






point de départ pour le 4eme axe
2 participants
Page 1 sur 1

 point de départ pour le 4eme axe
point de départ pour le 4eme axe
![]() pierre2410 Ven 28 Oct 2016 - 21:52
pierre2410 Ven 28 Oct 2016 - 21:52
Salut à tous,
Ca y est j'ai mis en place mon 4eme axe , je l'ai juste testé dans le vide pour voir
Par contre j'ai une petite question avant de me lancer, je suppose qu'il faut que la référence 0 de l'axe Z soit pile sur l'axe du 4eme axe pour éviter que la pièce tournée soit plus grande que celle en 3D (si le centre de ma piece en 3D est au point Z0 ), comment faites vous pour bien vous caler ? Pour le z, Je pensais mettre une piece dont je connais le diametre ( par exemple un tube en cuivre ou autre ), caler le bas de ma fraise dessus et y soustraire le rayon pour etre dans l'axe du 4eme axe
Ca y est j'ai mis en place mon 4eme axe , je l'ai juste testé dans le vide pour voir
Par contre j'ai une petite question avant de me lancer, je suppose qu'il faut que la référence 0 de l'axe Z soit pile sur l'axe du 4eme axe pour éviter que la pièce tournée soit plus grande que celle en 3D (si le centre de ma piece en 3D est au point Z0 ), comment faites vous pour bien vous caler ? Pour le z, Je pensais mettre une piece dont je connais le diametre ( par exemple un tube en cuivre ou autre ), caler le bas de ma fraise dessus et y soustraire le rayon pour etre dans l'axe du 4eme axe

pierre2410- très actif

- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone

Re: point de départ pour le 4eme axe
![]() dh42 Sam 29 Oct 2016 - 19:04
dh42 Sam 29 Oct 2016 - 19:04
Salut,
J'ai fait comme en tournage, usinage, mesure, correction pour avoir le bon Ø, puis quand c'est OK, tu met ta visu Z à la valeur du rayon et tu mesure la hauteur rayon/table pour connaitre le décalage de ton axe.
Ensuite, si ton 4ieme axe est tj monté au même endroit, conniassant le décalage entre son axe et un pt de référence (la table de la CN dans mon cas), pour les fois suivantes tu pourra donc utiliser un palpeur d'outil ; il suffit que tu connaisse le décalage table/axe du mandrin et que tu le rajoute à la hauteur du palpeur.
pour l'alignement de l'axe par rapport a X (ou Y suivant l'orientation), pour l'alignement par rapport à l'horizontal et pour trouver le 0 en X( ou Y) j'utilise une tige rectifiée et un comparateur.
http://www.metabricoleur.com/t887-coffret-pour-diviseur-modifs-diviseur#9332
++
David
J'ai fait comme en tournage, usinage, mesure, correction pour avoir le bon Ø, puis quand c'est OK, tu met ta visu Z à la valeur du rayon et tu mesure la hauteur rayon/table pour connaitre le décalage de ton axe.
Ensuite, si ton 4ieme axe est tj monté au même endroit, conniassant le décalage entre son axe et un pt de référence (la table de la CN dans mon cas), pour les fois suivantes tu pourra donc utiliser un palpeur d'outil ; il suffit que tu connaisse le décalage table/axe du mandrin et que tu le rajoute à la hauteur du palpeur.
pour l'alignement de l'axe par rapport a X (ou Y suivant l'orientation), pour l'alignement par rapport à l'horizontal et pour trouver le 0 en X( ou Y) j'utilise une tige rectifiée et un comparateur.
http://www.metabricoleur.com/t887-coffret-pour-diviseur-modifs-diviseur#9332
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: point de départ pour le 4eme axe
![]() pierre2410 Sam 29 Oct 2016 - 19:54
pierre2410 Sam 29 Oct 2016 - 19:54
merci pour ta réponse,
ca a l'air vraiment pas mal comme solution mais j'ai peur que ca me demande trop de temps avec le démontage des martyrs.
J'ai commencé à bricoler qquechose, pour eviter de tout démonter justement, j'ai fabriqué un martyr (qui sera vissé sur ceux d'en dessous) avec des empreintes pour le moteur, le support de pointe et le palpeur (au meme niveau pour avoir tjrs la meme coté entre l'axe du moteur et le martyr).
Sous le martyr , je vais usiner des poches pour mettre des ecrous griffes (tous les 2cm pour la pointe) afin de fixer le moteur et la pointe avec des pieces séparées,
Pour l'alignement en Y du martyr, je mettrais un coup de fraise dans la longueur d'un morceau de cp fixé au martyr afin de caler l'ensemble dessus.
Et pour fignoler l'alignement entre le moteur et la pointe, je ferais au comparateur je pense (bonne idée !), j'ai laissé un peu de jeu sur la poche pour le moteur
c'est sur que ce sera moins précis que toi mais c'est déja pour voir ce que ca donne.

ca a l'air vraiment pas mal comme solution mais j'ai peur que ca me demande trop de temps avec le démontage des martyrs.
J'ai commencé à bricoler qquechose, pour eviter de tout démonter justement, j'ai fabriqué un martyr (qui sera vissé sur ceux d'en dessous) avec des empreintes pour le moteur, le support de pointe et le palpeur (au meme niveau pour avoir tjrs la meme coté entre l'axe du moteur et le martyr).
Sous le martyr , je vais usiner des poches pour mettre des ecrous griffes (tous les 2cm pour la pointe) afin de fixer le moteur et la pointe avec des pieces séparées,
Pour l'alignement en Y du martyr, je mettrais un coup de fraise dans la longueur d'un morceau de cp fixé au martyr afin de caler l'ensemble dessus.
Et pour fignoler l'alignement entre le moteur et la pointe, je ferais au comparateur je pense (bonne idée !), j'ai laissé un peu de jeu sur la poche pour le moteur
c'est sur que ce sera moins précis que toi mais c'est déja pour voir ce que ca donne.
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: point de départ pour le 4eme axe
![]() dh42 Sam 29 Oct 2016 - 20:28
dh42 Sam 29 Oct 2016 - 20:28
Pour faire ton 0 en Z, si ton axe monte assez haut, tu peux mettre le palpeur sur le dessus plat du 4iem axe, de cette façon tu n'est pas tributaire d'une prise de 0 sur du bois, avec tout les défauts que ça implique (un martyre bois, ça bouge sans arrêt en fonction de l'hygro et de la T°) ; il te suffit donc de mesurer la distance entre le dessus de l'axe et l'axe de rotation une bonne fois pour toute, et ça, ça ne bougera jamais.
Tu peux faire la même chose et palper (à la pinnule) un des cotés plat pour trouver le centre horizontalement.
Je trouve un peu dommage d'avoir une belle table alu avec des glissières et de ne pas s'en servir pour le positionnement.
Si tu veux faire de l'usinage multi faces, il faut un réglage parfait (alignement, hauteur contre pointe) car lors d'un retournement de 180°, un défaut d'alignement produit un décalage entre les usinages de la face 1 et de la face 2, et ce décalage vaut 2x la valeur du défaut d'alignement.
++
David
Tu peux faire la même chose et palper (à la pinnule) un des cotés plat pour trouver le centre horizontalement.
Je trouve un peu dommage d'avoir une belle table alu avec des glissières et de ne pas s'en servir pour le positionnement.
Si tu veux faire de l'usinage multi faces, il faut un réglage parfait (alignement, hauteur contre pointe) car lors d'un retournement de 180°, un défaut d'alignement produit un décalage entre les usinages de la face 1 et de la face 2, et ce décalage vaut 2x la valeur du défaut d'alignement.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: point de départ pour le 4eme axe
![]() pierre2410 Dim 30 Oct 2016 - 7:59
pierre2410 Dim 30 Oct 2016 - 7:59
pas bete de palper au dessus de l'axe :p
Pour la pinnule, c'est vraiment une bonne idée aussi par contre il faut configurer mach3 pour lui dire de palper sur l'axe X en horizontal je suppose, je vais regarder ca tout à lheure
Oui c'est vrai que c'est dommage de mettre ca sur un martyre bois mais c'est vraiment par flemme de tout démonter que jai fait ca, je suis trop impatient !
!
quand j'aurai usé le 2eme martyre, je pense que je mettrais un seul martyr plus épais sur la table alu genre 25 ou 30mm, quelquechose de bien stable pour éviter de le fixer à trop d'endroit et qu'il puisse se demonter facilement.
Je pensais à un systeme avec seulement 6 ou 8 vis (3 ou 4 de chaque cotés) et il y aurait une bande de bois (ou de je sais pas quelle matiere) legerement courbée tenues par chaque paires de vis (en Xmini et Xmaxi) qui maintiendrait, jai fait un petit dessin du coup :
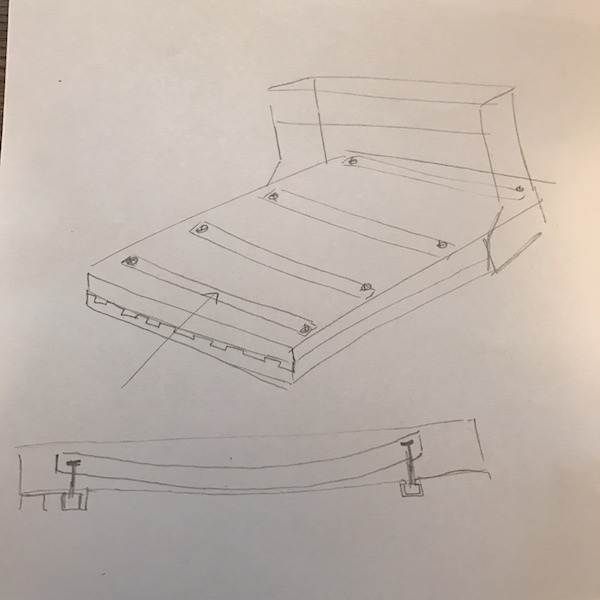
Je sais pas si ca pourrait fonctionner mais ce serait bien pratique
Pour la pinnule, c'est vraiment une bonne idée aussi par contre il faut configurer mach3 pour lui dire de palper sur l'axe X en horizontal je suppose, je vais regarder ca tout à lheure
Oui c'est vrai que c'est dommage de mettre ca sur un martyre bois mais c'est vraiment par flemme de tout démonter que jai fait ca, je suis trop impatient
quand j'aurai usé le 2eme martyre, je pense que je mettrais un seul martyr plus épais sur la table alu genre 25 ou 30mm, quelquechose de bien stable pour éviter de le fixer à trop d'endroit et qu'il puisse se demonter facilement.
Je pensais à un systeme avec seulement 6 ou 8 vis (3 ou 4 de chaque cotés) et il y aurait une bande de bois (ou de je sais pas quelle matiere) legerement courbée tenues par chaque paires de vis (en Xmini et Xmaxi) qui maintiendrait, jai fait un petit dessin du coup :
Je sais pas si ca pourrait fonctionner mais ce serait bien pratique
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: point de départ pour le 4eme axe
![]() dh42 Dim 30 Oct 2016 - 18:39
dh42 Dim 30 Oct 2016 - 18:39
Salut,
Non, une pinnule ça n'a rien d'automatique, pas besoin de config spéciale, tu te déplace en manuel en mode par saut jusqu'à ce qu'elle déclenche, c'est tout.
pour fixer le martyr (ou la table de la scie à ruban), je n'utilise pas des T qui rentrent dans les glissières, trop difficile pour mettre les vis et tomber sur le T quand il y en a une ribambelle ! ; j'utilise des plats d'acier, aussi long que le martyr, percés/taraudés à intervalles régulier ; et je n'enlève pas les vis, je desserre et je fais simplement coulisser l'ensemble dans les rainures de la table alu ... c'est tout l’intérêt de la table ouverte sur le devant de la BZT.
En plus de ça, ça réparti le serrage sur toute la longueur des plats et évite de déformer la table à cause d'un serrage exessif comme cela peut arriver avec des T courts.
toutes les vis et les plats restent sur le martyr, + vite monté, pas besoin de passer du temps à chercher les vis ou les T ... (et bien plus vite fait que d'usiner un chiée de T séparés)
un exemple avec la table de la SàR, chaque fer plat à 3 trous taraudés

++
David
Pour la pinnule, c'est vraiment une bonne idée aussi par contre il faut configurer mach3 pour lui dire de palper sur l'axe X en horizontal je suppose, je vais regarder ca tout à lheure
Non, une pinnule ça n'a rien d'automatique, pas besoin de config spéciale, tu te déplace en manuel en mode par saut jusqu'à ce qu'elle déclenche, c'est tout.
pour fixer le martyr (ou la table de la scie à ruban), je n'utilise pas des T qui rentrent dans les glissières, trop difficile pour mettre les vis et tomber sur le T quand il y en a une ribambelle ! ; j'utilise des plats d'acier, aussi long que le martyr, percés/taraudés à intervalles régulier ; et je n'enlève pas les vis, je desserre et je fais simplement coulisser l'ensemble dans les rainures de la table alu ... c'est tout l’intérêt de la table ouverte sur le devant de la BZT.
En plus de ça, ça réparti le serrage sur toute la longueur des plats et évite de déformer la table à cause d'un serrage exessif comme cela peut arriver avec des T courts.
toutes les vis et les plats restent sur le martyr, + vite monté, pas besoin de passer du temps à chercher les vis ou les T ... (et bien plus vite fait que d'usiner un chiée de T séparés)
un exemple avec la table de la SàR, chaque fer plat à 3 trous taraudés
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: point de départ pour le 4eme axe
![]() pierre2410 Lun 31 Oct 2016 - 21:23
pierre2410 Lun 31 Oct 2016 - 21:23
c'est bien trouvé !
Je vais pas utiliser la pinule, la prochaine fois, je crois que je mettre une petite pointe sur la fraiseuse et la caler pile sur l'axe du mandrin que j'aurais tracé au préalable. Pour le palpeur au dessus du socle, ca va bien car il y a pile 55mm à l'axe
Par contre ou as tu trouvé tes plats ? ils doivent faire environ 9x4 mm qqchose comme ca, tu les as fabriqué toi meme? sinon je me disais que cetait faisable de les faire en alu en forme de T
J'ai testé le 4eme axe avec mon martyre c'est pas trop mal mais je pense que le temps de tout mettre en place, je vais mettre autant de temps que ton systeme avec moins de précision, alors je vais regarder pour changer
Pour la tige rectifiée, tu en utilise une longue pour les grandes longueurs à usiner ? et comment fais tu pour trouver précisément le centre coté pointeau ? je pensais à usiner une petite pièce en alu à la CN avec l'empreinte du rond et un petit trou au centre pour y faire passer une meche
C'est long à mettre en place en tout cas un 4eme axe ... !
Je vais pas utiliser la pinule, la prochaine fois, je crois que je mettre une petite pointe sur la fraiseuse et la caler pile sur l'axe du mandrin que j'aurais tracé au préalable. Pour le palpeur au dessus du socle, ca va bien car il y a pile 55mm à l'axe
Par contre ou as tu trouvé tes plats ? ils doivent faire environ 9x4 mm qqchose comme ca, tu les as fabriqué toi meme? sinon je me disais que cetait faisable de les faire en alu en forme de T
J'ai testé le 4eme axe avec mon martyre c'est pas trop mal mais je pense que le temps de tout mettre en place, je vais mettre autant de temps que ton systeme avec moins de précision, alors je vais regarder pour changer
Pour la tige rectifiée, tu en utilise une longue pour les grandes longueurs à usiner ? et comment fais tu pour trouver précisément le centre coté pointeau ? je pensais à usiner une petite pièce en alu à la CN avec l'empreinte du rond et un petit trou au centre pour y faire passer une meche
C'est long à mettre en place en tout cas un 4eme axe ... !
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: point de départ pour le 4eme axe
![]() dh42 Lun 31 Oct 2016 - 22:36
dh42 Lun 31 Oct 2016 - 22:36
Salut,
Oui, un coup de fraiseuse sur des plats qui trainaient dans un coin depuis des lustres.
Non, je n'ai que celle la (et je n'ai jamais usiné de pièces longues), mais la longueur n'a pas d'importance ; une fois que la contre pointe est réglée en hauteur, elle l'est quelque soit sa position. Le principe c'est que la barre soit parfaitement horizontale, donc je palpe dessus avec un comparateur pour régler ma hauteur de CTP, ensuite une fois réglée, ça ne bouge plus. (même chose pour l'alignement latéral)
Lol, c'est une des règles du fraisage, tu passe souvent plus de temps à monter les équipements, à monter la pièce et à régler qu'à usiner !
++
David
Par contre ou as tu trouvé tes plats ? ils doivent faire environ 9x4 mm qqchose comme ca, tu les as fabriqué toi meme? sinon je me disais que cetait faisable de les faire en alu en forme de T
Oui, un coup de fraiseuse sur des plats qui trainaient dans un coin depuis des lustres.
Pour la tige rectifiée, tu en utilise une longue pour les grandes longueurs à usiner ? et comment fais tu pour trouver précisément le centre coté pointeau ?
Non, je n'ai que celle la (et je n'ai jamais usiné de pièces longues), mais la longueur n'a pas d'importance ; une fois que la contre pointe est réglée en hauteur, elle l'est quelque soit sa position. Le principe c'est que la barre soit parfaitement horizontale, donc je palpe dessus avec un comparateur pour régler ma hauteur de CTP, ensuite une fois réglée, ça ne bouge plus. (même chose pour l'alignement latéral)
C'est long à mettre en place en tout cas un 4eme axe ... !
Lol, c'est une des règles du fraisage, tu passe souvent plus de temps à monter les équipements, à monter la pièce et à régler qu'à usiner !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: point de départ pour le 4eme axe
![]() pierre2410 Mar 1 Nov 2016 - 11:07
pierre2410 Mar 1 Nov 2016 - 11:07
Dans ce cas, il faut que ton plateau en alu soit parfaitement plan avec le parcours de ta broche nan ? Il faut que je vérifie ca chez moi, si cest bien aligné je ferais un systeme un peu comme toiNon, je n'ai que celle la (et je n'ai jamais usiné de pièces longues), mais la longueur n'a pas d'importance ; une fois que la contre pointe est réglée en hauteur, elle l'est quelque soit sa position. Le principe c'est que la barre soit parfaitement horizontale, donc je palpe dessus avec un comparateur pour régler ma hauteur de CTP, ensuite une fois réglée, ça ne bouge plus. (même chose pour l'alignement latéral) a écrit:
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: point de départ pour le 4eme axe
![]() dh42 Mar 1 Nov 2016 - 19:37
dh42 Mar 1 Nov 2016 - 19:37
Re
Oui, tout à fait. (et aussi les rainures de la table doivent être bien alignées sur Y)
Et bien sur, l'axe de rotation du mandrin doit être // à la table.
++
David
Dans ce cas, il faut que ton plateau en alu soit parfaitement plan avec le parcours de ta broche nan ?
Oui, tout à fait. (et aussi les rainures de la table doivent être bien alignées sur Y)
Et bien sur, l'axe de rotation du mandrin doit être // à la table.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: point de départ pour le 4eme axe
![]() pierre2410 Mar 1 Nov 2016 - 20:22
pierre2410 Mar 1 Nov 2016 - 20:22
Tu as du l'ajuster pour quil soit bien aligné de partout ?
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: point de départ pour le 4eme axe
![]() dh42 Mar 1 Nov 2016 - 20:33
dh42 Mar 1 Nov 2016 - 20:33
Oui, j'ai mis un lardon réglable sous la base de l'axe, de façon à l'aligner avec Y (sur la PF la table ne peux pas se régler en alignement ; je ne l'ai jamais monté sur la PFE)
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: point de départ pour le 4eme axe
![]() pierre2410 Mer 2 Nov 2016 - 18:57
pierre2410 Mer 2 Nov 2016 - 18:57
ok !
Si jai bien compris le lardon permet le reglage pour l'alignement de la broche sur l'axe y, cest bien ca ?
Mais pour régler la table alu pour que sa hauteur soit bien plane partout, comment tu fais ?
J'ai fait plusieurs pièces avec mon système, pour le moment, les cotes sont assez précise, il doit y avoir 2 dixiemes max , mais si je démonte et remonte, je pense quil faudra que je me retappe le réglage de la pointe, et c'est pas évident je trouve pour quelle soit bien alignée en hauteur, jai du mettre 1/2h hier :S
Si jai bien compris le lardon permet le reglage pour l'alignement de la broche sur l'axe y, cest bien ca ?
Mais pour régler la table alu pour que sa hauteur soit bien plane partout, comment tu fais ?
J'ai fait plusieurs pièces avec mon système, pour le moment, les cotes sont assez précise, il doit y avoir 2 dixiemes max , mais si je démonte et remonte, je pense quil faudra que je me retappe le réglage de la pointe, et c'est pas évident je trouve pour quelle soit bien alignée en hauteur, jai du mettre 1/2h hier :S
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: point de départ pour le 4eme axe
![]() dh42 Mer 2 Nov 2016 - 19:23
dh42 Mer 2 Nov 2016 - 19:23
Salut,
pour faire plus simple, il faudrait que tu fasse un système comme ce que tu a fait en bois, mais en alu et que tu le monte tj à la même position sur ta table. Tu surface la plaque d'alu une fois en place pour rattraper l'éventuelle défaut de la table.
++
David
ouiSi jai bien compris le lardon permet le reglage pour l'alignement de la broche sur l'axe y, cest bien ca ?
Sur une PFE ? ... calage sous la table avec du clinquant je pense (je n'ai pas réglé la mienne) ; je crois que c'est comme ça qu'a fait Eric.Mais pour régler la table alu pour que sa hauteur soit bien plane partout, comment tu fais ?
pour faire plus simple, il faudrait que tu fasse un système comme ce que tu a fait en bois, mais en alu et que tu le monte tj à la même position sur ta table. Tu surface la plaque d'alu une fois en place pour rattraper l'éventuelle défaut de la table.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: point de départ pour le 4eme axe
![]() pierre2410 Mer 2 Nov 2016 - 20:14
pierre2410 Mer 2 Nov 2016 - 20:14
C'est sur que le top ce serait de régler la table en alu mais c'est une bonne idée de refaire la meme chose que mon truc en bois mais en alu , (avec des rainures en+ pour mettre des lardons) ca fait encore du taff tout ca ! 
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: point de départ pour le 4eme axe
![]() dh42 Mer 2 Nov 2016 - 20:46
dh42 Mer 2 Nov 2016 - 20:46
Oh, je n'ai rien inventé, j'ai du voir ça quelque part sur un forum et ça c'est imprimé dans mes neurones
le top serait de faire en sorte de pouvoir inter-changer le 4ieme axe et un mandrin de tour .. un PO de tour à la place de la broche et tu a un tour numérique
une bidouille "à la con" faites sur mon ID-CNc
++
david
le top serait de faire en sorte de pouvoir inter-changer le 4ieme axe et un mandrin de tour .. un PO de tour à la place de la broche et tu a un tour numérique
une bidouille "à la con" faites sur mon ID-CNc
++
david
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: point de départ pour le 4eme axe
![]() pierre2410 Jeu 3 Nov 2016 - 13:05
pierre2410 Jeu 3 Nov 2016 - 13:05
ca donne des idées en effet
Jai un tour qui traine au grenier depuis 10 ans, je vais regarder sil y a moyen de faire quelquechose, par contre ca n'apporte pas grand chose de + que le 4e axe , si ?
Jai un tour qui traine au grenier depuis 10 ans, je vais regarder sil y a moyen de faire quelquechose, par contre ca n'apporte pas grand chose de + que le 4e axe , si ?
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: point de départ pour le 4eme axe
![]() dh42 Jeu 3 Nov 2016 - 14:30
dh42 Jeu 3 Nov 2016 - 14:30
Et bien si, un tour et un 4ieme axe ça n'a rien à voir .. un 4ieme axe c'est l'équivalent d'un diviseur (et ça tourne très lentement)
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: point de départ pour le 4eme axe
![]() pierre2410 Jeu 3 Nov 2016 - 19:20
pierre2410 Jeu 3 Nov 2016 - 19:20
en fait je voulais dire , est ce que tu penses qu'on peut faire des formes différentes qu'avec le 4e axe ? Meme si l'usinage doit etre beaucoup + rapide avec le tour
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: point de départ pour le 4eme axe
![]() dh42 Jeu 3 Nov 2016 - 20:50
dh42 Jeu 3 Nov 2016 - 20:50
Avec le tour, tu ne peux faire que des formes de révolution, comme sur un tour normal ; avec le 4ieme axe tu peux faire une statuette si tu veux ...
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: point de départ pour le 4eme axe
![]() pierre2410 Ven 25 Nov 2016 - 9:27
pierre2410 Ven 25 Nov 2016 - 9:27
Ca y est, j'ai bien avancé sur mon martyre pour le 4eme axe, j'ai acheté un rail en alu à 50 euros de 16cm de largeur
j'ai mis une plaque d'alu de 2cm coté 4eme axe pour pouvoir usiner des pieces avec un diametre un peu + important (on ne sait jamais...), j'ai mis 2 lardons réglables par plaque pour que ca ne bouge pas d'un poil, car j'ai un micro jeu si j'en laisse qu'un
J'ai mis l'ensemble sur mon martyre bois pour le moment. J'ai fait un test hier et la cote etait bonne quoique un poil plus grosse, peut etre 0,05 mm mais ca me va bien comme ca

j'ai mis une plaque d'alu de 2cm coté 4eme axe pour pouvoir usiner des pieces avec un diametre un peu + important (on ne sait jamais...), j'ai mis 2 lardons réglables par plaque pour que ca ne bouge pas d'un poil, car j'ai un micro jeu si j'en laisse qu'un
J'ai mis l'ensemble sur mon martyre bois pour le moment. J'ai fait un test hier et la cote etait bonne quoique un poil plus grosse, peut etre 0,05 mm mais ca me va bien comme ca
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 45
Localisation : chalon sur saone
Re: point de départ pour le 4eme axe
![]() dh42 Ven 25 Nov 2016 - 23:52
dh42 Ven 25 Nov 2016 - 23:52
Salut,
Nickel, ça devrait être plus rapide à mettre en place.
++
David
Nickel, ça devrait être plus rapide à mettre en place.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» Spirale de Pythagore
» Retour case départ pour un tour !
» aide pour cablage moteur pas à pas 4eme axe
» quel rapport prendre pour le 4eme axe
» débuter en CNC
» Retour case départ pour un tour !
» aide pour cablage moteur pas à pas 4eme axe
» quel rapport prendre pour le 4eme axe
» débuter en CNC
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum