






Modification de Mach 3 de 3 en 5 axes
3 participants
Page 1 sur 1

 Modification de Mach 3 de 3 en 5 axes
Modification de Mach 3 de 3 en 5 axes
![]() matphil861 26.07.24 9:52
matphil861 26.07.24 9:52
Bonjour à tous et à tous
Merci de votre aide
Comment peut on modifier le logiciel Mach 3 de 3 axes linéaires à 5 axes linéaire ?
Il y a t'il un plugin pour modifier l'interface de mach 3 ?
Merci de votre réponse
Cordialement Philippe
Merci de votre aide
Comment peut on modifier le logiciel Mach 3 de 3 axes linéaires à 5 axes linéaire ?
Il y a t'il un plugin pour modifier l'interface de mach 3 ?
Merci de votre réponse
Cordialement Philippe

matphil861- posteur Régulier

- Messages : 102
Points : 154
Date d'inscription : 25/11/2020
Age : 67
Localisation : poitou charente

Re: Modification de Mach 3 de 3 en 5 axes
![]() gilles974 26.07.24 11:01
gilles974 26.07.24 11:01
bonjour
tu peux te rendre à l'url suivante
https://kd-dietz.com/pages/eng/machscreen/examples.html
et telecharger " machscreen" qui te permetra de modifier ou créer ton propre sceenset
tu peux te rendre à l'url suivante
https://kd-dietz.com/pages/eng/machscreen/examples.html
et telecharger " machscreen" qui te permetra de modifier ou créer ton propre sceenset
gilles974- acharné du forum

- Messages : 446
Points : 669
Date d'inscription : 31/10/2011
Age : 65
Localisation : La Réunion
Re: Modification de Mach 3 de 3 en 5 axes
![]() dh42 26.07.24 22:50
dh42 26.07.24 22:50
Salut,
Sur le site de Mach3, il y a un screenset 6 axes tout prêt.
https://www.machsupport.com/downloads-updates/mach3-downloads/#mach3-screens
++
David
Sur le site de Mach3, il y a un screenset 6 axes tout prêt.
https://www.machsupport.com/downloads-updates/mach3-downloads/#mach3-screens
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Modification de Mach 3 de 3 en 5 axes
![]() matphil861 29.08.24 12:41
matphil861 29.08.24 12:41
Bonjour à tous et à toutes
Mach3 à t'il une version française à 100%
Car sur le site de téléchargement de mach3 fr est toujours en maintenance bizar !!
Je souhaite aussi avoir la version USB de mach3
Merci d'avance pour vos réponse
Cordialement philippe
Mach3 à t'il une version française à 100%
Car sur le site de téléchargement de mach3 fr est toujours en maintenance bizar !!
Je souhaite aussi avoir la version USB de mach3
Merci d'avance pour vos réponse
Cordialement philippe
matphil861- posteur Régulier
- Messages : 102
Points : 154
Date d'inscription : 25/11/2020
Age : 67
Localisation : poitou charente
Re: Modification de Mach 3 de 3 en 5 axes
![]() dh42 29.08.24 18:14
dh42 29.08.24 18:14
Salut,
Oui, mais bien buguée (elle n'existe qu'en version 3.043.066, la dernière version pleine de bugs, que ce soit en VF ou en VE) ... et difficile à trouver depuis que Mach3FR a, semble t'il, fermé boutique ; il y a des années que le site est inaccessible.
Il n'y a pas de version USB de Mach3 ; à partir de la V3, il peut gérer USB, Ethernet et port // ; ça dépend simplement du plugin que tu installes pour gérer ta carte d'axe (et donc c'est la carte qui est en USB ou ETH, pas le soft).
Les anciennes versions (V1 et V2) ne gèrent que le port //
Pour avoir un truc fiable, il faut utiliser la V3.043.062 et ensuite y mettre un screenset français si besoin (qui ne traduit que les écrans, les menus restent en anglais)
Voir ici pour cette version. (contient aussi le patch pour Win10)
https://warp9td.com/index.php/sw/software-mach#MachThree
++
David
Mach3 à t'il une version française à 100%
Car sur le site de téléchargement de mach3 fr est toujours en maintenance bizar !!
Oui, mais bien buguée (elle n'existe qu'en version 3.043.066, la dernière version pleine de bugs, que ce soit en VF ou en VE) ... et difficile à trouver depuis que Mach3FR a, semble t'il, fermé boutique ; il y a des années que le site est inaccessible.
Je souhaite aussi avoir la version USB de mach3
Il n'y a pas de version USB de Mach3 ; à partir de la V3, il peut gérer USB, Ethernet et port // ; ça dépend simplement du plugin que tu installes pour gérer ta carte d'axe (et donc c'est la carte qui est en USB ou ETH, pas le soft).
Les anciennes versions (V1 et V2) ne gèrent que le port //
Pour avoir un truc fiable, il faut utiliser la V3.043.062 et ensuite y mettre un screenset français si besoin (qui ne traduit que les écrans, les menus restent en anglais)
Voir ici pour cette version. (contient aussi le patch pour Win10)
https://warp9td.com/index.php/sw/software-mach#MachThree
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Modification de Mach 3 de 3 en 5 axes
![]() matphil861 30.08.24 10:55
matphil861 30.08.24 10:55
Bonjour à tous et àtoutes
Merci David pour ta réponse rapide
Effectivement le site . me semble un peu à l'abandon .
mais en regardant sur youtube ou il y a des vidéos d'interface Mach3 en francais je ne suis pas assez au top pour utuiliser cette version .
Via des systèmes par arduino .
Merci pour vos réponse
Cordialement Philippe
Merci David pour ta réponse rapide
Effectivement le site . me semble un peu à l'abandon .
mais en regardant sur youtube ou il y a des vidéos d'interface Mach3 en francais je ne suis pas assez au top pour utuiliser cette version .
- Code:
https://fr.video.search.yahoo.com/yhs/search;_ylt=AwrLNjNxhtFmfGsGETOPAwx.;_ylu=Y29sbwMEcG9zAzEEdnRpZAMEc2VjA3Nj?p=logiciel+de+pilotage+cnc&type=Y21_F163_226255_050424&hsimp=yhs-013&hspart=trp&ei=UTF-8&fr=yhs-trp-013#id=3&vid=30a04ade04f77dde209da20338390a8c&action=view
Via des systèmes par arduino .
Merci pour vos réponse
Cordialement Philippe
matphil861- posteur Régulier
- Messages : 102
Points : 154
Date d'inscription : 25/11/2020
Age : 67
Localisation : poitou charente
Re: Modification de Mach 3 de 3 en 5 axes
![]() dh42 30.08.24 16:23
dh42 30.08.24 16:23
Ou faut il se tourner vers d'autres interfaces de gestion CNC Grbl ou autres ?
Si tu as une carte pour Mach3, tu ne pourra pas piloter avec autre chose que Mach3 ... quand à GRBL, je doute fort qu'il gère 5 ou 6 axes !!
D'après ce que je vois sur le site de Mach3, il n'y a pour l'instant qu'un seul ScreenSet 5/6 axes dispo, mais il est en anglais ; il te faudra faire avec !
Pour l'installer:
Télécharge le sur ce lien
https://www.machsupport.com/wp-content/uploads/2013/04/6_axis.zip
Décompresse l'archive obtenue, tu vas avoir un dossier nommé 6 axis qui contient:
1 fichier 6Axis.set
1 dossier UT Buttons-JPG
Copie le fichier 6Axis.set dans le dossier C:\Mach3
Copie le dossier UT Buttons-JPG complet dans C:\Mach3\Bitmaps
Lance Mach3 avec ton profil machine habituel puis choisis le nouveau screenset via le menu View/Loadscreen > charge le fichier 6Axis.set que tu as mis dans C:\Mach3
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Modification de Mach 3 de 3 en 5 axes
![]() matphil861 11.09.24 11:43
matphil861 11.09.24 11:43
Bonjour à tous et à toutes
je vous remerci de votre aide
Es ce que mach 3 6 axes peut gérer ce type de programe ?
Programe fait avec FC NX
Si mach3 ne peut pas j'ai ce type de programe GRBLGRU V5.2.26
qui accèpte les fichiers gcodes ou fat
Merci de vos réponses
Cordialement Philippe
je vous remerci de votre aide
Es ce que mach 3 6 axes peut gérer ce type de programe ?
Programe fait avec FC NX
- Code:
(Fichier Gcode de decoupe)
(Fichier genere par FilChaudNX v5.6.3 : www.cncfab.fr)
(Fichier FilChaudNX du projet : inexistant, il n'y a pas eu de sauvegarde prealable a l'export du Gcode)
(Table de découpe : ul stisk)
(Corde Cote 1 : 350mm)
( Corde Cote 2 : 200mm)
(Distance Cote1<-->Cote2 : 1000mm)
(Duree de la decoupe : 4min 4s, Vitesse découpe max : 4,0 mm/s, Chauffe : 65,0 %)
(********* Gcode *********)
(Unites en mm)
G21
(Mode inverse du temps - Plus precis pour les decoupes coniques)
G93
(Mise en route de la chauffe {S0;S5;S10;S15;...;S995;S1000}<=>{0%;0.5%;1%;...;99.5%;100%} )
M3 S650
(Delai de mise en chauffe du fil avant mouvement, en secondes)
G4 P2.0
(Deplacements des axes)
(Remarque: Si le fil est stocke dans une saignee, l'origine est plus bas que le plateau de la table et les Y en tiennent compte)
(Deplacements en absolu - Plus precis)
G90
(Point de depart: X0 Y0 U0 Z0 - Peut se situer sous le niveau du plateau si le fil se range dans une saignee)
G01 X0.0000 Y14.2097 U0.0000 Z17.0688 F28.160770
G01 X138.8599 Y14.2097 U18.9312 Z17.0688 F2.002149
G01 X156.5252 Y16.6836 U55.1337 Z22.1389 F6.593443
G01 X158.7175 Y16.9747 U59.6050 Z22.7325 F53.423160
G01 X167.6329 Y17.8958 U77.8464 Z24.6170 F13.139930
G01 X195.1547 Y20.6899 U134.2478 Z30.3430 F4.251578
G01 X197.3477 Y20.8959 U138.7304 Z30.7641 F53.519110
G01 X199.3665 Y21.0690 U142.8537 Z31.1175 F58.222920
G01 X203.7261 Y21.3927 U151.7739 Z31.7798 F26.940910
G01 X205.9405 Y21.5445 U156.3069 Z32.0905 F53.036090
G01 X232.9195 Y23.3931 U211.5972 Z35.8791 F4.349129
G01 X235.0341 Y23.5198 U215.9189 Z36.1380 F55.653940
G01 X239.2371 Y23.7445 U224.5212 Z36.5979 F27.975840
G01 X243.4158 Y23.9254 U233.0710 Z36.9679 F28.159380
G01 X245.5112 Y24.0003 U237.3537 Z37.1210 F56.227420
G01 X249.8223 Y24.1211 U246.1775 Z37.3683 F27.301200
G01 X252.0338 Y24.1656 U250.6974 Z37.4592 F53.299730
G01 X256.4795 Y24.2181 U259.7942 Z37.5665 F26.490050
G01 X260.9048 Y24.2179 U268.8467 Z37.5661 F26.620070
G01 X263.1130 Y24.1965 U273.3585 Z37.5224 F53.401270
G01 X265.3245 Y24.1594 U277.8778 Z37.4465 F53.311150
G01 X269.7537 Y24.0337 U286.9344 Z37.1896 F26.597530
G01 X274.2584 Y23.8255 U296.1401 Z36.7640 F26.146230
G01 X276.5532 Y23.6840 U300.8211 Z36.4751 F51.365220
G01 X278.8136 Y23.5182 U305.4355 Z36.1367 F52.072980
G01 X281.0582 Y23.3262 U310.0164 Z35.7448 F52.402020
G01 X283.2868 Y23.1058 U314.5628 Z35.2951 F52.732840
G01 X285.4984 Y22.8551 U319.0726 Z34.7839 F53.079050
G01 X287.7058 Y22.5704 U323.5719 Z34.2035 F53.099830
G01 X289.9029 Y22.2489 U328.0476 Z33.5484 F53.252580
G01 X292.0871 Y21.8872 U332.4942 Z32.8122 F53.440390
G01 X294.2464 Y21.4838 U336.8871 Z31.9913 F53.893860
G01 X296.2273 Y21.0681 U340.9121 Z31.1464 F58.554740
G01 X298.1380 Y20.6196 U344.7909 Z30.2358 F60.436740
G01 X299.9675 Y20.1399 U348.4996 Z29.2632 F62.795060
G01 X301.6928 Y19.6338 U351.9900 Z28.2390 F66.174960
G01 X303.3050 Y19.1030 U355.2431 Z27.1677 F70.263560
G01 X304.7915 Y18.5516 U358.2321 Z26.0585 F75.457800
G01 X306.1297 Y17.9888 U360.9090 Z24.9321 F82.793660
G01 X307.2910 Y17.4306 U363.2146 Z23.8233 F93.910840
G01 X308.2544 Y16.8976 U365.1067 Z22.7754 F110.954700
G01 X309.0272 Y16.4037 U366.6023 Z21.8183 F134.954400
G01 X309.6318 Y15.9538 U367.7492 Z20.9632 F167.119600
G01 X310.0966 Y15.5512 U368.6113 Z20.2146 F208.874300
G01 X310.4572 Y15.1869 U369.2524 Z19.5650 F260.485200
G01 X310.9259 Y14.5968 U370.0862 Z18.5106 F176.924600
G01 X310.9594 Y14.5463 U370.1026 Z18.4858 F4311.481000
G01 X311.2573 Y14.0059 U370.6369 Z17.5164 F217.621400
G01 X311.2802 Y13.9557 U370.6482 Z17.4917 F4730.837000
G01 X311.3948 Y13.6453 U370.8340 Z16.9884 F448.760700
G01 X311.4086 Y13.5985 U370.8408 Z16.9655 F5342.630000
G01 X311.4877 Y13.2466 U370.9685 Z16.3967 F413.025600
G01 X311.4963 Y13.1814 U370.9728 Z16.3646 F3965.306000
G01 X311.5116 Y12.8170 U370.9965 Z15.8004 F426.233900
G01 X311.5081 Y12.7486 U370.9948 Z15.7668 F3813.648000
G01 X311.4649 Y12.4499 U370.9314 Z15.3289 F543.823200
G01 X311.4512 Y12.3906 U370.9247 Z15.2998 F4287.340000
G01 X311.3534 Y12.0844 U370.7791 Z14.8442 F503.118400
G01 X311.3251 Y12.0186 U370.7652 Z14.8119 F3641.959000
G01 X311.1515 Y11.7037 U370.5069 Z14.3431 F449.663900
G01 X311.1077 Y11.6407 U370.4854 Z14.3122 F3399.969000
G01 X310.8526 Y11.3451 U370.0889 Z13.8527 F396.628500
G01 X310.8057 Y11.2996 U370.0659 Z13.8304 F3995.167000
G01 X310.4909 Y11.0443 U369.5434 Z13.4067 F357.956400
G01 X310.4496 Y11.0153 U369.5230 Z13.3924 F5162.510000
G01 X310.0816 Y10.7928 U368.8759 Z13.0011 F318.488300
G01 X309.6132 Y10.5744 U368.0620 Z12.6248 F263.454800
G01 X309.0780 Y10.3793 U367.0808 Z12.2690 F227.926000
G01 X308.4555 Y10.1986 U365.8959 Z11.9262 F193.722500
G01 X307.7111 Y10.0217 U364.4407 Z11.5810 F160.310800
G01 X306.7928 Y9.8427 U362.6178 Z11.2262 F129.328000
G01 X305.6461 Y9.6594 U360.3192 Z10.8590 F103.302800
G01 X304.2301 Y9.4793 U357.4644 Z10.4963 F83.605150
G01 X302.9382 Y9.3503 U354.8576 Z10.2362 F91.849410
G01 X300.7426 Y9.1851 U350.3972 Z9.9007 F53.837530
G01 X298.4857 Y9.0772 U345.8113 Z9.6818 F52.448060
G01 X296.1987 Y9.0159 U341.1542 Z9.5570 F51.699310
G01 X293.8907 Y8.9900 U336.4487 Z9.5043 F51.191120
G01 X289.2457 Y9.0122 U326.9513 Z9.5496 F25.371290
G01 X286.9054 Y9.0501 U322.1700 Z9.6272 F50.384150
G01 X284.5600 Y9.1020 U317.3730 Z9.7333 F50.223560
G01 X279.8581 Y9.2427 U307.7480 Z10.0214 F25.027540
G01 X277.4970 Y9.3293 U302.9196 Z10.1986 F49.873630
G01 X270.4076 Y9.6390 U288.4013 Z10.8328 F16.584630
G01 X258.5484 Y10.2639 U264.1053 Z12.1130 F9.906137
G01 X239.4658 Y11.3115 U224.9937 Z14.2603 F6.153276
G01 X234.6919 Y11.5547 U215.2032 Z14.7590 F24.586740
G01 X227.5421 Y11.8920 U200.5417 Z15.4507 F16.421340
G01 X220.4033 Y12.1868 U185.9022 Z16.0551 F16.450220
G01 X218.0287 Y12.2745 U181.0273 Z16.2351 F49.409650
G01 X208.5231 Y12.5692 U161.5332 Z16.8395 F12.358300
G01 X201.4034 Y12.7273 U146.9290 Z17.1638 F16.500070
G01 X196.6612 Y12.8015 U137.2011 Z17.3160 F24.774000
G01 X194.2924 Y12.8288 U132.3387 Z17.3721 F49.566830
G01 X187.1780 Y12.8724 U117.7485 Z17.4615 F16.519680
G01 X184.8087 Y12.8738 U112.8851 Z17.4644 F49.559190
G01 X180.0659 Y12.8582 U103.1561 Z17.4324 F24.774240
G01 X172.9469 Y12.7865 U88.5556 Z17.2852 F16.507510
G01 X170.5762 Y12.7500 U83.6877 Z17.2104 F49.508410
G01 X161.0760 Y12.5454 U64.2044 Z16.7908 F12.368180
G01 X151.5715 Y12.2528 U44.7131 Z16.1907 F12.360120
G01 X149.1983 Y12.1674 U39.8416 Z16.0153 F49.445180
G01 X142.1174 Y11.8817 U25.3243 Z15.4297 F16.589380
G01 X138.0329 Y11.7115 U18.5254 Z15.1464 F35.386910
G01 X137.9900 Y12.7091 U18.5043 Z15.6360 F261.427500
G01 X137.9900 Y13.2094 U18.5043 Z16.5779 F255.810300
G01 X0.0000 Y13.2094 U0.0000 Z16.5779 F2.015597
G01 X0.0000 Y0.0000 U0.0000 Z0.0000 F29.003340
(Arret de la chauffe)
M5
(Fin du programme)
M2
Si mach3 ne peut pas j'ai ce type de programe GRBLGRU V5.2.26
qui accèpte les fichiers gcodes ou fat
Merci de vos réponses
Cordialement Philippe
matphil861- posteur Régulier
- Messages : 102
Points : 154
Date d'inscription : 25/11/2020
Age : 67
Localisation : poitou charente
Re: Modification de Mach 3 de 3 en 5 axes
![]() dh42 11.09.24 19:10
dh42 11.09.24 19:10
Salut,
Si je lance le Gcode sur un écran 6 axes, pas d'erreur et il se passe bien quelque chose.
++
David
Si je lance le Gcode sur un écran 6 axes, pas d'erreur et il se passe bien quelque chose.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Modification de Mach 3 de 3 en 5 axes
![]() matphil861 12.09.24 9:03
matphil861 12.09.24 9:03
Bonjour à toutes et tous ,
merci de votre réponse ,
Pour le programe j'ai essayé , il y a seulemnt les axes X Y Z qui fonctionnent avec le programe .
pour les autres axes en plus de l'installation il y a aucun mouvement pour U et F .
Il y at'il quelle chose que j'ai oublié de configurer dans mach3 pour actionner les axes suplémentaires .
Je souhaiterai aussi jumeler deux moteurs pas à pas ensemble pour les axes X Y et éventuement Z .
Quel la manipulation à éffectuer .
Merci d'avance de vos réponses
Cordialement Philippe
merci de votre réponse ,
Pour le programe j'ai essayé , il y a seulemnt les axes X Y Z qui fonctionnent avec le programe .
pour les autres axes en plus de l'installation il y a aucun mouvement pour U et F .
Il y at'il quelle chose que j'ai oublié de configurer dans mach3 pour actionner les axes suplémentaires .
Je souhaiterai aussi jumeler deux moteurs pas à pas ensemble pour les axes X Y et éventuement Z .
Quel la manipulation à éffectuer .
Merci d'avance de vos réponses
Cordialement Philippe
matphil861- posteur Régulier
- Messages : 102
Points : 154
Date d'inscription : 25/11/2020
Age : 67
Localisation : poitou charente
Re: Modification de Mach 3 de 3 en 5 axes
![]() dh42 12.09.24 15:28
dh42 12.09.24 15:28
Salut,
Pour ma part j'ai bien XYZ et A qui fonctionne (U=A, V=B, W=C), par contre F ce n'est pas un axe mais une vitesse d'avance, et elle est exprimée en inverse du temps suite au G93 qui est en début de programme
Donc en fait ton Gcode, ce n'est pas du 5axes mais du 4axes. (XYZU)
Tu es sûr que tout tes moteurs sont activés dans le ports&pins/motor outputs ?
Il faut aussi définir si les axes ABC sont linéaire ou rotatif, general config, colonne de gauche "angular properties"
Il faut déclarer un axe en esclave de l'autre (menu config/slave axis) et bien veiller à ce que les axes liés aient les mêmes paramètres de steps per, vitesse et accélération.
++
David
Pour le programe j'ai essayé , il y a seulemnt les axes X Y Z qui fonctionnent avec le programe .
pour les autres axes en plus de l'installation il y a aucun mouvement pour U et F .
Pour ma part j'ai bien XYZ et A qui fonctionne (U=A, V=B, W=C), par contre F ce n'est pas un axe mais une vitesse d'avance, et elle est exprimée en inverse du temps suite au G93 qui est en début de programme
Donc en fait ton Gcode, ce n'est pas du 5axes mais du 4axes. (XYZU)
Tu es sûr que tout tes moteurs sont activés dans le ports&pins/motor outputs ?
Il faut aussi définir si les axes ABC sont linéaire ou rotatif, general config, colonne de gauche "angular properties"
Je souhaiterai aussi jumeler deux moteurs pas à pas ensemble pour les axes X Y et éventuement Z .
Quel la manipulation à éffectuer .
Il faut déclarer un axe en esclave de l'autre (menu config/slave axis) et bien veiller à ce que les axes liés aient les mêmes paramètres de steps per, vitesse et accélération.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Modification de Mach 3 de 3 en 5 axes
![]() matphil861 26.09.24 8:51
matphil861 26.09.24 8:51
Bonjour à toutes et a tpous
Merci de votre aide
Suite à la modification de mach3 en version 5/6 axes le dessin ne correspond pas à celui qui est demandé en gcode pourquoi je ne sais pas ?
Il y a t'il un tuto en francais pour installé mach 3 en version usb ?
Car sur ma nouvelle cnc beaucoup plus grande je n'ai pas la place pour loger un ordinateur de bureau .
C'est une CNC de 1.20 mètre long par 0.700 mètre utile , avec des entrennements par courroies , sauf l'Axe Z lui est par vis pas de 2.
Merci de vos réponses
Cordialement PHILIPPE
Merci de votre aide
Suite à la modification de mach3 en version 5/6 axes le dessin ne correspond pas à celui qui est demandé en gcode pourquoi je ne sais pas ?
Il y a t'il un tuto en francais pour installé mach 3 en version usb ?
Car sur ma nouvelle cnc beaucoup plus grande je n'ai pas la place pour loger un ordinateur de bureau .
C'est une CNC de 1.20 mètre long par 0.700 mètre utile , avec des entrennements par courroies , sauf l'Axe Z lui est par vis pas de 2.
Merci de vos réponses
Cordialement PHILIPPE
matphil861- posteur Régulier
- Messages : 102
Points : 154
Date d'inscription : 25/11/2020
Age : 67
Localisation : poitou charente
Re: Modification de Mach 3 de 3 en 5 axes
![]() dh42 26.09.24 17:34
dh42 26.09.24 17:34
Salut,
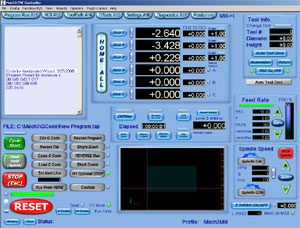
le mieux c'est de tester en réel car rien ne dit que l'affichage des parcours sur Mach3 reflètent bien la réalité. J'ai visualisé le Gcode sur UCCNC et sur NCNETIC et j'ai le même résultat visuel.
Pour que ça fonctionne en USB, il te faut une carte d'axe en USB ; du point de vue de Mach3, tout ce qui change c'est qu'il faut mettre le plugin de la carte d'axe USB dans le dossier plugins et activer le pilotage via la carte au démarrage. (donc il faut que ta machine ai la carte qui vas bien)
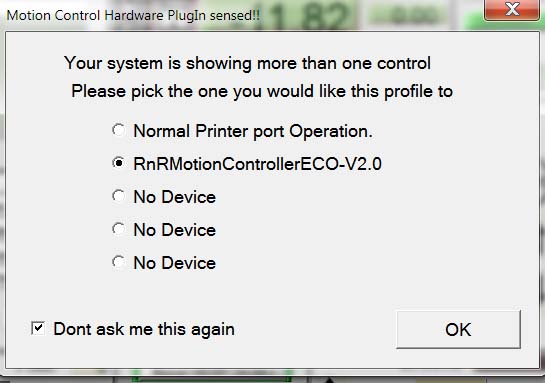
Si une carte d'axe USB ou ETH est installée, tu aura ce genre de fenêtre au démarrage pour sélectionner la carte.
++
David
Suite à la modification de mach3 en version 5/6 axes le dessin ne correspond pas à celui qui est demandé en gcode pourquoi je ne sais pas ?
le mieux c'est de tester en réel car rien ne dit que l'affichage des parcours sur Mach3 reflètent bien la réalité. J'ai visualisé le Gcode sur UCCNC et sur NCNETIC et j'ai le même résultat visuel.
Il y a t'il un tuto en francais pour installé mach 3 en version usb ?
Pour que ça fonctionne en USB, il te faut une carte d'axe en USB ; du point de vue de Mach3, tout ce qui change c'est qu'il faut mettre le plugin de la carte d'axe USB dans le dossier plugins et activer le pilotage via la carte au démarrage. (donc il faut que ta machine ai la carte qui vas bien)
Si une carte d'axe USB ou ETH est installée, tu aura ce genre de fenêtre au démarrage pour sélectionner la carte.

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Faire tourner deux axes même temps
![]() matphil861 17.10.24 1:33
matphil861 17.10.24 1:33
Boujour à tous et à toutes
Merci de votre aide
Je souhaiterais faire tourner deux axe en même temps avec mach3 , les axes X et A , et qu'il soient synchronisé .
Il y a t'il des tuto ou une vidéo sur ce sujet ? .
Peut ont renomer la lettre sur un axe du programe gcode et qu'il soit reconnu dans mach3 ?
Existe t'il des relais que l'on puisse activer depuis mach 3 ?
Merci de vos réponse cordialement Philippe
Merci de votre aide
Je souhaiterais faire tourner deux axe en même temps avec mach3 , les axes X et A , et qu'il soient synchronisé .
Il y a t'il des tuto ou une vidéo sur ce sujet ? .
Peut ont renomer la lettre sur un axe du programe gcode et qu'il soit reconnu dans mach3 ?
Existe t'il des relais que l'on puisse activer depuis mach 3 ?
Merci de vos réponse cordialement Philippe
matphil861- posteur Régulier
- Messages : 102
Points : 154
Date d'inscription : 25/11/2020
Age : 67
Localisation : poitou charente
Re: Modification de Mach 3 de 3 en 5 axes
![]() dh42 17.10.24 2:04
dh42 17.10.24 2:04
Salut,
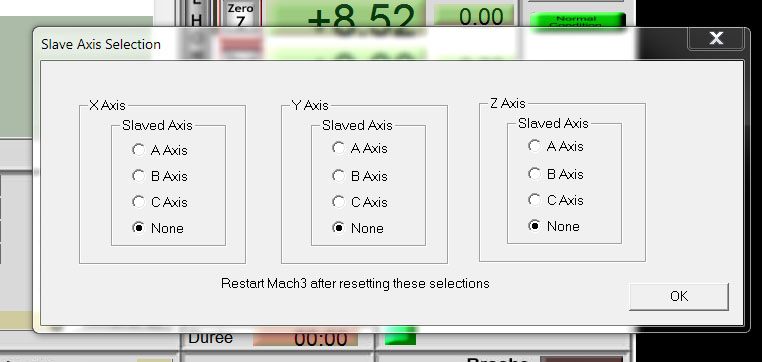
Pour faire tourner 2 axes en synchro, il faut déclarer un axe esclave de l'autre, par exemple A esclave de X.
Bien sur, du point de vue de la config des moteurs, les 2 doivent avoir les mêmes paramètres de steps/per, acceleration et velocity.
menu config/slave axis, dans la colonne du X, tu coche le A pour l'asservir au X.
Du pt de vue du Gcode, il n'y aura pas de A, seulement des coord en X, Mach3 se chargera de calquer le déplacement de l'axe A sur celui du X (et il n'y aura pas non plus de changement dans la visu du A sur Mach3)
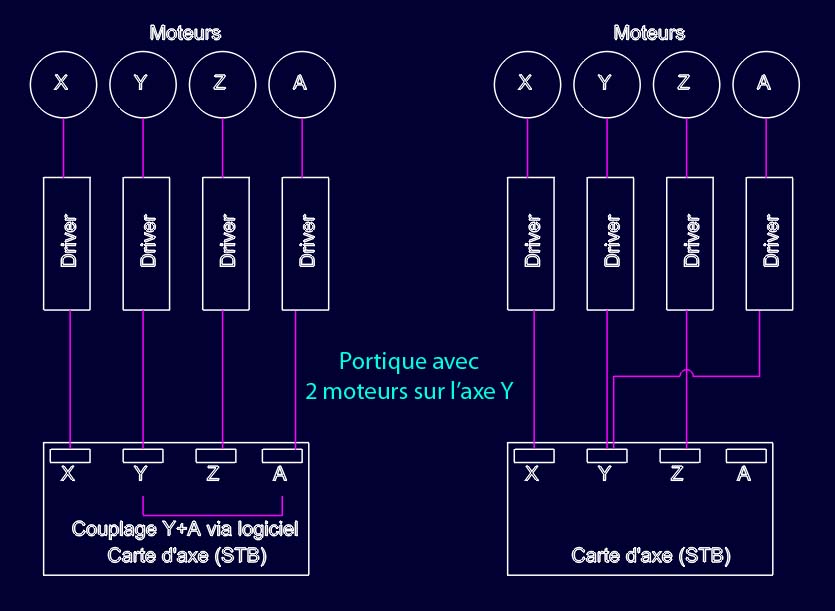
L'autre option, c'est tout simplement d'envoyer la sortie X de ta carte vers les drivers du X et du A (donc branchés en // sur la même sortie) et dans ce cas, pas besoin de gérer le mode esclave et en plus tu économise une sortie que tu pourra utiliser pour un autre axe.
Mach3 reconnait XYZ pour les 3 axes linéaires, ABC pour les 3 axes rotatifs, les axes rotatifs peuvent être définis comme linéaires ; dans ce cas ils sont accessible par ABC ou UVW
Oui, tu peux piloter un relais depuis Mach3, il suffit de le brancher sur une sortie de la carte (le circuit bobine du relais) et ensuite de le déclarer dans les sorties du ports&pins en tant que Output.
exemple ici, la sortie 1 activera la pin 1 port 1 de ta carte, la sortie 2 la pin 17 port 1 de la carte (en port // avce une seule carte BoB, le port est toujours 1)
pour le choix du relais, il faut savoir comment est alimentée ta carte, 12V ou 24V et prendre un relais DC 12V ou 24V en conséquence.
Pour commander la sortie, ça va dépendre de ce que tu veux en faire, certaines sortie sont attribuable directement dans le panneau ports&pin/spindle setup, tu peux y définir 2 relais pour la broche (avant/arrière) commandés par M3 M4, arret par M5, et 2 pour l'arrosage ou l'aspiration (M7 M8, arrêt par M9)
Si tu veux des fonctions spécifiques, il faudra soit les commander par un bouton contenant une macro appropriée à ajouter sur l'interface, soit par un code M à créer, toujours à l'aide d'une macro (script basic) .. les 2 options pouvant cohabiter. (bouton et code M)
++
David
Pour faire tourner 2 axes en synchro, il faut déclarer un axe esclave de l'autre, par exemple A esclave de X.
Bien sur, du point de vue de la config des moteurs, les 2 doivent avoir les mêmes paramètres de steps/per, acceleration et velocity.
menu config/slave axis, dans la colonne du X, tu coche le A pour l'asservir au X.
Du pt de vue du Gcode, il n'y aura pas de A, seulement des coord en X, Mach3 se chargera de calquer le déplacement de l'axe A sur celui du X (et il n'y aura pas non plus de changement dans la visu du A sur Mach3)

L'autre option, c'est tout simplement d'envoyer la sortie X de ta carte vers les drivers du X et du A (donc branchés en // sur la même sortie) et dans ce cas, pas besoin de gérer le mode esclave et en plus tu économise une sortie que tu pourra utiliser pour un autre axe.

Peut ont renomer la lettre sur un axe du programe gcode et qu'il soit reconnu dans mach3 ?
Mach3 reconnait XYZ pour les 3 axes linéaires, ABC pour les 3 axes rotatifs, les axes rotatifs peuvent être définis comme linéaires ; dans ce cas ils sont accessible par ABC ou UVW
Existe t'il des relais que l'on puisse activer depuis mach 3 ?
Oui, tu peux piloter un relais depuis Mach3, il suffit de le brancher sur une sortie de la carte (le circuit bobine du relais) et ensuite de le déclarer dans les sorties du ports&pins en tant que Output.
exemple ici, la sortie 1 activera la pin 1 port 1 de ta carte, la sortie 2 la pin 17 port 1 de la carte (en port // avce une seule carte BoB, le port est toujours 1)
pour le choix du relais, il faut savoir comment est alimentée ta carte, 12V ou 24V et prendre un relais DC 12V ou 24V en conséquence.
Pour commander la sortie, ça va dépendre de ce que tu veux en faire, certaines sortie sont attribuable directement dans le panneau ports&pin/spindle setup, tu peux y définir 2 relais pour la broche (avant/arrière) commandés par M3 M4, arret par M5, et 2 pour l'arrosage ou l'aspiration (M7 M8, arrêt par M9)
Si tu veux des fonctions spécifiques, il faudra soit les commander par un bouton contenant une macro appropriée à ajouter sur l'interface, soit par un code M à créer, toujours à l'aide d'une macro (script basic) .. les 2 options pouvant cohabiter. (bouton et code M)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
reglage des moteurs pas à pas en qui chauffent
![]() matphil861 25.10.24 3:13
matphil861 25.10.24 3:13
Bonsoir à tous et toutes
Merci de votre aide
J'ai fini la partie electronique de ma CNC
Dedans j'ai 2 alimentations 1 pour le moteur broche et 1 pour les drivers et la carte régulée en 12 volt tous ce matériel passe par des filtres secteurs .
Mon problème c'est que les moteurs chauffent et vibrent un peu .
j'ai effectué un reglage de mach3 selon le constructeur de la carte .
Parcontre sur la carte au niveau du bornier je n'ai pas les pulses sauf sur les prises pour le 5 axes ?
Alors mes moteurs chauffent très fort au bout de 40 minutes , se sont des Nema 17 de 1.5 ampère 180 pas à vide .
l'entrennement des axes X et Y se font par courroie avec un pas de 2 mm sur la machine cnc .
les tb 6600 sont sur off on off et on on off
merci de vos réponses
Cordialement Philippe
Merci de votre aide
J'ai fini la partie electronique de ma CNC
Dedans j'ai 2 alimentations 1 pour le moteur broche et 1 pour les drivers et la carte régulée en 12 volt tous ce matériel passe par des filtres secteurs .
Mon problème c'est que les moteurs chauffent et vibrent un peu .
j'ai effectué un reglage de mach3 selon le constructeur de la carte .
Parcontre sur la carte au niveau du bornier je n'ai pas les pulses sauf sur les prises pour le 5 axes ?
- Code:
https://cdn.shopify.com/s/files/1/0672/9409/files/BL-USBMach-USB-CNC-Mach3-5axis-motion-control-manual_ee880ba0-0d3b-4542-a412-73fa87d05a5e.pdf?v=1618010744
Alors mes moteurs chauffent très fort au bout de 40 minutes , se sont des Nema 17 de 1.5 ampère 180 pas à vide .
l'entrennement des axes X et Y se font par courroie avec un pas de 2 mm sur la machine cnc .
les tb 6600 sont sur off on off et on on off
- Code:
https://www.ebay.fr/itm/204577347509?mkevt=1&mkcid=1&mkrid=709-53476-19255-0&campid=5338954103&toolid=20006&customid=ef60f919b67d792d468d7126d8a2b9ee&_trkparms=ispr%3D1&amdata=enc%3A1WZuAAzxaSQaT37UB16c79w31
merci de vos réponses
Cordialement Philippe
matphil861- posteur Régulier
- Messages : 102
Points : 154
Date d'inscription : 25/11/2020
Age : 67
Localisation : poitou charente
Re: Modification de Mach 3 de 3 en 5 axes
![]() dh42 25.10.24 3:48
dh42 25.10.24 3:48
Parcontre sur la carte au niveau du bornier je n'ai pas les pulses sauf sur les prises pour le 5 axes ?
Tu veux dire que tu n'as pas de signal sur les sorties "XP - X pulse", "YP - Y pulse" du bornier à vis ? et donc que tes moteurs XYZ ne fonctionnent pas ? je ne suis pas sur de comprendre
Avec cette carte, on ne peut pas définir les n° de pin de sortie Pulse et Dir via le ports&pins de Mach3, c'est codé en dur dans le plugin donc impossible de se tromper de réglage.
Note que les 4 pin des prises blanches fournissent: +5v, Pulse, Dir, Ena pour chaque axe alors que sur le bornier à vis il n'y a que 2 bornes par axe, Pulse et Dir, le +5V est commun (2 bornes cotes à cote) et il n'y a pas de Ena
Si le Ena n'est pas alimenté, les drivers sont activé, si le Ena est alimenté, les drivers sont désalimentés, donc le plus simple et de ne pas brancher les Ena.
Alors mes moteurs chauffent très fort au bout de 40 minutes , se sont des Nema 17 de 1.5 ampère 180 pas à vide .
l'entrennement des axes X et Y se font par courroie avec un pas de 2 mm sur la machine cnc .
les tb 6600 sont sur off on off et on on off
Les réglages semblent OK par contre ce sont des drivers très bas de gamme et qui n'ont pas de gestion du 1/2 courant quand les moteurs sont arrêtés (en maintient), donc ils sont tout le temps alimentés en plein courant, même à l'arrêt, ce qui les fait rapidement chauffer.
Une T° de 50 à 60° reste normale pour des PàP, même si ce n'est pas forcément très bon pour leur durée de vie.

Si tu trouves que c'est trop, tu peux toujours réduire le courant à 1.0/1.2 (On Off On)
je vois que je ne suis pas le seul couche tard !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Alimentation TB 6600
![]() matphil861 25.10.24 9:19
matphil861 25.10.24 9:19
Bonjour à tous et à toutes
marci de votre aide
A la sortie de ma carte mach 3 sur le bornier à vis à les sorties YD - YP pas de X EN , XD - XP pas de XEN et ZD - ZP pas de Z EN -
Il y a t'il un EN commun ?
Effectivement cela peu créer un échauffement sachant qui sont constament alimenté .
Pour les drivers TB6600 à 6.50 euros livré , ce ne sont pas des formules 1 du drivers , mais sur ma 1 er machine il font bien leurs boulots .
Si il y a mieux sans qui soit dans un budget exorbitant je suis preneur pareil pour la platine Mach3 .
Je fais ces machine CNC par plaisir , pour mon activité de modelisme avion et en faire profiter aux copains du modelisme .
Donc les informations de configuration sur le pdf de la platine Mach3 c'est Ok .
Je vais essayer les prises blanches , je vous tiens au courant
Par rapport à votre réponse sur la carte , c'est une carte limité en réglage ?
Merci d'avance de vos réponses
Mais leve tôt
Cordialement Philippe
marci de votre aide
A la sortie de ma carte mach 3 sur le bornier à vis à les sorties YD - YP pas de X EN , XD - XP pas de XEN et ZD - ZP pas de Z EN -
Il y a t'il un EN commun ?
Effectivement cela peu créer un échauffement sachant qui sont constament alimenté .
Pour les drivers TB6600 à 6.50 euros livré , ce ne sont pas des formules 1 du drivers , mais sur ma 1 er machine il font bien leurs boulots .
Si il y a mieux sans qui soit dans un budget exorbitant je suis preneur pareil pour la platine Mach3 .
Je fais ces machine CNC par plaisir , pour mon activité de modelisme avion et en faire profiter aux copains du modelisme .
Donc les informations de configuration sur le pdf de la platine Mach3 c'est Ok .
Je vais essayer les prises blanches , je vous tiens au courant
Par rapport à votre réponse sur la carte , c'est une carte limité en réglage ?
Merci d'avance de vos réponses
Mais leve tôt
Cordialement Philippe
matphil861- posteur Régulier
- Messages : 102
Points : 154
Date d'inscription : 25/11/2020
Age : 67
Localisation : poitou charente
Re: Modification de Mach 3 de 3 en 5 axes
![]() dh42 25.10.24 18:48
dh42 25.10.24 18:48
Re
Oui, c'est ce que je te dis la
Si tu veux parler des n° de pin non assignables, oui, c'est souvent le cas sur les cartes Chinoises.
Il faut compter 40€ / pc
++
David
A la sortie de ma carte mach 3 sur le bornier à vis à les sorties YD - YP pas de X EN , XD - XP pas de XEN et ZD - ZP pas de Z EN -
Il y a t'il un EN commun ?
Oui, c'est ce que je te dis la
dh42 a écrit:Note que les 4 pin des prises blanches fournissent: +5v, Pulse, Dir, Ena pour chaque axe alors que sur le bornier à vis il n'y a que 2 bornes par axe, Pulse et Dir, le +5V est commun (2 bornes cotes à cote) et il n'y a pas de Ena
Si le Ena n'est pas alimenté, les drivers sont activé, si le Ena est alimenté, les drivers sont désalimentés, donc le plus simple et de ne pas brancher les Ena.
Par rapport à votre réponse sur la carte , c'est une carte limité en réglage ?
Si tu veux parler des n° de pin non assignables, oui, c'est souvent le cas sur les cartes Chinoises.
Pour les drivers TB6600 à 6.50 euros livré , ce ne sont pas des formules 1 du drivers , mais sur ma 1 er machine il font bien leurs boulots .
Si il y a mieux sans qui soit dans un budget exorbitant je suis preneur pareil pour la platine Mach3 .
Il faut compter 40€ / pc
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Arrêt d'urgence actif sur mach3
![]() matphil861 28.10.24 10:12
matphil861 28.10.24 10:12
Bonjour à tous et à toutes
Merci d'avance de vos réponses
Sur mach3 j'ai un message qui me signal appuyer sur RàZ arrêt d'urgence actif .
Apres beaucoups de recherche et d'essais je n'arrive pas à trouvé ma methode pour désactivé l'arrêt d'urgence .
J'ai décoché la case Estop .
les case des limites fins de course toujours pareil .
le bouton Reset continu toujours à clignoté sans branché la boite à moteurs pas à pas .
Je suis sur le tableau 6 axes ce que je voie pas sur le tableau 4 axes .
Faut il branché la carte Usb avec mach3 pour que cela fonctionne ?
Il y a une erreur dans le systeme 28 lol
Merci de votre aide
Cordialement Philippe
Merci d'avance de vos réponses
Sur mach3 j'ai un message qui me signal appuyer sur RàZ arrêt d'urgence actif .
Apres beaucoups de recherche et d'essais je n'arrive pas à trouvé ma methode pour désactivé l'arrêt d'urgence .
J'ai décoché la case Estop .
les case des limites fins de course toujours pareil .
le bouton Reset continu toujours à clignoté sans branché la boite à moteurs pas à pas .
Je suis sur le tableau 6 axes ce que je voie pas sur le tableau 4 axes .
Faut il branché la carte Usb avec mach3 pour que cela fonctionne ?
Il y a une erreur dans le systeme 28 lol
Merci de votre aide
Cordialement Philippe
matphil861- posteur Régulier
- Messages : 102
Points : 154
Date d'inscription : 25/11/2020
Age : 67
Localisation : poitou charente
Re: Modification de Mach 3 de 3 en 5 axes
![]() dh42 28.10.24 18:20
dh42 28.10.24 18:20
Salut,
Oui, la carte doit être branchée et le plugin installé sinon Mach3 ne peut pas détecter ton bouton d'AU et tes fins de course.
++
David
Faut il branché la carte Usb avec mach3 pour que cela fonctionne ?
Oui, la carte doit être branchée et le plugin installé sinon Mach3 ne peut pas détecter ton bouton d'AU et tes fins de course.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» Mach 3 en 4 axes
» paramétrage mach 3
» cnc mach 3
» Copier Mach 3 d'un PC à un autre PC
» Question sur licence Mach 3
» paramétrage mach 3
» cnc mach 3
» Copier Mach 3 d'un PC à un autre PC
» Question sur licence Mach 3
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum