






Problème arrêt en cours d'usinage "33 cible du mouvement non valide"
2 participants
Page 1 sur 1

 Problème arrêt en cours d'usinage "33 cible du mouvement non valide"
Problème arrêt en cours d'usinage "33 cible du mouvement non valide"
![]() Isidore78 Ven 27 Aoû 2021 - 16:12
Isidore78 Ven 27 Aoû 2021 - 16:12
Bonjour à tous, et plus particulièrement à David qui lira ce message, je l'espère ! 
J'ai remis en service une RSCNC32 pilotée par GRBL. J'ai déjà fait quelques usinages réussis avec CAMBAM que j'apprécie à l'usage et je n'ai pas envie de me faire à un autre logiciel pour le moment. Je dois simplement sortir un fichier gcode, la machine peut ensuite travailler sans ordinateur reliée.
J'ai joins le fichier Cambam et le gcode que j'ai sorti (retravaillé en enlevant le changement d'outils non géré ainsi que la commande S1000).
De toutes les manières (j'ai essayé 5 façons possibles de traiter les opérations indépendamment ou pas), j'ai toujours une erreur au 3 ème trou de l'opération d'usinage "poche 2", il descend à -3mm et il bloque avec l'erreur : "33 cible du mouvement non valide".
J'ai également essayé avec le post processeur que David à fait (GRBL-noTC), là il se déplace vers le 1er trou de poche 2 et il descend et il bloque dès le premier trou avec la même erreur.
Je ne comprends pas d'où cela vient.
Merci par avance à celui ou celle qui sera capable de m'aider !
J'ai remis en service une RSCNC32 pilotée par GRBL. J'ai déjà fait quelques usinages réussis avec CAMBAM que j'apprécie à l'usage et je n'ai pas envie de me faire à un autre logiciel pour le moment. Je dois simplement sortir un fichier gcode, la machine peut ensuite travailler sans ordinateur reliée.
J'ai joins le fichier Cambam et le gcode que j'ai sorti (retravaillé en enlevant le changement d'outils non géré ainsi que la commande S1000).
De toutes les manières (j'ai essayé 5 façons possibles de traiter les opérations indépendamment ou pas), j'ai toujours une erreur au 3 ème trou de l'opération d'usinage "poche 2", il descend à -3mm et il bloque avec l'erreur : "33 cible du mouvement non valide".
J'ai également essayé avec le post processeur que David à fait (GRBL-noTC), là il se déplace vers le 1er trou de poche 2 et il descend et il bloque dès le premier trou avec la même erreur.
Je ne comprends pas d'où cela vient.
Merci par avance à celui ou celle qui sera capable de m'aider !
- Fichiers joints

- Frame_I3RS complet.zip Vous n'avez pas la permission de télécharger les fichiers joints.(12 Ko) Téléchargé 3 fois

Isidore78- acharné du forum

- Messages : 499
Points : 598
Date d'inscription : 05/10/2016
Age : 46
Localisation : Madagascar

Re: Problème arrêt en cours d'usinage "33 cible du mouvement non valide"
![]() dh42 Ven 27 Aoû 2021 - 20:53
dh42 Ven 27 Aoû 2021 - 20:53
Salut,
je ne connais pas trop GRBL, mais de ce que j'ai lu, l'erreur 33 se produit sur les arcs (G2 - G3) quand la fin de l'arc ne correspond pas exactement avec le début de la ligne (ou de l'arc) suivant. Cela se produit si les valeurs sont trop arrondies.
Ce que tu peux essayer de faire:
- onglet Système
- sélectionne le PP GRBL que tu utilise et modifie la chaine de formatage des nombres dans le post pro ; c'est le paramètre "format des nombres" ; par défaut il est réglé sur: 0.0# ... ce qui fait qu'il ne sortira que 2 chiffres après la virgule au maxi.
Remplace le par 0.0### pour qu'il sorte 4 chiffres après la virgule (si nécessaire), puis clic droit sur le nom du PP > Enregistrer pour sauver les réglages. (attention, c'est bien la chaine de formattage dans le PP qu'il faut modifier, pas celle qui est dans le dossier Usinage)
ton Gcode
( Made using CamBam - http://www.cambam.co.uk )
( Frame_I3RS complet 8/24/2021 12:20:08 PM )
( Post-pro: GRBL )
( T0 : 2.5 )
G21 G90 G40
G0 Z3.0
( T0 : 2.5 )
( Poche1 )
G17
M3 S1000
G0 X5.5 Y162.0
G0 Z1.0
G1 F300.0 Z-3.0
F1200.0
G2X4.75Y161.57I-0.5J0.0
G2Y162.43I0.25J0.43
G2X5.5Y162.0I0.25J-0.43
G1 F300.0 X6.5
F1200.0
G2X4.25Y160.7I-1.5J0.0
G2Y163.3I0.75J1.3
G2X6.5Y162.0I0.75J-1.3
G1 F300.0 X5.5
G1 Z-5.0
...
...
devrait devenir
( Made using CamBam - http://www.cambam.co.uk )
( Frame_I3RS complet 8/27/2021 8:41:07 PM )
( Post-pro: GRBL )
( T0 : 2.5 )
G21 G90 G40
G0 Z3.0
( T0 : 2.5 )
T0 M6
( Poche1 )
G17
M3 S1000
G0 X5.5 Y162.0
G0 Z1.0
G1 F300.0 Z-3.0
F1200.0
G2X4.75Y161.567I-0.5J0.0
G2Y162.433I0.25J0.433
G2X5.5Y162.0I0.25J-0.433
G1 F300.0 X6.5
F1200.0
G2X4.25Y160.701I-1.5J0.0
G2Y163.299I0.75J1.299
G2X6.5Y162.0I0.75J-1.299
G1 F300.0 X5.5
G1 Z-5.0
...
...
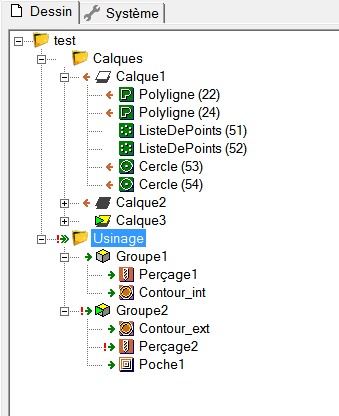
PS attention il y a une erreur sur ton fichier, sur les opérations Contour1 et Contour2 ; il leur manque des formes de dessin qui sont affectées à l'opération mais qui ont été supprimées sur le dessin (ou dont l'ID à changé suite à des modifs sur le tracé) ... tu à la liste des formes manquantes dans la fenêtre log quand tu produit le Gcode.
Ce plugin est bien utile pour retrouver quelle forme est utilisée par quelle op d'usinage ou inversement..
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/geolink_FR.html
Si comme sur cette image il y a un ! rouge en face d'une op d'usinage, c'est qu'il lui manque des objets de dessins.
pour réaffecter facilement les objets qui sont présents dans le dessin:
- clic droit sur l'opération à qui il manque des objets de dessin (par exemple sur Contour1) > Sélectionner les objets de dessin
- sans rien toucher d'autre, tape sur la touche Entrée du clavier, cela mettra à jour la liste des ID de formes utilisées.
- désélectionne/re-sélectionne ton opération d'usinage > seuls les tracés qui existent effectivement et qui étaient déjà assignés seront assignés à l'opération (visible dans ID primitives)
Si tu veux pouvoir utiliser les changements d'outils avec GRBL (T.. M6), tu peux utiliser GRBL Machine pour piloter la CN directement depuis CamBam
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/GRBLmachine_FR.html
++
David
je ne connais pas trop GRBL, mais de ce que j'ai lu, l'erreur 33 se produit sur les arcs (G2 - G3) quand la fin de l'arc ne correspond pas exactement avec le début de la ligne (ou de l'arc) suivant. Cela se produit si les valeurs sont trop arrondies.
Ce que tu peux essayer de faire:
- onglet Système
- sélectionne le PP GRBL que tu utilise et modifie la chaine de formatage des nombres dans le post pro ; c'est le paramètre "format des nombres" ; par défaut il est réglé sur: 0.0# ... ce qui fait qu'il ne sortira que 2 chiffres après la virgule au maxi.
Remplace le par 0.0### pour qu'il sorte 4 chiffres après la virgule (si nécessaire), puis clic droit sur le nom du PP > Enregistrer pour sauver les réglages. (attention, c'est bien la chaine de formattage dans le PP qu'il faut modifier, pas celle qui est dans le dossier Usinage)
ton Gcode
( Made using CamBam - http://www.cambam.co.uk )
( Frame_I3RS complet 8/24/2021 12:20:08 PM )
( Post-pro: GRBL )
( T0 : 2.5 )
G21 G90 G40
G0 Z3.0
( T0 : 2.5 )
( Poche1 )
G17
M3 S1000
G0 X5.5 Y162.0
G0 Z1.0
G1 F300.0 Z-3.0
F1200.0
G2X4.75Y161.57I-0.5J0.0
G2Y162.43I0.25J0.43
G2X5.5Y162.0I0.25J-0.43
G1 F300.0 X6.5
F1200.0
G2X4.25Y160.7I-1.5J0.0
G2Y163.3I0.75J1.3
G2X6.5Y162.0I0.75J-1.3
G1 F300.0 X5.5
G1 Z-5.0
...
...
devrait devenir
( Made using CamBam - http://www.cambam.co.uk )
( Frame_I3RS complet 8/27/2021 8:41:07 PM )
( Post-pro: GRBL )
( T0 : 2.5 )
G21 G90 G40
G0 Z3.0
( T0 : 2.5 )
T0 M6
( Poche1 )
G17
M3 S1000
G0 X5.5 Y162.0
G0 Z1.0
G1 F300.0 Z-3.0
F1200.0
G2X4.75Y161.567I-0.5J0.0
G2Y162.433I0.25J0.433
G2X5.5Y162.0I0.25J-0.433
G1 F300.0 X6.5
F1200.0
G2X4.25Y160.701I-1.5J0.0
G2Y163.299I0.75J1.299
G2X6.5Y162.0I0.75J-1.299
G1 F300.0 X5.5
G1 Z-5.0
...
...
PS attention il y a une erreur sur ton fichier, sur les opérations Contour1 et Contour2 ; il leur manque des formes de dessin qui sont affectées à l'opération mais qui ont été supprimées sur le dessin (ou dont l'ID à changé suite à des modifs sur le tracé) ... tu à la liste des formes manquantes dans la fenêtre log quand tu produit le Gcode.
- Code:
Longueur d'usinage "Poche1: 100.530964914868 + rapides: 177.014196932968 = total: 277.545161847836
ID = 495 est introuvable
ID = 679 est introuvable
ID = 494 est introuvable
ID = 680 est introuvable
ID = 493 est introuvable
Estimation des parcours d'outil "Poche1 'Durée: 00:00:05 + rapides: 00:00:18 = total: 00:00:23
ID = 681 est introuvable
ID = 492 est introuvable
ID = 682 est introuvable
ID = 683 est introuvable
ID = 491 est introuvable
ID = 490 est introuvable
ID = 684 est introuvable
ID = 685 est introuvable
ID = 489 est introuvable
ID = 686 est introuvable
ID = 488 est introuvable
ID = 487 est introuvable
ID = 687 est introuvable
ID = 688 est introuvable
ID = 502 est introuvable
ID = 501 est introuvable
ID = 689 est introuvable
ID = 690 est introuvable
ID = 500 est introuvable
ID = 499 est introuvable
ID = 674 est introuvable
ID = 675 est introuvable
ID = 498 est introuvable
ID = 497 est introuvable
ID = 676 est introuvable
ID = 677 est introuvable
ID = 496 est introuvable
ID = 678 est introuvable
ID = 549 est introuvable
ID = 473 est introuvable
ID = 550 est introuvable
ID = 472 est introuvable
ID = 548 est introuvable
ID = 553 est introuvable
ID = 474 est introuvable
ID = 476 est introuvable
ID = 552 est introuvable
ID = 551 est introuvable
ID = 475 est introuvable
ID = 522 est introuvable
ID = 477 est introuvable
ID = 523 est introuvable
ID = 479 est introuvable
Longueur d'usinage "Poche2: 1019.76097535536 + rapides: 2993.22821012376 = total: 4012.98918547912
ID = 524 est introuvable
ID = 478 est introuvable
Estimation des parcours d'outil "Poche2 'Durée: 00:00:51 + rapides: 00:04:59 = total: 00:05:50
ID = 574 est introuvable
ID = 480 est introuvable
ID = 481 est introuvable
ID = 575 est introuvable
ID = 576 est introuvable
ID = 482 est introuvable
ID = 483 est introuvable
ID = 577 est introuvable
ID = 471 est introuvable
ID = 520 est introuvable
ID = 555 est introuvable
ID = 470 est introuvable
ID = 469 est introuvable
ID = 562 est introuvable
ID = 570 est introuvable
ID = 440 est introuvable
ID = 439 est introuvable
ID = 571 est introuvable
ID = 573 est introuvable
ID = 437 est introuvable
ID = 438 est introuvable
ID = 509 est introuvable
ID = 510 est introuvable
ID = 435 est introuvable
ID = 436 est introuvable
ID = 511 est introuvable
ID = 567 est introuvable
ID = 434 est introuvable
ID = 568 est introuvable
ID = 433 est introuvable
ID = 432 est introuvable
ID = 569 est introuvable
ID = 579 est introuvable
ID = 431 est introuvable
ID = 430 est introuvable
ID = 507 est introuvable
ID = 521 est introuvable
ID = 556 est introuvable
ID = 561 est introuvable
ID = 542 est introuvable
ID = 540 est introuvable
ID = 564 est introuvable
ID = 565 est introuvable
ID = 541 est introuvable
ID = 566 est introuvable
ID = 539 est introuvable
ID = 517 est introuvable
ID = 578 est introuvable
ID = 572 est introuvable
ID = 543 est introuvable
ID = 544 est introuvable
ID = 538 est introuvable
ID = 545 est introuvable
ID = 495 est introuvable
ID = 494 est introuvable
ID = 546 est introuvable
ID = 547 est introuvable
ID = 493 est introuvable
ID = 492 est introuvable
ID = 558 est introuvable
ID = 557 est introuvable
ID = 491 est introuvable
ID = 490 est introuvable
ID = 513 est introuvable
ID = 514 est introuvable
ID = 489 est introuvable
ID = 488 est introuvable
ID = 554 est introuvable
ID = 531 est introuvable
ID = 487 est introuvable
ID = 502 est introuvable
ID = 515 est introuvable
ID = 501 est introuvable
ID = 525 est introuvable
ID = 526 est introuvable
ID = 500 est introuvable
ID = 499 est introuvable
ID = 527 est introuvable
ID = 528 est introuvable
ID = 498 est introuvable
ID = 529 est introuvable
ID = 497 est introuvable
ID = 496 est introuvable
ID = 530 est introuvable
ID = 549 est introuvable
ID = 559 est introuvable
ID = 516 est introuvable
ID = 550 est introuvable
ID = 533 est introuvable
ID = 548 est introuvable
ID = 553 est introuvable
ID = 532 est introuvable
ID = 534 est introuvable
ID = 552 est introuvable
ID = 551 est introuvable
ID = 535 est introuvable
ID = 560 est introuvable
ID = 522 est introuvable
ID = 523 est introuvable
ID = 563 est introuvable
ID = 536 est introuvable
ID = 524 est introuvable
ID = 574 est introuvable
ID = 537 est introuvable
ID = 538 est introuvable
ID = 575 est introuvable
ID = 576 est introuvable
ID = 679 est introuvable
ID = 577 est introuvable
ID = 680 est introuvable
ID = 681 est introuvable
ID = 520 est introuvable
ID = 555 est introuvable
ID = 682 est introuvable
ID = 562 est introuvable
ID = 683 est introuvable
ID = 684 est introuvable
ID = 570 est introuvable
ID = 571 est introuvable
ID = 685 est introuvable
ID = 686 est introuvable
ID = 573 est introuvable
ID = 687 est introuvable
ID = 509 est introuvable
ID = 688 est introuvable
ID = 510 est introuvable
ID = 511 est introuvable
ID = 689 est introuvable
ID = 690 est introuvable
ID = 567 est introuvable
ID = 568 est introuvable
ID = 674 est introuvable
ID = 675 est introuvable
ID = 569 est introuvable
ID = 676 est introuvable
ID = 579 est introuvable
ID = 677 est introuvable
ID = 507 est introuvable
ID = 678 est introuvable
ID = 521 est introuvable
ID = 561 est introuvable
ID = 473 est introuvable
ID = 472 est introuvable
ID = 564 est introuvable
ID = 474 est introuvable
ID = 565 est introuvable
ID = 566 est introuvable
ID = 476 est introuvable
ID = 475 est introuvable
ID = 578 est introuvable
ID = 572 est introuvable
ID = 477 est introuvable
ID = 479 est introuvable
ID = 538 est introuvable
ID = 478 est introuvable
ID = 480 est introuvable
ID = 481 est introuvable
ID = 482 est introuvable
ID = 483 est introuvable
ID = 471 est introuvable
ID = 470 est introuvable
ID = 469 est introuvable
ID = 440 est introuvable
ID = 439 est introuvable
ID = 437 est introuvable
ID = 438 est introuvable
ID = 435 est introuvable
ID = 436 est introuvable
ID = 434 est introuvable
ID = 433 est introuvable
Longueur d'usinage "Contour1: 2553.31481133363 + rapides: 358.390660901984 = total: 2911.70547223561
ID = 432 est introuvable
Estimation des parcours d'outil "Contour1 'Durée: 00:02:08 + rapides: 00:00:36 = total: 00:02:44
ID = 431 est introuvable
ID = 430 est introuvable
ID = 556 est introuvable
ID = 542 est introuvable
ID = 540 est introuvable
ID = 541 est introuvable
ID = 539 est introuvable
ID = 517 est introuvable
ID = 543 est introuvable
ID = 544 est introuvable
ID = 545 est introuvable
ID = 546 est introuvable
ID = 547 est introuvable
ID = 558 est introuvable
ID = 557 est introuvable
ID = 513 est introuvable
ID = 514 est introuvable
ID = 554 est introuvable
ID = 531 est introuvable
ID = 515 est introuvable
ID = 525 est introuvable
ID = 526 est introuvable
ID = 527 est introuvable
ID = 528 est introuvable
ID = 529 est introuvable
ID = 530 est introuvable
ID = 559 est introuvable
ID = 516 est introuvable
ID = 533 est introuvable
ID = 532 est introuvable
ID = 534 est introuvable
ID = 535 est introuvable
ID = 560 est introuvable
ID = 563 est introuvable
ID = 536 est introuvable
ID = 537 est introuvable
ID = 538 est introuvable
Longueur d'usinage "Contour2: 10466.0981869149 + rapides: 630.777455375705 = total: 11096.8756422906
Estimation des parcours d'outil "Contour2 'Durée: 00:08:43 + rapides: 00:01:03 = total: 00:09:46
Ce plugin est bien utile pour retrouver quelle forme est utilisée par quelle op d'usinage ou inversement..
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/geolink_FR.html
Si comme sur cette image il y a un ! rouge en face d'une op d'usinage, c'est qu'il lui manque des objets de dessins.
pour réaffecter facilement les objets qui sont présents dans le dessin:
- clic droit sur l'opération à qui il manque des objets de dessin (par exemple sur Contour1) > Sélectionner les objets de dessin
- sans rien toucher d'autre, tape sur la touche Entrée du clavier, cela mettra à jour la liste des ID de formes utilisées.
- désélectionne/re-sélectionne ton opération d'usinage > seuls les tracés qui existent effectivement et qui étaient déjà assignés seront assignés à l'opération (visible dans ID primitives)
J'ai joins le fichier Cambam et le gcode que j'ai sorti (retravaillé en enlevant le changement d'outils non géré ainsi que la commande S1000).
Si tu veux pouvoir utiliser les changements d'outils avec GRBL (T.. M6), tu peux utiliser GRBL Machine pour piloter la CN directement depuis CamBam
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/GRBLmachine_FR.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Problème arrêt en cours d'usinage "33 cible du mouvement non valide"
![]() Isidore78 Sam 28 Aoû 2021 - 11:54
Isidore78 Sam 28 Aoû 2021 - 11:54
Bonjour David,
Une fois de plus tu as vu juste. Un très grand 
Voici une petite vidéo qui la montre en action !
Bon il faudra que je refasse l'usinage car les brides ne sont pas assez puissantes et le plateau a bougé pendant la découpe Je vais devoir passer au vissage des pièces dans un martyr lui même vissé je crois car ça ne va pas le faire ce système de bride (le plastique ça glisse !!). J'essaierai plus tard en collant une matière qui ne glisse pas mais je n'y crois pas trop
Je vais devoir passer au vissage des pièces dans un martyr lui même vissé je crois car ça ne va pas le faire ce système de bride (le plastique ça glisse !!). J'essaierai plus tard en collant une matière qui ne glisse pas mais je n'y crois pas trop 
Concernant Geolink, merci pour le lien, je ne connaissais pas et ça pourra aider. Je l'ai installé mais il ne m'a pas révéler d'erreur donc je pense que j'ai modifier le fichier entre la version que tu as eu et celle que j'utilise maintenant.
Concernant GRBL Machine, je l'utilisais avec la 3018 et c'était très bien. Je n'ai pas besoin de changement d'outils pour ce que je fais actuellement et je n'ai pas besoin d'ordinateur en permanence connecté avec la RSCNC32. Merci quand même de l'avoir rappelé car c'est un super plugin qui vient très bien compléter CAMBAM que j'apprécie de plus en plus tellement ce logiciel offre des possibilités intéressantes.
Encore un gros merci David ! 
Une fois de plus tu as vu juste.
Voici une petite vidéo qui la montre en action !
Bon il faudra que je refasse l'usinage car les brides ne sont pas assez puissantes et le plateau a bougé pendant la découpe
Je vais devoir passer au vissage des pièces dans un martyr lui même vissé je crois car ça ne va pas le faire ce système de bride (le plastique ça glisse !!). J'essaierai plus tard en collant une matière qui ne glisse pas mais je n'y crois pas trop Concernant Geolink, merci pour le lien, je ne connaissais pas et ça pourra aider. Je l'ai installé mais il ne m'a pas révéler d'erreur donc je pense que j'ai modifier le fichier entre la version que tu as eu et celle que j'utilise maintenant.
Concernant GRBL Machine, je l'utilisais avec la 3018 et c'était très bien. Je n'ai pas besoin de changement d'outils pour ce que je fais actuellement et je n'ai pas besoin d'ordinateur en permanence connecté avec la RSCNC32. Merci quand même de l'avoir rappelé car c'est un super plugin qui vient très bien compléter CAMBAM que j'apprécie de plus en plus tellement ce logiciel offre des possibilités intéressantes.
Encore un gros merci David !
Isidore78- acharné du forum
- Messages : 499
Points : 598
Date d'inscription : 05/10/2016
Age : 46
Localisation : Madagascar
Re: Problème arrêt en cours d'usinage "33 cible du mouvement non valide"
![]() dh42 Sam 28 Aoû 2021 - 22:46
dh42 Sam 28 Aoû 2021 - 22:46
Salut,
Pour la plaque qui glisse, oui, le MDF ça glisse et le plastique aussi ... tu peux peut être envisager un système de fixation par les cotés afin de bloquer la plaque en translation, c'est un système simple avec 2 "guides" fixes sur lesquels la plaque viens s'appuyer, et des pièces rotatives qui travaillent comme des coinceurs à came, et qui se prennent dans des trous du martyr ... il doit y en avoir sur le forum, mais je ne me souviens plus qui à fait ça ...
(bon mon dessin n'est pas terrible, il y a peu de chance que les cames tiennent serrées)
Pour ma part, j'ai rapidement abandonné les martyrs en MDF car c'est trop fragile, si fort serrage des brides ça arrive à arracher l'insert ou à faire gonfler le MDF.
Pour les brides, je n'utilise que du métal avec éventuellement une fine couche de caoutchouc collée sur la partie de la bride en contact avec la pièce (glisse moins que métal sur bois, et évite de trop marquer la pièce)
++
David
Pour la plaque qui glisse, oui, le MDF ça glisse et le plastique aussi ... tu peux peut être envisager un système de fixation par les cotés afin de bloquer la plaque en translation, c'est un système simple avec 2 "guides" fixes sur lesquels la plaque viens s'appuyer, et des pièces rotatives qui travaillent comme des coinceurs à came, et qui se prennent dans des trous du martyr ... il doit y en avoir sur le forum, mais je ne me souviens plus qui à fait ça ...

(bon mon dessin n'est pas terrible, il y a peu de chance que les cames tiennent serrées)
Pour ma part, j'ai rapidement abandonné les martyrs en MDF car c'est trop fragile, si fort serrage des brides ça arrive à arracher l'insert ou à faire gonfler le MDF.
Pour les brides, je n'utilise que du métal avec éventuellement une fine couche de caoutchouc collée sur la partie de la bride en contact avec la pièce (glisse moins que métal sur bois, et évite de trop marquer la pièce)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Problème arrêt en cours d'usinage "33 cible du mouvement non valide"
![]() Isidore78 Mer 1 Sep 2021 - 8:35
Isidore78 Mer 1 Sep 2021 - 8:35
Salut David,
Encore un merci pour ces précisions. Le dessin est TRES compréhensible, et cela me fait pensé à la "dominoteuse" de Boris (L'air du Bois) qui permet de tenir les pièces pendant le dominotage ! Je l'avais fait. Mais je crois un peu plus aux brides en métal avec un caoutchouc collé dessus. Je vais y réfléchir.
A bientôt,
Encore un merci pour ces précisions. Le dessin est TRES compréhensible, et cela me fait pensé à la "dominoteuse" de Boris (L'air du Bois) qui permet de tenir les pièces pendant le dominotage ! Je l'avais fait. Mais je crois un peu plus aux brides en métal avec un caoutchouc collé dessus. Je vais y réfléchir.
A bientôt,
Isidore78- acharné du forum
- Messages : 499
Points : 598
Date d'inscription : 05/10/2016
Age : 46
Localisation : Madagascar
Contenu sponsorisé

 Sujets similaires
Sujets similaires» quel est ce mouvement ?
» [RESOLU] Arrêt en cours d'usinage dans CutViewer
» Problème installation bouton arrêt urgence
» branchement marche/arret + arret urgence
» Problème plugin camera kd-dietz mais tout autre problème en fait : PC qui a un problème et surtout ENB des drivers DM542 qui posait problème!!!???
» [RESOLU] Arrêt en cours d'usinage dans CutViewer
» Problème installation bouton arrêt urgence
» branchement marche/arret + arret urgence
» Problème plugin camera kd-dietz mais tout autre problème en fait : PC qui a un problème et surtout ENB des drivers DM542 qui posait problème!!!???
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum