






cones et compagnie
+5
Scorpio
mika59
dh42
Ty Coat
Joakim
9 participants
Page 1 sur 1

 cones et compagnie
cones et compagnie
![]() Joakim Mar 19 Mai 2020 - 17:15
Joakim Mar 19 Mai 2020 - 17:15
Bonjour les pros du métal.
Avant d'acheter une fraiseuse et pourquoi pas un tour si la mayonnaise prend je suis en train de me torturer l'esprit avec la grande famille broche cône et consœurs.
Je viens de lire le post de DH32 Alias David qui est une bonne approche et dégrossis bien le sujet.
Comme je n'ai encore pas décidé mon choix je dois prendre en compte :
Broche cone 1 2 3 ou Sa xxx ou cmxxx ou encore R8 ?
Après comment fixe-t on les outils et divers éléments sur la machine ? rigidité ?
Approvisionnement de ces outils en fonction de leurs dispo, coût, facilité de montage.
Portabilité de ces outils sur un possible tour à métaux.
Le WWW est avare sur les différentes descriptions de montage sur les broches.....
Il semblerait que du coté usinage la R8 (bridgport) a de bons retours.
Voilà.....
Si quelqu'un peut éclairer ma lanterne ou m'aiguiller vers un tuto quelconque ou doc technique ce sera super
Joakim (un boiseux qui vire au metal)
Avant d'acheter une fraiseuse et pourquoi pas un tour si la mayonnaise prend je suis en train de me torturer l'esprit avec la grande famille broche cône et consœurs.
Je viens de lire le post de DH32 Alias David qui est une bonne approche et dégrossis bien le sujet.
Comme je n'ai encore pas décidé mon choix je dois prendre en compte :
Broche cone 1 2 3 ou Sa xxx ou cmxxx ou encore R8 ?
Après comment fixe-t on les outils et divers éléments sur la machine ? rigidité ?
Approvisionnement de ces outils en fonction de leurs dispo, coût, facilité de montage.
Portabilité de ces outils sur un possible tour à métaux.
Le WWW est avare sur les différentes descriptions de montage sur les broches.....
Il semblerait que du coté usinage la R8 (bridgport) a de bons retours.
Voilà.....
Si quelqu'un peut éclairer ma lanterne ou m'aiguiller vers un tuto quelconque ou doc technique ce sera super
Joakim (un boiseux qui vire au metal)

Joakim- très actif

- Messages : 336
Points : 403
Date d'inscription : 12/04/2019
Age : 73
Localisation : Seine-maritime

Re: cones et compagnie
![]() Ty Coat Mar 19 Mai 2020 - 17:42
Ty Coat Mar 19 Mai 2020 - 17:42
Bonjour Joakim,
Je n'ose pas intervenir sur ce sujet si tu as consulté le fil de notre expert David. Simplement, j'ai fait face aux mêmes interrogations que toi au moment de m'équiper.
Ce que j'ai retenu:
Les cônes morse sont plus précis que les SA et assurent l'attachement par friction du cône dans le porte outil: centrage excellent, parfois difficile à démonter. En principe réservés pour le perçage et sur la poupée mobile de tour.
Le cône SA 30 ou 40 est plus pentu, l'adhérence est moindre, le centrage moins précis; Il nécessite des tenons pour les efforts importants: réservé à la fraiseuse.
En général, les poupées de tour sont équipées en Morse tandis que les fraiseuses en SA. ( voir en cône spécifique pour certaines marques comme Bridgeport)
Tu peux trouver des adaptateurs pour passer du cône SA au cône morse. L'inverse est peut-être possible mais tu n'auras pas de tenon. Ainsi, un manoir cône morse utilisé sur perceuse ou poupée mobile peut s'utiliser sur une fraiseuse avec un adaptateur Cône SA- cône morse.
Les dimensions sont déterminées par les charges ( ou couples) acceptables par la machine, donc liées aux diamètres maximaux de perçage ou de fraisage de chaque machine.
En restant dans les cônes classiques Morse ou SA tu trouves tous les modèles sans difficultés et les outils avec les queues adaptées ( forets cône morse ou fraise pour SA 40. Pour ces dernières, elles sont retenues par une tige filetée qui passe à travers la broche).
Ty Coat
Je n'ose pas intervenir sur ce sujet si tu as consulté le fil de notre expert David. Simplement, j'ai fait face aux mêmes interrogations que toi au moment de m'équiper.
Ce que j'ai retenu:
Les cônes morse sont plus précis que les SA et assurent l'attachement par friction du cône dans le porte outil: centrage excellent, parfois difficile à démonter. En principe réservés pour le perçage et sur la poupée mobile de tour.
Le cône SA 30 ou 40 est plus pentu, l'adhérence est moindre, le centrage moins précis; Il nécessite des tenons pour les efforts importants: réservé à la fraiseuse.
En général, les poupées de tour sont équipées en Morse tandis que les fraiseuses en SA. ( voir en cône spécifique pour certaines marques comme Bridgeport)
Tu peux trouver des adaptateurs pour passer du cône SA au cône morse. L'inverse est peut-être possible mais tu n'auras pas de tenon. Ainsi, un manoir cône morse utilisé sur perceuse ou poupée mobile peut s'utiliser sur une fraiseuse avec un adaptateur Cône SA- cône morse.
Les dimensions sont déterminées par les charges ( ou couples) acceptables par la machine, donc liées aux diamètres maximaux de perçage ou de fraisage de chaque machine.
En restant dans les cônes classiques Morse ou SA tu trouves tous les modèles sans difficultés et les outils avec les queues adaptées ( forets cône morse ou fraise pour SA 40. Pour ces dernières, elles sont retenues par une tige filetée qui passe à travers la broche).
Ty Coat

Ty Coat- complétement accro

- Messages : 2104
Points : 3063
Date d'inscription : 20/08/2014
Age : 74
Localisation : Plounevez-Lochrist
Re: cones et compagnie
![]() dh42 Mar 19 Mai 2020 - 19:51
dh42 Mar 19 Mai 2020 - 19:51
Salut,
Je ne suis pas convaincu qu'un cône de type SA soit moins précis qu'un CM (cône morse)
Le SA grâce à ses ergots permet de transmettre un couple bien plus grand que le CM et il est bien plus simple à démonter, sur un CM, ça colle tellement qu'il faut taper fort pour le décoller, et sur un CM, si le cône à un défaut il peut ne pas tenir du tout.
Si c'est possible, préférer du SA sur une fraiseuse (mais sur les petites, c'est souvent du CM car il n'y a pas de gros efforts de coupe), quand à la taille, elle est fonction de la machine en générale, tu n'aura pas la même chose avec une petite fraiseuse d'établi de 100Kg et avec une machine d'atelier de 2 tonnes.
Sur un tour de mécanique "standard" c'est du CM coté contrepointe et coté broche (une fois le mandrin enlevé). Il y a des douilles de réduction SA vers CM, mais je n'ai jamais vu l'inverse. Par contre attention avec certains tours d'horloger genre Précis, Schaublin ... il est possible qu'ils utilisent un modèle différent de cône.
Essais de t'en tenir au SA et CM c'est le plus standard, les autres sont plus exotiques, ce qui signifie généralement plus cher ou plus difficiles à trouver.
L'outil est fixé sur le cône SA (vis) et le cône SA est maintenu dans la broche à l'aide d'un tirant (une tige filetée qui passe au centre de la broche et qui se visse dans le haut du cône SA)
Ça ne pose pas de problème particulier pour trouver des outils, cônes et tous les accessoires qui vont bien. tant que tu reste dans du standard.
https://www.metiers-et-passions.com/
http://www.sidermeca.com/machines-outils-outils-coupants,214.html
https://www.rcm-machines.com/fr/outils-coupants
++
David
edit: pour info, c'est de ce sujet dont parle Joakim
www.metabricoleur.com/t1291-quelques-cones
Je ne suis pas convaincu qu'un cône de type SA soit moins précis qu'un CM (cône morse)
Le SA grâce à ses ergots permet de transmettre un couple bien plus grand que le CM et il est bien plus simple à démonter, sur un CM, ça colle tellement qu'il faut taper fort pour le décoller, et sur un CM, si le cône à un défaut il peut ne pas tenir du tout.
Si c'est possible, préférer du SA sur une fraiseuse (mais sur les petites, c'est souvent du CM car il n'y a pas de gros efforts de coupe), quand à la taille, elle est fonction de la machine en générale, tu n'aura pas la même chose avec une petite fraiseuse d'établi de 100Kg et avec une machine d'atelier de 2 tonnes.
Sur un tour de mécanique "standard" c'est du CM coté contrepointe et coté broche (une fois le mandrin enlevé). Il y a des douilles de réduction SA vers CM, mais je n'ai jamais vu l'inverse. Par contre attention avec certains tours d'horloger genre Précis, Schaublin ... il est possible qu'ils utilisent un modèle différent de cône.
Essais de t'en tenir au SA et CM c'est le plus standard, les autres sont plus exotiques, ce qui signifie généralement plus cher ou plus difficiles à trouver.
Après comment fixe-t on les outils et divers éléments sur la machine ? rigidité ?
L'outil est fixé sur le cône SA (vis) et le cône SA est maintenu dans la broche à l'aide d'un tirant (une tige filetée qui passe au centre de la broche et qui se visse dans le haut du cône SA)
Approvisionnement de ces outils en fonction de leurs dispo, coût, facilité de montage.
Ça ne pose pas de problème particulier pour trouver des outils, cônes et tous les accessoires qui vont bien. tant que tu reste dans du standard.
https://www.metiers-et-passions.com/
http://www.sidermeca.com/machines-outils-outils-coupants,214.html
https://www.rcm-machines.com/fr/outils-coupants
++
David
edit: pour info, c'est de ce sujet dont parle Joakim
www.metabricoleur.com/t1291-quelques-cones
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: cones et compagnie
![]() mika59 Mer 20 Mai 2020 - 6:55
mika59 Mer 20 Mai 2020 - 6:55
hello
l’outillage c’est ce qui va te coûter le plus cher par rapport aux machines !!!!!
tu te rendras vite compte de tout ce dont on a besoin pour usiner des pièces
si tu choisis un tour d’atelier et une fraiseuse d’etabli ,tu pourras partager les différents CM ( fraises,forêts.....)
par contre si tu passes à une fraiseuse un peu plus conséquente,tu passes en SA,et la il te faudra quasiment autant de cône que de type d’outils de fraisage et diverses réductions.
les basiques:
SA40/cm1
SA40/cm2
SA40/cm3
soit court,soit long’avec lumiere ou pas.
SA40/mandrin de perçage
SA40/porte pince (er16,32,40....)
SA40 arbre de fraise disque
......
ça c’est juste l’outillage de base pour réaliser les opérations standard.
l’outillage c’est ce qui va te coûter le plus cher par rapport aux machines !!!!!
tu te rendras vite compte de tout ce dont on a besoin pour usiner des pièces
si tu choisis un tour d’atelier et une fraiseuse d’etabli ,tu pourras partager les différents CM ( fraises,forêts.....)
par contre si tu passes à une fraiseuse un peu plus conséquente,tu passes en SA,et la il te faudra quasiment autant de cône que de type d’outils de fraisage et diverses réductions.
les basiques:
SA40/cm1
SA40/cm2
SA40/cm3
soit court,soit long’avec lumiere ou pas.
SA40/mandrin de perçage
SA40/porte pince (er16,32,40....)
SA40 arbre de fraise disque
......
ça c’est juste l’outillage de base pour réaliser les opérations standard.
mika59- très actif
- Messages : 262
Points : 432
Date d'inscription : 30/04/2012
Age : 48
Localisation : banlieue lilloise
cones et compagnie
![]() Joakim Mer 20 Mai 2020 - 7:35
Joakim Mer 20 Mai 2020 - 7:35
Bonjour à tous,
Plein d'infos ! super. il faut que je digère tout cela. Tous les systèmes diffèrent par leur propriété de centrage et de transmission de couple.
Cela est clair pour moi.
Ce que je ne comprends pas c'est comment est monté/démonté cette chaîne d’éléments : support d'outils et outils ( fraise, forets, plateaux etc....)
Procédons par étape.
Le choix du type de tête de la fraiseuse conditionne le type d'outil ou support qui sera utilisé.
Cône morse 1 2 ou 3 c'est le diamètre qui est différent. Si j'ai bien compris on fixe la fraise sur le cône et on "l’emmanche dans la tête" ?. comment est maintenu / démonté le cône ?
Même chose pour les autres systèmes Sa et consœur..
Un petit dessin ou des visus des différents systèmes pourrait éclairer ma lanterne (p'tete pas que la mienne d’ailleurs).
Quelqu’un a-t il un retour sur le R8 ?
Quand j’aurais tout compris je ferai un petit dossier pour mémoire et pour les autres
Joakim
Plein d'infos ! super. il faut que je digère tout cela. Tous les systèmes diffèrent par leur propriété de centrage et de transmission de couple.
Cela est clair pour moi.
Ce que je ne comprends pas c'est comment est monté/démonté cette chaîne d’éléments : support d'outils et outils ( fraise, forets, plateaux etc....)
Procédons par étape.
Le choix du type de tête de la fraiseuse conditionne le type d'outil ou support qui sera utilisé.
Cône morse 1 2 ou 3 c'est le diamètre qui est différent. Si j'ai bien compris on fixe la fraise sur le cône et on "l’emmanche dans la tête" ?. comment est maintenu / démonté le cône ?
Même chose pour les autres systèmes Sa et consœur..
Un petit dessin ou des visus des différents systèmes pourrait éclairer ma lanterne (p'tete pas que la mienne d’ailleurs).
Quelqu’un a-t il un retour sur le R8 ?
Quand j’aurais tout compris je ferai un petit dossier pour mémoire et pour les autres
Joakim
Joakim- très actif
- Messages : 336
Points : 403
Date d'inscription : 12/04/2019
Age : 73
Localisation : Seine-maritime
Re: cones et compagnie
![]() Scorpio Mer 20 Mai 2020 - 7:58
Scorpio Mer 20 Mai 2020 - 7:58
Bonjour Joakim,
Cône morse
Un super résumé sur passion usinages ICI
La différence entre les cônes utilisés en perçage et en fraisage, c'est le filetage ou taraudage au bout pour
l'utilisation d'un tirant qui traverse la broche et qui permet le maintien du cône en utilisation radiale .
Cône morse
Un super résumé sur passion usinages ICI
La différence entre les cônes utilisés en perçage et en fraisage, c'est le filetage ou taraudage au bout pour
l'utilisation d'un tirant qui traverse la broche et qui permet le maintien du cône en utilisation radiale .
Scorpio- complétement accro
- Messages : 2718
Points : 4150
Date d'inscription : 07/04/2012
Age : 58
Localisation : Belgique - Jodoigne
cones et compagnie
![]() Joakim Jeu 21 Mai 2020 - 9:25
Joakim Jeu 21 Mai 2020 - 9:25
Merci pour tous ces liens qui expliquent les normes et spécifications.
Moi ce que je veux comprendre c'est comment tout ça se monte sur la fraiseuse.
De base c'est la partie mobile qui monte et qui descend qui est usinée en CM 1, 2, 3 ou SA xx ou autre.
Ok bien compris!
Donc il est possible de monter dans cette "Forme" soit directement des outils ou des porte outils . Vrai ou faux ?
Donc pour chaque système quel qu’il soit, il faut obligatoirement un "tirant" qui maintien le porte outils ou l'outil dans la tête pour éviter de le prendre en pleine poire. Vrai ou faux ?
C'est pour bien me fixer les idées...

Joakim
Moi ce que je veux comprendre c'est comment tout ça se monte sur la fraiseuse.
De base c'est la partie mobile qui monte et qui descend qui est usinée en CM 1, 2, 3 ou SA xx ou autre.
Ok bien compris!
Donc il est possible de monter dans cette "Forme" soit directement des outils ou des porte outils . Vrai ou faux ?
Donc pour chaque système quel qu’il soit, il faut obligatoirement un "tirant" qui maintien le porte outils ou l'outil dans la tête pour éviter de le prendre en pleine poire. Vrai ou faux ?
C'est pour bien me fixer les idées...
Joakim
Joakim- très actif
- Messages : 336
Points : 403
Date d'inscription : 12/04/2019
Age : 73
Localisation : Seine-maritime
Re: cones et compagnie
![]() mahayabusa Jeu 21 Mai 2020 - 11:19
mahayabusa Jeu 21 Mai 2020 - 11:19
Salut,
Pour percer le CM va bien et aucune chance de tout prendre dans la figure si'il est bien monté
Par contre pour fraiser il faut du SA si tu veux éviter les accidents
Pour percer le CM va bien et aucune chance de tout prendre dans la figure si'il est bien monté
Par contre pour fraiser il faut du SA si tu veux éviter les accidents

mahayabusa- très actif
- Messages : 328
Points : 342
Date d'inscription : 31/08/2019
Age : 47
Localisation : chambost-allieres
Re: cones et compagnie
![]() Scorpio Jeu 21 Mai 2020 - 11:49
Scorpio Jeu 21 Mai 2020 - 11:49
Joakim a écrit:
Donc il est possible de monter dans cette "Forme" soit directement des outils ou des porte outils . Vraiou faux ?
Donc pour chaque système quel qu’il soit, il faut obligatoirement un "tirant" qui maintien le porte outils ou l'outil dans la tête pour éviter de le prendre en pleine poire. Vraiou faux?
fauxmahayabusa a écrit:Par contre pour fraiser il faut du SA si tu veux éviter les accidents
La majorité des petites et moyennes machines de fraisage sont équipées d'une broche en cône morse,
il faut prendre les outils adaptés , les fraises ou porte-fraises sont en principe toujours taraudés pour accueillir
le tirant, si ce n'est pas le cas il vaut mieux fuir ce type de vendeur , et si le cône n'est pas taraudé et possède
un téton d'extraction , en principe , c'est une mèche et pas une fraise

Scorpio- complétement accro
- Messages : 2718
Points : 4150
Date d'inscription : 07/04/2012
Age : 58
Localisation : Belgique - Jodoigne
Re: cones et compagnie
![]() mika59 Jeu 21 Mai 2020 - 12:16
mika59 Jeu 21 Mai 2020 - 12:16
je t’ai fait toute une série de photos explicatives















Dernière édition par mika59 le Jeu 21 Mai 2020 - 12:24, édité 1 fois
mika59- très actif
- Messages : 262
Points : 432
Date d'inscription : 30/04/2012
Age : 48
Localisation : banlieue lilloise
Re: cones et compagnie
![]() mahayabusa Jeu 21 Mai 2020 - 12:16
mahayabusa Jeu 21 Mai 2020 - 12:16
fauxmahayabusa a écrit:Par contre pour fraiser il faut du SA si tu veux éviter les accidents
La majorité des petites et moyennes machines de fraisage sont équipées d'une broche en cône morse,
il faut prendre les outils adaptés , les fraises ou porte-fraises sont en principe toujours taraudés pour accueillir
le tirant, si ce n'est pas le cas il vaut mieux fuir ce type de vendeur , et si le cône n'est pas taraudé et possède
un téton d'extraction , en principe , c'est une mèche et pas une fraise
C'est vrai, je suis parti sur des machines plus conséquentes.
A retenir que pour fraiser de toute façon il FAUT un tirant.
mahayabusa- très actif
- Messages : 328
Points : 342
Date d'inscription : 31/08/2019
Age : 47
Localisation : chambost-allieres
Re: cones et compagnie
![]() bob47 Jeu 21 Mai 2020 - 12:20
bob47 Jeu 21 Mai 2020 - 12:20
mahayabusa a écrit:Salut,
Pour percer le CM va bien et aucune chance de tout prendre dans la figure si'il est bien monté
Par contre pour fraiser il faut du SA si tu veux éviter les accidents
Salut
Pas d'accord
Les petites fraises sont généralement en queue cylindriques est ce monte dans des portes pinces genre ER 32 ou W20 entre autre.
Les portes pinces existe en CM et SA
Pour ce qui est du perçage les forets en CM sont équipés d’un tenon d’entraînement qui évite la rotation dans la broche et qui permet aussi leurs extractions.
Comme dit plus haut s’est plus le nez de broche conçue pour les capacités de la machine (puissance)qui va te guider
CM de SA sont les plus courants et tu trouve les adaptateurs CM SA
A++
Bob

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 27/10/2011
Age : 67
Localisation : THONON
Re: cones et compagnie
![]() juleo68 Jeu 21 Mai 2020 - 14:22
juleo68 Jeu 21 Mai 2020 - 14:22
Salut
Ce sujet tombe a pique!
En attendant ma nouvelle fraiseuse Wabeco, je regarde aussi en ce moment pour me prendre un porte pince ER32 en CM2...et c'est vrais que c'est une
véritable jungle!
Ce sujet tombe a pique!
En attendant ma nouvelle fraiseuse Wabeco, je regarde aussi en ce moment pour me prendre un porte pince ER32 en CM2...et c'est vrais que c'est une
véritable jungle!

juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
cones et compagnie
![]() Joakim Jeu 21 Mai 2020 - 17:37
Joakim Jeu 21 Mai 2020 - 17:37
je savais bien que ce n'était pas évident pour tout le monde...
Donc déjà merci pour les photos. un croquis vaut mieux......
Donc premier point important pour du fraisage quelle que soit la puissance de la machine il faut un tirant ! (avec si j'ai bien compris un système de crans pour transmettre toute la puissance pour de gros travaux. cones SA).
En fonction de la capacité de travail que l'on va demander à sa machine il faut ne pas se gourer au moment de l'achat.
Ex pour une HBM 45 il propose CM3
Chez nos voisins britaniques pour la même capacité ils propose le R8 qui parait être assez universel avec tout un lot d'outils abordable (tirant et rainure pour l'entrainement en rotation avec un petit cône de centrage issus certainement du système Bridgeport)
Je commence à y voir un peut plus clair dans tout ce dédale de possibilité.
Il est vrai que tout fraiseur à fait son choix dicté soit par la machine de son patron soit par celle qu'il a achetée. Il est donc enclin plus à défendre ses outils.
Depuis le début de ce post j'ai recherché sur Youtuyau les différent modèles et en francais c'est le désert. Par contre en beafsteack c'est pléthore et c'est la que j'ai remarqué une large diffusion du R8 que ce soit pour des machine petites, moyenne et conventionnelles :
Explaining an R-8 Spindle Taper on Jet JMD 18 Mill Drill Milling Machine :
https://www.youtube.com/watch?v=tIG4KGnccDk
What are R8, Cat 40, NMTB Tapers?
https://www.youtube.com/watch?v=hJPotsYLnYY
Nouvelle poupée R8 Mill Low Profile pour Taig & Sherline!
https://glockcnc.com/r8-mill-headstock/
Bon je retourne à ma lecture . Le sujet à bien été dégrossi
Joakim
Donc déjà merci pour les photos. un croquis vaut mieux......
Donc premier point important pour du fraisage quelle que soit la puissance de la machine il faut un tirant ! (avec si j'ai bien compris un système de crans pour transmettre toute la puissance pour de gros travaux. cones SA).
En fonction de la capacité de travail que l'on va demander à sa machine il faut ne pas se gourer au moment de l'achat.
Ex pour une HBM 45 il propose CM3
Chez nos voisins britaniques pour la même capacité ils propose le R8 qui parait être assez universel avec tout un lot d'outils abordable (tirant et rainure pour l'entrainement en rotation avec un petit cône de centrage issus certainement du système Bridgeport)
Je commence à y voir un peut plus clair dans tout ce dédale de possibilité.
Il est vrai que tout fraiseur à fait son choix dicté soit par la machine de son patron soit par celle qu'il a achetée. Il est donc enclin plus à défendre ses outils.
Depuis le début de ce post j'ai recherché sur Youtuyau les différent modèles et en francais c'est le désert. Par contre en beafsteack c'est pléthore et c'est la que j'ai remarqué une large diffusion du R8 que ce soit pour des machine petites, moyenne et conventionnelles :
Explaining an R-8 Spindle Taper on Jet JMD 18 Mill Drill Milling Machine :
https://www.youtube.com/watch?v=tIG4KGnccDk
What are R8, Cat 40, NMTB Tapers?
https://www.youtube.com/watch?v=hJPotsYLnYY
Nouvelle poupée R8 Mill Low Profile pour Taig & Sherline!
https://glockcnc.com/r8-mill-headstock/
Bon je retourne à ma lecture . Le sujet à bien été dégrossi
Joakim
Joakim- très actif
- Messages : 336
Points : 403
Date d'inscription : 12/04/2019
Age : 73
Localisation : Seine-maritime
Re: cones et compagnie
![]() den's Jeu 21 Mai 2020 - 17:42
den's Jeu 21 Mai 2020 - 17:42
salut!
juste un commentaire sur le R8, qui est un peu le mal aimé ici en france, et au contraire bien apprécié en angleterre..
c'est ce que j'ai sur ma fraiseuse chinoise, à mes yeux c'est le chaînon manquant idéal pour les petites fraiseuses..
il conjugue faible encombrement comme les CM (donc compatibilité avec de petites broches..) et démontage facile comme les SA (sans taper ni outil spécial..!)
il a une rainure pour l'entrainement.
on trouve facilement de l'outillage en R8 chez nos amis chinois, le marché anglais est porteur donc ils fournissent..
mais je peux comprendre que çà rebute, vu que c'est peu connu et répandu chez nous..
den's
juste un commentaire sur le R8, qui est un peu le mal aimé ici en france, et au contraire bien apprécié en angleterre..
c'est ce que j'ai sur ma fraiseuse chinoise, à mes yeux c'est le chaînon manquant idéal pour les petites fraiseuses..
il conjugue faible encombrement comme les CM (donc compatibilité avec de petites broches..) et démontage facile comme les SA (sans taper ni outil spécial..!)
il a une rainure pour l'entrainement.
on trouve facilement de l'outillage en R8 chez nos amis chinois, le marché anglais est porteur donc ils fournissent..
mais je peux comprendre que çà rebute, vu que c'est peu connu et répandu chez nous..
den's

den's- complétement accro
- Messages : 792
Points : 1297
Date d'inscription : 01/05/2011
Age : 60
Localisation : béarn
Re: cones et compagnie
![]() dh42 Jeu 21 Mai 2020 - 18:48
dh42 Jeu 21 Mai 2020 - 18:48
Salut,
Elle existe aussi en ISO30 (= SA30) cette machine, soit la taille en dessous du SA40 (il existe aussi du SK, c'est le même que SA/ISO mais avec un design adapté aux changeurs d'outils automatiques) .. les cônes ISO commencent à ISO15, souvent montés sur les petites broches de routeurs CNc avec ATC
bon, la traduction en Français est nulle car ça donne "enregistrement"
https://www.hbm-machines.com/producten/hbm-45-profi-freesmachine
Pour ce qui est de la fixation de l'outil sur la machine, il y a toujours un tirant qui passe au travers de la broche, par contre coté outil il peut y avoir des tas de montages suivant l'outil.
1) l'outil peut être fixé sur un cône via une vis, comme ici ; le tirant quand à lui se visera sur un filetage en haut du cône (M16 en SA40, M12 en SA30)

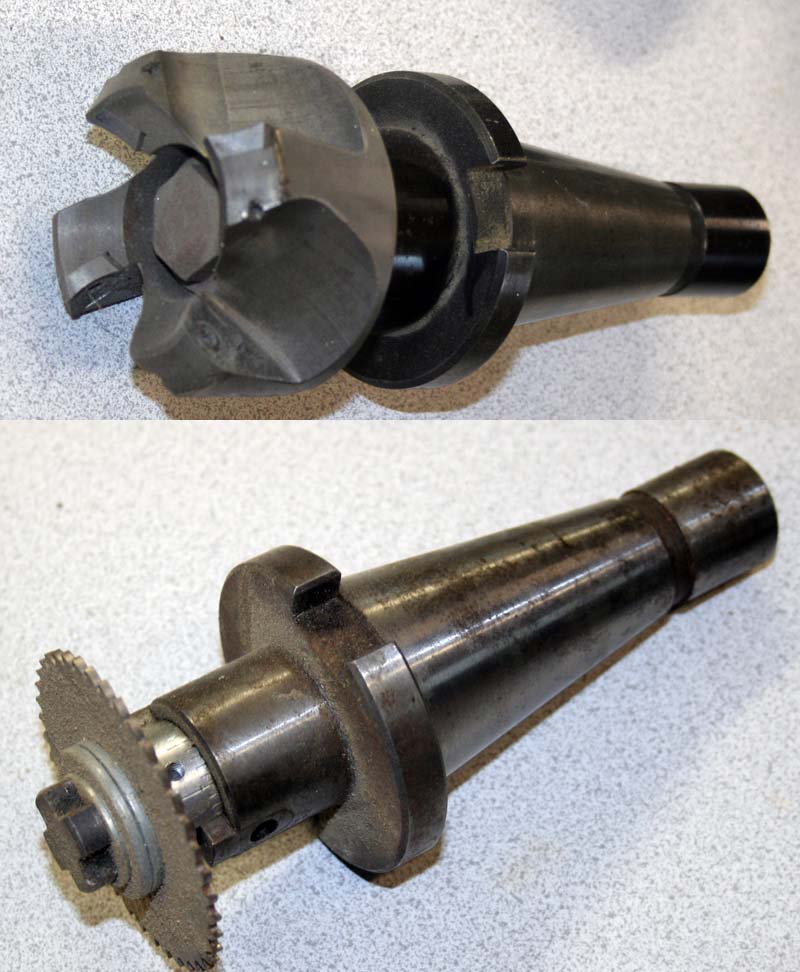
dans le cas de ces fraises dites "à trou lisse", il y a plusieurs Ø pour l'arbre lisse en fonction du Ø de la fraise. Donc suivant l’échantillonnage de fraises à trou lisse que tu aura, il te faudra peut être 2 ou 3 cônes de montage différents.
2) lorsque l'on utilise une douille de réduction, par exemple SA vers CM, la douille est simplement "pincée" entre l'outil et le cône de la broche, le tirant se visse alors directement dans la queue de l'outil

la aussi, il faudra divers douilles en fonctions de ce que tu aura comme outils.
3) avec des mandrins à pinces, ou des mandrins de perçage la fraise/foret (à queue cylindrique) est tenue par une pince, ou les mors du mandrin et le tirant se visse au bout du cône du mandrin porte pinces.
ici, c'est les pinces dont il faudra avoir plusieurs tailles pour pouvoir monter différents Ø de fraises.
à ma connaissance, le seul cas ou l'outil n'est pas fixé par vissage ou pince sur le cône ou via le tirant lui-même, c'est avec les forets à queue conique (CM) ; dans ce cas le foret est tenu comme sur une perceuse à colonne, il tient par l’adhérence du cône morse et c'est le plat au bout de la queue qui l’empêche de tourner sur lui même. Le cône porte foret quand à lui est tenu dans la broche via le tirant.
Il faut en général plusieurs tirants avec des filetages en bout différents suivant dans quoi il se vissera ; par exemple en SA40, le bout du cône est en M16, mais si tu utilise une douille de réduction comme sur l'image précédente, le tirant devra avoir le même filetage que celui en bout de la fraise ... qui va dépendre de sa taille, du M6 dans le cas de la plus petite sur l'image. En général dans le cas ou c'est sur l'outil que se fixe le tirant, on utilise une banale tige filetée, qui se visse d'un coté dans la fraise, et qui, coté supérieur de la broche dispose d'un écrou et d'une rondelle large qui s'appuie sur le dessus de la broche (le fait d'avoir un écrou permet de régler facilement la longueur de tige nécessaire, qui dépend en grande partie de la taille de la douille de réduction)

ici un mandrin à pince ER25 en SA40 monté avec un tirant M16
Donc comme dis plus haut, il faut pas mal d'accessoires différents pour monter tous les type d'outils ; c'est pour ça qu'il est préférable de rester dans du standard courant chez nous, comme SA40, SA30 car on en trouve à la pelle d'occasion.
++
David
Ex pour une HBM 45 il propose CM3
Elle existe aussi en ISO30 (= SA30) cette machine, soit la taille en dessous du SA40 (il existe aussi du SK, c'est le même que SA/ISO mais avec un design adapté aux changeurs d'outils automatiques) .. les cônes ISO commencent à ISO15, souvent montés sur les petites broches de routeurs CNc avec ATC
bon, la traduction en Français est nulle car ça donne "enregistrement"
https://www.hbm-machines.com/producten/hbm-45-profi-freesmachine
Ce que je ne comprends pas c'est comment est monté/démonté cette chaîne d’éléments : support d'outils et outils ( fraise, forets, plateaux etc....)
Pour ce qui est de la fixation de l'outil sur la machine, il y a toujours un tirant qui passe au travers de la broche, par contre coté outil il peut y avoir des tas de montages suivant l'outil.
1) l'outil peut être fixé sur un cône via une vis, comme ici ; le tirant quand à lui se visera sur un filetage en haut du cône (M16 en SA40, M12 en SA30)


dans le cas de ces fraises dites "à trou lisse", il y a plusieurs Ø pour l'arbre lisse en fonction du Ø de la fraise. Donc suivant l’échantillonnage de fraises à trou lisse que tu aura, il te faudra peut être 2 ou 3 cônes de montage différents.
2) lorsque l'on utilise une douille de réduction, par exemple SA vers CM, la douille est simplement "pincée" entre l'outil et le cône de la broche, le tirant se visse alors directement dans la queue de l'outil

la aussi, il faudra divers douilles en fonctions de ce que tu aura comme outils.
3) avec des mandrins à pinces, ou des mandrins de perçage la fraise/foret (à queue cylindrique) est tenue par une pince, ou les mors du mandrin et le tirant se visse au bout du cône du mandrin porte pinces.
ici, c'est les pinces dont il faudra avoir plusieurs tailles pour pouvoir monter différents Ø de fraises.
à ma connaissance, le seul cas ou l'outil n'est pas fixé par vissage ou pince sur le cône ou via le tirant lui-même, c'est avec les forets à queue conique (CM) ; dans ce cas le foret est tenu comme sur une perceuse à colonne, il tient par l’adhérence du cône morse et c'est le plat au bout de la queue qui l’empêche de tourner sur lui même. Le cône porte foret quand à lui est tenu dans la broche via le tirant.
Il faut en général plusieurs tirants avec des filetages en bout différents suivant dans quoi il se vissera ; par exemple en SA40, le bout du cône est en M16, mais si tu utilise une douille de réduction comme sur l'image précédente, le tirant devra avoir le même filetage que celui en bout de la fraise ... qui va dépendre de sa taille, du M6 dans le cas de la plus petite sur l'image. En général dans le cas ou c'est sur l'outil que se fixe le tirant, on utilise une banale tige filetée, qui se visse d'un coté dans la fraise, et qui, coté supérieur de la broche dispose d'un écrou et d'une rondelle large qui s'appuie sur le dessus de la broche (le fait d'avoir un écrou permet de régler facilement la longueur de tige nécessaire, qui dépend en grande partie de la taille de la douille de réduction)

ici un mandrin à pince ER25 en SA40 monté avec un tirant M16
Donc comme dis plus haut, il faut pas mal d'accessoires différents pour monter tous les type d'outils ; c'est pour ça qu'il est préférable de rester dans du standard courant chez nous, comme SA40, SA30 car on en trouve à la pelle d'occasion.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
cones et compagnie
![]() Joakim Ven 22 Mai 2020 - 9:36
Joakim Ven 22 Mai 2020 - 9:36
Hello David Ca y est j'ai tout compris !
Effectivement on parle souvent des différent types de possibilité mais moi ce que je ne saisissais pas c'est comment tout cela "s’emmanchait" sur la machine.
Il va falloir que je fasse mon choix sur les outils qu'il me faudrait puis voir leur support puis au final porter mon choix sur la machine.
A l'inverse si je passe sur une machine d'occasion sans outils de vendus avec, il faut faire une recherche du coût d'achat selon mes besoins.
Pour ma part je puis clore ma demande à moins que d'autres se posent des interrogations.....
Merci à tous les contributeurs
Joakim
Ps j'ai trouvé cela qui explique plein de trucs !
http://www.tools-n-gizmos.com/specs.html
Et une petite video qui montre bien comment se montent les outils sur une broche SA
https://www.youtube.com/watch?v=EdjPvAwGcl0
Effectivement on parle souvent des différent types de possibilité mais moi ce que je ne saisissais pas c'est comment tout cela "s’emmanchait" sur la machine.
Il va falloir que je fasse mon choix sur les outils qu'il me faudrait puis voir leur support puis au final porter mon choix sur la machine.
A l'inverse si je passe sur une machine d'occasion sans outils de vendus avec, il faut faire une recherche du coût d'achat selon mes besoins.
Pour ma part je puis clore ma demande à moins que d'autres se posent des interrogations.....
Merci à tous les contributeurs
Joakim
Ps j'ai trouvé cela qui explique plein de trucs !
http://www.tools-n-gizmos.com/specs.html
Et une petite video qui montre bien comment se montent les outils sur une broche SA
https://www.youtube.com/watch?v=EdjPvAwGcl0
Joakim- très actif
- Messages : 336
Points : 403
Date d'inscription : 12/04/2019
Age : 73
Localisation : Seine-maritime
Re: cones et compagnie
![]() juleo68 Dim 24 Mai 2020 - 7:21
juleo68 Dim 24 Mai 2020 - 7:21
Salut
Je prospecte pour l'achat d'un porte pince ER32 en CM2/M10, hors je vois souvent cette norme (?) 470E
Faut' il y prêter attention où une pince ER32 est juste une ER32!
D'ailleurs, ca vaut quoi les coffrets Chinois qui circulent partout sur Amazon, Ebay...ca reste correcte pour une petite fraiseuse d'établi?
Merci pour votre aide.
Je prospecte pour l'achat d'un porte pince ER32 en CM2/M10, hors je vois souvent cette norme (?) 470E
Faut' il y prêter attention où une pince ER32 est juste une ER32!
D'ailleurs, ca vaut quoi les coffrets Chinois qui circulent partout sur Amazon, Ebay...ca reste correcte pour une petite fraiseuse d'établi?
Merci pour votre aide.
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68
Re: cones et compagnie
![]() dh42 Dim 24 Mai 2020 - 13:04
dh42 Dim 24 Mai 2020 - 13:04
Salut,
Apparemment 470E c'est une autre appellation pour ER32 (430E = ER25 ; 472E = ER40)
++
David
Apparemment 470E c'est une autre appellation pour ER32 (430E = ER25 ; 472E = ER40)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: cones et compagnie
![]() juleo68 Dim 24 Mai 2020 - 15:55
juleo68 Dim 24 Mai 2020 - 15:55
Merci Daviddh42 a écrit:Salut,
Apparemment 470E c'est une autre appellation pour ER32 (430E = ER25 ; 472E = ER40)
++
David
Je comprends mieux!
J'ai aussi trouvé ce sujet qui est complémentaire je trouve...!
http://www.metabricoleur.com/t1071-type-de-pinces-comment-choisir
@+
juleo68- complétement accro
- Messages : 978
Points : 1647
Date d'inscription : 13/07/2013
Age : 54
Localisation : 68

 Sujets similaires
Sujets similairesPage 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum