






AJOUTER UN PROGRAMME DANS UN AUTRE PROGRAMME SUR CAMBAM
3 participants
Page 1 sur 1

 AJOUTER UN PROGRAMME DANS UN AUTRE PROGRAMME SUR CAMBAM
AJOUTER UN PROGRAMME DANS UN AUTRE PROGRAMME SUR CAMBAM
![]() YOYODUNORD59 Ven 4 Déc 2020 - 13:52
YOYODUNORD59 Ven 4 Déc 2020 - 13:52
Bonjour à tous, ayant fait un dessin + fichier sur CAMBAM d'une pièce à usiner, le problème est qu'il faut changer d'outil en divers diamètres (1er à diamètre 2mm + 2éme à diam 3mm + 3éme à chanfreiner diam 6mm) car fraiseuse CNC6040 donc j'ai pensé à copier 2 fois mon dessin d'usinage et sur le dessin 1er, enlever tous les endroits d'usinage par outil diam 2mm pour faire fichier usinage avec outil diam 3mm puis aprés idem pour les chanfreins....
j'ai pensé à rajouter en dessous sur du fichier 1er outil 2mm.... le fichier du 2éme outil diam 3mm + idem pour 3éme outil diam 6mm
est ce possible ???
car si le fichier du 1er outil 2mm est fini, il faut changer d'outil pour passer en diam 3mm... tangente et usiner
+ pareil pour le chanfrein donc le problème est qu'il faut refaire un nouveau décalage ou nouvelle tangente
 à vous tous et bonne journée
à vous tous et bonne journée
j'ai pensé à rajouter en dessous sur du fichier 1er outil 2mm.... le fichier du 2éme outil diam 3mm + idem pour 3éme outil diam 6mm
est ce possible ???
car si le fichier du 1er outil 2mm est fini, il faut changer d'outil pour passer en diam 3mm... tangente et usiner
+ pareil pour le chanfrein donc le problème est qu'il faut refaire un nouveau décalage ou nouvelle tangente
à vous tous et bonne journée
YOYODUNORD59- posteur Régulier

- Messages : 138
Points : 190
Date d'inscription : 14/08/2020
Age : 60
Localisation : VALENCIENNES

Re: AJOUTER UN PROGRAMME DANS UN AUTRE PROGRAMME SUR CAMBAM
![]() dh42 Ven 4 Déc 2020 - 14:28
dh42 Ven 4 Déc 2020 - 14:28
Salut,
Pour que CamBam sorte une instruction de changement d'outil (M6), il suffit que le n° d'outil soit différent d'une opération à l'autre, pas besoin de faire plusieurs fichiers. Lorsque Mach3 rencontrera un M6 dans le GCode, il arrêtera l'usinage et te permettra de changer l'outil et de refaire ton 0 en Z.
Il n'y a bien sûr que le Z à remettre à 0, le 0,0 en XY ne change pas de place vu qu'il est basé sur le centre de la fraise et que CamBam tient compte du Ø outil pour compenser le décalage outil.
Note: ne pas utiliser le n°0 pour les outils.
Assure toi que le changement d'outil est bien activé dans Mach3 (config/general config > "Stop spindle, wait for cycle start" doit être coché)
++
David
Pour que CamBam sorte une instruction de changement d'outil (M6), il suffit que le n° d'outil soit différent d'une opération à l'autre, pas besoin de faire plusieurs fichiers. Lorsque Mach3 rencontrera un M6 dans le GCode, il arrêtera l'usinage et te permettra de changer l'outil et de refaire ton 0 en Z.
Il n'y a bien sûr que le Z à remettre à 0, le 0,0 en XY ne change pas de place vu qu'il est basé sur le centre de la fraise et que CamBam tient compte du Ø outil pour compenser le décalage outil.
Note: ne pas utiliser le n°0 pour les outils.
Assure toi que le changement d'outil est bien activé dans Mach3 (config/general config > "Stop spindle, wait for cycle start" doit être coché)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: AJOUTER UN PROGRAMME DANS UN AUTRE PROGRAMME SUR CAMBAM
![]() YOYODUNORD59 Ven 4 Déc 2020 - 16:34
YOYODUNORD59 Ven 4 Déc 2020 - 16:34
ça alors..... c'est SUPER COOL pour tes infos DAVID nommé "grand expert dans cette matière" 
je t'en remercie encore DAVID et tiens informé de cela.
je t'en remercie encore DAVID et tiens informé de cela.
YOYODUNORD59- posteur Régulier
- Messages : 138
Points : 190
Date d'inscription : 14/08/2020
Age : 60
Localisation : VALENCIENNES
Re: AJOUTER UN PROGRAMME DANS UN AUTRE PROGRAMME SUR CAMBAM
![]() silky Ven 4 Déc 2020 - 20:36
silky Ven 4 Déc 2020 - 20:36
bonsoir
au lieu de faire plusieurs dessins, tu peux aussi sur le même travailler par opération d'usinage et même choisir à chaque fois un nouveau calque, par exemple:
- 1 ère opération de perçage:tous les perçages de Ø2mm
- 2ème opération de perçage: tous les perçages Ø3m
- 1er contour: tous les chanfreins identiques etc...
tu enregistres les fichiers G-Codes séparément et lorsque tu fais l'usinage tu lances les opérations les unes à la suite des autres, ainsi tu peux faire ton changement d'outil à chaque nouvelle opération
à aujourd'hui je procède ainsi!
silky
au lieu de faire plusieurs dessins, tu peux aussi sur le même travailler par opération d'usinage et même choisir à chaque fois un nouveau calque, par exemple:
- 1 ère opération de perçage:tous les perçages de Ø2mm
- 2ème opération de perçage: tous les perçages Ø3m
- 1er contour: tous les chanfreins identiques etc...
tu enregistres les fichiers G-Codes séparément et lorsque tu fais l'usinage tu lances les opérations les unes à la suite des autres, ainsi tu peux faire ton changement d'outil à chaque nouvelle opération
à aujourd'hui je procède ainsi!
silky

silky- complétement accro

- Messages : 634
Points : 766
Date d'inscription : 08/10/2013
Age : 69
Localisation : arras
Re: AJOUTER UN PROGRAMME DANS UN AUTRE PROGRAMME SUR CAMBAM
![]() dh42 Ven 4 Déc 2020 - 22:05
dh42 Ven 4 Déc 2020 - 22:05
Salut,
Je crois que yoyo utilise Mach3, donc pas besoin de faire un fichier par outil. Ça n'a d’intérêt que si tu utilise un système de pilotage qui ne gère pas les changements d'outil (arduino + GRBL par exemple) ou sur les vielles machines dont le directeur de commande à une mémoire limité en nb de ligne de GCode, mais avec Mach3, avant d'arriver à la limite, il y a de la marge (nb de ligne maxi, 10 millions !)
Il me semble même que depuis quelque temps, même LinuxCNc sait gérer les changements d'outil + RàZ du Z.
Je ne suis pas sûr de comprendre ce que tu veux dire, mais un même objet de dessin (par exemple une polyligne) peut parfaitement être utilisé par plusieurs opérations d'usinage différentes ; nul besoin de faire une copie de l'objet de dessin, ni d'effacer ce qui ne sert pas ; CB n'usinera que les lignes qui sont associées à l'opération d'usinage en cours.
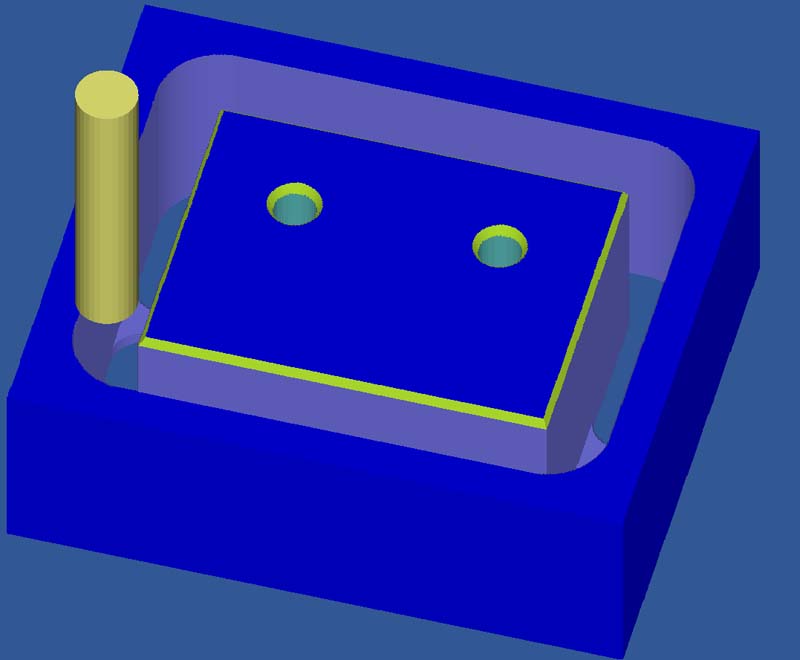
Un exemple en PJ
les 2 cercles sont utilisés dans l'opération Perçage 1, mais aussi par l'opération chanfrein
le polyrectangle est utilisé par les opérations: dégagement pour chanfrein (usinage du contour sur 5mm de profondeur), chanfrein et découpe+tabs
dans perçage1, on utilise les 2 cercles pour percer avec l'outil n°3
dans dégagement on utilise le rectangle pour dégager la zone ou on veux faire le chanfrein avec l'outil n°10 .. CB générera donc un changement d'outil entre les 2 op car le n° d'outil change.
dans chanfrein on utilise simultanément les 2 cercles et le rectangle pour faire le chanfrein ; outil n°60 ; la aussi CB générera un changement d'outil
et enfin, dans decoupe, on utilise le rectangle avec l'outil n°10 pour finir la découpe de -5 à -20 et en y mettant des tabs ; la aussi, encore un changement d'outil car on passe de l'outil n°60 au n°10
et donc, tout ça avec un seul et unique fichier, ce qui évite des gaffes !! (et c'est plus productif, surtout si tu fais de la série)
Si tu tiens vraiment à faire un fichier par outil, alors le plus simple, c'est de regrouper les opérations d'usinage qui se font avec un même outil dans un même groupe d'usinage, et dans ce cas, tu peux générer ton Gcode juste pour un groupe d'usinage, en utilisant le menu contextuel du groupe. Donc si tu a plusieurs groupes, tu génère un Gcode de la même manière pour chaque groupe. Dans ce cas, par défaut le fichier GCode prendra le nom: nom_de_fichier.nom_du_groupe.nc
Pour aller plus loin dans l'automatisation de la création de fichiers multiples, tu peux mettre un nom de fichier dans la propriété "Fichier GCode" de chaque groupe ; par exemple GR1.nc pour le groupe 1, GR2.nc pour le groupe 2 (ne pas oublier le .nc), et dans ce cas, si tu génère le Gcode pour le projet entier (menu contextuel du dossier Usinage ou menu Usinage/créer le fichier GCode = CTRL W), CB te créera automatiquement un fichier GCode par groupe qui a un nom au lieu de créer un fichier unique pour tout le projet.
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/cam/CAMPart.htm
++
David
tu enregistres les fichiers G-Codes séparément et lorsque tu fais l'usinage tu lances les opérations les unes à la suite des autres, ainsi tu peux faire ton changement d'outil à chaque nouvelle opération
Je crois que yoyo utilise Mach3, donc pas besoin de faire un fichier par outil. Ça n'a d’intérêt que si tu utilise un système de pilotage qui ne gère pas les changements d'outil (arduino + GRBL par exemple) ou sur les vielles machines dont le directeur de commande à une mémoire limité en nb de ligne de GCode, mais avec Mach3, avant d'arriver à la limite, il y a de la marge (nb de ligne maxi, 10 millions !)
Il me semble même que depuis quelque temps, même LinuxCNc sait gérer les changements d'outil + RàZ du Z.
j'ai pensé à copier 2 fois mon dessin d'usinage et sur le dessin 1er, enlever tous les endroits d'usinage par outil diam 2mm pour faire fichier usinage avec outil diam 3mm puis aprés idem pour les chanfreins....
Je ne suis pas sûr de comprendre ce que tu veux dire, mais un même objet de dessin (par exemple une polyligne) peut parfaitement être utilisé par plusieurs opérations d'usinage différentes ; nul besoin de faire une copie de l'objet de dessin, ni d'effacer ce qui ne sert pas ; CB n'usinera que les lignes qui sont associées à l'opération d'usinage en cours.
Un exemple en PJ
les 2 cercles sont utilisés dans l'opération Perçage 1, mais aussi par l'opération chanfrein
le polyrectangle est utilisé par les opérations: dégagement pour chanfrein (usinage du contour sur 5mm de profondeur), chanfrein et découpe+tabs
dans perçage1, on utilise les 2 cercles pour percer avec l'outil n°3
dans dégagement on utilise le rectangle pour dégager la zone ou on veux faire le chanfrein avec l'outil n°10 .. CB générera donc un changement d'outil entre les 2 op car le n° d'outil change.
dans chanfrein on utilise simultanément les 2 cercles et le rectangle pour faire le chanfrein ; outil n°60 ; la aussi CB générera un changement d'outil
et enfin, dans decoupe, on utilise le rectangle avec l'outil n°10 pour finir la découpe de -5 à -20 et en y mettant des tabs ; la aussi, encore un changement d'outil car on passe de l'outil n°60 au n°10
et donc, tout ça avec un seul et unique fichier, ce qui évite des gaffes !! (et c'est plus productif, surtout si tu fais de la série)

Si tu tiens vraiment à faire un fichier par outil, alors le plus simple, c'est de regrouper les opérations d'usinage qui se font avec un même outil dans un même groupe d'usinage, et dans ce cas, tu peux générer ton Gcode juste pour un groupe d'usinage, en utilisant le menu contextuel du groupe. Donc si tu a plusieurs groupes, tu génère un Gcode de la même manière pour chaque groupe. Dans ce cas, par défaut le fichier GCode prendra le nom: nom_de_fichier.nom_du_groupe.nc
Pour aller plus loin dans l'automatisation de la création de fichiers multiples, tu peux mettre un nom de fichier dans la propriété "Fichier GCode" de chaque groupe ; par exemple GR1.nc pour le groupe 1, GR2.nc pour le groupe 2 (ne pas oublier le .nc), et dans ce cas, si tu génère le Gcode pour le projet entier (menu contextuel du dossier Usinage ou menu Usinage/créer le fichier GCode = CTRL W), CB te créera automatiquement un fichier GCode par groupe qui a un nom au lieu de créer un fichier unique pour tout le projet.
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/cam/CAMPart.htm
++
David
- Fichiers joints

- multi-outils.zip Vous n'avez pas la permission de télécharger les fichiers joints.(2 Ko) Téléchargé 2 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: AJOUTER UN PROGRAMME DANS UN AUTRE PROGRAMME SUR CAMBAM
![]() YOYODUNORD59 Sam 5 Déc 2020 - 13:49
YOYODUNORD59 Sam 5 Déc 2020 - 13:49
Bonjour SILKY et DAVID
oui SILKY, ce que je voulais faire et un peu comme vous (en dessous rouge) mais d'une autre méthode compliqué et longue
Par contre grace à DAVID, j'ai fait ce qu'il m'a conseillé et PARFAIT, rapide et simple
heureusement qu'il était là comme pour tous les autres conseils qu'il m'a donné, je commence à avancer proche d'un futur professionnel mais encore 5 ans de cours ......
je vous souhaite un bon week end et pour tout
oui SILKY, ce que je voulais faire et un peu comme vous (en dessous rouge) mais d'une autre méthode compliqué et longue
tu enregistres les fichiers G-Codes séparément et lorsque tu fais l'usinage tu lances les opérations les unes à la suite des autres, ainsi tu peux faire ton changement d'outil à chaque nouvelle opération
Par contre grace à DAVID, j'ai fait ce qu'il m'a conseillé et PARFAIT, rapide et simple
heureusement qu'il était là comme pour tous les autres conseils qu'il m'a donné, je commence à avancer proche d'un futur professionnel mais encore 5 ans de cours ......
je vous souhaite un bon week end et
pour toutDernière édition par dh42 le Sam 5 Déc 2020 - 19:26, édité 1 fois (Raison : réparer citation)
YOYODUNORD59- posteur Régulier
- Messages : 138
Points : 190
Date d'inscription : 14/08/2020
Age : 60
Localisation : VALENCIENNES

 Sujets similaires
Sujets similaires» ajouter une police dans cambam
» Freecad: comment ajouter un ergot dans une forme faite par révolution ?
» FORMES IGNORÉES DANS PROGRAMME
» changement dans mon programme usinage
» Ajouter bouton dans Mach3 pour commander sorties sur carte a relais
» Freecad: comment ajouter un ergot dans une forme faite par révolution ?
» FORMES IGNORÉES DANS PROGRAMME
» changement dans mon programme usinage
» Ajouter bouton dans Mach3 pour commander sorties sur carte a relais
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum