






parametre fraise a surfacer
2 participants
Page 1 sur 1

 parametre fraise a surfacer
parametre fraise a surfacer
![]() sweex59 Dim Mai 01 2022, 17:41
sweex59 Dim Mai 01 2022, 17:41
bonjour,
j'aimerais surfacer différents panneaux de mdf, j'ai donc acheté une fraise à surfacer à plaquettes.
Pour les paramètres de coupe j'ai utilisé le tableau excel de David ( encore merci) , j'ai mis cela comme paramètres:
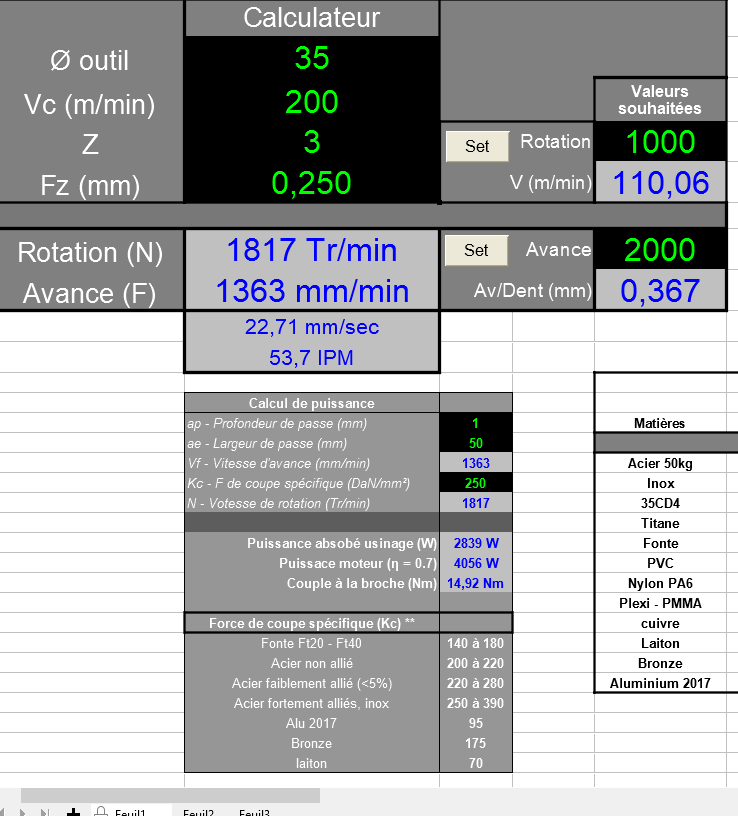
Le fait que ce soit une fraise à plaquettes faut il changer les paramètres par rapport à une fraise dont le corps (coupant ) ferait 35mm, et non 3 fois 10mm(par plaquettes)
car j'ai l'impression que la vitesse de rotation de la broche est faible ?
J'ai pris une vc de 200( pour le mdf j'ai trouvé entre 100 et 500m/mn)
merci pour vos lumières
bonne fin de journée
j'aimerais surfacer différents panneaux de mdf, j'ai donc acheté une fraise à surfacer à plaquettes.
Pour les paramètres de coupe j'ai utilisé le tableau excel de David ( encore merci) , j'ai mis cela comme paramètres:

Le fait que ce soit une fraise à plaquettes faut il changer les paramètres par rapport à une fraise dont le corps (coupant ) ferait 35mm, et non 3 fois 10mm(par plaquettes)
car j'ai l'impression que la vitesse de rotation de la broche est faible ?
J'ai pris une vc de 200( pour le mdf j'ai trouvé entre 100 et 500m/mn)
merci pour vos lumières
bonne fin de journée

sweex59- très actif

- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)

Re: parametre fraise a surfacer
![]() dh42 Dim Mai 01 2022, 18:57
dh42 Dim Mai 01 2022, 18:57
Salut,
Non, fraise à plaquettes ou monobloc, ça ne change rien, c'est toujours le Ø outil qu'il faut utiliser pour le calcul
Si tu a une broche avec VFD genre 0-24000 tr, met toi à 6000 tr, pas moins, sinon ta broche n'aura rien dans le ventre. ... et dans ce cas, avance à 1800 mm/min (Fz = 0.1), à moins que ta machine ne soit capable d'une avance à 4500 mm/min bien sur (Fz = 0.25)
++
David
Non, fraise à plaquettes ou monobloc, ça ne change rien, c'est toujours le Ø outil qu'il faut utiliser pour le calcul
Si tu a une broche avec VFD genre 0-24000 tr, met toi à 6000 tr, pas moins, sinon ta broche n'aura rien dans le ventre. ... et dans ce cas, avance à 1800 mm/min (Fz = 0.1), à moins que ta machine ne soit capable d'une avance à 4500 mm/min bien sur (Fz = 0.25)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: parametre fraise a surfacer
![]() sweex59 Dim Mai 01 2022, 19:14
sweex59 Dim Mai 01 2022, 19:14
ok pour le diamètre de l'outil, merci
Question sur ton tableur :
pour obtenir les valeurs que tu indiques, tu remplis quelles cases car si je mets 6000 à droite dans valeurs souhaitées ca ne change rien dans le tableau de gauche.
ou alors tu utilises les autres formules ?
Question sur ton tableur :
pour obtenir les valeurs que tu indiques, tu remplis quelles cases car si je mets 6000 à droite dans valeurs souhaitées ca ne change rien dans le tableau de gauche.
ou alors tu utilises les autres formules ?
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: parametre fraise a surfacer
![]() dh42 Dim Mai 01 2022, 21:04
dh42 Dim Mai 01 2022, 21:04
Re
Ensuite il faut cliquer sur le bouton Set
++
David
si je mets 6000 à droite dans valeurs souhaitées ca ne change rien dans le tableau de gauche.
Ensuite il faut cliquer sur le bouton Set
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: parametre fraise a surfacer
![]() sweex59 Dim Mai 01 2022, 21:52
sweex59 Dim Mai 01 2022, 21:52
c'est que j'avais fais, mais je n'avais pas compris qu'il fallait reporter la valeur V(m/min) a la place de Vc (m/min)

La vitesse de coupe (Vc) n'est pas trop élevée pour du mdf ?
encore merci
bonne soirée

La vitesse de coupe (Vc) n'est pas trop élevée pour du mdf ?
encore merci
bonne soirée
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: parametre fraise a surfacer
![]() dh42 Dim Mai 01 2022, 23:08
dh42 Dim Mai 01 2022, 23:08
Non, il n'y a rien à reporter, tu entre la valeur de rotation voulue dans la case noire dans la colonne valeur souhaitée, tu valide par Enter (ce qui recalcule la valeur V qui est juste en dessous) et quand tu clique sur Set, ça copie cette valeur V dans la case Vc (à condition que tu n'ai pas désactivé les macro dans Excel .. et que ce soit bien Excel, pas sur que ça marche sur les autres tableurs)
Non, pas de problème, en prod dans du MDF on peut aller jusqu'à 3000 m/min pour VC avec les outils adaptés ! (à la toupie par exemple) mais on trouve vraiment de tout comme valeurs sur le Web ; mais à 5/600 m/min en fraisage, il n'y a pas de problème, le tout c'est d'arriver à garder un Fz d'au moins 0.1 mm/dent, sinon ça fait de la poudre jaune immonde ... si tu ne peux pas garantir un Fz d'au moins 0.1 à cette V de rotation, alors il faudra diminuer la V de rotation. Mieux vaut tourner plus doucement que descendre trop bas en Fz
... si tu ne peux pas garantir un Fz d'au moins 0.1 à cette V de rotation, alors il faudra diminuer la V de rotation. Mieux vaut tourner plus doucement que descendre trop bas en Fz
++
David
La vitesse de coupe (Vc) n'est pas trop élevée pour du mdf ?
Non, pas de problème, en prod dans du MDF on peut aller jusqu'à 3000 m/min pour VC avec les outils adaptés ! (à la toupie par exemple) mais on trouve vraiment de tout comme valeurs sur le Web ; mais à 5/600 m/min en fraisage, il n'y a pas de problème, le tout c'est d'arriver à garder un Fz d'au moins 0.1 mm/dent, sinon ça fait de la poudre jaune immonde
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25660
Points : 38369
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: parametre fraise a surfacer
![]() sweex59 Lun Mai 02 2022, 12:12
sweex59 Lun Mai 02 2022, 12:12
bonjour david,
c'est exactement ca j'utilise libre office et les macros n'ont pas l'air de fonctionner
Merci pour les précisions concernant le mdf, je note pour la Fz mini de 0.1
bonne journée
c'est exactement ca j'utilise libre office et les macros n'ont pas l'air de fonctionner
Merci pour les précisions concernant le mdf, je note pour la Fz mini de 0.1
bonne journée
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)

 Sujets similaires
Sujets similaires» Fraise à surfacer
» Fraise a surfacer
» fraise à surfacer
» Une fraise à surfacer inattendue...
» Fraise à onglet verrouillé ou fraise à tiroir...que choisir ?
» Fraise a surfacer
» fraise à surfacer
» Une fraise à surfacer inattendue...
» Fraise à onglet verrouillé ou fraise à tiroir...que choisir ?
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum