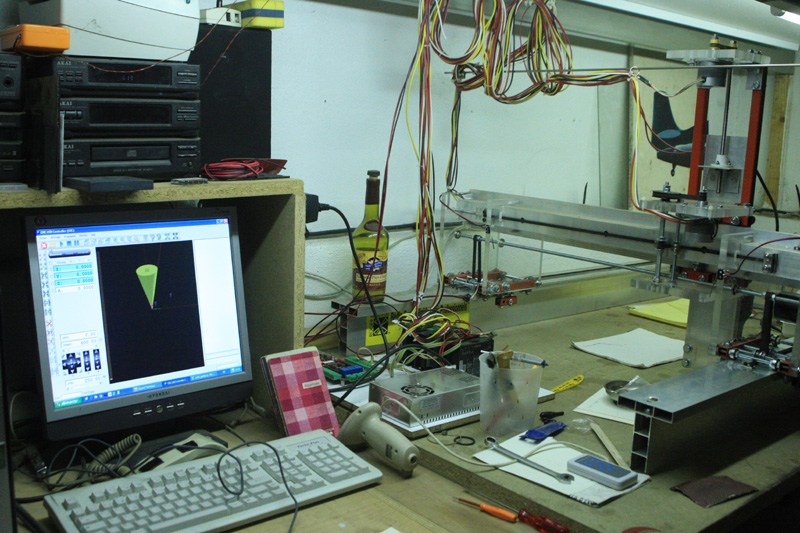
tu as une belle machine, compliments.
chose promise :
bon l'on m’appelle, je dois faire la corvée==> prendre l'apéro chez un copain

Amicalement
Jo
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() dh42 Dim 12 Jan 2014 - 19:07
dh42 Dim 12 Jan 2014 - 19:07
pour les coordonnées de la machine, bien sur que je peut enlever l'espace machine et mettre les zéro n'importe ou, mais il y a un risque de collision en arrivant trop vite sur les contacteurs de fin de course
Je ne suis pas sur qu'on se soit compris
bon l'on m’appelle, je dois faire la corvée==> prendre l'apéro chez un copain
Bon courage
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CN TYPE COQUERY
![]() jo7871 Dim 12 Jan 2014 - 22:27
jo7871 Dim 12 Jan 2014 - 22:27
Sur le z j'ai supprimé ces réglages et là je fais ce je veux comme emplacement. ce ci dit je découvre a peine ce logiciel je fais surement une manipulation mal adapté.
Et comme tu as pu constater sur les photos mon antivirus est arrivé a sa fin.
Amicalement
Jo
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() jo7871 Lun 13 Jan 2014 - 8:48
jo7871 Lun 13 Jan 2014 - 8:48
J'ai enfin compris
Quand on ne connais pas on est aveugle.
Amicalement
Le "BRONTOZORE" de la programmation.
Jo
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() dh42 Lun 13 Jan 2014 - 20:49
dh42 Lun 13 Jan 2014 - 20:49
Le problème, c'est justement que les contrôleurs et les simulateurs d'usinage, n'ont pas tous rigoureusement la même syntaxe, à par peux être les G0,1 2 et 3, le reste peux être très variable .... d’où les post processeur sur les FAO, afin de "traduire" le Gcode ISO standard en Gcode spécifique à un contrôleur.
Dans le cas de Mach3 par exemple, il y a une grosse doc concernant les codes G reconnus, et leur syntaxe, regarde si ton soft n'a pas une liste des Gcodes acceptés quelque part, ça te simplifiera la vie.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CN TYPE COQUERY
![]() jo7871 Mar 14 Jan 2014 - 0:17
jo7871 Mar 14 Jan 2014 - 0:17
j'ai fini de régler la cn, demain je essayer de trouver les réglettes a encastrer pour fixer le martyr.
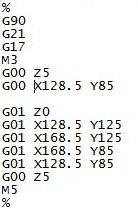
Hier soir j'ai fini par trouver, ou plus tôt comprendre comment fonctionne le G41/G42, ci dessus les fichiers pour expliquer au personnes comme moi qui ne maîtrisent pas le g-code, car sur tout ce que j'ai lu n'est pas très claire pour les néophytes :
%
(tracé d'un carré de 40x40)
G90
G21
G17
M3
G00 Z20
G00 X128.5 Y85
G01 Z0
G01 X128.5 Y125
G01 X168.5 Y125
G01 X168.5 Y85
G01 X128.5 Y85
G00 Z20
G00 X0.00 Y0.00
M5
%
(découpe du carré compensation extérieur avec outil de diamètre 10)
%
G90
G21
G17
M3
G00 Z20
G00 X128.5 Y85 G41.1 D10 (compensation)
G01 Z0
G01 X128.5 Y125
G01 X168.5 Y125
G01 X168.5 Y85
G01 X128.5 Y85
G40 (annulation de la compensation)
G00 Z20
G00 X0.00 Y0.00
M5
%
(découpe du carré avec la prise d'outil dans le magasin)
%
G90
G21
G17
M3
G00 Z20
G00 X128.5 Y85 G41 D1 (compensation avec l'utilisation de l'outil n° 1 du magasin)
G01 Z0
G01 X128.5 Y125
G01 X168.5 Y125
G01 X168.5 Y85
G01 X128.5 Y85
G40 (annulation de la compensation)
G00 Z20
G00 x0.00 y0.00
M5
% (le G41 ou le G42 servent a utiliser les outils configurés dans le magasin du logiciel D1,D2D3 etc. désigne le numéro de l'outil, si l'on veut entrer le diamètre de l'outil dans le GCODE on utilise le G41.21 ou le G42.1.
G41 et G41.1 pour une compensation extérieur.
G42 et g42.1 pour une compensation intérieur
il ne me reste qu'a dompter Cambam
Amicalement
Jo
jo7871- je prends du galon
- Messages : 53
Points : 119
Date d'inscription : 10/01/2014
Age : 76
Localisation : Saint Cyr L'Ecole
Re: CN TYPE COQUERY
![]() dh42 Sam 18 Jan 2014 - 19:30
dh42 Sam 18 Jan 2014 - 19:30
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» quelle essence pour du bois brûlé
» assemblage de ce type
» Banc moto fait maison
» type de perceuse