






CNC Une tête de fourche de moto (à bascule) - Alu 10 mm
3 participants
Page 1 sur 1

 CNC Une tête de fourche de moto (à bascule) - Alu 10 mm
CNC Une tête de fourche de moto (à bascule) - Alu 10 mm
![]() Jivé Lun 8 Juin - 6:33
Jivé Lun 8 Juin - 6:33
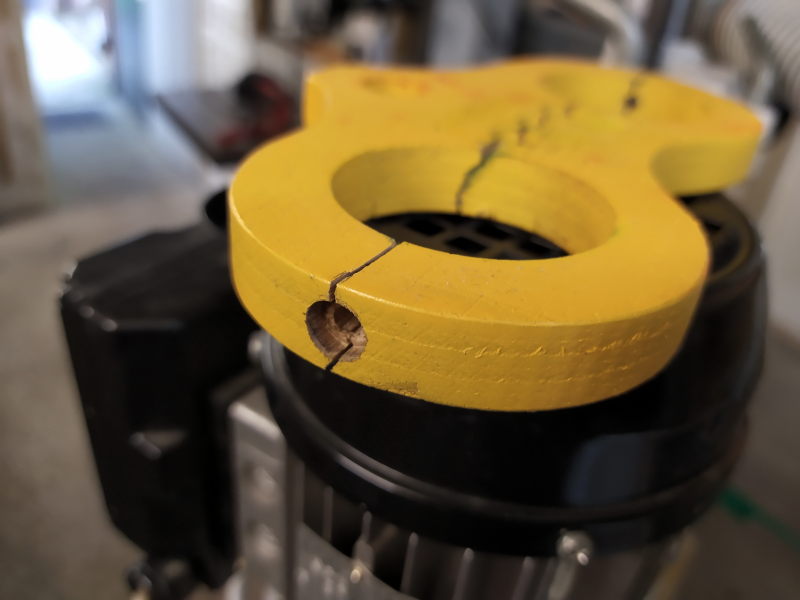
La dernière fois que j’avais essayé d’usiner cette tête de fourche de moto (à bascule), ça c’était soldé par une casse de fraise et je l’avais refaite en bois.
http://www.metabricoleur.com/t18563-cnc-fraise-cassee-dans-de-l-alu-6061
Mais cette pièce, qui porte tout l’appui du corps - et ils ne la ménagent pas, leur monture, les diablotins – a encore cassé.
La dernière fois, vous m’aviez aidé à peaufiner les parcours d’outils sur Cambam.
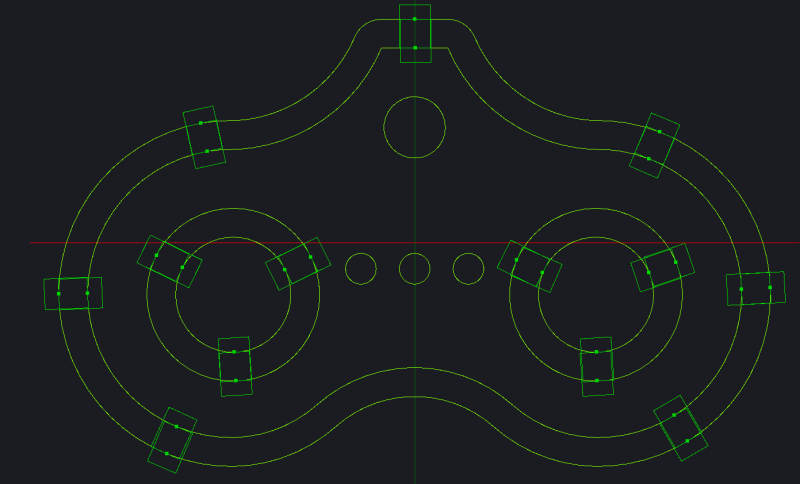
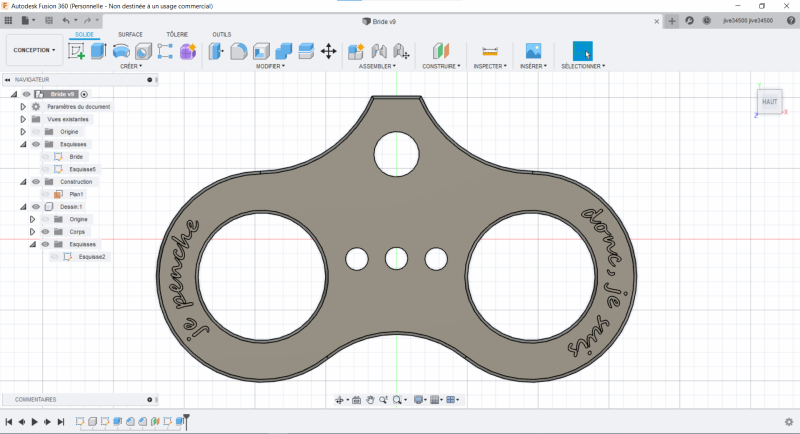
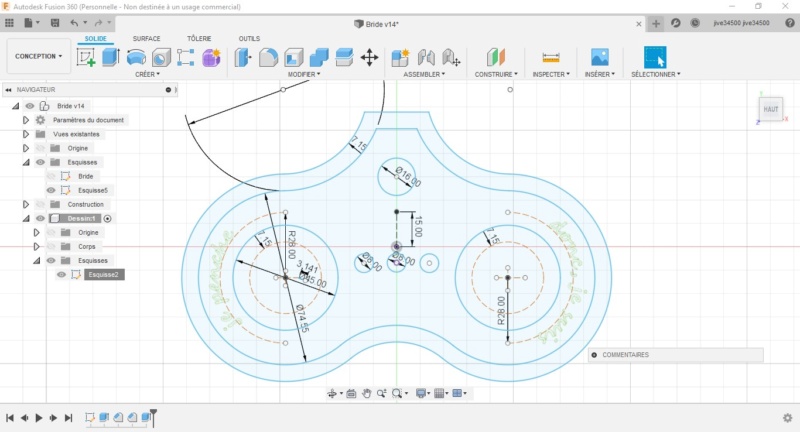
Cette fois, j’utilise Fusion 360, du dessin à l’usinage, pour me familiariser avec le logiciel.

A ce propos, le bouquin « Usinage à commande numérique ; du dessin 3D à la pièce physique avec Fusion 360 « de chez Dunod, est pas mal utile, surtout en ebook, bien pratique sur tablette.
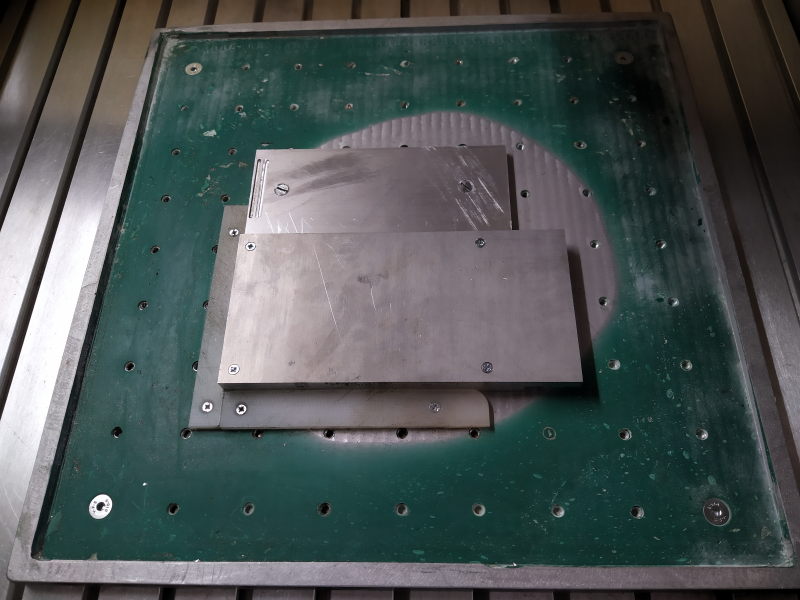
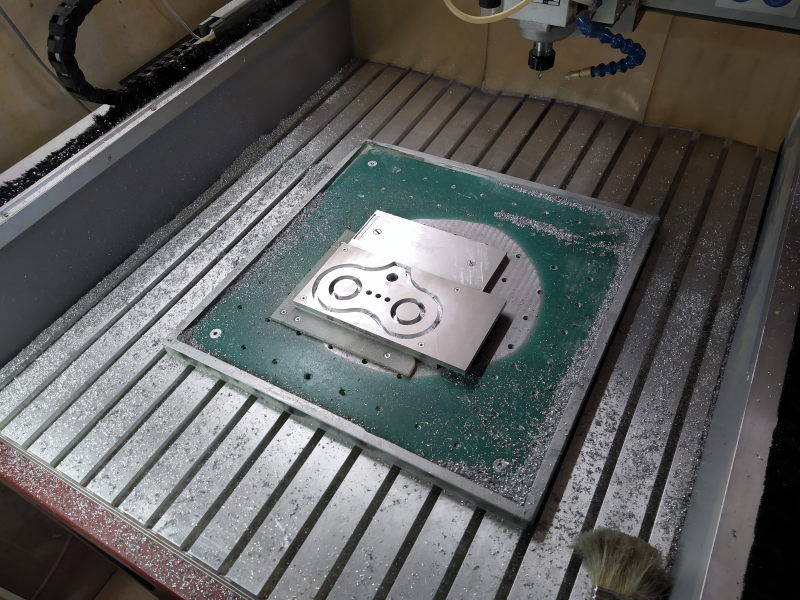
Le brut : une plaque d’alu 2017 en 10 mm (248 x 121).
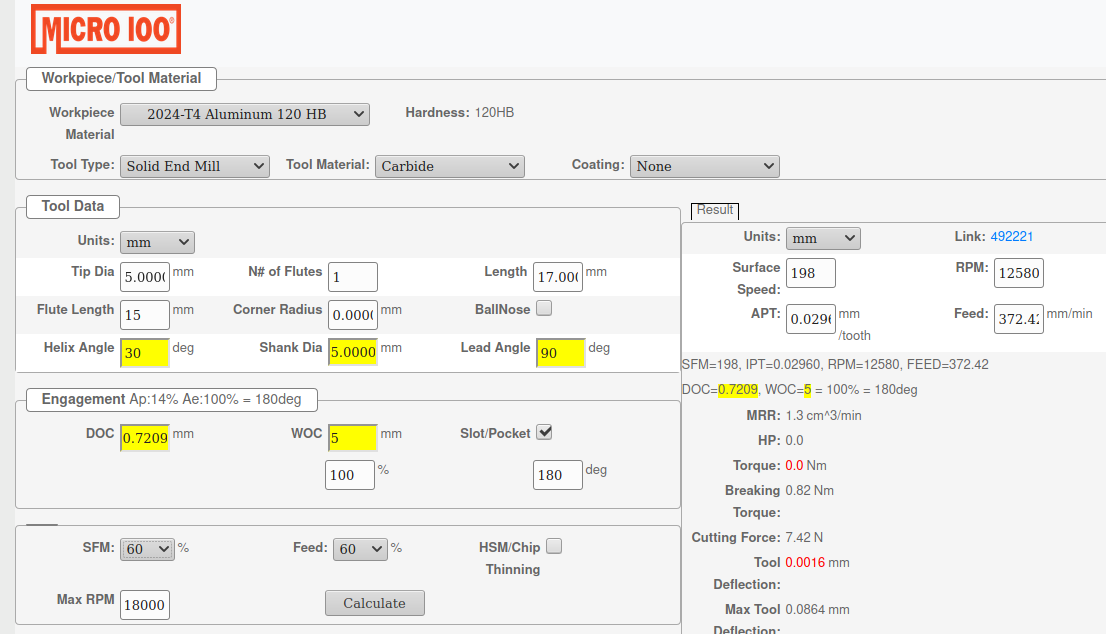
Les fraises utilisées : une fraise droite 5 mm 1 dent Maykestag K10F (lu 15 mm) et une fraise conique à chanfrein 90° 4 dents 20 mm Q10
Pour le détourage comme la découpe des 2 cercles, j’ai appliqué la formule de David : largeur de la rainure par rapport au Ø de la fraise = 70% de la largeur de la rainure, soit pour une fraise de 5, la largeur d'usinage idéal est de 5*1.43= 7.15mm.
Vitesse 12580 tr/min et avance 372 mm/min, descente en rampe (hélice).
Les 4 trous en alésage (bore).
Les 2 cercles et le détourage en contours avec attaches.
Le brut est vissé sur un martyr alu.
Lubrification Mecagreen.
Et c’est parti pour 1h12 d’usinages.
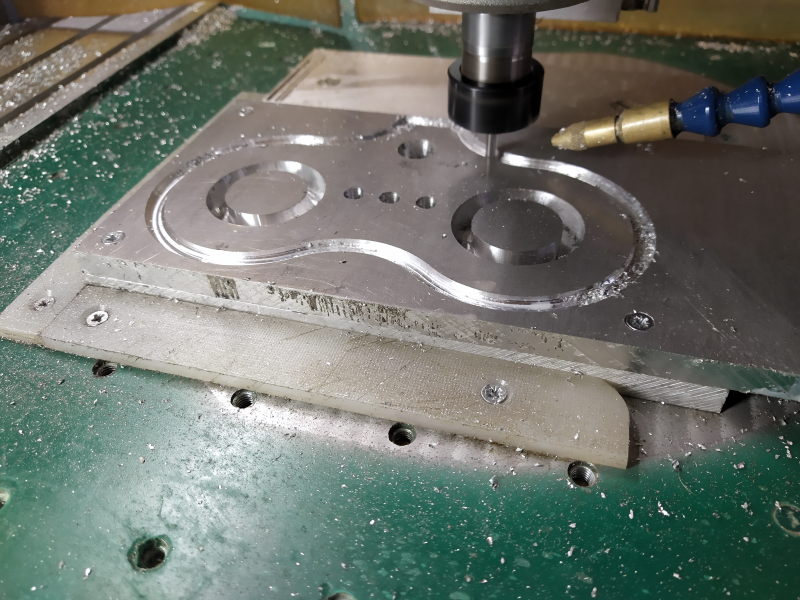

J’avais mis la profondeur finale à 0. Il manque un poil sur un côté, il faudra regarnir la plaque martyre amovible (choucroute) et surfacer.
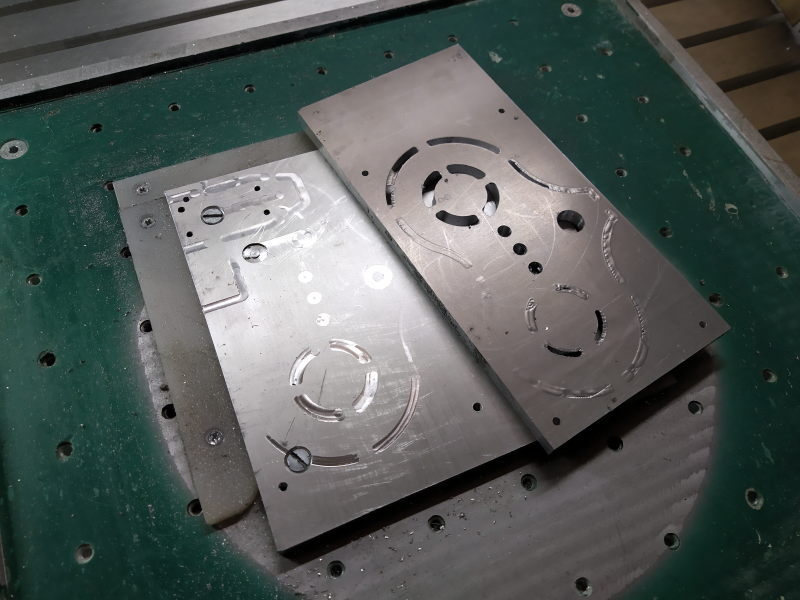
Pas mécontent de l’état de surface des contours, même s’il y a quelques à plats (gestion des entrées-sorties à revoir?)

Ebavurage à la défonceuse et fraise à copier.


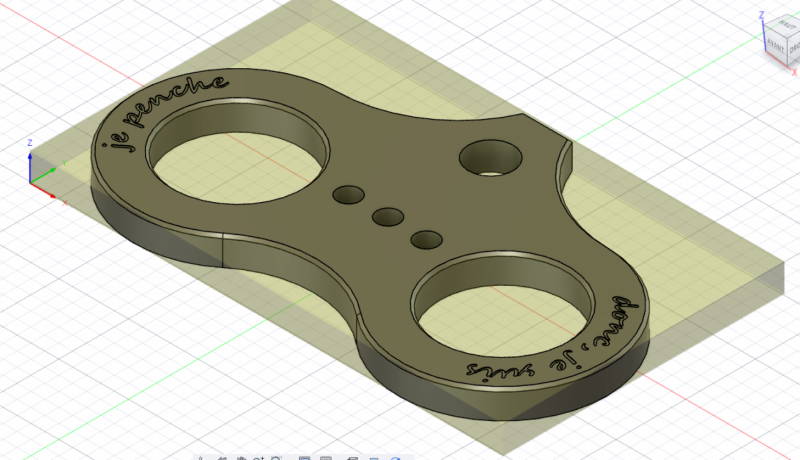
J’avais oublié la gravure. Fraise à javelot CNCfraises 3,175 mm 60° méplat 0,2 mm, profondeur 0,4 mm , 1 passe.

La bride en place.


Il est prévu un renfort sous la bride pour supporter les appuis répétés (seules 2 vis de 4 tiennent la fourche, erreur de conception au départ)

http://www.metabricoleur.com/t18563-cnc-fraise-cassee-dans-de-l-alu-6061
Mais cette pièce, qui porte tout l’appui du corps - et ils ne la ménagent pas, leur monture, les diablotins – a encore cassé.

La dernière fois, vous m’aviez aidé à peaufiner les parcours d’outils sur Cambam.

Cette fois, j’utilise Fusion 360, du dessin à l’usinage, pour me familiariser avec le logiciel.


A ce propos, le bouquin « Usinage à commande numérique ; du dessin 3D à la pièce physique avec Fusion 360 « de chez Dunod, est pas mal utile, surtout en ebook, bien pratique sur tablette.
Le brut : une plaque d’alu 2017 en 10 mm (248 x 121).

Les fraises utilisées : une fraise droite 5 mm 1 dent Maykestag K10F (lu 15 mm) et une fraise conique à chanfrein 90° 4 dents 20 mm Q10
Pour le détourage comme la découpe des 2 cercles, j’ai appliqué la formule de David : largeur de la rainure par rapport au Ø de la fraise = 70% de la largeur de la rainure, soit pour une fraise de 5, la largeur d'usinage idéal est de 5*1.43= 7.15mm.

Vitesse 12580 tr/min et avance 372 mm/min, descente en rampe (hélice).

Les 4 trous en alésage (bore).
Les 2 cercles et le détourage en contours avec attaches.
Le brut est vissé sur un martyr alu.

Lubrification Mecagreen.
Et c’est parti pour 1h12 d’usinages.



J’avais mis la profondeur finale à 0. Il manque un poil sur un côté, il faudra regarnir la plaque martyre amovible (choucroute) et surfacer.

Pas mécontent de l’état de surface des contours, même s’il y a quelques à plats (gestion des entrées-sorties à revoir?)

Ebavurage à la défonceuse et fraise à copier.


J’avais oublié la gravure. Fraise à javelot CNCfraises 3,175 mm 60° méplat 0,2 mm, profondeur 0,4 mm , 1 passe.

La bride en place.


Il est prévu un renfort sous la bride pour supporter les appuis répétés (seules 2 vis de 4 tiennent la fourche, erreur de conception au départ)


Jivé- complétement accro

- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon

Re: CNC Une tête de fourche de moto (à bascule) - Alu 10 mm
![]() franck67530 Lun 8 Juin - 8:22
franck67530 Lun 8 Juin - 8:22
je me disais aussi avant de voire que c'etait pour un jouet en bois .......
vu la gravure " je penche donc je suis " , tu dois etre motard , cette piece s'appelle un Té de fourche , en l'occurence le Té superieur , celui la ne supporte pas beaucoup de contrainte c'est le Té inferieur qui prend tout ..... parcequ'il faut bien dire quelque chose tu aurais juste pu laisser moins de matiere autour des alesages des tubes de fourche
sinon chouette jouet pour ton fils !!! ( petit fils ? )
en ce qui concerne l'usinage , tu n'as pas fait de surfacage sur les 2 faces du Té , pas etonnant donc que tu aies eu un soucis pour arriver au bas de la piece , perso avec fusion , si le surfacage n'a pas ete fait je mets systematiquement un offset de xx dixieme ( depend du brut ) , ca se trouve dans l'onglet " Heights "
pour un contour propre tu peux aussi mette une passe de finition , ou refaire un passage sans prise de matiere ( a voir dans onglet des passes )
tu peux egalement jouer avec la facon d'entree dans la matiere comme tu le dis , onglet ' linking " ; il y a pleins d'options il faut jouer avec , faire des simulations pour bien comprendre tous ce qui est possible et le mieux adapté
PS : 1 h 12 pour une piece comme ca je trouve ca beaucoup ... ( je n'ai pas regardé tes conditions de coupe )
vu la gravure " je penche donc je suis " , tu dois etre motard , cette piece s'appelle un Té de fourche , en l'occurence le Té superieur , celui la ne supporte pas beaucoup de contrainte c'est le Té inferieur qui prend tout ..... parcequ'il faut bien dire quelque chose tu aurais juste pu laisser moins de matiere autour des alesages des tubes de fourche
sinon chouette jouet pour ton fils !!! ( petit fils ? )
en ce qui concerne l'usinage , tu n'as pas fait de surfacage sur les 2 faces du Té , pas etonnant donc que tu aies eu un soucis pour arriver au bas de la piece , perso avec fusion , si le surfacage n'a pas ete fait je mets systematiquement un offset de xx dixieme ( depend du brut ) , ca se trouve dans l'onglet " Heights "
pour un contour propre tu peux aussi mette une passe de finition , ou refaire un passage sans prise de matiere ( a voir dans onglet des passes )
tu peux egalement jouer avec la facon d'entree dans la matiere comme tu le dis , onglet ' linking " ; il y a pleins d'options il faut jouer avec , faire des simulations pour bien comprendre tous ce qui est possible et le mieux adapté
PS : 1 h 12 pour une piece comme ca je trouve ca beaucoup ... ( je n'ai pas regardé tes conditions de coupe )

franck67530- acharné du forum

- Messages : 449
Points : 501
Date d'inscription : 21/09/2017
Age : 59
Localisation : alsace
Re: CNC Une tête de fourche de moto (à bascule) - Alu 10 mm
![]() Jivé Lun 8 Juin - 12:15
Jivé Lun 8 Juin - 12:15
Salut Franck
Merci pour ton retour
Un lien vers le fichier Fusion 360
Bride
Cdlt
Jean
Merci pour ton retour
Je l'ai été... Suzuki 250 2T et 30 ans plus tard, VStrom, GS, RTfranck67530 a écrit:
vu la gravure " je penche donc je suis " , tu dois etre motard
Sur une vraie, sans doute, mais là, c'est bien celui du haut (la roue n'appuie pas). Pour les dimensions, j'ai refait le té en alu sur mon modèle initial en bois, mais la remarque est judicieuse, ça aurait été plus fin à l'oeilc'est le Té inferieur qui prend tout ..... parce qu'il faut bien dire quelque chose tu aurais juste pu laisser moins de matiere autour des alésages des tubes de fourche
Petits-fils, pour ses 1 an, il en a 6 de plus...
sinon chouette jouet pour ton fils !!! ( petit fils ? )
La tôle alu de chez Blockenstock me paraissait bien plane, j'avais juste mis un coup de pied à coulisse pour vérifier les 10 mm. C'est sûr qu'un surfaçage des 2 côtés permet d'équarrir au mieux le brut (encore que "équarrir", ça doit être pour les 6 faces, si je me souviens)perso avec fusion , si le surfacage n'a pas ete fait je mets systematiquement un offset de xx dixieme ( depend du brut ) , ca se trouve dans l'onglet " Heights "
Oui, là que n'ai fait qu'une seule opération contour, j'aurais pu mettre un petit décalage pour laisser un poil de matière pour une passe unique de finition pleine hauteur, mais je découvre Fusion et déjà beaucoup joué sur les paramètres pour mener à bien l'opération. La simulation est bien pratique.pour un contour propre tu peux aussi mette une passe de finition , ou refaire un passage sans prise de matiere ( a voir dans onglet des passes )
tu peux egalement jouer avec la facon d'entree dans la matiere comme tu le dis , onglet ' linking " ; il y a pleins d'options il faut jouer avec (...)
Comme tu as pu le voir sur l'écran HSM, j'ai fait des prises de passe très modérées en hauteur et vitesse, et avec une rampe en hélice. Il y a eu beaucoup de pertes de temps d'amorces de passes en l'air, il aurait fallu plus travailler sur l'onglet Linking.PS : 1 h 12 pour une piece comme ca je trouve ca beaucoup ... ( je n'ai pas regardé tes conditions de coupe )
Un lien vers le fichier Fusion 360
Bride
Cdlt
Jean
Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: CNC Une tête de fourche de moto (à bascule) - Alu 10 mm
![]() dh42 Lun 8 Juin - 18:28
dh42 Lun 8 Juin - 18:28
Salut
Vu que ça ne coupe pas jusqu'au bout, c'est que ton martyre, ou plutôt la plaque intermédiaire que tu a ajouté, n'est pas surfacée ce qui te fait un décalage. Même avec un martyre bien surfacé, met quand même ta profondeur finale 1 ou 2/10iemes plus bas que la pièce pour avoir une coupe franche.
++
David
Vu que ça ne coupe pas jusqu'au bout, c'est que ton martyre, ou plutôt la plaque intermédiaire que tu a ajouté, n'est pas surfacée ce qui te fait un décalage. Même avec un martyre bien surfacé, met quand même ta profondeur finale 1 ou 2/10iemes plus bas que la pièce pour avoir une coupe franche.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


 Sujets similaires
Sujets similaires» [Pas à pas] Une moto à bascule
» Bricolage. Moto à bascule
» protection tête de vis moto
» En couplant deux moteurs, tête à tête ?
» fourche tracteur
» Bricolage. Moto à bascule
» protection tête de vis moto
» En couplant deux moteurs, tête à tête ?
» fourche tracteur
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum