






Optimiser de la gravure 3D
4 participants
Page 1 sur 1

 Optimiser de la gravure 3D
Optimiser de la gravure 3D
![]() Dagda Jeu 11 Mai 2023 - 21:23
Dagda Jeu 11 Mai 2023 - 21:23
Salut à tous.
Je suis en train d'usiner des tranches de 45mm d'épaisseur assez grande dans le but des les assembler par la suite (collage) pour faire un pavillon audio.
Voilà le morceau sous CamBam.
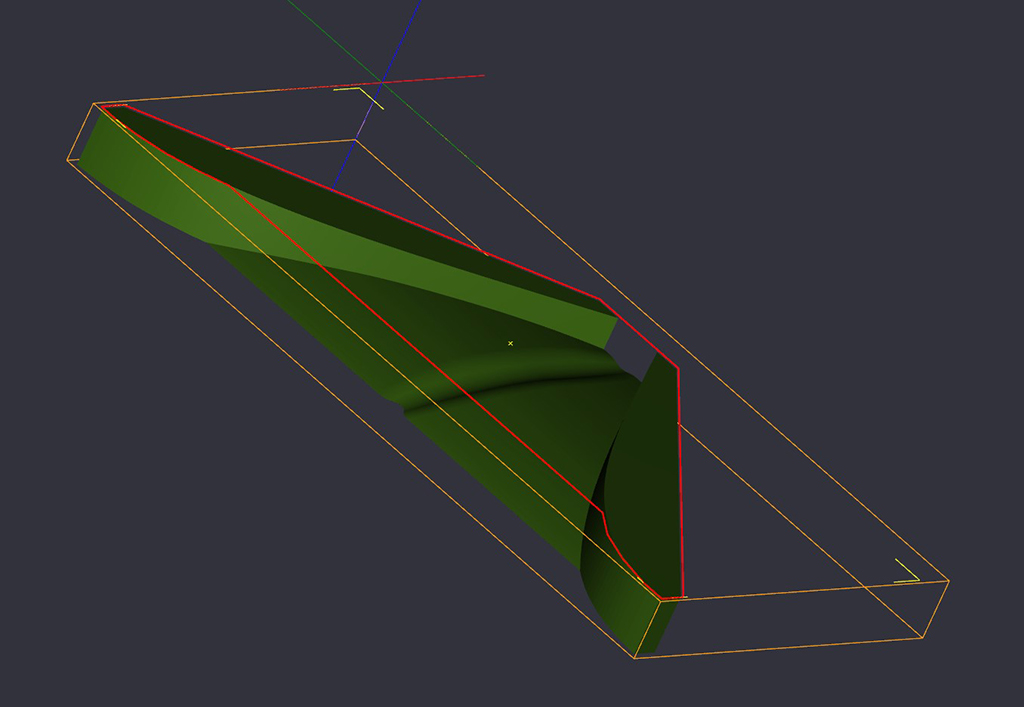
Je n'arrive pas à optimiser la défonce pour vraiment faire du gros dégagement de matière en premier lieu puis du fin pour "lisser".
J'ai un fraise de 6mm hémisphérique pour faire de la gravure 3D mais je n'arrive pas à trouver une première étape "sauvage" pour dégager un max de matière.
J'ai déjà fait un contour pour dégrossir (avec un décalage de 1mm, c'est la polyligne rouge que l'on voit). J'ai bien une étape fine avec de la gravure horizontale pour lisser mais entre les deux, je ne trouve rien qui permette de gagner du temps.
Vous faites quoi comme réglage et comme passes pour aller plus vite ?
D
Je suis en train d'usiner des tranches de 45mm d'épaisseur assez grande dans le but des les assembler par la suite (collage) pour faire un pavillon audio.
Voilà le morceau sous CamBam.
Je n'arrive pas à optimiser la défonce pour vraiment faire du gros dégagement de matière en premier lieu puis du fin pour "lisser".
J'ai un fraise de 6mm hémisphérique pour faire de la gravure 3D mais je n'arrive pas à trouver une première étape "sauvage" pour dégager un max de matière.
J'ai déjà fait un contour pour dégrossir (avec un décalage de 1mm, c'est la polyligne rouge que l'on voit). J'ai bien une étape fine avec de la gravure horizontale pour lisser mais entre les deux, je ne trouve rien qui permette de gagner du temps.
Vous faites quoi comme réglage et comme passes pour aller plus vite ?
D

Dagda- complétement accro

- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois

Re: Optimiser de la gravure 3D
![]() dh42 Jeu 11 Mai 2023 - 22:37
dh42 Jeu 11 Mai 2023 - 22:37
Salut,
Pour l'ébauche en 3D, surtout s'il y a de grosses différences de niveaux, le plus efficace c'est l'usinage 3D - lignes de niveau - ébauche.
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/tutorials/Usinage3D_overview.html#waterline_eb
PS, ça s'utilise avec une fraise cylindrique.
++
David
Pour l'ébauche en 3D, surtout s'il y a de grosses différences de niveaux, le plus efficace c'est l'usinage 3D - lignes de niveau - ébauche.
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/tutorials/Usinage3D_overview.html#waterline_eb
PS, ça s'utilise avec une fraise cylindrique.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Optimiser de la gravure 3D
![]() Le Canayien Ven 12 Mai 2023 - 18:03
Le Canayien Ven 12 Mai 2023 - 18:03
Salut David,
J'avais oublier ton site de Cambam comment il est bien fait. Ce sera ma lecture pour toute l'été en camping-car.
Je te remercie au nom de tous pour cet excellent travail.
J'avais oublier ton site de Cambam comment il est bien fait. Ce sera ma lecture pour toute l'été en camping-car.
Je te remercie au nom de tous pour cet excellent travail.

Le Canayien- acharné du forum

- Messages : 570
Points : 824
Date d'inscription : 08/08/2011
Age : 72
Localisation : Boucherville, Province de Québec, Canada
Re: Optimiser de la gravure 3D
![]() Dagda Ven 12 Mai 2023 - 18:37
Dagda Ven 12 Mai 2023 - 18:37
Parfaitement !
La solution est en effet bonne avec en premier les lignes de niveau / ébauche puis le final avec le mode "horizontal".
Bon, là je viens juste d'avoir une perte totale de la localisation de la broche pour une raison qui m'échappe mais pas de casse ni de problème sur la pièce
Comme je n'étais pas devant la machine je ne sais pas ce qui s'est passé exactement ...
La solution est en effet bonne avec en premier les lignes de niveau / ébauche puis le final avec le mode "horizontal".
Bon, là je viens juste d'avoir une perte totale de la localisation de la broche pour une raison qui m'échappe mais pas de casse ni de problème sur la pièce
Comme je n'étais pas devant la machine je ne sais pas ce qui s'est passé exactement ...
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Optimiser de la gravure 3D
![]() dh42 Sam 13 Mai 2023 - 0:39
dh42 Sam 13 Mai 2023 - 0:39
Le Canayien a écrit:Salut David,
J'avais oublier ton site de Cambam comment il est bien fait. Ce sera ma lecture pour toute l'été en camping-car.
Je te remercie au nom de tous pour cet excellent travail.
Merci, mais ça reste à finir
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Optimiser de la gravure 3D
![]() Dagda Sam 13 Mai 2023 - 22:05
Dagda Sam 13 Mai 2023 - 22:05
Bon bon bon ...
Pourquoi ... ?
Lorsque je fais un usinage 3D en mode finition (horizontale, petite passe, gros chevauchement, ...) CamBam me fait ça !
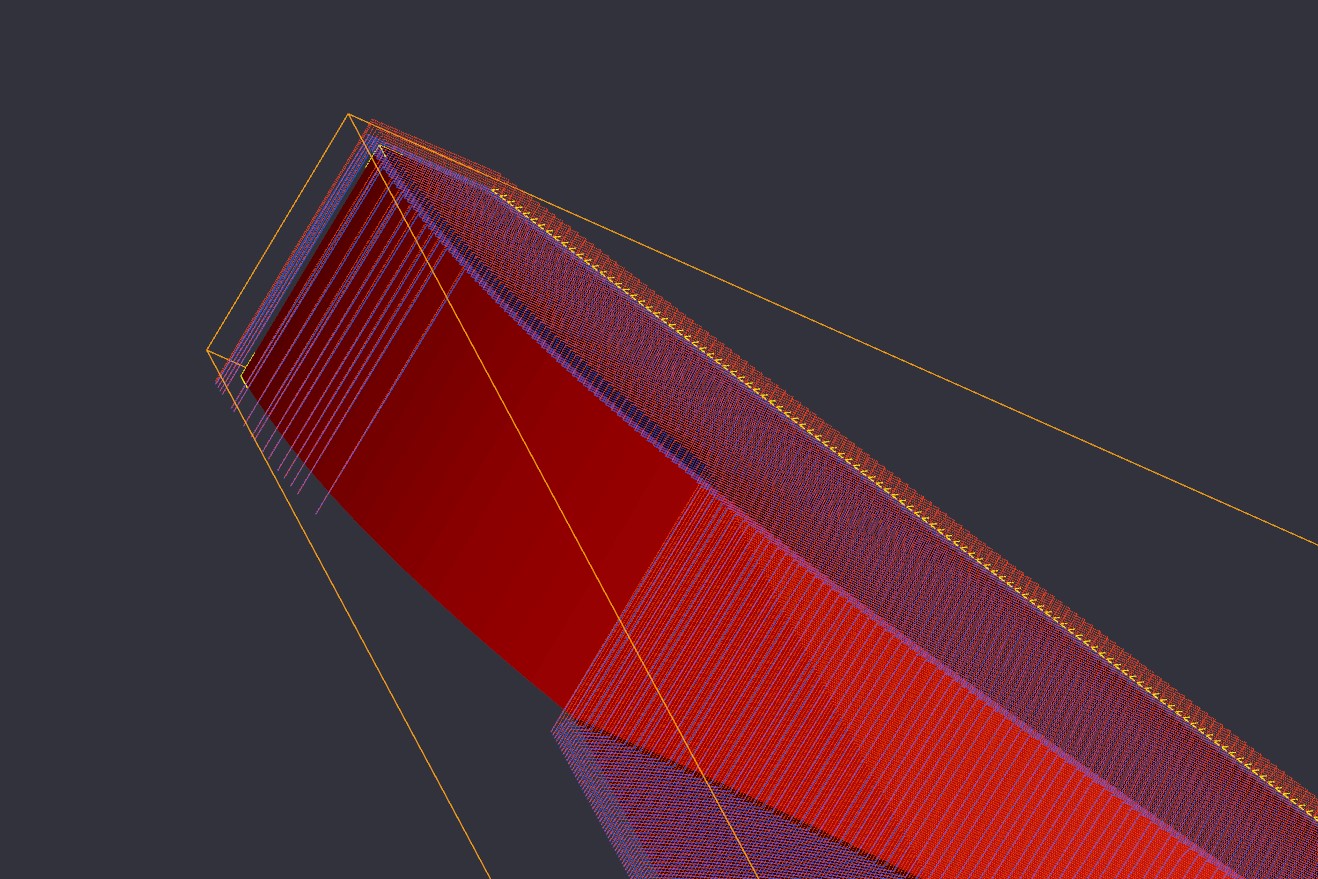
Et une fois usiné j'ai ça, la fraise ne va pas jusqu'en bas de temps à autre ...
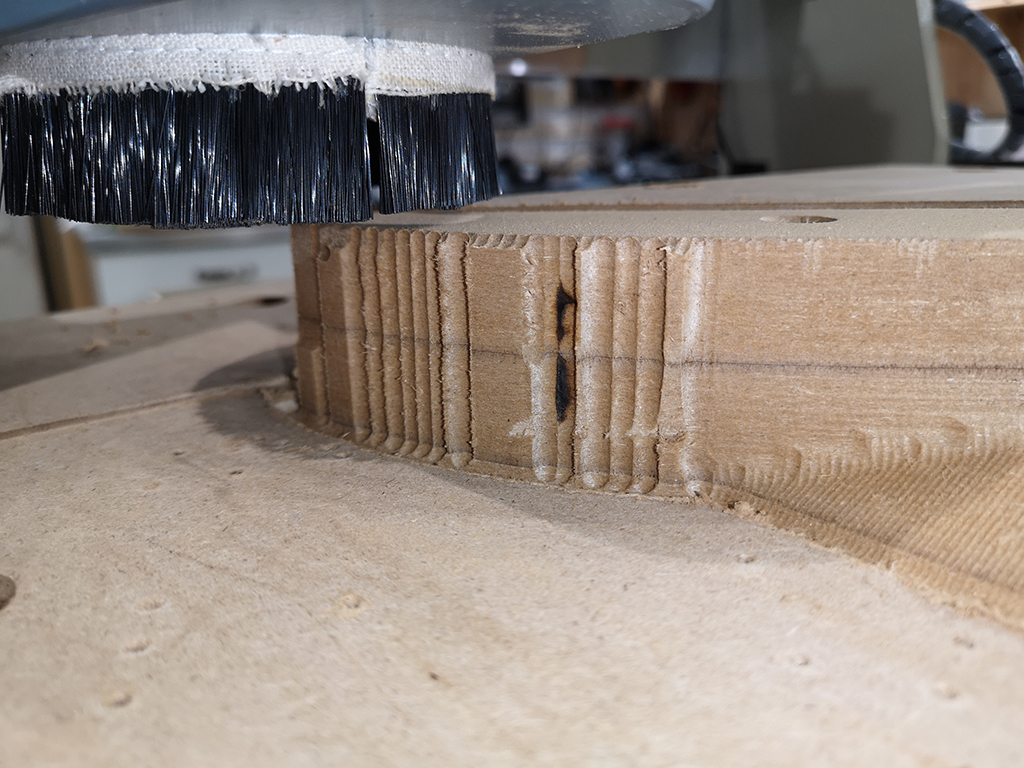
J'ai testé plein de paramètres et ça merdois à chaque fois. Etrangement ça ne me le fait pas sur le premier fichier STL (C'est un seul et même fichier qui a simplement été tranché en 5 morceaux de 44mm).
D.
Pourquoi ... ?
Lorsque je fais un usinage 3D en mode finition (horizontale, petite passe, gros chevauchement, ...) CamBam me fait ça !
Et une fois usiné j'ai ça, la fraise ne va pas jusqu'en bas de temps à autre ...
J'ai testé plein de paramètres et ça merdois à chaque fois. Etrangement ça ne me le fait pas sur le premier fichier STL (C'est un seul et même fichier qui a simplement été tranché en 5 morceaux de 44mm).
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Optimiser de la gravure 3D
![]() dh42 Sam 13 Mai 2023 - 22:13
dh42 Sam 13 Mai 2023 - 22:13
Salut,
Il faudrait zipper ton fichier .cb et le mettre en Pj pour que je vois. A mon avis c'est probablement un problème de limite d'usinage qu'il faudrait augmenter un peu.
Ça peut aussi venir de la qualité du modèle 3D, mais en général CB n'est pas trop exigeant en usinage 3D par balayage, ce n'est pas le cas en mode lignes de niveau, ou il faut un modèle sans erreur (et "étanche") comme en impression 3D
++
David
Il faudrait zipper ton fichier .cb et le mettre en Pj pour que je vois. A mon avis c'est probablement un problème de limite d'usinage qu'il faudrait augmenter un peu.
Etrangement ça ne me le fait pas sur le premier fichier STL (C'est un seul et même fichier qui a simplement été tranché en 5 morceaux de 44mm).
Ça peut aussi venir de la qualité du modèle 3D, mais en général CB n'est pas trop exigeant en usinage 3D par balayage, ce n'est pas le cas en mode lignes de niveau, ou il faut un modèle sans erreur (et "étanche") comme en impression 3D
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Optimiser de la gravure 3D
![]() Dagda Dim 14 Mai 2023 - 9:44
Dagda Dim 14 Mai 2023 - 9:44
Limite d'usinage ... ok ça semble cohérent mais c'est une zone en plein dans le brut (pas au bord) et ça le fait aussi sur l'arrière de la pièce mais là je m'en fout.
En pièce jointe le fichier zip
En pièce jointe le fichier zip
- Fichiers joints

- V2.zip Fichier STL et CBVous n'avez pas la permission de télécharger les fichiers joints.(345 Ko) Téléchargé 3 fois
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Optimiser de la gravure 3D
![]() dh42 Lun 15 Mai 2023 - 0:57
dh42 Lun 15 Mai 2023 - 0:57
Salut,
OK, dans tes 2 op 3D, met "étendre limites" à 2 et tout rentre dans l'ordre.
Tu peux aussi passer le "sens d'usinage" sur "Mixte" pour éviter des trajet à vide de la fraise (usinage allez/retour)
++
David
OK, dans tes 2 op 3D, met "étendre limites" à 2 et tout rentre dans l'ordre.
Tu peux aussi passer le "sens d'usinage" sur "Mixte" pour éviter des trajet à vide de la fraise (usinage allez/retour)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Optimiser de la gravure 3D
![]() Dagda Lun 15 Mai 2023 - 18:08
Dagda Lun 15 Mai 2023 - 18:08
En effet c'est parfait comme ça 
Je vais tester ça.
Par contre pour le mixte je ne sais pas puisque la fraise n'est pas coupante sur 45mm ...
Merci David

Je vais tester ça.
Par contre pour le mixte je ne sais pas puisque la fraise n'est pas coupante sur 45mm ...
Merci David
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Optimiser de la gravure 3D
![]() dh42 Lun 15 Mai 2023 - 18:21
dh42 Lun 15 Mai 2023 - 18:21
Par contre pour le mixte je ne sais pas puisque la fraise n'est pas coupante sur 45mm ...
Je ne vois pas trop le rapport
Le mode mixte évite que l'outil revienne en rapide au début de chaque trajectoire ; par exemple sur un balayage horizontal, en mode Avalant ou Opposition l'outil va couper un parcours en se déplaçant de gauche à droite, puis va revenir à gauche en rapide pour faire la coupe du parcours suivant (ou l'inverse). En mode mixte la coupe se fera aussi bien à l'aller qu'un retour, ce qui divise le temps d'usinage par deux.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Optimiser de la gravure 3D
![]() diomedea Lun 15 Mai 2023 - 20:00
diomedea Lun 15 Mai 2023 - 20:00
Bonsoir à tous,
En pratique!
Bonne soirée,
JPaul
En pratique!
Bonne soirée,
JPaul

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Optimiser de la gravure 3D
![]() Dagda Lun 15 Mai 2023 - 21:14
Dagda Lun 15 Mai 2023 - 21:14
Oui ça j'ai testé et j'ai bien compris le concept mais ...
Pour évider au plus ma pièce, je fais une première passe en mode "lignes de niveaux - ébauche". De ce que je comprends, ça laisse un peu de "gras" sur la pièce pour venir passer l'usinage final en finition non ?
Du coup, comme ma fraise fait 6mm avec queue de 6mm et une longueur taillée de 22mm - https://www.cncfraises.fr/carbures-2-dents-hemispherique/140-fraise-carbure-2-dents-hemispherique-600-mm-extra-longue.html
Lorsqu'il y a un passage partant de la profondeur maximale (45mm) et qu'il y a déplacement de la fraise en X (ou Y) la partie lisse vient frotter le gras qu'il reste sur la pièce non ? (sur les parties verticale en tout cas).
D.
Pour évider au plus ma pièce, je fais une première passe en mode "lignes de niveaux - ébauche". De ce que je comprends, ça laisse un peu de "gras" sur la pièce pour venir passer l'usinage final en finition non ?
Du coup, comme ma fraise fait 6mm avec queue de 6mm et une longueur taillée de 22mm - https://www.cncfraises.fr/carbures-2-dents-hemispherique/140-fraise-carbure-2-dents-hemispherique-600-mm-extra-longue.html
Lorsqu'il y a un passage partant de la profondeur maximale (45mm) et qu'il y a déplacement de la fraise en X (ou Y) la partie lisse vient frotter le gras qu'il reste sur la pièce non ? (sur les parties verticale en tout cas).
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Optimiser de la gravure 3D
![]() dh42 Lun 15 Mai 2023 - 21:30
dh42 Lun 15 Mai 2023 - 21:30
Désolé, je ne comprends toujours pas 
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Optimiser de la gravure 3D
![]() diomedea Lun 15 Mai 2023 - 22:15
diomedea Lun 15 Mai 2023 - 22:15
Salut Dylan,
Pour éviter ça il faut: ou une fraise taillée sur toute la hauteur, ou avec une queue réduite en Ø comme celles ci dessous:

Il y a une partie plus ou moins longue de la queue qui est réduite en Ø, pour permettre à la partie taillée de pénétrer la matière.
Effectivement...Dagda a écrit:
Lorsqu'il y a un passage partant de la profondeur maximale (45mm) et qu'il y a déplacement de la fraise en X (ou Y) la partie lisse vient frotter le gras qu'il reste sur la pièce non ? (sur les parties verticale en tout cas).
Pour éviter ça il faut: ou une fraise taillée sur toute la hauteur, ou avec une queue réduite en Ø comme celles ci dessous:

Il y a une partie plus ou moins longue de la queue qui est réduite en Ø, pour permettre à la partie taillée de pénétrer la matière.
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Optimiser de la gravure 3D
![]() dh42 Lun 15 Mai 2023 - 23:03
dh42 Lun 15 Mai 2023 - 23:03
Ah ! je crois que j'ai compris ce que tu veux dire, tu veux parler du petit déplacement horizontal pour passer d'une trajectoire à l'autre ? En principe, vu qu'on ne fait pas de passe plus importante que la longueur taillée, la partie de la pièce qui se trouve au niveau de la queue devrait déjà avoir été usinée par les passes précédentes, donc la queue ne fera pas un rentre dedans mais se contentera de frotter sur la partie supérieure déjà usinée lorsqu'elle passera à la trajectoire suivante, et cela sur une très courte distance (l'incrément de passe latéral) ; dans de l'acier ou de l'alu, je ne conseillerais pas, mais dans du bois ça ne pose pas de problème, surtout sur une si courte distance.
Il faudrait faire ta finition en passes de 45mm, oui ... mais en principe on ne fait pas de passe + importante que la longueur taillée.
Sur ta pièce, d'autre part, je pense que ce n'est pas une bonne idée de faire la finition des contours en balayage, ça va te faire pleins de traces et le coté de ta pièce va ressembler à de la tôle ondulée ! ..
Ce que je ferais, c'est une ébauche en LN ébauche, comme tu as fait, une finition en balayage mais seulement sur le dessus (utilise une limite d'usinage légèrement négative, par exemple -0.1 pour restreindre à la partie supérieure), et fait une finition du contour soit avec une LN - finition si les flancs ne sont pas verticaux, ou simplement avec un contour s'ils sont verticaux.
Apparemment dans ton fichier, il y a déjà une op de contour, faite avant même l'usinage 3D, donc ça ne sert à rien de ré-usiner le contour avec les op 3D. Par contre si tu fais le contour en premier, la pièce ne tiendra que par les attaches lors de l'usinage 3D ... pas sur que ça résiste aux efforts de l'usinage 3D !
J'ai également vu que tu n'as pas spécifié le profil de l'outil sur tes opérations 3D, sauf pour le perçage (mais une Hémi ce n'est pas fait pour percer !)
En principe la finition en mode balayage se fait avec une Hémi, tout le reste avec un cylindrique ... dans ce cas, si tu a bien 2 fraise de 6 différentes (une hémi et une cylindrique), elles ne doivent pas avoir le même n° d'outil, sinon tu n'aura pas de changement d'outil entre les 2 !! ... et il ne faut pas non plus utiliser le n°0 pour les outils, ça désactive le changement d'outil.
Je te met un exemple, avec limitation de la zone d'usinage pour les op 3D, perçages et contour ensuite. (et 2 types de fraises)
et si ta plaque à déjà l’épaisseur final, tu peux limiter l'usinage 3D de finition à la partie centrale pour ne pas perdre de temps à usiner dans le vide. (dans profilage3D 2, met Limite/méthode sur "forme sélectionnée" - "ID forme limite" = 190 (déjà mis) et passe "Etendre limites" à 0
++
David
Lorsqu'il y a un passage partant de la profondeur maximale (45mm) et qu'il y a déplacement de la fraise en X (ou Y) la partie lisse vient frotter le gras qu'il reste sur la pièce non ? (sur les parties verticale en tout cas).
Il faudrait faire ta finition en passes de 45mm, oui ... mais en principe on ne fait pas de passe + importante que la longueur taillée.
Sur ta pièce, d'autre part, je pense que ce n'est pas une bonne idée de faire la finition des contours en balayage, ça va te faire pleins de traces et le coté de ta pièce va ressembler à de la tôle ondulée ! ..
Ce que je ferais, c'est une ébauche en LN ébauche, comme tu as fait, une finition en balayage mais seulement sur le dessus (utilise une limite d'usinage légèrement négative, par exemple -0.1 pour restreindre à la partie supérieure), et fait une finition du contour soit avec une LN - finition si les flancs ne sont pas verticaux, ou simplement avec un contour s'ils sont verticaux.
Apparemment dans ton fichier, il y a déjà une op de contour, faite avant même l'usinage 3D, donc ça ne sert à rien de ré-usiner le contour avec les op 3D. Par contre si tu fais le contour en premier, la pièce ne tiendra que par les attaches lors de l'usinage 3D ... pas sur que ça résiste aux efforts de l'usinage 3D !
J'ai également vu que tu n'as pas spécifié le profil de l'outil sur tes opérations 3D, sauf pour le perçage (mais une Hémi ce n'est pas fait pour percer !)
En principe la finition en mode balayage se fait avec une Hémi, tout le reste avec un cylindrique ... dans ce cas, si tu a bien 2 fraise de 6 différentes (une hémi et une cylindrique), elles ne doivent pas avoir le même n° d'outil, sinon tu n'aura pas de changement d'outil entre les 2 !! ... et il ne faut pas non plus utiliser le n°0 pour les outils, ça désactive le changement d'outil.
Je te met un exemple, avec limitation de la zone d'usinage pour les op 3D, perçages et contour ensuite. (et 2 types de fraises)
et si ta plaque à déjà l’épaisseur final, tu peux limiter l'usinage 3D de finition à la partie centrale pour ne pas perdre de temps à usiner dans le vide. (dans profilage3D 2, met Limite/méthode sur "forme sélectionnée" - "ID forme limite" = 190 (déjà mis) et passe "Etendre limites" à 0
++
David
- Fichiers joints
- TH4003.DHcb.zip Vous n'avez pas la permission de télécharger les fichiers joints.(246 Ko) Téléchargé 2 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Optimiser de la gravure 3D
![]() Dagda Mar 16 Mai 2023 - 9:10
Dagda Mar 16 Mai 2023 - 9:10
Voilàdh42 a écrit:Ah ! je crois que j'ai compris ce que tu veux dire, tu veux parler du petit déplacement horizontal pour passer d'une trajectoire à l'autre ?
dh42 a écrit:mais dans du bois ça ne pose pas de problème, surtout sur une si courte distance.
Je n'ai pas trouvé de fraise 6mm taillée sur 50mm qui ne coute pas un rein ...dh42 a écrit: mais en principe on ne fait pas de passe + importante que la longueur taillée.
C'est pas trop un problème pour ce projet en vrai.dh42 a écrit:Sur ta pièce, d'autre part, je pense que ce n'est pas une bonne idée de faire la finition des contours en balayage, ça va te faire pleins de traces et le coté de ta pièce va ressembler à de la tôle ondulée ! ..
Bonne astuce ça !dh42 a écrit:Ce que je ferais, c'est une ébauche en LN ébauche, comme tu as fait, une finition en balayage mais seulement sur le dessus (utilise une limite d'usinage légèrement négative, par exemple -0.1 pour restreindre à la partie supérieure), et fait une finition du contour soit avec une LN - finition si les flancs ne sont pas verticaux, ou simplement avec un contour s'ils sont verticaux.
Oui dans l'idée c'est de faire un contour plus grand en premier pour virer le maximum de matière autour. Je stoppe l'usinage et j'enlève le tour (la pièce centrale est toujours maintenue par des vis).dh42 a écrit:Apparemment dans ton fichier, il y a déjà une op de contour, faite avant même l'usinage 3D
Du coup c'est plus cool pour l'usinage ensuite, la fraise n'est pas obligée de replonger dans le fond du trou déjà fait, surtout quand on arrive sur la partie de fraise qui n'est pas tranchante.
Bah comme j'usine un contour ayant un peu de gras en plus ...dh42 a écrit:donc ça ne sert à rien de ré-usiner le contour avec les op 3D.
Mais avec ton astuce du dessus en séparant les finitions verticale du reste, en effet pas besoin !
Je n'avais pas fini la config dans CamBamdh42 a écrit:J'ai également vu que tu n'as pas spécifié le profil de l'outil sur tes opérations 3D, sauf pour le perçage (mais une Hémi ce n'est pas fait pour percer !)
C'est noté pour les numéros permettant le changement d'outils. Bon là du coup c'est pas utilisé puisque je n'ai que cette fraise pour faire le job !dh42 a écrit:En principe la finition en mode balayage se fait avec une Hémi, tout le reste avec un cylindrique ... dans ce cas, si tu a bien 2 fraise de 6 différentes (une hémi et une cylindrique), elles ne doivent pas avoir le même n° d'outil, sinon tu n'aura pas de changement d'outil entre les 2 !! ... et il ne faut pas non plus utiliser le n°0 pour les outils, ça désactive le changement d'outil.
Je vais regarder ça ce soirdh42 a écrit:Je te met un exemple, avec limitation de la zone d'usinage pour les op 3D, perçages et contour ensuite. (et 2 types de fraises)
et si ta plaque à déjà l’épaisseur final, tu peux limiter l'usinage 3D de finition à la partie centrale pour ne pas perdre de temps à usiner dans le vide. (dans profilage3D 2, met Limite/méthode sur "forme sélectionnée" - "ID forme limite" = 190 (déjà mis) et passe "Etendre limites" à 0
Merci.
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Optimiser de la gravure 3D
![]() dh42 Mar 16 Mai 2023 - 21:08
dh42 Mar 16 Mai 2023 - 21:08
dh42 a écrit: mais en principe on ne fait pas de passe + importante que la longueur taillée.
Je n'ai pas trouvé de fraise 6mm taillée sur 50mm qui ne coute pas un rein ...
Je parlais de la profondeur de passe, pas de la profondeur totale. Si tu veux couper sur 50 de profondeur avec une fraise taillée sur seulement 22mm, tu fais plusieurs passes ne dépassant pas 22 mm chacune.
Elle sert à quoi cette pièce ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Optimiser de la gravure 3D
![]() Dagda Mer 17 Mai 2023 - 8:40
Dagda Mer 17 Mai 2023 - 8:40
Ah oui ok
La pièce c'est une partie de pavillon acoustique.
C'est un proto pour un ami. Il a été coupé en 5 morceaux de 44mm de haut pour que je puisse l'usiner.
D.
La pièce c'est une partie de pavillon acoustique.
C'est un proto pour un ami. Il a été coupé en 5 morceaux de 44mm de haut pour que je puisse l'usiner.
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois
Re: Optimiser de la gravure 3D
![]() Dagda Mer 17 Mai 2023 - 9:49
Dagda Mer 17 Mai 2023 - 9:49
Ah oui une remarque.
Lorsque l'on fait un "+2" pour étendre les limites, fatalement les déplacements sur X et Y se voient augmentés.
Du coup, pensez à placer votre pièce à minimum 3mm du contact de fin de course des axes
J'ai eu deux fois un arrêt par fin de course ... j'ai chercher quelques instants pourquoi j'avais un Y2.74
D.
Lorsque l'on fait un "+2" pour étendre les limites, fatalement les déplacements sur X et Y se voient augmentés.
Du coup, pensez à placer votre pièce à minimum 3mm du contact de fin de course des axes
J'ai eu deux fois un arrêt par fin de course ... j'ai chercher quelques instants pourquoi j'avais un Y2.74
D.
Dagda- complétement accro
- Messages : 797
Points : 834
Date d'inscription : 18/02/2016
Age : 43
Localisation : Fontenay sous Bois

 Sujets similaires
Sujets similaires» Améliorer le système des flasque concernant la scie kity 617
» Optimiser les parcours d'outils
» Cambam : comment optimiser des parcours qui se recoupent ? (Vgrave)
» Projet pour optimiser la 636 Kity
» GRAVURE CNC
» Optimiser les parcours d'outils
» Cambam : comment optimiser des parcours qui se recoupent ? (Vgrave)
» Projet pour optimiser la 636 Kity
» GRAVURE CNC
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum