






CNC sur base chinoise (elec sorotec)
4 participants
Page 1 sur 1

 CNC sur base chinoise (elec sorotec)
CNC sur base chinoise (elec sorotec)
![]() Olivcab Ven 27 Mar 2020 - 23:51
Olivcab Ven 27 Mar 2020 - 23:51
Bonjour à tous,
Je vous présente ma cnc (et mon début d'aventure, une histoire qui en aidera bon nombre j’espère), à base de mécanique chinoise (me tapez pas ) et électronique/moteur de chez Sorotec.
) et électronique/moteur de chez Sorotec.
Ceci est mon premier post dans ce domaine que je comprends peu, mais en persévérant normalement on s'en sort.
Pour preuve, je me suis lancé dans cette aventure à petit pas, il y a 3 ans et je commence à peine de finaliser la partie électronique.
Partie mécanique : pas cher pour commencer, comme ça si je casse, je perd pas grand chose étant débutant.


Interface de Contrôle : Benezan Breakout Board Advanced PRO
https://www.sorotec.de/shop/Breakout-Board-Advanced-PRO.html

Drivers moteur : Leadshine DM542EU Digital 20-50VDC 1,0 - 4,2A
https://www.sorotec.de/shop/Digital-Driver-DM542EU-Digital.html

VFD : Inverter Omron MX2 | 1.5 kW | 200 V | 1-phase
https://www.sorotec.de/shop/Omron-FC-1-5kW-200V-1-ph-Vector.html

Broche : MechatronHF-Motorspindel Set 8015 air cooled 1.5 kW
https://www.sorotec.de/shop/HF-Motorspindel-8015-luftgek-hlt-1-5kW.html
Puis je me suis mis a monter tout ça, la doc est vraiment pas top (mon avis reste perso) mais à lire les nombreux commentaires ici, j'avais tranché pour ce matériel.
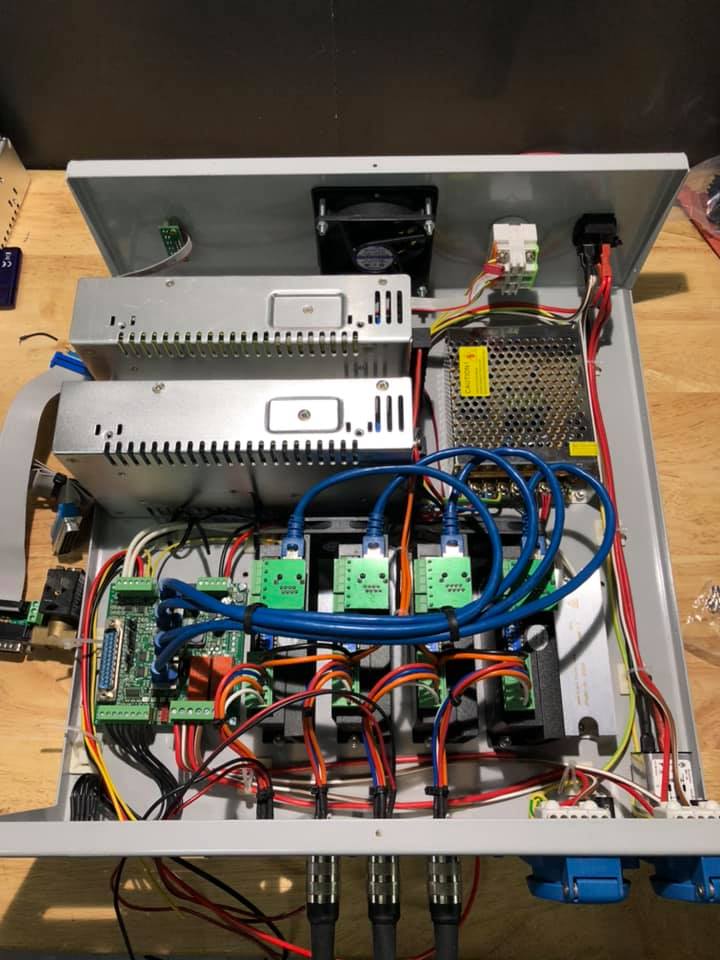
Puis les temps des tests est arrivé, début de câblage et paramétrage du variateur omron, oula la la galère, dans quoi j'ai mis les pieds.
J'ai suivi les docs fournis de chez sorotec, mais obligation de traduire et de faire mes propres doc pour comprendre, l'Allemand n'étant pas ma tasse de thé.
Paramétrage du VFD, Ben y a plus qu'a suivre bêtement ça : https://www.upload.sorotec.de/doku/manuals/3G3MX2-AB015-E-230V-1,5kW-Uni.pdf
Tout est indiqué en fonction du moteur choisi à la commande.
Je trouve sur la doc qu'il faut connecter la Pin P24 avec la Pin 1, oua sa tourne, mais à l'envers, bon comme indiqué sur la doc en Francais, pin2, impec sa tourne et dans le bon sens.
Mais la, la grande question, je cherche partout comment la connecter à ma carte de contrôle, je replonge dans la doc benezan etc, je viens sur ce forum, sur d'autre, j'entend parle d'un autre FVD chinois,
je vois pas mal de posts et beaucoup galère et la je me dis, et m...., j'ai pas choisi le bon matos.
Je décide de reprendre pour la énième fois toutes les doc, je pige pas tout donc je test pas mal de truc, un peu à l'arrache (c'est vrai, pas bien) et sans organisation, je perds un temps fou.
Mince organise toi bon sang
Je trie je cherche à comprendre, je m'informe, le temps passant, l'éclaircie arrive, ce qui me permet de monter le puzzle.
Je suis méthodiquement et consciencieusement la doc, et je tombe la dessus :


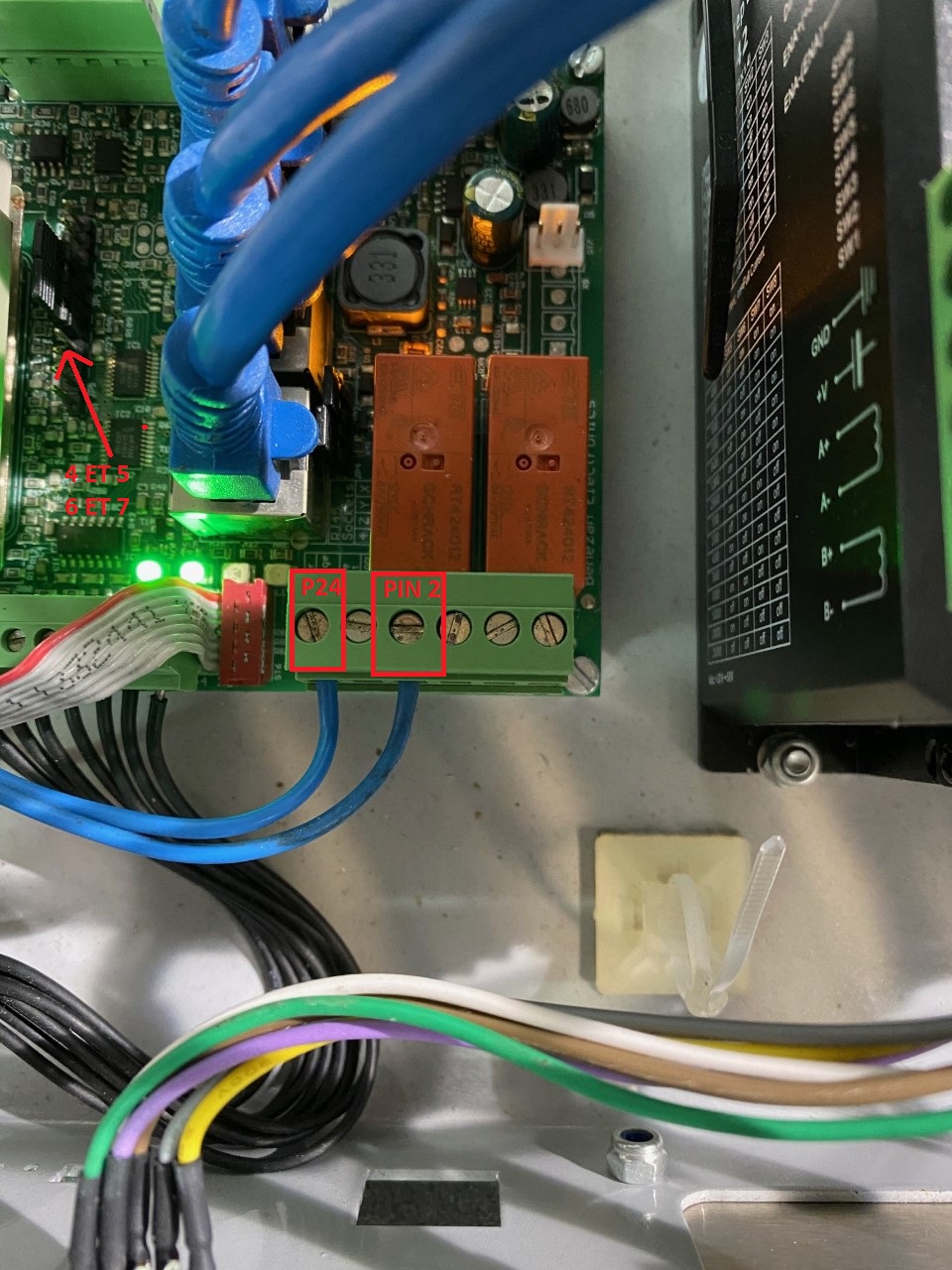
Donc pin4-5 et pin6-7 c'est tout pas plus compliqué.
Comment démarrer ce VFD vu qu'il lui faut la pin p24 et 2, je réfléchi, me dit tiens il y a des relais, comment m'en servir comme simple contact ?
J’enlève le 220V (pas grave si j'ai besoin d'une sortie 220v ça sera avec l'autre relais en passant par un autre relais, heu je me suis compris hihihi), et me sert du contact en position fermeture, go :
Câblage de la partie analogique 0 -- 10V :

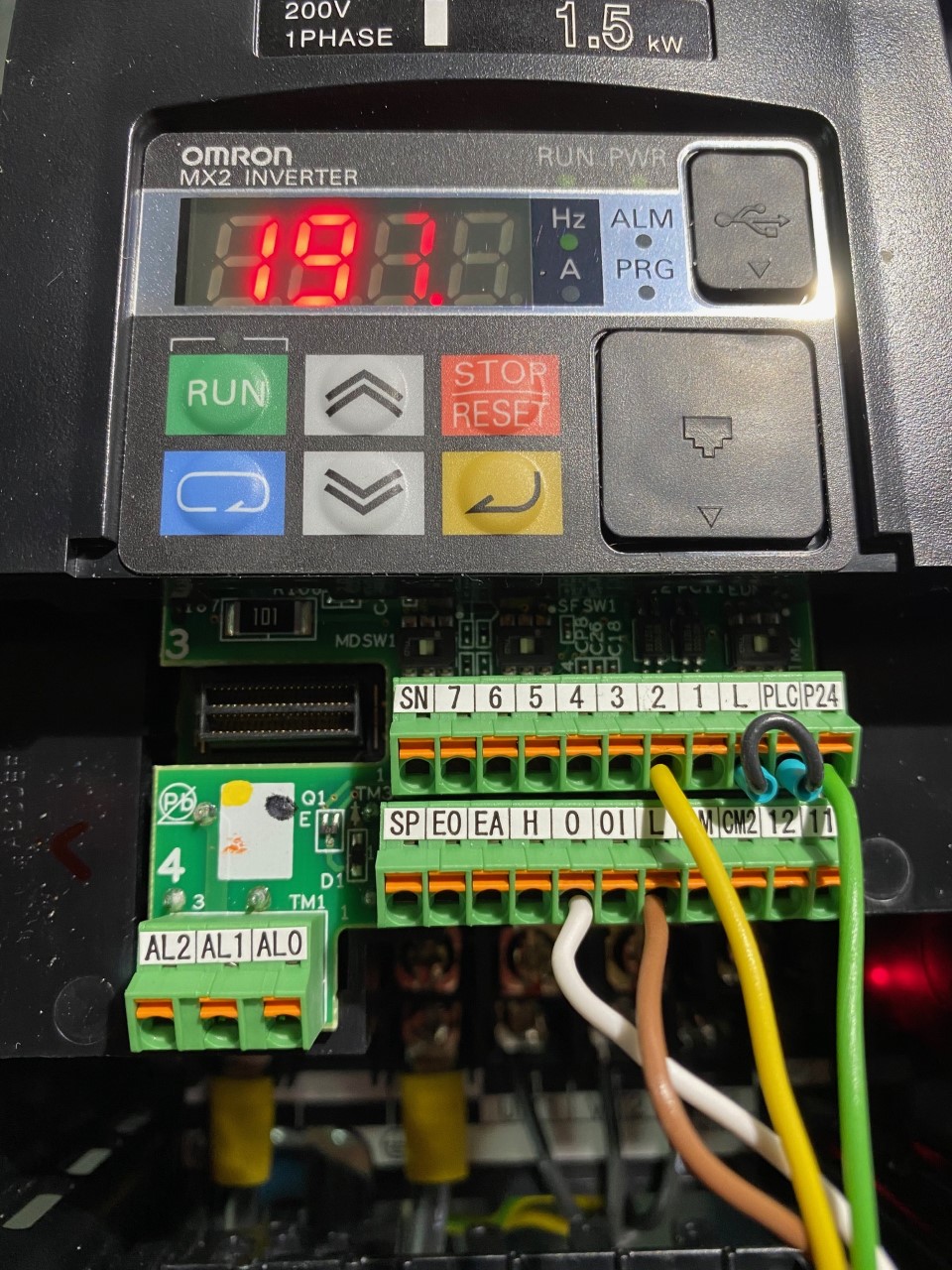
Fil blanc sur O (FVD) et 10 volts (carte)
Fil marron sur L (FVD) et 0v de la carte
Reste à configurer mach3 :
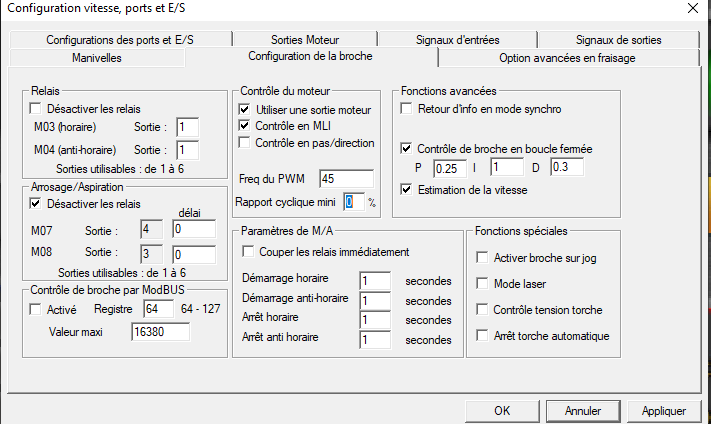


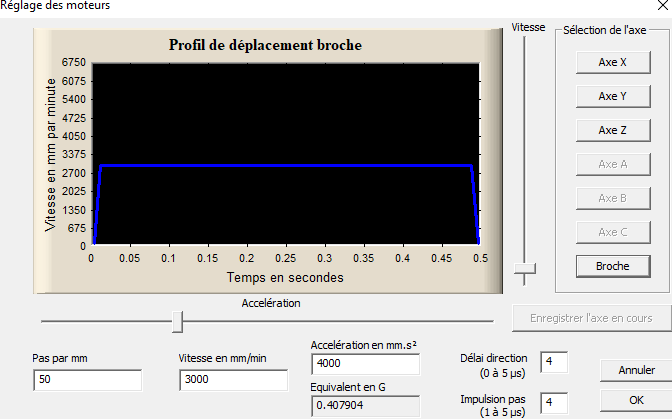
Voila, la broche passe sur Run grâce au relais et attend la consigne de RPM, on passe en Gcode Sxxxx ou en manuel, la broche se mets a tourné
ENJOYYYYYYYYY, après ce taf de fou, quelle satisfaction .................
Vidéo sur youtube :
https://www.youtube.com/watch?v=nsA4d7JOKoo
Ce que je ne raconte pas dans cette histoire, c'est qu'il m'a fallu 4 jours ............ confinement aidant.
Juste deux inconvénients :
- Pour un qui je pense n'en est pas vraiment un, c'est que les rpm réel ne sont pas affiché, mais par calcul on est très très proche a quelques tour/min prés
- Pour l'autre, je déconseille de faire une calibration auto de la broche, car ça dérègle tout, la broche ne varie plus et passe en ON/OFF, le pourquoi ? ben je cherche encore ...
Voila ou j'en suis, il me reste encore à brancher le palpeur.
PS : j’espère que ça va aider bon nombre de personnes ayant la même config, j'ai essayé de faire une petite histoire accrocheuse pour lire ces nombreuses lignes, je ne suis qu'un petit débutant désireux d'apprendre, un peu d'indulgence siou plait
Un grand merci à ce forum en tout cas, sans lui j'en serai pas la
Je vous présente ma cnc (et mon début d'aventure, une histoire qui en aidera bon nombre j’espère), à base de mécanique chinoise (me tapez pas
Ceci est mon premier post dans ce domaine que je comprends peu, mais en persévérant normalement on s'en sort.
Pour preuve, je me suis lancé dans cette aventure à petit pas, il y a 3 ans et je commence à peine de finaliser la partie électronique.
Partie mécanique : pas cher pour commencer, comme ça si je casse, je perd pas grand chose étant débutant.


Interface de Contrôle : Benezan Breakout Board Advanced PRO
https://www.sorotec.de/shop/Breakout-Board-Advanced-PRO.html

Drivers moteur : Leadshine DM542EU Digital 20-50VDC 1,0 - 4,2A
https://www.sorotec.de/shop/Digital-Driver-DM542EU-Digital.html

VFD : Inverter Omron MX2 | 1.5 kW | 200 V | 1-phase
https://www.sorotec.de/shop/Omron-FC-1-5kW-200V-1-ph-Vector.html

Broche : MechatronHF-Motorspindel Set 8015 air cooled 1.5 kW
https://www.sorotec.de/shop/HF-Motorspindel-8015-luftgek-hlt-1-5kW.html
Puis je me suis mis a monter tout ça, la doc est vraiment pas top (mon avis reste perso) mais à lire les nombreux commentaires ici, j'avais tranché pour ce matériel.

Puis les temps des tests est arrivé, début de câblage et paramétrage du variateur omron, oula la la galère, dans quoi j'ai mis les pieds.
J'ai suivi les docs fournis de chez sorotec, mais obligation de traduire et de faire mes propres doc pour comprendre, l'Allemand n'étant pas ma tasse de thé.
Paramétrage du VFD, Ben y a plus qu'a suivre bêtement ça : https://www.upload.sorotec.de/doku/manuals/3G3MX2-AB015-E-230V-1,5kW-Uni.pdf
Tout est indiqué en fonction du moteur choisi à la commande.
Je trouve sur la doc qu'il faut connecter la Pin P24 avec la Pin 1, oua sa tourne, mais à l'envers, bon comme indiqué sur la doc en Francais, pin2, impec sa tourne et dans le bon sens.
Mais la, la grande question, je cherche partout comment la connecter à ma carte de contrôle, je replonge dans la doc benezan etc, je viens sur ce forum, sur d'autre, j'entend parle d'un autre FVD chinois,
je vois pas mal de posts et beaucoup galère et la je me dis, et m...., j'ai pas choisi le bon matos.
Je décide de reprendre pour la énième fois toutes les doc, je pige pas tout donc je test pas mal de truc, un peu à l'arrache (c'est vrai, pas bien) et sans organisation, je perds un temps fou.
Mince organise toi bon sang
Je trie je cherche à comprendre, je m'informe, le temps passant, l'éclaircie arrive, ce qui me permet de monter le puzzle.
Je suis méthodiquement et consciencieusement la doc, et je tombe la dessus :


Donc pin4-5 et pin6-7 c'est tout pas plus compliqué.
Comment démarrer ce VFD vu qu'il lui faut la pin p24 et 2, je réfléchi, me dit tiens il y a des relais, comment m'en servir comme simple contact ?
J’enlève le 220V (pas grave si j'ai besoin d'une sortie 220v ça sera avec l'autre relais en passant par un autre relais, heu je me suis compris hihihi), et me sert du contact en position fermeture, go :

Câblage de la partie analogique 0 -- 10V :


Fil blanc sur O (FVD) et 10 volts (carte)
Fil marron sur L (FVD) et 0v de la carte
Reste à configurer mach3 :




Voila, la broche passe sur Run grâce au relais et attend la consigne de RPM, on passe en Gcode Sxxxx ou en manuel, la broche se mets a tourné
ENJOYYYYYYYYY, après ce taf de fou, quelle satisfaction .................
Vidéo sur youtube :
https://www.youtube.com/watch?v=nsA4d7JOKoo
Ce que je ne raconte pas dans cette histoire, c'est qu'il m'a fallu 4 jours ............ confinement aidant.
Juste deux inconvénients :
- Pour un qui je pense n'en est pas vraiment un, c'est que les rpm réel ne sont pas affiché, mais par calcul on est très très proche a quelques tour/min prés
- Pour l'autre, je déconseille de faire une calibration auto de la broche, car ça dérègle tout, la broche ne varie plus et passe en ON/OFF, le pourquoi ? ben je cherche encore ...
Voila ou j'en suis, il me reste encore à brancher le palpeur.
PS : j’espère que ça va aider bon nombre de personnes ayant la même config, j'ai essayé de faire une petite histoire accrocheuse pour lire ces nombreuses lignes, je ne suis qu'un petit débutant désireux d'apprendre, un peu d'indulgence siou plait
Un grand merci à ce forum en tout cas, sans lui j'en serai pas la

Olivcab- petit nouveau

- Messages : 10
Points : 14
Date d'inscription : 01/05/2019
Age : 49
Localisation : Bretagne -


Re: CNC sur base chinoise (elec sorotec)
![]() dh42 Sam 28 Mar 2020 - 3:13
dh42 Sam 28 Mar 2020 - 3:13
Salut,
Oui, il ne faut surtout pas faire de calibration si la broche ne fournis pas une info de retour de vitesse à Mach3, c.a.d. si tu n'a pas un codeur monté sur la broche ou si tu ne pilote pas en RS485 (en digital au lieu du 0-10V).
Sans retour de vitesse, le fichier contiendra 0 RPM pour toutes les valeurs à calibrer, vu qu'il ne reçoit rien en retour depuis la broche.
Si pb avec le fichier de calibration, il suffit de le supprimer dans C:\Mach3\macros\le nom de ta config machine ; c'est le fichier linearity.dat .. une version "par défaut" sera automatiquement recrée au prochain lancement de Mach3.
Elle a l'air balaise la table alu de la CN, ça change des tables toutes fines que l'on voit souvent ..
++
David
- Pour l'autre, je déconseille de faire une calibration auto de la broche, car ça dérègle tout, la broche ne varie plus et passe en ON/OFF, le pourquoi ? ben je cherche encore ...
Oui, il ne faut surtout pas faire de calibration si la broche ne fournis pas une info de retour de vitesse à Mach3, c.a.d. si tu n'a pas un codeur monté sur la broche ou si tu ne pilote pas en RS485 (en digital au lieu du 0-10V).
Sans retour de vitesse, le fichier contiendra 0 RPM pour toutes les valeurs à calibrer, vu qu'il ne reçoit rien en retour depuis la broche.
Si pb avec le fichier de calibration, il suffit de le supprimer dans C:\Mach3\macros\le nom de ta config machine ; c'est le fichier linearity.dat .. une version "par défaut" sera automatiquement recrée au prochain lancement de Mach3.
Elle a l'air balaise la table alu de la CN, ça change des tables toutes fines que l'on voit souvent ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC sur base chinoise (elec sorotec)
![]() Strib Sam 28 Mar 2020 - 8:37
Strib Sam 28 Mar 2020 - 8:37
Salut,
Bravo pour ta persévérance, elle a l'air bien pour débuter cette petite CNC !
Pense à abriter ton VFD si tu ne veux pas qu'il se transforme en sac d'aspirateur 
C'est la première chose qui m'a fait tilter ! Je me suis dit "Ho, un chassis de 6040 !", et puis en regardant un peu mieux, je me suis rendu compte de la table en alu massif.
On dirait que tu as bridé une table Sorotec massive sur la table toute frêle de la 6040 ??
A+
Stéphane
Bravo pour ta persévérance, elle a l'air bien pour débuter cette petite CNC !
Pense à abriter ton VFD si tu ne veux pas qu'il se transforme en sac d'aspirateur
dh42 a écrit:
Elle a l'air balaise la table alu de la CN, ça change des tables toutes fines que l'on voit souvent ..
++
David
C'est la première chose qui m'a fait tilter ! Je me suis dit "Ho, un chassis de 6040 !", et puis en regardant un peu mieux, je me suis rendu compte de la table en alu massif.
On dirait que tu as bridé une table Sorotec massive sur la table toute frêle de la 6040 ??
A+
Stéphane

Strib- complétement accro

- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: CNC sur base chinoise (elec sorotec)
![]() Olivcab Sam 28 Mar 2020 - 10:20
Olivcab Sam 28 Mar 2020 - 10:20
dh42 a écrit:Salut,- Pour l'autre, je déconseille de faire une calibration auto de la broche, car ça dérègle tout, la broche ne varie plus et passe en ON/OFF, le pourquoi ? ben je cherche encore ...
Oui, il ne faut surtout pas faire de calibration si la broche ne fournis pas une info de retour de vitesse à Mach3, c.a.d. si tu n'a pas un codeur monté sur la broche ou si tu ne pilote pas en RS485 (en digital au lieu du 0-10V).
Sans retour de vitesse, le fichier contiendra 0 RPM pour toutes les valeurs à calibrer, vu qu'il ne reçoit rien en retour depuis la broche.
Si pb avec le fichier de calibration, il suffit de le supprimer dans C:\Mach3\macros\le nom de ta config machine ; c'est le fichier linearity.dat .. une version "par défaut" sera automatiquement recrée au prochain lancement de Mach3.
Elle a l'air balaise la table alu de la CN, ça change des tables toutes fines que l'on voit souvent ..
++
David
Merci David de cette info, j'avais été obligé de tout réinstaller car je ne savais pas
Pour ce qui est de la table, oui j'avais commencé a faire une home made, donc le premier achat était cette table, je voulais par la suite adapter autour de cette table, mais vu mon travail prenant, je n'avais pas le temps de tout construire et je suis tombé sur une superbe offre à pas cher
Après réception j'ai aussi remarqué que la table origine n’était pas superbe en surfaçage, j'ai donc refait toute cette partie et renforcée la 6040 par des équerrage et vis plus grosses.
Olivcab- petit nouveau
- Messages : 10
Points : 14
Date d'inscription : 01/05/2019
Age : 49
Localisation : Bretagne -
Re: CNC sur base chinoise (elec sorotec)
![]() Olivcab Ven 24 Avr 2020 - 23:40
Olivcab Ven 24 Avr 2020 - 23:40
Qui connaît la société cnc-shop ?
Ça fait 5 semaines que j’ai commandé un smoother éternet, je demande le suivi et à chaque fois j'ai des excuses bidon, mais jamais de numéro de suivis.
Est ce une société sérieuse ?
Ça fait 5 semaines que j’ai commandé un smoother éternet, je demande le suivi et à chaque fois j'ai des excuses bidon, mais jamais de numéro de suivis.
Est ce une société sérieuse ?
Olivcab- petit nouveau
- Messages : 10
Points : 14
Date d'inscription : 01/05/2019
Age : 49
Localisation : Bretagne -
Re: CNC sur base chinoise (elec sorotec)
![]() dh42 Ven 24 Avr 2020 - 23:45
dh42 Ven 24 Avr 2020 - 23:45
Salut,
En principe oui, mais par les temps qui courent la circulation des produits doit être un peu plus compliquée, surtout que le SS vient des USA !
++
David
Est ce une société sérieuse ?
En principe oui, mais par les temps qui courent la circulation des produits doit être un peu plus compliquée, surtout que le SS vient des USA !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC sur base chinoise (elec sorotec)
![]() nagut Sam 25 Avr 2020 - 9:00
nagut Sam 25 Avr 2020 - 9:00
c'est vrai quelle ressemble beaucoup à la mienne (6040), mais la table me fait rêver  ; elle viens d'ou ?
; elle viens d'ou ?
tu parle de d'équerres de renfort, tu les a placées à quels endroits ?
; elle viens d'ou ?tu parle de d'équerres de renfort, tu les a placées à quels endroits ?

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: CNC sur base chinoise (elec sorotec)
![]() Olivcab Sam 25 Avr 2020 - 9:10
Olivcab Sam 25 Avr 2020 - 9:10
Je conçois ce qui se passe en ce moment, mais trop d’attente, j’en ai donc commandé chez wrap9 pour mon tour, reçu en 3j des États Unis, (que j’ai grillé, ma faute) en 5 semaines 3 commandes de chez Sorotec également reçues très vite. C’est à ce moment là où je me dis que même si c’est long, pourquoi rechigne t’il à délivrer le numéro de suivis. On me mène en bateau ;(
Olivcab- petit nouveau
- Messages : 10
Points : 14
Date d'inscription : 01/05/2019
Age : 49
Localisation : Bretagne -
Re: CNC sur base chinoise (elec sorotec)
![]() nagut Sam 25 Avr 2020 - 10:47
nagut Sam 25 Avr 2020 - 10:47
cncshop, c'est bien une boite Suisse? par ce qu'ils ont pratiquement refermé leur frontière
ils ont ressorti les douaniers (du coté français aussi d'ailleurs)
je crois que les transporteurs comme "dhl" et compagnie ne livre pas en Suisse; çà doit être pareil dans l'autre sens
PS: j'habite à coté
ils ont ressorti les douaniers
je crois que les transporteurs comme "dhl" et compagnie ne livre pas en Suisse; çà doit être pareil dans l'autre sens
PS: j'habite à coté
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: CNC sur base chinoise (elec sorotec)
![]() Olivcab Sam 25 Avr 2020 - 13:52
Olivcab Sam 25 Avr 2020 - 13:52
Oui comme dit, je conçois, mais pourquoi le vendeur ne m'en informe pas, il ne sait pas quoi me répondre et si il l'a posté comme il l'a dit, il doit au minima me fournir un suivis.
Il y a 5 semaines les frontières n'étaient pas fermées
Ce qui me donne une très mauvaise image de lui en tout cas.
Il y a 5 semaines les frontières n'étaient pas fermées
Ce qui me donne une très mauvaise image de lui en tout cas.
Olivcab- petit nouveau
- Messages : 10
Points : 14
Date d'inscription : 01/05/2019
Age : 49
Localisation : Bretagne -

 Sujets similaires
Sujets similaires» tableau elec
» moteur élec.
» moteur elec
» HELP ! Potence pour palan élec...
» protection éléc pour armoire cnc
» moteur élec.
» moteur elec
» HELP ! Potence pour palan élec...
» protection éléc pour armoire cnc
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum