






Tronçonnage au tour
4 participants
Page 1 sur 1

 Tronçonnage au tour
Tronçonnage au tour
![]() Phraide Mar 21 Avr 2020 - 14:03
Phraide Mar 21 Avr 2020 - 14:03
Bonjour, j'ai toujours des difficultés lorsqu'il s'agit de tronçonnage au tour. J'ai toujours une peau médiocre sur les faces , ce qui m'oblige à couper plus large et à reprendre la pièce en dressage, ce qui est un peu fastidieux . J'applique la méthode de tournage en sens inverse , ce qui tire l'outil vers le haut donnant ainsi un peu de jeu de dégagement, ce qu'on m'avait conseillé. J'oriente également en oblique la position du petit charriot . Mais cela reste très délicat, dans le laiton ou le dural c'est pas trop moche et ça va assez vite, mais alors dans l'acier même avec une bonne lame à pastilles frittées, l'outil se met à sonner, je suis obligé de ralentir jusqu'a rouler au pas à 60tr mn pour une coupe d'un rond de 30mm et le tronçonnage devient interminable. Lubrification obligatoire bien sûr mais ça reste galère.
Quelqu'un aurait une méthode à me conseiller?
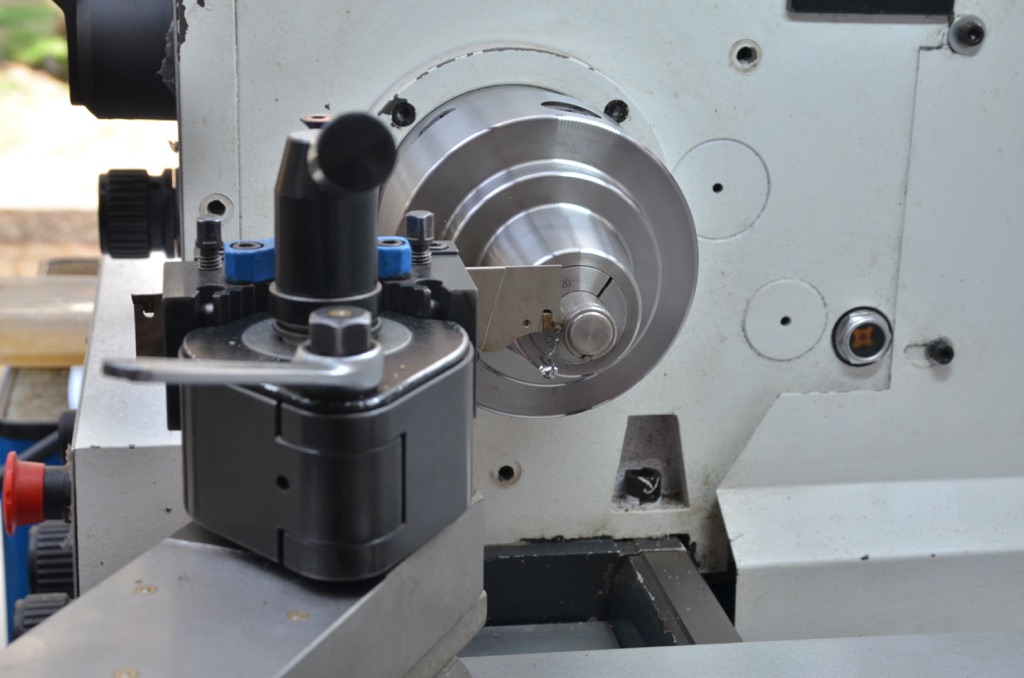
je joins à ce message une photo du matériel en position de tronçonnage.
Merci d'avance pour vos réponses.
Quelqu'un aurait une méthode à me conseiller?
je joins à ce message une photo du matériel en position de tronçonnage.
Merci d'avance pour vos réponses.


Phraide- petit nouveau

- Messages : 6
Points : 4
Date d'inscription : 09/04/2020
Age : 64
Localisation : Aisne -


Re: Tronçonnage au tour
![]() thomas25 Mar 21 Avr 2020 - 15:19
thomas25 Mar 21 Avr 2020 - 15:19
Tu es sûr d être bien perpendiculaire à la broche ? Pourrais tu grossir aussi pour voir ton outils, il faut rentrer l outils tant que l on peu

thomas25- complétement accro

- Messages : 1026
Points : 1099
Date d'inscription : 08/11/2017
Age : 44
Localisation : Etalans 25
Re: Tronçonnage au tour
![]() bob47 Mar 21 Avr 2020 - 18:32
bob47 Mar 21 Avr 2020 - 18:32
Salut
L’outil doit être bien perpendiculaire à l’axe du tour.
Le plus simple est de monter l’outil et de venir le plaquer contre le mandrin.
Tu bloc tout les mouvements avec leur vis de blocage et tu tronçonne avec le transversal.
Je ne comprend pas pourquoi tu met ton chariot en oblique en général cela se fait quand on réalise un filetage pour attaquer juste sur un flanc.
La hauteur de l’outil est elle bonne et la pastille bien a sa place ?
Maintenant il est vrai que le tronçonnage s’est délicat à faire.
A++
Bob
L’outil doit être bien perpendiculaire à l’axe du tour.
Le plus simple est de monter l’outil et de venir le plaquer contre le mandrin.
Tu bloc tout les mouvements avec leur vis de blocage et tu tronçonne avec le transversal.
Je ne comprend pas pourquoi tu met ton chariot en oblique en général cela se fait quand on réalise un filetage pour attaquer juste sur un flanc.
La hauteur de l’outil est elle bonne et la pastille bien a sa place ?
Maintenant il est vrai que le tronçonnage s’est délicat à faire.
A++
Bob

bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: Tronçonnage au tour
![]() valoris Mer 22 Avr 2020 - 9:48
valoris Mer 22 Avr 2020 - 9:48
Bonjour,
le tronçonnage fait partie des opérations les plus délicates à mener en tournage. Elle demande de respecter quelques principes impératifs.
1) vitesse réduite au minimum de 1/3 voire 1/2
2) un outil parfaitement affûté, c'est à dire angle de pente correspondant au metal usiné et surtout respect des angles de dépouille frontale et latérale afin d'éviter que l'outil frotte sur les cotés.
Comme cela à été préciser partie active parfaitement perpendiculaire à l'axe du tour. On incline le chariot supérieur uniquement pour échapper la contre pointe si celle-ci gène (particulièrement sur les petits tours).
3) disposer d'une machine rigide et puissante.
4) utiliser de préférence des outils à trajectoire dégageante genre col de sygne ou équivalent.
5) pour les troçonnages profonds les faire en décalant l'outil d'un coté et de l'autre pour élargir la saignée.
6) bloquer trainard et le chariot suppérieur si necessaire.
Si l'outil chante cela indique qu'il frotte au moins d'un coté. Vérifier la position de la pastille (qui me semble étrange) et de l'outil.
Salutations cordiales.
Valoris
le tronçonnage fait partie des opérations les plus délicates à mener en tournage. Elle demande de respecter quelques principes impératifs.
1) vitesse réduite au minimum de 1/3 voire 1/2
2) un outil parfaitement affûté, c'est à dire angle de pente correspondant au metal usiné et surtout respect des angles de dépouille frontale et latérale afin d'éviter que l'outil frotte sur les cotés.
Comme cela à été préciser partie active parfaitement perpendiculaire à l'axe du tour. On incline le chariot supérieur uniquement pour échapper la contre pointe si celle-ci gène (particulièrement sur les petits tours).
3) disposer d'une machine rigide et puissante.
4) utiliser de préférence des outils à trajectoire dégageante genre col de sygne ou équivalent.
5) pour les troçonnages profonds les faire en décalant l'outil d'un coté et de l'autre pour élargir la saignée.
6) bloquer trainard et le chariot suppérieur si necessaire.
Si l'outil chante cela indique qu'il frotte au moins d'un coté. Vérifier la position de la pastille (qui me semble étrange) et de l'outil.
Salutations cordiales.
Valoris
valoris- posteur Régulier

- Messages : 107
Points : 111
Date d'inscription : 11/07/2015
Age : 74
Localisation : 95 -

 Sujets similaires
Sujets similaires» Tronçonnage sur tour à métaux, besoin d'aide
» Scie carbure pour tronçonnage acier
» Tour Schaublin, la Rolls des petits tours !
» entretien d'un tour scintilla LESTO GD 118A (tour à bois et métaux)
» Avis tour/fraiseuse // Probleme TOUR (Electricité) page 4
» Scie carbure pour tronçonnage acier
» Tour Schaublin, la Rolls des petits tours !
» entretien d'un tour scintilla LESTO GD 118A (tour à bois et métaux)
» Avis tour/fraiseuse // Probleme TOUR (Electricité) page 4
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum