






Palpeur d'outil
3 participants
Page 1 sur 1

 Palpeur d'outil
Palpeur d'outil
![]() Buchsbaum Dim 21 Fév 2021 - 14:35
Buchsbaum Dim 21 Fév 2021 - 14:35
Bonjour,
La machine chinoise fonctionne.
J'ai acheté la licence CamBam hier soir , je l'ai reçue dans la foulée.
Tout est OK sauf:
J'ai essayé de faire fonctionner le palpeur d'outil livré avec la machine mais les infos Chinoises ne sont pas assez claires pour moi.
Avez-vous ou y a-t-il des informations à ce sujet sur le forum ?
Photo du palpeur:

Merci
La machine chinoise fonctionne.
J'ai acheté la licence CamBam hier soir , je l'ai reçue dans la foulée.
Tout est OK sauf:
J'ai essayé de faire fonctionner le palpeur d'outil livré avec la machine mais les infos Chinoises ne sont pas assez claires pour moi.
Avez-vous ou y a-t-il des informations à ce sujet sur le forum ?
Photo du palpeur:

Merci

Buchsbaum- complétement accro

- Messages : 672
Points : 748
Date d'inscription : 05/02/2021
Age : 65
Localisation : Rhône-Alpes


Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Palpeur d'outil
![]() dh42 Dim 21 Fév 2021 - 18:46
dh42 Dim 21 Fév 2021 - 18:46
Salut,
Pour brancher sur quelle carte de commande ?
Attention avec ce palpeur, les couleurs sont inversées, la pince rouge doit se brancher sur le - (GND) et le bloc noir sur le + (une entrée)
Ca se connecte comme un contact de fins de course, mais bien sûr sur une entrée libre, par contre contrairement aux contacts, il est impératif de respecter la polarité, sinon tu renvoi du + sur la carcasse de la machine et tu te retrouve avec une détection en permanence.
++
David
Pour brancher sur quelle carte de commande ?
Attention avec ce palpeur, les couleurs sont inversées, la pince rouge doit se brancher sur le - (GND) et le bloc noir sur le + (une entrée)
Ca se connecte comme un contact de fins de course, mais bien sûr sur une entrée libre, par contre contrairement aux contacts, il est impératif de respecter la polarité, sinon tu renvoi du + sur la carcasse de la machine et tu te retrouve avec une détection en permanence.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

palpeur de zéro de l'axe Z
![]() Buchsbaum Lun 22 Fév 2021 - 22:39
Buchsbaum Lun 22 Fév 2021 - 22:39
Bonjour David,
Aujourd'hui, j'ai réussi à faire fonctionner le palpeur.
J'ai programmé le bouton prévu dans la visu et affecté le script fourni avec la machine:
'Rem Probe Down by PEU (Based on Erniebro Work)
FeedCurrent = GetOemDRO(818) 'Get the current settings
ZCurrent = GetDro(2)
Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "F1" 'slow feed rate to 10 MM/MIN
GageH = GetOEMDRO (1002)
Rem Probe Down by PEU (Based On Erniebro Work)
FeedCurrent = GetOemDRO(818) 'Get the current settings
ZCurrent = GetOemDro(802)
Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "F1" 'slow feed rate to 10 MM/MIN
GageH = GetUserDRO(1152)
ZNew = ZCurrent - 30 'probe down 30mm
Code "G31 Z" &ZNew
While IsMoving()
Wend
Call SetDro (2,GageH)
FinalMove = GageH * 1
Code "G0 Z" &FinalMove
Code "G0 Z" &30
Code "F" &FeedCurrent 'restore starting

La mise à zéro du Z fonctionne bien et est reproductible.
Cependant, peux-tu me dire si dans ce script, je peux indiquer la hauteur de mon palpeur qui est de 19,8 mm.
J'ai fait quelques essais mais sans succès, pour moi, VB SCRIPT, c'est du Chinois
 de ton aide.
de ton aide.
Aujourd'hui, j'ai réussi à faire fonctionner le palpeur.
J'ai programmé le bouton prévu dans la visu et affecté le script fourni avec la machine:
'Rem Probe Down by PEU (Based on Erniebro Work)
FeedCurrent = GetOemDRO(818) 'Get the current settings
ZCurrent = GetDro(2)
Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "F1" 'slow feed rate to 10 MM/MIN
GageH = GetOEMDRO (1002)
Rem Probe Down by PEU (Based On Erniebro Work)
FeedCurrent = GetOemDRO(818) 'Get the current settings
ZCurrent = GetOemDro(802)
Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "F1" 'slow feed rate to 10 MM/MIN
GageH = GetUserDRO(1152)
ZNew = ZCurrent - 30 'probe down 30mm
Code "G31 Z" &ZNew
While IsMoving()
Wend
Call SetDro (2,GageH)
FinalMove = GageH * 1
Code "G0 Z" &FinalMove
Code "G0 Z" &30
Code "F" &FeedCurrent 'restore starting

La mise à zéro du Z fonctionne bien et est reproductible.
Cependant, peux-tu me dire si dans ce script, je peux indiquer la hauteur de mon palpeur qui est de 19,8 mm.
J'ai fait quelques essais mais sans succès, pour moi, VB SCRIPT, c'est du Chinois
de ton aide.
Buchsbaum- complétement accro
- Messages : 672
Points : 748
Date d'inscription : 05/02/2021
Age : 65
Localisation : Rhône-Alpes
Re: Palpeur d'outil
![]() dh42 Lun 22 Fév 2021 - 23:53
dh42 Lun 22 Fév 2021 - 23:53
Salut,
Il y a un problème dans ton script, une partie est répétée et la lecture de la hauteur du palpeur n'est pas au même endroit dans les 2 parties de code. (de plus la Vitesse de palpage est réglée à 1mm/min !! (la partie en violet est en trop)
'Rem Probe Down by PEU (Based on Erniebro Work)
FeedCurrent = GetOemDRO(818) 'Get the current settings
ZCurrent = GetDro(2)
Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "F1" 'slow feed rate to 10 MM/MIN
GageH = GetOEMDRO (1002) ici il va chercher la hauteur du palpeur dans la visu 1002 ...
Rem Probe Down by PEU (Based On Erniebro Work)
FeedCurrent = GetOemDRO(818) 'Get the current settings
ZCurrent = GetOemDro(802)
Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "F1" 'slow feed rate to 10 MM/MIN ... palpage à 1mm/min (F1)
GageH = GetUserDRO(1152) .... et ici il va chercher la hauteur du palpeur dans la visu 1152 ... qui n'existe nul part
ZNew = ZCurrent - 30 'probe down 30mm
Code "G31 Z" &ZNew
While IsMoving()
Wend
Call SetDro (2,GageH)
FinalMove = GageH * 1
Code "G0 Z" &FinalMove
Code "G0 Z" &30
Code "F" &FeedCurrent 'restore starting
.....
remplace tout le code par
FeedCurrent = GetOemDRO(818) 'Get the current settings
ZCurrent = GetOemDro(802)
Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "F100" 'vitesse de palpage à 100mm/min
GageH = GetUserDRO(1001)
ZNew = ZCurrent - 30 'probe down 30mm
Code "G31 Z" &ZNew
While IsMoving()
Wend
Call SetDro (2,GageH)
Code "G91" ' mode relatif
Code "G0 Z10" 'remonter de 10mm par rapport au dessus du palpeur
Code "G90" 'mode absolu
Code "F" &FeedCurrent 'restore starting
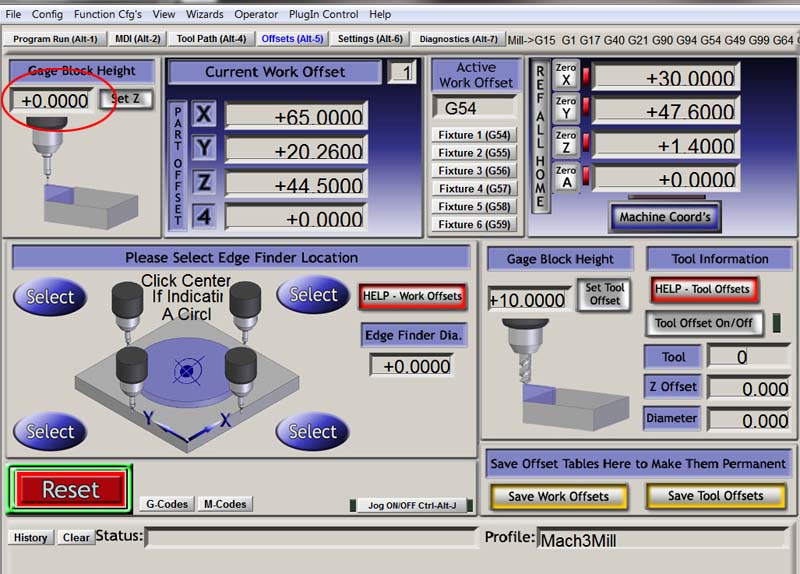
dans ce cas on ira chercher la hauteur du palpeur dans la visu 1001, en haut à gauche sur l'image.
++
David
Il y a un problème dans ton script, une partie est répétée et la lecture de la hauteur du palpeur n'est pas au même endroit dans les 2 parties de code. (de plus la Vitesse de palpage est réglée à 1mm/min !! (la partie en violet est en trop)
'Rem Probe Down by PEU (Based on Erniebro Work)
FeedCurrent = GetOemDRO(818) 'Get the current settings
ZCurrent = GetDro(2)
Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "F1" 'slow feed rate to 10 MM/MIN
GageH = GetOEMDRO (1002) ici il va chercher la hauteur du palpeur dans la visu 1002 ...
Rem Probe Down by PEU (Based On Erniebro Work)
FeedCurrent = GetOemDRO(818) 'Get the current settings
ZCurrent = GetOemDro(802)
Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "F1" 'slow feed rate to 10 MM/MIN ... palpage à 1mm/min (F1)
GageH = GetUserDRO(1152) .... et ici il va chercher la hauteur du palpeur dans la visu 1152 ... qui n'existe nul part
ZNew = ZCurrent - 30 'probe down 30mm
Code "G31 Z" &ZNew
While IsMoving()
Wend
Call SetDro (2,GageH)
FinalMove = GageH * 1
Code "G0 Z" &FinalMove
Code "G0 Z" &30
Code "F" &FeedCurrent 'restore starting
.....
remplace tout le code par
FeedCurrent = GetOemDRO(818) 'Get the current settings
ZCurrent = GetOemDro(802)
Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "F100" 'vitesse de palpage à 100mm/min
GageH = GetUserDRO(1001)
ZNew = ZCurrent - 30 'probe down 30mm
Code "G31 Z" &ZNew
While IsMoving()
Wend
Call SetDro (2,GageH)
Code "G91" ' mode relatif
Code "G0 Z10" 'remonter de 10mm par rapport au dessus du palpeur
Code "G90" 'mode absolu
Code "F" &FeedCurrent 'restore starting
dans ce cas on ira chercher la hauteur du palpeur dans la visu 1001, en haut à gauche sur l'image.

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpeur d'outil
![]() Hervé-34 Mar 23 Fév 2021 - 0:36
Hervé-34 Mar 23 Fév 2021 - 0:36
Bonsoir à tous !
Juste une question ! comment fait-on pour ouvrir
cette fenêtre de script ??
Hervé
Juste une question ! comment fait-on pour ouvrir
cette fenêtre de script ??
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Palpeur d'outil
![]() dh42 Mar 23 Fév 2021 - 1:35
dh42 Mar 23 Fév 2021 - 1:35
depuis Mach3
Menu Operator/edit buttons script > des boutons vont clignoter sur l'interface, clique sur celui que tu veux éditer. (seul les boutons Basic Script sont éditables de cette manière)
On peut aussi y accéder via Machscreen
++
David
Menu Operator/edit buttons script > des boutons vont clignoter sur l'interface, clique sur celui que tu veux éditer. (seul les boutons Basic Script sont éditables de cette manière)
On peut aussi y accéder via Machscreen
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
palpeur de zéro de l'axe Z
![]() Buchsbaum Mar 23 Fév 2021 - 2:58
Buchsbaum Mar 23 Fév 2021 - 2:58
Bonne nuit David,
Un très grand à toi pour le script.
Je suis redescendu au Sous-Sol installer le script.
Tout est OK, le script fait descendre l'outil sur le palpeur, au contact du palpeur, Z s'arrête et remonte de 10 mm.
J'enlève le palpeur, j'appuie sur le bouton GOTOZ

L'axe Z redescend et l'outil vient tangenter sur la pièce.
Je crois que je vais aller dormir !!!
Bonne nuit à tous.

Un très grand
à toi pour le script.Je suis redescendu au Sous-Sol installer le script.
Tout est OK, le script fait descendre l'outil sur le palpeur, au contact du palpeur, Z s'arrête et remonte de 10 mm.
J'enlève le palpeur, j'appuie sur le bouton GOTOZ

L'axe Z redescend et l'outil vient tangenter sur la pièce.
Je crois que je vais aller dormir !!!
Bonne nuit à tous.
Souvenir Souvenir !!!

Buchsbaum- complétement accro
- Messages : 672
Points : 748
Date d'inscription : 05/02/2021
Age : 65
Localisation : Rhône-Alpes
Re: Palpeur d'outil
![]() dh42 Mar 23 Fév 2021 - 15:29
dh42 Mar 23 Fév 2021 - 15:29
Salut,
Soit prudent, je ne sais pas si c'est que le texte est tronqué ou que ton screenset est un peu différent de celui que j'ai, mais sur mon UI d'origine, le Bouton GOTO Z est en fait GOTO ZERO, et il n'y a pas que le Z qui va au zéro, mais XY aussi. Le problème c'est que le Z bouge en 1ier et que XY bougent ensuite, donc risque de planter la fraise dans la pièce si tu travaille avec le 0 à la base de la pièce, ou si tu a des brides qui dépassent ... à vérifier avant catastrophe.

(ne tiens pas compte de la zone entourée, c'est une image "de récup" d'un autre sujet)
++
David
J'enlève le palpeur, j'appuie sur le bouton GOTOZ
Soit prudent, je ne sais pas si c'est que le texte est tronqué ou que ton screenset est un peu différent de celui que j'ai, mais sur mon UI d'origine, le Bouton GOTO Z est en fait GOTO ZERO, et il n'y a pas que le Z qui va au zéro, mais XY aussi. Le problème c'est que le Z bouge en 1ier et que XY bougent ensuite, donc risque de planter la fraise dans la pièce si tu travaille avec le 0 à la base de la pièce, ou si tu a des brides qui dépassent ... à vérifier avant catastrophe.

(ne tiens pas compte de la zone entourée, c'est une image "de récup" d'un autre sujet)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similairesPage 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum