






Problème dimension et emplacement départ
2 participants
Page 1 sur 1

 Problème dimension et emplacement départ
Problème dimension et emplacement départ
![]() Meli Dim 8 Jan 2023 - 15:18
Meli Dim 8 Jan 2023 - 15:18
Bonjour
j’ai un problème de dimension avec ma CNC,pour faire simple, je prépare un rectangle à découper sur fusion 360, ce dernier il fait 100/50 à la découpe j’ai 50/25, en gros toutes les dimensions sont dévissé par deux.
Configuration : moteur Nema23 , Driver TB6600 et CNc shield V3, SFU1605 et SBR16, j'utilise CNCJS pour le G-Code.
En plus de tout ça j' prépare ma fraise correctement sur son point de départ sur fusion 360 et pareil sur la CNC (en bas à gauche) et quand je lance l'usinage la broche bouge et démarre ailleurs.
Quelqu’un aurai une idée ?
merci d'avance.
Paramètre CNC :
CNCjs 1.9.23 [Grbl]
Connected to COM3 with a baud rate of 115200
Grbl 1.1h ['$' for help]
client> $$
$0=10 (Step pulse time, microseconds)
$1=255 (Step idle delay, milliseconds)
$2=0 (Step pulse invert, mask)
$3=0 (Step direction invert, mask)
$4=0 (Invert step enable pin, boolean)
$5=0 (Invert limit pins, boolean)
$6=0 (Invert probe pin, boolean)
$10=32 (Status report options, mask)
$11=3000.000 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=0 (Report in inches, boolean)
$20=0 (Soft limits enable, boolean)
$21=1 (Hard limits enable, boolean)
$22=0 (Homing cycle enable, boolean)
$23=0 (Homing direction invert, mask)
$24=25.000 (Homing locate feed rate, mm/min)
$25=500.000 (Homing search seek rate, mm/min)
$26=250 (Homing switch debounce delay, milliseconds)
$27=1.000 (Homing switch pull-off distance, millimeters)
$30=17000 (Maximum spindle speed, RPM)
$31=3000 (Minimum spindle speed, RPM)
$32=0 (Laser-mode enable, boolean)
$100=500.000 (X-axis travel resolution, step/mm)
$101=500.000 (Y-axis travel resolution, step/mm)
$102=500.000 (Z-axis travel resolution, step/mm)
$110=3000.000 (X-axis maximum rate, mm/min)
$111=3000.000 (Y-axis maximum rate, mm/min)
$112=3000.000 (Z-axis maximum rate, mm/min)
$120=200.000 (X-axis acceleration, mm/sec^2)
$121=200.000 (Y-axis acceleration, mm/sec^2)
$122=200.000 (Z-axis acceleration, mm/sec^2)
$130=400.000 (X-axis maximum travel, millimeters)
$131=400.000 (Y-axis maximum travel, millimeters)
$132=400.000 (Z-axis maximum travel, millimeters)
j’ai un problème de dimension avec ma CNC,pour faire simple, je prépare un rectangle à découper sur fusion 360, ce dernier il fait 100/50 à la découpe j’ai 50/25, en gros toutes les dimensions sont dévissé par deux.
Configuration : moteur Nema23 , Driver TB6600 et CNc shield V3, SFU1605 et SBR16, j'utilise CNCJS pour le G-Code.
En plus de tout ça j' prépare ma fraise correctement sur son point de départ sur fusion 360 et pareil sur la CNC (en bas à gauche) et quand je lance l'usinage la broche bouge et démarre ailleurs.
Quelqu’un aurai une idée ?
merci d'avance.
Paramètre CNC :
CNCjs 1.9.23 [Grbl]
Connected to COM3 with a baud rate of 115200
Grbl 1.1h ['$' for help]
client> $$
$0=10 (Step pulse time, microseconds)
$1=255 (Step idle delay, milliseconds)
$2=0 (Step pulse invert, mask)
$3=0 (Step direction invert, mask)
$4=0 (Invert step enable pin, boolean)
$5=0 (Invert limit pins, boolean)
$6=0 (Invert probe pin, boolean)
$10=32 (Status report options, mask)
$11=3000.000 (Junction deviation, millimeters)
$12=0.002 (Arc tolerance, millimeters)
$13=0 (Report in inches, boolean)
$20=0 (Soft limits enable, boolean)
$21=1 (Hard limits enable, boolean)
$22=0 (Homing cycle enable, boolean)
$23=0 (Homing direction invert, mask)
$24=25.000 (Homing locate feed rate, mm/min)
$25=500.000 (Homing search seek rate, mm/min)
$26=250 (Homing switch debounce delay, milliseconds)
$27=1.000 (Homing switch pull-off distance, millimeters)
$30=17000 (Maximum spindle speed, RPM)
$31=3000 (Minimum spindle speed, RPM)
$32=0 (Laser-mode enable, boolean)
$100=500.000 (X-axis travel resolution, step/mm)
$101=500.000 (Y-axis travel resolution, step/mm)
$102=500.000 (Z-axis travel resolution, step/mm)
$110=3000.000 (X-axis maximum rate, mm/min)
$111=3000.000 (Y-axis maximum rate, mm/min)
$112=3000.000 (Z-axis maximum rate, mm/min)
$120=200.000 (X-axis acceleration, mm/sec^2)
$121=200.000 (Y-axis acceleration, mm/sec^2)
$122=200.000 (Z-axis acceleration, mm/sec^2)
$130=400.000 (X-axis maximum travel, millimeters)
$131=400.000 (Y-axis maximum travel, millimeters)
$132=400.000 (Z-axis maximum travel, millimeters)

Meli- petit nouveau

- Messages : 12
Points : 14
Date d'inscription : 08/01/2023
Age : 43
Localisation : france

Re: Problème dimension et emplacement départ
![]() dh42 Dim 8 Jan 2023 - 15:35
dh42 Dim 8 Jan 2023 - 15:35
Salut,
C'est $100, $101, $102 qui sont à régler (step/mm = pas/mm)
Dans ton cas, si le résultat correspond à 50% de la taille demandée, il faut doubler le step/per
++
David
C'est $100, $101, $102 qui sont à régler (step/mm = pas/mm)
Dans ton cas, si le résultat correspond à 50% de la taille demandée, il faut doubler le step/per
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Problème dimension et emplacement départ
![]() Meli Dim 8 Jan 2023 - 15:45
Meli Dim 8 Jan 2023 - 15:45
Merci pour ton intervention, j'ai modifier des dizaines de fois les valeurs "$" pour obtenir le meilleur rendement sinon moteur broute quand la valeur est plus élevé ou tremble quand la valeur est basse, et t'as pas une idée pour l'emplacement du départ ?
Meli- petit nouveau
- Messages : 12
Points : 14
Date d'inscription : 08/01/2023
Age : 43
Localisation : france
Re: Problème dimension et emplacement départ
![]() dh42 Dim 8 Jan 2023 - 15:55
dh42 Dim 8 Jan 2023 - 15:55
t'as pas une idée pour l'emplacement du départ ?
Non, je ne connais pratiquement pas GRBL et encore moins Fusion360. De ce que j'ai vu, sur Fusion le point 0 du Gcode et le point 0 de l'objet 3D sont 2 choses bien différentes contrairement à Cambam, il faut donc bien le régler dans la partie CAM (FAO).
Pour la mise à 0 sur la machine par contre, je ne connais pas du tout CNCJS ; sur un soft comme Mach3, il suffit d'amener la fraise à la position qui doit correspondre au 0 et de mettre les visu à 0 mais j'ignore comment ça fonctionne sur ton soft.
Un exemple avec CamBam/Mach3
http://www.metabricoleur.com/t401-cn-du-dessin-a-la-piece-debutants
attention à ne pas confondre 0 machine et 0 pièce (= 0 du Gcode)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Problème dimension et emplacement départ
![]() Meli Dim 8 Jan 2023 - 16:05
Meli Dim 8 Jan 2023 - 16:05
Pareil pour CNCJS, tu amène la broche au point que tu s définit lors de la conception sur fusion 360, merci quand j'espère que j'aurais plus de réponses.
Ps : j'ai modifier les valeurs $100 et 101 pour être sûr et effectivement le moteur broute puis il bloque
Ps : j'ai modifier les valeurs $100 et 101 pour être sûr et effectivement le moteur broute puis il bloque
Meli- petit nouveau
- Messages : 12
Points : 14
Date d'inscription : 08/01/2023
Age : 43
Localisation : france
Re: Problème dimension et emplacement départ
![]() dh42 Dim 8 Jan 2023 - 16:09
dh42 Dim 8 Jan 2023 - 16:09
Pour le broutage, peut être la V maxi en rapide est elle trop importante (110,111,112), ou l'accélération (120, 121, 122) ce qui fait bloquer le moteur.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Comme dit plus haut les valeurs "$" sont au plus juste, j'ai fait pas mal de test pour les determiner
![]() Meli Dim 8 Jan 2023 - 16:11
Meli Dim 8 Jan 2023 - 16:11
dh42 a écrit:Pour le broutage, peut être la V maxi en rapide est elle trop importante (110,111,112), ou l'accélération (120, 121, 122) ce qui fait bloquer le moteur.
++
David
Meli- petit nouveau
- Messages : 12
Points : 14
Date d'inscription : 08/01/2023
Age : 43
Localisation : france
Re: Problème dimension et emplacement départ
![]() dh42 Dim 8 Jan 2023 - 16:23
dh42 Dim 8 Jan 2023 - 16:23
Oui, mais le fait de changer une valeur influe sur l'interprétation des autres, dans ton cas, un step/mm à 500 au lieu de 1000 fait que la distance est divisée par 2, mais la vitesse aussi et donc ta vitesse de 3000 n'était que de 1500 en réalité sur le déplacement, donc si tu passe ton step/mm à 1000 il faut descendre ta vitesse à 1500 pour que ça match.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Problème dimension et emplacement départ
![]() Meli Dim 8 Jan 2023 - 16:34
Meli Dim 8 Jan 2023 - 16:34
Effectivement j'ai modifier les valeurs et ça broute pas, j'ai modifier 100, 101, 110 et 111
Maintenant et il faut faire le tests !!!
Mais le problème reste mon point de départ car quand je charge le Gcode je ne sais jamais par ou il commence
Maintenant et il faut faire le tests !!!
Mais le problème reste mon point de départ car quand je charge le Gcode je ne sais jamais par ou il commence
Meli- petit nouveau
- Messages : 12
Points : 14
Date d'inscription : 08/01/2023
Age : 43
Localisation : france
Meli- petit nouveau
- Messages : 12
Points : 14
Date d'inscription : 08/01/2023
Age : 43
Localisation : france
Re: Problème dimension et emplacement départ
![]() Meli Dim 8 Jan 2023 - 16:41
Meli Dim 8 Jan 2023 - 16:41
Tu vois le truc noir, c'est la broche, ce que je trouve étonnant c'est que le plan n'est pas centré
Meli- petit nouveau
- Messages : 12
Points : 14
Date d'inscription : 08/01/2023
Age : 43
Localisation : france

Meli- petit nouveau
- Messages : 12
Points : 14
Date d'inscription : 08/01/2023
Age : 43
Localisation : france
Re: Problème dimension et emplacement départ
![]() Meli Dim 8 Jan 2023 - 16:42
Meli Dim 8 Jan 2023 - 16:42
Meli a écrit:
Pourtant c'est bien centrer sur Fusion360
Meli- petit nouveau
- Messages : 12
Points : 14
Date d'inscription : 08/01/2023
Age : 43
Localisation : france
Re: Problème dimension et emplacement départ
![]() dh42 Dim 8 Jan 2023 - 16:44
dh42 Dim 8 Jan 2023 - 16:44
Vérifie que ton Z est bon aussi et que ça prends bien la bonne profondeur de passe.
tu veux parler du point 0 du Gcode ou du point de départ d'usinage ?
Peux-tu mettre ton Gcode en PJ (zip le pour que le forum l'accepte)
++
David
Mais le problème reste mon point de départ car quand je charge le Gcode je ne sais jamais par ou il commence
tu veux parler du point 0 du Gcode ou du point de départ d'usinage ?
Peux-tu mettre ton Gcode en PJ (zip le pour que le forum l'accepte)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Problème dimension et emplacement départ
![]() Meli Dim 8 Jan 2023 - 16:48
Meli Dim 8 Jan 2023 - 16:48
Pour le point 0 pour les deux, lors de la création d'un projet sur fusion tu peut indiquer l'emplacement de la broche et après tu fait la meme chose quand tu es devant la cnc tu bouge la broche au point que tu as prédéfinie.
PS: j'ai pas trouvé le zip
PS: j'ai pas trouvé le zip
Meli- petit nouveau
- Messages : 12
Points : 14
Date d'inscription : 08/01/2023
Age : 43
Localisation : france
Re: Problème dimension et emplacement départ
![]() dh42 Dim 8 Jan 2023 - 17:01
dh42 Dim 8 Jan 2023 - 17:01
pour compresser en .zip
- sélectionne le fichier à compresser
- clic droit > Envoyer vers/dossier compressé
http://www.metabricoleur.com/t23257-fusion-360-et-mach3#454425
++
David
- sélectionne le fichier à compresser
- clic droit > Envoyer vers/dossier compressé
http://www.metabricoleur.com/t23257-fusion-360-et-mach3#454425
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Problème dimension et emplacement départ
![]() Meli Dim 8 Jan 2023 - 17:07
Meli Dim 8 Jan 2023 - 17:07
dh42 a écrit:pour compresser en .zip
- sélectionne le fichier à compresser
- clic droit > Envoyer vers/dossier compressé
http://www.metabricoleur.com/t23257-fusion-360-et-mach3#454425
++
David
oui je sais faire ça mais je ne peut pas ajouter de lien étant donné que je suis nouveau
Meli- petit nouveau
- Messages : 12
Points : 14
Date d'inscription : 08/01/2023
Age : 43
Localisation : france
Re: Problème dimension et emplacement départ
![]() dh42 Dim 8 Jan 2023 - 17:13
dh42 Dim 8 Jan 2023 - 17:13
Ah ok, je n'avais pas vu que tu étais nouveau 

sur cette image
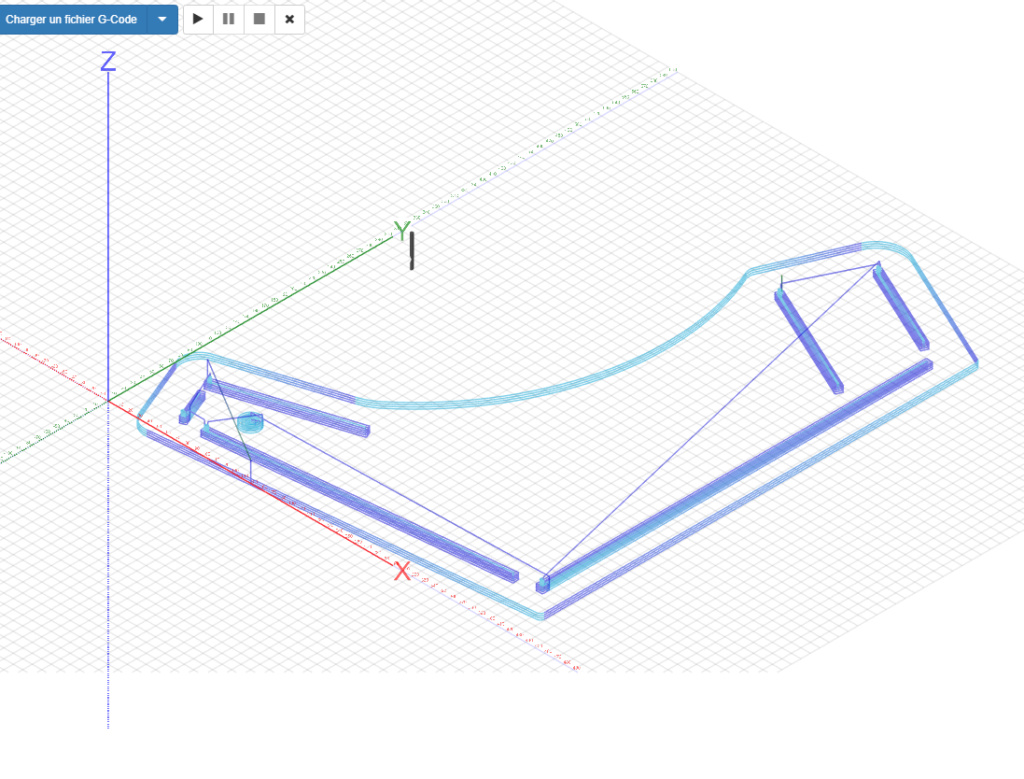
on dirait que ton point 0,0 du Gcode est en bas à gauche de la pièce (au niveau du tripode) et non au milieu ; si c'est comme sur mach3, il est possible que le dessin de la fraise représente l'endroit ou elle se trouve actuellement par rapport au 0 et non le 0 lui-même.
++
David
sur cette image

on dirait que ton point 0,0 du Gcode est en bas à gauche de la pièce (au niveau du tripode) et non au milieu ; si c'est comme sur mach3, il est possible que le dessin de la fraise représente l'endroit ou elle se trouve actuellement par rapport au 0 et non le 0 lui-même.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Problème dimension et emplacement départ
![]() Meli Dim 8 Jan 2023 - 17:34
Meli Dim 8 Jan 2023 - 17:34
Là c'est moi qui l'a bouger pour qu'il soit visible
Meli- petit nouveau
- Messages : 12
Points : 14
Date d'inscription : 08/01/2023
Age : 43
Localisation : france

 Sujets similaires
Sujets similaires» Problème plugin camera kd-dietz mais tout autre problème en fait : PC qui a un problème et surtout ENB des drivers DM542 qui posait problème!!!???
» Emplacement du tableau électrique
» Eding CNC - configuration et utilisation
» point de départ pour le 4eme axe
» Spirale de Pythagore
» Emplacement du tableau électrique
» Eding CNC - configuration et utilisation
» point de départ pour le 4eme axe
» Spirale de Pythagore
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum