






Tronçonnage sur tour à métaux, besoin d'aide
Page 1 sur 2 • 1, 2 

 Tronçonnage sur tour à métaux, besoin d'aide
Tronçonnage sur tour à métaux, besoin d'aide
![]() Cyrille6901 Mer 4 Mai 2016 - 21:37
Cyrille6901 Mer 4 Mai 2016 - 21:37
J'ai un lu un peu partout que le tronçonnage était une opération délicate... toutefois je ne vois pas bien comment découper autrement ma pièce du brut, enfin proprement et précisément je veux dire.
J'ai acheté un outil à lame chez rc-machines, 8x8 lame de 1,5mm (http://www.rc-machines.com/fr/accessoires/acces.-tournage/outils-a-usiner/outil-a-tronconner-avec-lame-15-mm-queue-8-x-8-mm). Je pensais que dans l'alu ça ne devait pas poser trop de problèmes... à tort...
J'ai procédé comme ça: pièce de 30mm de diamètre, lame sortie au plus juste (légèrement plus que le rayon) et un peu au dessus de l'axe de rotation, porte à faux de l'outil réduit au minium, trainard bloqué et broche au mini 250tr/min. J'avance doucement le transversal le plus régulièrement possible.
Alors ça couine... ça grince... ça fait une sorte de limaille, pas de vrais copeaux, bref, j'ai l'impression que ça ne coupe rien du tout
J'ai testé en tournant plus vite... c'est pire. En lubrifiant... c'est pire...
Comme je dispose dans mon petit coffret d'outils HSS d'un outil à saigner j'ai essayé; là ça marche mieux, le copeau "défile" et le bruit semble normal.
Qu'est ce qui cloche ? la lame de 1,5 est trop sortie ? trop peu épaisse ? de mauvaise qualité ?
Merci d'avance pour vos conseils
Cordialement. Cyrille

Cyrille6901- acharné du forum

- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46

Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() copoîd Mer 4 Mai 2016 - 22:12
copoîd Mer 4 Mai 2016 - 22:12
tu ne nous dis pas quelle matière tu usines ?

copoîd- très actif

- Messages : 363
Points : 373
Date d'inscription : 28/03/2016
Age : 60
Localisation : 30
Tronçonnage sur tour à métaux, besoin d'aide
![]() Invité Mer 4 Mai 2016 - 22:19
Invité Mer 4 Mai 2016 - 22:19
Cyrille6901 a écrit:
lame sortie au plus juste (légèrement plus que le rayon) et un peu au dessus de l'axe de rotation .......... broche au mini 250tr/min
ça fait une sorte de limaille, pas de vrais copeaux, bref, j'ai l'impression que ça ne coupe rien du tout
Qu'est ce qui cloche ? la lame de 1,5 est trop sortie ? trop peu épaisse ? de mauvaise qualité ?
Amha : vitesse de rotation trop élevé, (je tronçonne à 80 tours )
je ne règle pas l'outil au dessus de l'axe (j'aurais tendance à faire l'inverse mais attention si trop, l'outil peu plonger ) et la lame parfaitement perpendiculaire par rapport à la pièce
ton impression est bonne, la lame ne coupe pas, il faut l'affûter avec un peu de dépouille ( sinon ça risque de talonner )
maintenant ce que j'en dis, j'y connait rien du tout, je n'ai qu'une formation de charcutier zingueur, alors l'usinage des métaux
 !
!mais il m'arrive de faire du copeaux parfois
à + Lulu

Invité- Invité
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() Invité Mer 4 Mai 2016 - 22:23
Invité Mer 4 Mai 2016 - 22:23
copoîd a écrit:
tu ne nous dis pas quelle matière tu usines ?
c'est pas bien de pas tout lire

il parle d'aluminium
à + Lulu
Invité- Invité
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() meta_screw Mer 4 Mai 2016 - 22:34
meta_screw Mer 4 Mai 2016 - 22:34
meta_screw- complétement accro

- Messages : 1671
Points : 2299
Date d'inscription : 01/02/2012
Age : 68
Localisation : Essonne nord ouest
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() meta_screw Mer 4 Mai 2016 - 22:35
meta_screw Mer 4 Mai 2016 - 22:35
meta_screw- complétement accro
- Messages : 1671
Points : 2299
Date d'inscription : 01/02/2012
Age : 68
Localisation : Essonne nord ouest
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() silky Mer 4 Mai 2016 - 22:43
silky Mer 4 Mai 2016 - 22:43
l'outil doit être positionné légèrement au-dessus de l'axe(0.5 max), car s'il est en dessous l'arête ne pourra pas couper, l'outil va talonner!
pour ma part je pense qu'il faut reprendre l'affûtage de l'outil, il m'est souvent arrivé de retoucher l'affûtage sur des outils neufs, notamment en HSS
richard
silky- complétement accro
- Messages : 634
Points : 766
Date d'inscription : 08/10/2013
Age : 69
Localisation : arras
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() copoîd Mer 4 Mai 2016 - 22:51
copoîd Mer 4 Mai 2016 - 22:51
c'est pas tant la vitesse qui est trop élevé que l'irrégularité de l'avance. Je tronçonne en avance auto et je n'ai aucun souci et a des vitesses bien plus importantes pour respecter la vitesse de coupe.
quand en manuel tu n'avances pas ça a tendance à écrouir le métal.
petit détail : pense à bloquer ton traînard
copoîd- très actif
- Messages : 363
Points : 373
Date d'inscription : 28/03/2016
Age : 60
Localisation : 30
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() Invité Mer 4 Mai 2016 - 22:57
Invité Mer 4 Mai 2016 - 22:57
silky a écrit:
l'outil doit être positionné légèrement au-dessus de l'axe(0.5 max), car s'il est en dessous l'arête ne pourra pas couper, l'outil va talonner!
t'es sur de ce que tu écrit ? ou tu n'explique pas tout !
là, je comprend pas comment l'arête étant réglé en dessus de l'axe, l'outil va talonner ?
tu peut développer pour éclairer ma lanterne

Lulu
Invité- Invité
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() copoîd Mer 4 Mai 2016 - 23:08
copoîd Mer 4 Mai 2016 - 23:08
copoîd- très actif
- Messages : 363
Points : 373
Date d'inscription : 28/03/2016
Age : 60
Localisation : 30
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() Invité Mer 4 Mai 2016 - 23:16
Invité Mer 4 Mai 2016 - 23:16
copoîd a écrit:attention certains tronçonnent l'outil à l'envers avec un sens de rotation inversé
justement, c'est pour ça que je demande des précisions d'explication
Lulu
Invité- Invité
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() silky Mer 4 Mai 2016 - 23:21
silky Mer 4 Mai 2016 - 23:21
richard
silky- complétement accro
- Messages : 634
Points : 766
Date d'inscription : 08/10/2013
Age : 69
Localisation : arras
Re: le roubrice mon nouvel etabli
![]() Invité Mer 4 Mai 2016 - 23:53
Invité Mer 4 Mai 2016 - 23:53
silky a écrit:effectivement je n'ai pas précisé que j'utilisais des outils "col de cygne" montés à l'envers, autant pour moi!!
richard
et bien voila ! en précisant !
on peut être d'accord , outil monté à l'envers, rotation inversée, arête d'outil au dessus du centre
outil en position normale, rotation normale, arête d'outil en dessous du centre
mais notre ami n'utilise pas un outil col de cygne, mais une lame ! (ce que j'utilise d’ailleurs) donc selon mha affûtage de la lame avec dépouille, une légère cuillère, et arête en dessous de l'axe ( ma lame est comme ceci maintenant, telle qu'elle était à l'achat, elle ne coupait pas, j'ai fais quelques
essais pour avoir un résultat correct )
à + Lulu
Invité- Invité
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() Cyrille6901 Jeu 5 Mai 2016 - 7:08
Cyrille6901 Jeu 5 Mai 2016 - 7:08
Concernant la lame, c'est celle ci -> http://www.rc-machines.com/fr/accessoires/acces.-tournage/outils-a-usiner/lame-de-rechange-15-x-5-x-63-mm
Pour affùter, je n'ai pas grand chose... une petite lime diamantée, mais je doute de pouvoir modifier le profil de la lame avec cet outil; et des limes normales pour métal. Pas de touret pour le moment.
Le tour que j'utilise est un tout petit tour: hobbymat md65. Il n'a pas d'avance automatique sur le chariot transversal et la vitesse mini est de 250 Tr/min... impossible de descendre en dessous.
J'avais essayé de placer l'outil un poil au dessus, puis pile dans l'axe; mais ça ne change rien; ça ne coupe pas.
Mince alors
Il va me falloir investir dans un touret si je comprends bien, ou peut-être dans un outil plus performant qui ne nécessite pas d'affùtage ?
Sinon j'ai lu qu'on pouvait commencer une saignée, puis finir à la scie à métaux; mais je n'ai pas bien compris le principe: on peut utiliser la scie à métaux avec la pièce dans les mors ? tour en marche ?
J'ai également une petite scie à ruban Femi, mais là le problème est le maintien de la pièce dans l'étau, qui se trouve loin de la lame.
Merci d'avance. Cyrille
ps: je ne connais pas la nuance d'alu...
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() nagut Jeu 5 Mai 2016 - 8:31
nagut Jeu 5 Mai 2016 - 8:31
dans du laiton ou de l'alu, j'ai toujours affuté à 20° avec une dépouille de 10°
un petit dessin
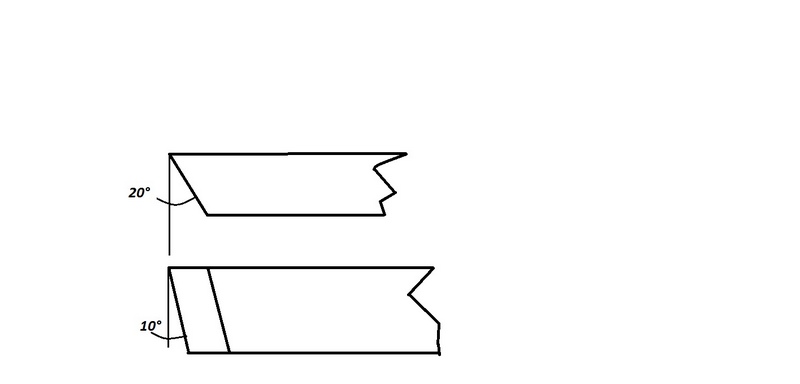 " />
" />de toute façon c'est plus délicat en manuel; soit on prend trop , soit pas assez et on a ce qu'on appel le "savonnage"
et comme sur nos petit tour d'établi on a pas l'avance auto dans ce sens !
Dernière édition par nagut le Jeu 5 Mai 2016 - 11:45, édité 1 fois

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() copoîd Jeu 5 Mai 2016 - 9:05
copoîd Jeu 5 Mai 2016 - 9:05
Cyrille6901 a écrit:mais je n'ai pas bien compris le principe: on peut utiliser la scie à métaux avec la pièce dans les mors ? tour en marche ?
bjr, surtour pas c'est très dangereux
copoîd- très actif
- Messages : 363
Points : 373
Date d'inscription : 28/03/2016
Age : 60
Localisation : 30
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() Ouss Jeu 5 Mai 2016 - 12:49
Ouss Jeu 5 Mai 2016 - 12:49
perso pour tronçonner, outil à l'endroit ou à l'envers (selon sa forme) et réglé presque dans l'axe (1-2/10ème au dessus pour pas avoir de tétine au final)
à mon avis non seulement ça tourne trop vite mais ton outil ne coupe pas...
je lui ferai une petite cuillère pour aider au dégagement de copeau

Ouss- complétement accro
- Messages : 731
Points : 1812
Date d'inscription : 15/09/2012
Age : 54
Localisation : Elbeuf 76500
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() Cyrille6901 Jeu 5 Mai 2016 - 18:15
Cyrille6901 Jeu 5 Mai 2016 - 18:15
Merci pour vos conseils; je vais essayer de me trouver un touret d'occase pour meuler cet outil.
En tout cas je ne pensais pas qu'on vendait des outils neufs qui ne coupent pas
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() copoîd Jeu 5 Mai 2016 - 18:39
copoîd Jeu 5 Mai 2016 - 18:39
Cyrille6901 a écrit:Si je continue avec du HSS, je suppose que le touret ne sera pas superflu...
tu as tout à fait raison
malheureusement beaucoup oublie qu'avant d'usiner on passe toujours par une vérification des arêtes de coupe et bien souvent par la case affûtage, c'est le b a ba. Parfois un petit rafraîchissement suffit et après on cherche midi à 14 h sur les états de surface
pour revenir à ton souci, sur certains alliage, pour éviter le collage du copeau, je lubrifie au pétrole.
copoîd- très actif
- Messages : 363
Points : 373
Date d'inscription : 28/03/2016
Age : 60
Localisation : 30
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() nagut Jeu 5 Mai 2016 - 20:16
nagut Jeu 5 Mai 2016 - 20:16
pétrole + huile de coupe ( 50/50) , mais c'est pour de la grande série ; si c'est pour 1 ou 2 pièces le pinceau suffit.
je n'ai jamais eu de problèmes à tronçonner les pièces en production, mais quant je suis dans mon atelier et que je dois faire cette opération pour une pièce.........et ben je suis comme les autres : c'est celle qui me fait le plus peur .
les outils à tronçonner, (ceux dont tu parle) sont vendus sans affutage, c'est normal puisque celui ci doit êtres adaptés à la matières à travailler .
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() Cyrille6901 Jeu 5 Mai 2016 - 21:17
Cyrille6901 Jeu 5 Mai 2016 - 21:17
Est ce que n'importe quel touret équipé d'une meule blanche (si j'ai bien lu) peut convenir ? ou y'a t'il des caractéristiques spéciales à prendre en compte (diamètre, puissance, largeur de meule) ?
Je suppose qu'il faut aussi s'équiper d'un support articulé, mais est ce vraiment indispensable pour débuter ?
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() lamecanique76 Jeu 5 Mai 2016 - 22:00
lamecanique76 Jeu 5 Mai 2016 - 22:00
la lubrification avec un peu d'huile avant l'amorce de travail permet d'éviter le collage d'un copeau qui nuit a l'avance de l'outil et le fait brouter
de plus sur le cotés de la partie de l'arete de coupe prévoir un restreint pour eviter les frottement latéraux
et se positionner a environ 2/10 eme au dessus de l'axe de pointe pour avoir une bonne prise de copeaux
bloquer le trainard et
avec une avance manuelle régulière a 2 mains
si tout est respecter ça marche
bonne coupe !!
l'affutage se fait avec une meule blanche grain fin en refroidissant l'outil frequement dans un peu de lubrifiant pour eviter son échauffement et sa detempe
et sans trop forcer sur la meule

lamecanique76- complétement accro
- Messages : 2063
Points : 2077
Date d'inscription : 02/05/2016
Age : 49
Localisation : region de fecamp et autour
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() Ouss Ven 6 Mai 2016 - 10:55
Ouss Ven 6 Mai 2016 - 10:55
non pas du toutCyrille6901 a écrit:Je suppose qu'il faut aussi s'équiper d'un support articulé
du moment que la meule va bien et que son grain n'est pas trop gros ça le fait
essaye de faire une arrête bien perpendiculaire à ton outil et il pourra aussi te servir à faire des gorges bien propres
Ouss- complétement accro
- Messages : 731
Points : 1812
Date d'inscription : 15/09/2012
Age : 54
Localisation : Elbeuf 76500
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() Cyrille6901 Ven 6 Mai 2016 - 12:13
Cyrille6901 Ven 6 Mai 2016 - 12:13
Je vais commencer à éplucher le bon coin pour me trouver un petit touret; J'en ai vu à moins de 50€, ce n'est pas la ruine.
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: Tronçonnage sur tour à métaux, besoin d'aide
![]() lamecanique76 Ven 6 Mai 2016 - 21:37
lamecanique76 Ven 6 Mai 2016 - 21:37
on peut se servir du support du touret comme appui
a l'exception de outil de filetage qui a un angle tres precis
lamecanique76- complétement accro
- Messages : 2063
Points : 2077
Date d'inscription : 02/05/2016
Age : 49
Localisation : region de fecamp et autour
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires