






Montage HOBBY-Line 10560
3 participants
Page 1 sur 1

 Montage HOBBY-Line 10560
Montage HOBBY-Line 10560
![]() Cnc2b Ven 18 Aoû 2023 - 23:18
Cnc2b Ven 18 Aoû 2023 - 23:18
Bonjour à tous,
Je viens de recevoir ma HL 10560 de chez SOROTEC et je partage ici mon expérience de montage.
J'ai récemment refait toute mon électronique avec une carte AXBB-E, des drivers Leadshine DM542EU et des moteurs 1.8Nm 4.2A de chez SRT. le tout sous les conseils avisés de David (Dh42) qui m'a permis de mener le projet à son terme.
Ma structure étant devenue trop faible pour ce nouveau matériel, j'ai enchainé sur a commande de la HL.
Après quelques jours...

J'ai soigneusement déballé et à ma grande surprise, l'aventure commence par une expérience ophtalmologique qui consiste à trier les 211 vis de 22 tailles différentes, les 62 rondelles ainsi que les 34 écrous qui sont savamment mélangés par l'expéditeur que je remercie chaleureusement.

Il faut savoir que le vendeur propose le montage complet contre la somme d'environ 1.400€ (HT je crois). Je vais donc comprendre dans les jours qui viennent la valeur de 1400€ sur mes nerfs
Voilà pour aujourd'hui, à bientôt si je conserve ma vue
Je viens de recevoir ma HL 10560 de chez SOROTEC et je partage ici mon expérience de montage.
J'ai récemment refait toute mon électronique avec une carte AXBB-E, des drivers Leadshine DM542EU et des moteurs 1.8Nm 4.2A de chez SRT. le tout sous les conseils avisés de David (Dh42) qui m'a permis de mener le projet à son terme.
Ma structure étant devenue trop faible pour ce nouveau matériel, j'ai enchainé sur a commande de la HL.
Après quelques jours...

J'ai soigneusement déballé et à ma grande surprise, l'aventure commence par une expérience ophtalmologique qui consiste à trier les 211 vis de 22 tailles différentes, les 62 rondelles ainsi que les 34 écrous qui sont savamment mélangés par l'expéditeur que je remercie chaleureusement.

Il faut savoir que le vendeur propose le montage complet contre la somme d'environ 1.400€ (HT je crois). Je vais donc comprendre dans les jours qui viennent la valeur de 1400€ sur mes nerfs
Voilà pour aujourd'hui, à bientôt si je conserve ma vue

Cnc2b- je prends du galon

- Messages : 92
Points : 98
Date d'inscription : 11/06/2023
Age : 58
Localisation : Corse

Re: Montage HOBBY-Line 10560
![]() dh42 Ven 18 Aoû 2023 - 23:52
dh42 Ven 18 Aoû 2023 - 23:52
Salut,
pas cool ça, ils pourraient mettre ça dans des sachets plastiques séparés !!
Attention aux graisseurs
http://www.metabricoleur.com/t23906-avis-sorotec-hobby-line#465309
++
David
J'ai soigneusement déballé et à ma grande surprise, l'aventure commence par une expérience ophtalmologique qui consiste à trier les 211 vis de 22 tailles différentes, les 62 rondelles ainsi que les 34 écrous qui sont savamment mélangés par l'expéditeur que je remercie chaleureusement.
pas cool ça, ils pourraient mettre ça dans des sachets plastiques séparés !!
Attention aux graisseurs
http://www.metabricoleur.com/t23906-avis-sorotec-hobby-line#465309
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Montage HOBBY-Line 10560
![]() Cnc2b Lun 21 Aoû 2023 - 16:28
Cnc2b Lun 21 Aoû 2023 - 16:28
Hello,
Après plusieurs heures de tri de vis j’ai pu monter les roulements des joues de portique. Je ne dispose que de peu de temps pour la CNC chaque jour

Ensuite j’ai attaqué les deux longs profilés ( adjonction d’un petit profilé carré tout du long avec écrous-marteaux), placer les arbres de précision en acier sur lesquels vont rouler les roues puis glisser la lèvre caoutchouc d’étanchéité.
Je marche sur des œufs pour le serrage car je n’ai pas d’indications et autant les axes des roues inox peuvent se serrer comme des bourrins autant je n’étais pas rassuré avec les écrous-marteaux dans le profilé Alu. Je pense en avoir foiré un sur les 16…

Effectivement il est demandé de ne pas utiliser les graisseurs contenus dans les sachets scellés des vis à billes mais ceux fournis avec les 2 millions de vis en vrac dans le colis

Je continue à pousser mes wagonnets…
Après plusieurs heures de tri de vis j’ai pu monter les roulements des joues de portique. Je ne dispose que de peu de temps pour la CNC chaque jour

Ensuite j’ai attaqué les deux longs profilés ( adjonction d’un petit profilé carré tout du long avec écrous-marteaux), placer les arbres de précision en acier sur lesquels vont rouler les roues puis glisser la lèvre caoutchouc d’étanchéité.
Je marche sur des œufs pour le serrage car je n’ai pas d’indications et autant les axes des roues inox peuvent se serrer comme des bourrins autant je n’étais pas rassuré avec les écrous-marteaux dans le profilé Alu. Je pense en avoir foiré un sur les 16…

Dh42 a écrit: Attention aux graisseurs
Effectivement il est demandé de ne pas utiliser les graisseurs contenus dans les sachets scellés des vis à billes mais ceux fournis avec les 2 millions de vis en vrac dans le colis

Je continue à pousser mes wagonnets…
Cnc2b- je prends du galon
- Messages : 92
Points : 98
Date d'inscription : 11/06/2023
Age : 58
Localisation : Corse
Re: Montage HOBBY-Line 10560
![]() Hervé-34 Lun 21 Aoû 2023 - 16:41
Hervé-34 Lun 21 Aoû 2023 - 16:41
Bonjour !
Étonnant ! à moins que les écrous soient en alu ?
il faut vraiment serrer très fort pour les foirer !
Ce qui m'est arrivé assez souvent, c'est que l'écrou ne soit
pas complètement tourné à 90° et qu'il s'échappe de la gorge
du profilé !
Hervé
cnc2b a écrit:Je pense en avoir foiré un sur les 16…
Étonnant ! à moins que les écrous soient en alu ?
il faut vraiment serrer très fort pour les foirer !
Ce qui m'est arrivé assez souvent, c'est que l'écrou ne soit
pas complètement tourné à 90° et qu'il s'échappe de la gorge
du profilé !
Hervé
Hervé-34- complétement accro

- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Montage HOBBY-Line 10560
![]() dh42 Ven 25 Aoû 2023 - 20:31
dh42 Ven 25 Aoû 2023 - 20:31
Salut,
ils font quelle épaisseur les montants du portique ?
Quel est ton ressenti pour l'instant ?
++
David
ils font quelle épaisseur les montants du portique ?
Quel est ton ressenti pour l'instant ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Montage HOBBY-Line 10560
![]() Cnc2b Sam 26 Aoû 2023 - 1:57
Cnc2b Sam 26 Aoû 2023 - 1:57
Salut,
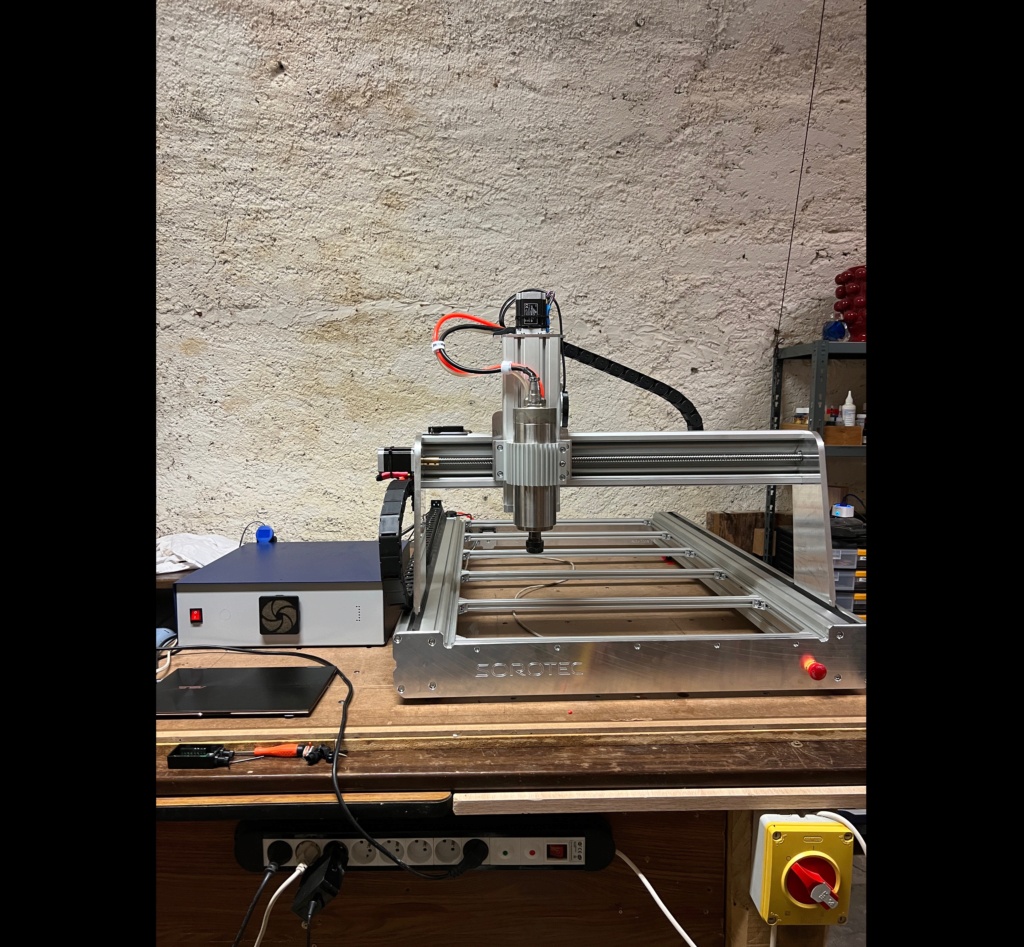
J’ai fini le montage mécanique. Ça a été très long compte tenu du peu de temps imparti chaque jour (nuit) en bossant 7/7 ailleurs...

Il me reste à monter le support de broche en 80, ma plaque de MDF avec les filetages, brancher mes limites d’axes et mes moteurs et tirer tous les fils et autres tuyaux d’eaux dans les gaines.
J’ai bien stressé pour le montage. Le truc le plus compliqué que j’avais monté avant c’etait un meuble IKEA (pour situer le niveau).
Jusque là il ne manque pas une seule pièce, une seule vis (et dieu sait s’il y en a!) mais il n’y a pas une seule vis ou rondelle en rabe. Donc il ne faut rien perdre, rien foirer.
Le mode d’emploi est précis et juste mais comme les vis, il n’y a pas un mot en trop. Il faut être bien concentré! Au début de chaque page je déprimais puis en relisant bien et en faisant un peu d’analogie, un débutant comme moi comprend peu à peu. Si j’exagerais, je dirais que si quelque chose est écrit il n’est pas photographié et inversement. Il faut donc bien se concentrer sur les photos toujours pas en surnombre (et à la définition pas terrible) et bien peser chaque mot. Parfois une pièce (ou un ensemble de pièces ) est appelé différemment que sur la fiche d’inventaire. Histoire de pimenter un peu. Le tout en anglais off course.
Je ne connais pas assez de cnc mais tout a l’air très costaud, les axes Y sont enfermés dans des coffres avec balais caoutchouc pour l’étanchéité . Pour moi qui vient d’une cnc avec vis hélicoïdales de 8 je suis impressionné par le poids des vis à bille qui sont de
vrais arbres de plusieurs kilos je pense (pour les plus longs).
13 David
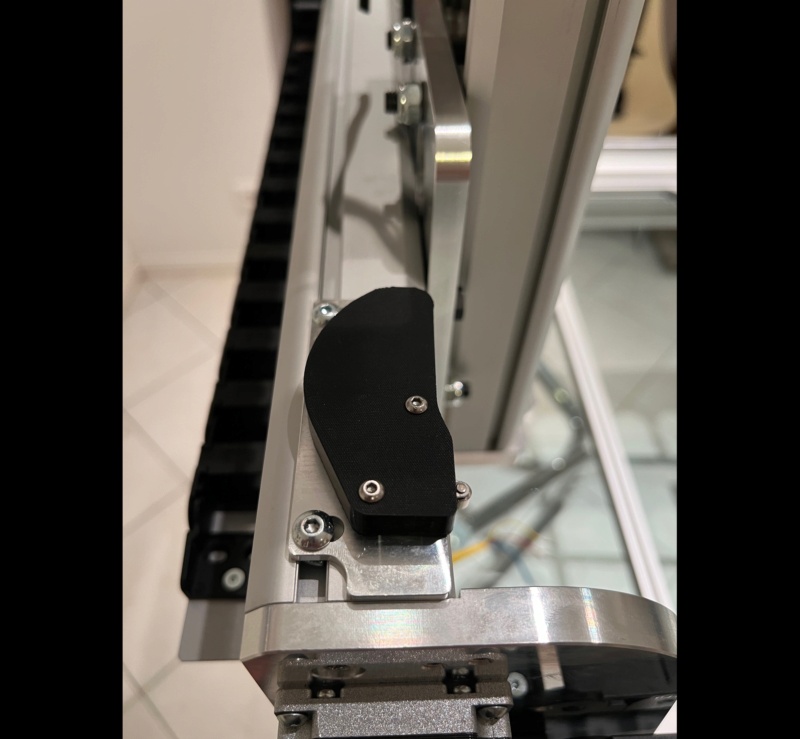
Le boîtier qui renferme le contact de course est super bien fait, il se fixe sur une plaque d’alu qui sert de gabarit exact et il se place donc au 1/10 à son point.



J’attends avec impatience de faire bouger tout ça. En espérant que ce sera fluide et que je ne vais pas me retrouver avec des tremblements ou des couinements. Tout a l’air assez dur à faire tourner à la main. J’espere que les moteurs seront à la hauteur. Ceci dit vu comme ils m’ont tordu les vis hélicoïdales sur l’ancienne CNC lors d’une sortie de route, ça devrait aller
Voilà pour aujourd’hui
A+
Stéphane
J’ai fini le montage mécanique. Ça a été très long compte tenu du peu de temps imparti chaque jour (nuit) en bossant 7/7 ailleurs...

Il me reste à monter le support de broche en 80, ma plaque de MDF avec les filetages, brancher mes limites d’axes et mes moteurs et tirer tous les fils et autres tuyaux d’eaux dans les gaines.
J’ai bien stressé pour le montage. Le truc le plus compliqué que j’avais monté avant c’etait un meuble IKEA (pour situer le niveau).
Jusque là il ne manque pas une seule pièce, une seule vis (et dieu sait s’il y en a!) mais il n’y a pas une seule vis ou rondelle en rabe. Donc il ne faut rien perdre, rien foirer.
Le mode d’emploi est précis et juste mais comme les vis, il n’y a pas un mot en trop. Il faut être bien concentré! Au début de chaque page je déprimais puis en relisant bien et en faisant un peu d’analogie, un débutant comme moi comprend peu à peu. Si j’exagerais, je dirais que si quelque chose est écrit il n’est pas photographié et inversement. Il faut donc bien se concentrer sur les photos toujours pas en surnombre (et à la définition pas terrible) et bien peser chaque mot. Parfois une pièce (ou un ensemble de pièces ) est appelé différemment que sur la fiche d’inventaire. Histoire de pimenter un peu. Le tout en anglais off course.
dh42 a écrit: Quel est ton ressenti pour l'instant ?
Je ne connais pas assez de cnc mais tout a l’air très costaud, les axes Y sont enfermés dans des coffres avec balais caoutchouc pour l’étanchéité . Pour moi qui vient d’une cnc avec vis hélicoïdales de 8 je suis impressionné par le poids des vis à bille qui sont de
vrais arbres de plusieurs kilos je pense (pour les plus longs).
Dh42 a écrit: ils font quelle épaisseur les montants du portique ?
13 David
Le boîtier qui renferme le contact de course est super bien fait, il se fixe sur une plaque d’alu qui sert de gabarit exact et il se place donc au 1/10 à son point.




J’attends avec impatience de faire bouger tout ça. En espérant que ce sera fluide et que je ne vais pas me retrouver avec des tremblements ou des couinements. Tout a l’air assez dur à faire tourner à la main. J’espere que les moteurs seront à la hauteur. Ceci dit vu comme ils m’ont tordu les vis hélicoïdales sur l’ancienne CNC lors d’une sortie de route, ça devrait aller
Voilà pour aujourd’hui
A+
Stéphane
Cnc2b- je prends du galon
- Messages : 92
Points : 98
Date d'inscription : 11/06/2023
Age : 58
Localisation : Corse
Re: Montage HOBBY-Line 10560
![]() Cnc2b Sam 26 Aoû 2023 - 2:03
Cnc2b Sam 26 Aoû 2023 - 2:03
J’ai oublié !
J’ai évidemment foiré un graisseur. Ils préviennent que le filetage est fragile. Je confirme.
En montant le graisseur de l’axe Z il fallait le bon nombre de tours pour se trouver en face du regard. J’ai tenté un de plus et ce fut celui de trop. En graissant, la tête est restée accrochée à mon pistolet à graisse. J’ai réussi à sortir proprement le filetage qui était resté à l’intérieur. Il faudra donc que je le recommande chez SRT.
J’ai évidemment foiré un graisseur. Ils préviennent que le filetage est fragile. Je confirme.
En montant le graisseur de l’axe Z il fallait le bon nombre de tours pour se trouver en face du regard. J’ai tenté un de plus et ce fut celui de trop. En graissant, la tête est restée accrochée à mon pistolet à graisse. J’ai réussi à sortir proprement le filetage qui était resté à l’intérieur. Il faudra donc que je le recommande chez SRT.
Cnc2b- je prends du galon
- Messages : 92
Points : 98
Date d'inscription : 11/06/2023
Age : 58
Localisation : Corse
Re: Montage HOBBY-Line 10560
![]() dh42 Sam 26 Aoû 2023 - 14:05
dh42 Sam 26 Aoû 2023 - 14:05
Salut,
C'est parce que c'est la version Hobby ! ... sur les plus grosses, c'est en Allemand
Ça fait peur de la voir posée sur une vitre !
du Ø16 x 1100mm de long, ça fait dans les 1.6Kg par vis (sans l'écrou)
Merci pour toutes ces photos
++
David
Histoire de pimenter un peu. Le tout en anglais off course.
C'est parce que c'est la version Hobby ! ... sur les plus grosses, c'est en Allemand
Ça fait peur de la voir posée sur une vitre !
Pour moi qui vient d’une cnc avec vis hélicoïdales de 8 je suis impressionné par le poids des vis à bille qui sont de vrais arbres de plusieurs kilos je pense (pour les plus longs).
du Ø16 x 1100mm de long, ça fait dans les 1.6Kg par vis (sans l'écrou)
Merci pour toutes ces photos
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Montage HOBBY-Line 10560
![]() Cnc2b Lun 28 Aoû 2023 - 19:40
Cnc2b Lun 28 Aoû 2023 - 19:40
Salut,
Elle a rejoint sa cave-atelier. Effectivement David je m’inquiétais moi aussi de la solidité de la plaque de verre sur laquelle je l’avais montée. Je l’ai déplacée avant de monter la broche histoire que ce ne soit pas l’élément de plus qui fasse tout éclater.
Il me reste à monter ma pâque MDF mais je sens la grosse prise de tête. Il y a 4 écrous marteaux par travée (6). Et il faut que tout ça s’encastre en une pose…
Du coup j’ai un peu joué avec les axes en attendant. Impossible de retrouver le bon réglage du référencement automatique qui marchait très bien sur mon ex CNC.
J’ai essayé en série mais tout s’arrête après le déclenchement de la limite Z.
Je pense que je me suis trompé dans les connexions des contacteurs. J’ai dû faire un mélange entre NO et NC. Ce soir je repasse en parallèle et je vérifie mes cosses.
Je suis en config B pour la position opérateur.
J’ai réglé mon pas en utilisant l’utilitaire Mach3. 800 sur y 320 sur x et il faut que je fasse z…
Elle a rejoint sa cave-atelier. Effectivement David je m’inquiétais moi aussi de la solidité de la plaque de verre sur laquelle je l’avais montée. Je l’ai déplacée avant de monter la broche histoire que ce ne soit pas l’élément de plus qui fasse tout éclater.
Il me reste à monter ma pâque MDF mais je sens la grosse prise de tête. Il y a 4 écrous marteaux par travée (6). Et il faut que tout ça s’encastre en une pose…
Du coup j’ai un peu joué avec les axes en attendant. Impossible de retrouver le bon réglage du référencement automatique qui marchait très bien sur mon ex CNC.
J’ai essayé en série mais tout s’arrête après le déclenchement de la limite Z.
Je pense que je me suis trompé dans les connexions des contacteurs. J’ai dû faire un mélange entre NO et NC. Ce soir je repasse en parallèle et je vérifie mes cosses.
Je suis en config B pour la position opérateur.
J’ai réglé mon pas en utilisant l’utilitaire Mach3. 800 sur y 320 sur x et il faut que je fasse z…

Cnc2b- je prends du galon
- Messages : 92
Points : 98
Date d'inscription : 11/06/2023
Age : 58
Localisation : Corse
Re: Montage HOBBY-Line 10560
![]() dh42 Lun 28 Aoû 2023 - 20:25
dh42 Lun 28 Aoû 2023 - 20:25
Salut,
Tu parles du steps per ? (pas/mm) .... ce n'est pas normal que tu ais des valeurs différentes alors que le pas des vis est le même en X et Y (à moins qu'il n'y ai une démultiplication au niveau de l'entrainement par courroie du portique ?) .. vérifie que tes drivers sont tous réglés sur le même mode µ-pas.
Tu aurais une photo de l'arrière et du montage des poulies/courroies ?
Ok donc tu devrais avoir à peut près ces valeurs (la course réelle peut légèrement différer des valeurs fournies sur la doc)
Y: soft max = 0 et soft min = -1050
X: soft max = 610 et soft min = 0
Z: soft max = 0 et soft min = -140
La "grosse" broche à l'air de bien s'intégrer
++
David
J’ai réglé mon pas en utilisant l’utilitaire Mach3. 800 sur y 320 sur x et il faut que je fasse z…
Tu parles du steps per ? (pas/mm) .... ce n'est pas normal que tu ais des valeurs différentes alors que le pas des vis est le même en X et Y (à moins qu'il n'y ai une démultiplication au niveau de l'entrainement par courroie du portique ?) .. vérifie que tes drivers sont tous réglés sur le même mode µ-pas.
Tu aurais une photo de l'arrière et du montage des poulies/courroies ?
Impossible de retrouver le bon réglage du référencement automatique qui marchait très bien sur mon ex CNC.
J’ai essayé en série mais tout s’arrête après le déclenchement de la limite Z.
Je pense que je me suis trompé dans les connexions des contacteurs. J’ai dû faire un mélange entre NO et NC. Ce soir je repasse en parallèle et je vérifie mes cosses.
Je suis en config B pour la position opérateur.
Ok donc tu devrais avoir à peut près ces valeurs (la course réelle peut légèrement différer des valeurs fournies sur la doc)
Y: soft max = 0 et soft min = -1050
X: soft max = 610 et soft min = 0
Z: soft max = 0 et soft min = -140
La "grosse" broche à l'air de bien s'intégrer
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Cnc2b- je prends du galon
- Messages : 92
Points : 98
Date d'inscription : 11/06/2023
Age : 58
Localisation : Corse
Re: Montage HOBBY-Line 10560
![]() dh42 Lun 28 Aoû 2023 - 22:49
dh42 Lun 28 Aoû 2023 - 22:49
J'ai regardé sur la doc, mais ils ne disent pas si les poulies 7 et 8 ont le même nombre de dents, si c'est le cas, alors le "steps per" en X et Y devrait être le même .... et même si ce n'est pas le cas, je doute qu'il y ai un rapport de 2.5 au niveau des poulies (800/320), donc il doit y avoir un bug quelque part au niveau du réglage µ-pas du driver ....
en pas de 10, un steps per de 320 correspond à un drivers réglé sur 1/16 de pas (3200 step/rev - ON ON OFF ON) mais un steps per de 800, ça fait un µ-pas réglé à 1/40 (8000 step/rev - ON ON OFF OFF) ..
pour le Z, avec un pas de 4 et un driver réglé en 3200 steps/rev, ça fait un steps per de 640
++
David
en pas de 10, un steps per de 320 correspond à un drivers réglé sur 1/16 de pas (3200 step/rev - ON ON OFF ON) mais un steps per de 800, ça fait un µ-pas réglé à 1/40 (8000 step/rev - ON ON OFF OFF) ..
pour le Z, avec un pas de 4 et un driver réglé en 3200 steps/rev, ça fait un steps per de 640
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Montage HOBBY-Line 10560
![]() Cnc2b Mar 29 Aoû 2023 - 0:42
Cnc2b Mar 29 Aoû 2023 - 0:42
Je crois que je me suis gouré dans mes annonces, je suis à 320 pas par mm sur X et Y et à 800 sur Z où le diamètre de l'axe est de 12 x 4 au lieu de 16 x 10.
Mes dipswitches de drivers sont positionnés à l'identique.
J'ai finalement posé ma plaque MDF assez facilement. Je l'ai présentée et j'ai fait des points noirs avec des coton-tiges et du colorant à travers chaque perforation de fixation.
Je l'ai retirée puis j'ai positionné les écrous marteaux sur les points. Ensuite je l'ai posée délicatement et tout à correspondu. Toutes les vis ont pris les écrous.
Ensuite j'ai vissé les vis creuses filetées à l'interieur pour clamper. Comme ça ne forçait pas trop j'ai mis un peu de colle a bois sur le filetage mais c'est peu être totalement inutile.

En revanche je ne m'en sors pas avec mon référencement. Je suis en parallèle avec des contacts NO. Lorsque j'appuie sur un des 3 contacts mes voyants XYZ s'allument bien en même temps puisqu'ils sont sur le même pin#1.
Mon "origines et limites" ressemble à ça:

Mes E/S à ça:

Quand j'appuie sur "Référencer" ça me fait un petit pas dans chaque direction, un peu X, un peu Y, un peu Z. A chaque fois que je rappuie, ca refait des pas assez irréguliers (entre 1mm et 1 cm).
Je ne comprends pas où je me suis raté
Mes dipswitches de drivers sont positionnés à l'identique.
J'ai finalement posé ma plaque MDF assez facilement. Je l'ai présentée et j'ai fait des points noirs avec des coton-tiges et du colorant à travers chaque perforation de fixation.
Je l'ai retirée puis j'ai positionné les écrous marteaux sur les points. Ensuite je l'ai posée délicatement et tout à correspondu. Toutes les vis ont pris les écrous.
Ensuite j'ai vissé les vis creuses filetées à l'interieur pour clamper. Comme ça ne forçait pas trop j'ai mis un peu de colle a bois sur le filetage mais c'est peu être totalement inutile.

En revanche je ne m'en sors pas avec mon référencement. Je suis en parallèle avec des contacts NO. Lorsque j'appuie sur un des 3 contacts mes voyants XYZ s'allument bien en même temps puisqu'ils sont sur le même pin#1.
Mon "origines et limites" ressemble à ça:

Mes E/S à ça:

Quand j'appuie sur "Référencer" ça me fait un petit pas dans chaque direction, un peu X, un peu Y, un peu Z. A chaque fois que je rappuie, ca refait des pas assez irréguliers (entre 1mm et 1 cm).
Je ne comprends pas où je me suis raté
Cnc2b- je prends du galon
- Messages : 92
Points : 98
Date d'inscription : 11/06/2023
Age : 58
Localisation : Corse
Re: Montage HOBBY-Line 10560
![]() dh42 Mar 29 Aoû 2023 - 1:30
dh42 Mar 29 Aoû 2023 - 1:30
Je crois que je me suis gouré dans mes annonces, je suis à 320 pas par mm sur X et Y et à 800 sur Z où le diamètre de l'axe est de 12 x 4 au lieu de 16 x 10.
Ok, et moi aussi je me suis trompé pour le Z, j'ai fait le calcul pour un pas de 5
Les réglages de tes contacts me paraissent OK, à un détail près, avec des contacts NO en //, "actif à 0" (active low) devrait avoir une coche verte.

Juste pour info, sur l'écran "diagnostics" tu as des boutons pour référencer X, Y et Z séparément, ça peut être utile pour les tests
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Montage HOBBY-Line 10560
![]() Cnc2b Mar 29 Aoû 2023 - 2:42
Cnc2b Mar 29 Aoû 2023 - 2:42
Ok merci David. Bon là je ne m’en sors pas. Je recommencerai demain. Je vais reconnecter dans mon boîtier peut être changer de #pin pour faire un truc propre. Je me demande si j’ai pas fait un pont quelque part. Ça ne marche ni en « actif à 0 » ni sans. Et j’ai des messages d’erreur comme si mes connecteurs n’étaient pas branchés alors que les voyants « diagnostic » et ceux du plugin correspondent bien aux mouvements des contacteurs.
Histoire d’augmenter mes chances de diagnostics: est ce que je peux câbler chaque contacteur sur un pin# différent? Est ce que la fonction « référencer » le gère? Merci
Histoire d’augmenter mes chances de diagnostics: est ce que je peux câbler chaque contacteur sur un pin# différent? Est ce que la fonction « référencer » le gère? Merci
Cnc2b- je prends du galon
- Messages : 92
Points : 98
Date d'inscription : 11/06/2023
Age : 58
Localisation : Corse
Re: Montage HOBBY-Line 10560
![]() dh42 Mar 29 Aoû 2023 - 3:55
dh42 Mar 29 Aoû 2023 - 3:55
Histoire d’augmenter mes chances de diagnostics: est ce que je peux câbler chaque contacteur sur un pin# différent? Est ce que la fonction « référencer » le gère?
Oui, tout à fait, il suffira de mettre le bon n° de pin pour chaque contact dans la colonne "Borne n°" des signaux d'entrée.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Montage HOBBY-Line 10560
![]() Cnc2b Sam 2 Sep 2023 - 0:16
Cnc2b Sam 2 Sep 2023 - 0:16
Bonsoir
Merci David pour l’info.
Tout fonctionne bien. Mon référencement se fait bien. J’ai rajouté un palpeur carré avec un rebord qui me fait le Z zéro nickel. J’aimerais faire le x et le y zéro en venant toucher les bords à l’horizontale. Il faut que je retrouve le tuto. Je croyais que c’était natif dans Mach3 mais quand je clique sur le schéma dans l’onglet décalages et bien rien ne se passe.
Il faut aussi que je comprenne mieux les G53, et compagnie. J’ai usiné un angle principal de calage que je vais laisser fixe et j’aimerais paramétrer un zéro x et y en coordonnées machine afin d’y aller juste après le référencement.
Là je joue un peu et ensuite je me penche sur la théorie.
Quand on a monté sa CNC soi-même on est beaucoup plus prudent avant d’envoyer des commandes. C’est bizarre
A+
Merci David pour l’info.
Tout fonctionne bien. Mon référencement se fait bien. J’ai rajouté un palpeur carré avec un rebord qui me fait le Z zéro nickel. J’aimerais faire le x et le y zéro en venant toucher les bords à l’horizontale. Il faut que je retrouve le tuto. Je croyais que c’était natif dans Mach3 mais quand je clique sur le schéma dans l’onglet décalages et bien rien ne se passe.
Il faut aussi que je comprenne mieux les G53, et compagnie. J’ai usiné un angle principal de calage que je vais laisser fixe et j’aimerais paramétrer un zéro x et y en coordonnées machine afin d’y aller juste après le référencement.
Là je joue un peu et ensuite je me penche sur la théorie.
Quand on a monté sa CNC soi-même on est beaucoup plus prudent avant d’envoyer des commandes. C’est bizarre
A+
Cnc2b- je prends du galon
- Messages : 92
Points : 98
Date d'inscription : 11/06/2023
Age : 58
Localisation : Corse

Cnc2b- je prends du galon
- Messages : 92
Points : 98
Date d'inscription : 11/06/2023
Age : 58
Localisation : Corse
Re: Montage HOBBY-Line 10560
![]() dh42 Sam 2 Sep 2023 - 3:25
dh42 Sam 2 Sep 2023 - 3:25
Salut,
Ah non ! les macro de palpage X et Y n'existent pas en natif, il faut les rajouter (il doit y avoir des screenset qui les ont je pense)
Le G53 c'est les coord machine ; il ne sert que pour envoyer les axes à un point fixe de la machine (qui ne change jamais de coordonnées), comme par exemple un palpeur fixe, une position de changement d'outil, à la position parking .... et le 0 machine est donné par les contacts de référencement ... mais les coord machine ne sont pas utilisées par le Gcode d'usinage lui-même, il utilise les coordonnées pièce, qui elles, peuvent être mise à 0 n'importe ou.
Par défaut, quand on démarre Mach3, il utilise les coordonnée pièce en G54, c'est donc le 0 en G54 que tu devra faire à ton angle, c'est lui qui correspond aux coordonnées de ton Gcode, pas le 0 machine.
Une fois fait, le 0 en G54 peut être mémorisé sur le disque dur (automatiquement à la fermeture de Mach3, ou sur demande) .. et ce 0 pièce n'est autre qu'un décalage par rapport au 0 machine, donc une fois ton 0 pièce mémorisé, lorsque tu démarre la machine, tu fais le référencement et automatiquement Mach3 retrouvera le 0 pièce grâce au décalage qu'il aura mémorisé.
Pour t'assurer que Mach3 sauvera le décalage en G54 que tu auras mémorisé en faisant ton 0 pièce, vas dans la config générale, dernière colonne à droite, en bas, et coche "Optional offset save", "persistant offsets" et "Persistent DROs"
Quand tu quitteras Mach3, il te demandera "Offset save ?", répond oui (il ne te le demandera que si il y a eu un changement de ton 0 en G54, au autres G5x, depuis la dernière cession)
Si tu veux sauver ton décalage sans quitter le soft, menu Config/Fixtures > clique sur le bouton Save dans la fenêtre des décalages.
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
le paquet d'€ que ça coute ne doit pas y être étranger non plus !!
++
David
J’aimerais faire le x et le y zéro en venant toucher les bords à l’horizontale. Il faut que je retrouve le tuto. Je croyais que c’était natif dans Mach3 mais quand je clique sur le schéma dans l’onglet décalages et bien rien ne se passe.
Ah non ! les macro de palpage X et Y n'existent pas en natif, il faut les rajouter (il doit y avoir des screenset qui les ont je pense)
Il faut aussi que je comprenne mieux les G53, et compagnie. J’ai usiné un angle principal de calage que je vais laisser fixe et j’aimerais paramétrer un zéro x et y en coordonnées machine afin d’y aller juste après le référencement.
Le G53 c'est les coord machine ; il ne sert que pour envoyer les axes à un point fixe de la machine (qui ne change jamais de coordonnées), comme par exemple un palpeur fixe, une position de changement d'outil, à la position parking .... et le 0 machine est donné par les contacts de référencement ... mais les coord machine ne sont pas utilisées par le Gcode d'usinage lui-même, il utilise les coordonnées pièce, qui elles, peuvent être mise à 0 n'importe ou.
Par défaut, quand on démarre Mach3, il utilise les coordonnée pièce en G54, c'est donc le 0 en G54 que tu devra faire à ton angle, c'est lui qui correspond aux coordonnées de ton Gcode, pas le 0 machine.
Une fois fait, le 0 en G54 peut être mémorisé sur le disque dur (automatiquement à la fermeture de Mach3, ou sur demande) .. et ce 0 pièce n'est autre qu'un décalage par rapport au 0 machine, donc une fois ton 0 pièce mémorisé, lorsque tu démarre la machine, tu fais le référencement et automatiquement Mach3 retrouvera le 0 pièce grâce au décalage qu'il aura mémorisé.
Pour t'assurer que Mach3 sauvera le décalage en G54 que tu auras mémorisé en faisant ton 0 pièce, vas dans la config générale, dernière colonne à droite, en bas, et coche "Optional offset save", "persistant offsets" et "Persistent DROs"
Quand tu quitteras Mach3, il te demandera "Offset save ?", répond oui (il ne te le demandera que si il y a eu un changement de ton 0 en G54, au autres G5x, depuis la dernière cession)
Si tu veux sauver ton décalage sans quitter le soft, menu Config/Fixtures > clique sur le bouton Save dans la fenêtre des décalages.
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
Quand on a monté sa CNC soi-même on est beaucoup plus prudent avant d’envoyer des commandes. C’est bizarre
le paquet d'€ que ça coute ne doit pas y être étranger non plus !!
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Montage HOBBY-Line 10560
![]() Cnc2b Sam 2 Sep 2023 - 23:02
Cnc2b Sam 2 Sep 2023 - 23:02
Merci David,
Je comprends mieux car c'était un peu abstrait. A partir du moment ou les autres Gxx sont des décalages du G53, je comprends la hiérarchie.
Je pensais que c'était des données compartimentées qui se remettaient (ou pas) à zero séparément et indépendamment l'une de l'autre et sans être certain de l'effet d'un redémarrage de Mach3 sur les valeurs.
Je vais donc répertorier les décalages et les rentrer dans les définitions des différents Gxx.
J'ai trouvé un screen avec le script du probe x,y,z mais il sort en partie noir sur mon écran donc inutilisable en l'état car on ne voit pas les boutons. Donc je crois que je vais avoir un nouvel ami qui s'appelle Macscreen
Petite question: j'ai mon palpeur qui marche sans le fil negatif en 24v0. Est ce que j'ai quelque chose qui fait masse avec ma broche ou est_ce normal?
Sinon la rigidité de la HL est assez impressionnante mais comparé à mon ancienne on ne pouvait faire que mieux. Les différences de couches sont indétectables en creusement de poches.
Avant quand j'envoyais une mauvaise commande sur mon ancienne CNC je cassais tout. Là, ça se bloque et rien ne bronche. J'imagine que c'est très mauvais pour la structure et j'espère ne plus en envoyer maintenant que j'ai un peu mieux compris les Gxx. Mais on n'est jamais à l'abri 'une nouvelle bidouille tentante
Je comprends mieux car c'était un peu abstrait. A partir du moment ou les autres Gxx sont des décalages du G53, je comprends la hiérarchie.
Je pensais que c'était des données compartimentées qui se remettaient (ou pas) à zero séparément et indépendamment l'une de l'autre et sans être certain de l'effet d'un redémarrage de Mach3 sur les valeurs.
Je vais donc répertorier les décalages et les rentrer dans les définitions des différents Gxx.
J'ai trouvé un screen avec le script du probe x,y,z mais il sort en partie noir sur mon écran donc inutilisable en l'état car on ne voit pas les boutons. Donc je crois que je vais avoir un nouvel ami qui s'appelle Macscreen
Petite question: j'ai mon palpeur qui marche sans le fil negatif en 24v0. Est ce que j'ai quelque chose qui fait masse avec ma broche ou est_ce normal?
Sinon la rigidité de la HL est assez impressionnante mais comparé à mon ancienne on ne pouvait faire que mieux. Les différences de couches sont indétectables en creusement de poches.
Avant quand j'envoyais une mauvaise commande sur mon ancienne CNC je cassais tout. Là, ça se bloque et rien ne bronche. J'imagine que c'est très mauvais pour la structure et j'espère ne plus en envoyer maintenant que j'ai un peu mieux compris les Gxx. Mais on n'est jamais à l'abri 'une nouvelle bidouille tentante
Cnc2b- je prends du galon
- Messages : 92
Points : 98
Date d'inscription : 11/06/2023
Age : 58
Localisation : Corse
Re: Montage HOBBY-Line 10560
![]() dh42 Sam 2 Sep 2023 - 23:26
dh42 Sam 2 Sep 2023 - 23:26
Petite question: j'ai mon palpeur qui marche sans le fil negatif en 24v0. Est ce que j'ai quelque chose qui fait masse avec ma broche ou est_ce normal?
C'est quoi comme palpeur ? ... le truc chinois avec une pince croco à mettre sur la fraise ?
J'imagine que c'est très mauvais pour la structure et j'espère ne plus en envoyer maintenant que j'ai un peu mieux compris les Gxx. Mais on n'est jamais à l'abri 'une nouvelle bidouille tentante
J'ai bien tapé quelques fois et je n'ai encore rien cassé ... enfin si, la broche, sur la Kress avec ma CN précédente (BZT PF) j'ai tordu l'arbre de broche en tapant dans une vis de fixation de la pièce.
Tu as réglé à combien en accélération et vitesse maxi sur tes axes ?
++
David
edit: et voila, 2 Hobby line dans la liste
http://www.atelier-des-fougeres.fr/Cambam/Aide/les%20cnc%20du%20forum.htm
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Montage HOBBY-Line 10560
![]() Cnc2b Dim 3 Sep 2023 - 14:32
Cnc2b Dim 3 Sep 2023 - 14:32
LOL oui. Du coup je n'ai même pas besoin du crocodileC'est quoi comme palpeur ? ... le truc chinois avec une pince croco à mettre sur la fraise ?
Du coup je ne m'y suis plus intéressé comme tout a l'air de bien marcher.Tu as réglé à combien en accélération et vitesse maxi sur tes axes ?
Mais tu fais bien de me rappeler ce sujet:
X & Y:

Z:

Cnc2b- je prends du galon
- Messages : 92
Points : 98
Date d'inscription : 11/06/2023
Age : 58
Localisation : Corse
Re: Montage HOBBY-Line 10560
![]() dh42 Dim 3 Sep 2023 - 19:08
dh42 Dim 3 Sep 2023 - 19:08
LOL oui. Du coup je n'ai même pas besoin du crocodile
Ok, donc c'est normal, la pince croco sert à amener la masse sur la fraise, mais comme la carcasse de la machine et la broche sont déjà à la masse, ta fraise y est aussi .... mais, pour atteindre la fraise, la masse passe par les billes des roulements ... donc ce n'est pas idéal ... et bien sur, ça ne passe pas du tout si tu as une broche à roulements céramiques
en XY, tu peux passer la vitesse à 4000 mm/min avec accélérations à 500 mm/s² ; si tu constate des pertes de pas en rapide, descends à 3000
pour le Z, 3000 c'est OK, mais la aussi tu peux passer l'accélération à 500 mm/s²
n'oublie pas de cliquer sur "Enregistrer l'axe en cours" pour chaque axe.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» Avis SOROTEC HOBBY LINE
» MONTAGE SRT Compact-Line CL0805
» HOBBY 700 3DRcnc
» Projet Sorotec Alu Line 1107
» Achat Sorotec Alu-Line 1110 + Vos conseils ?
» MONTAGE SRT Compact-Line CL0805
» HOBBY 700 3DRcnc
» Projet Sorotec Alu Line 1107
» Achat Sorotec Alu-Line 1110 + Vos conseils ?
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum