






Realisation de circuit imprimé avec routeur Mach3

 Realisation de circuit imprimé avec routeur Mach3
Realisation de circuit imprimé avec routeur Mach3
![]() Metasound Dim 24 Juin 2018 - 12:25
Metasound Dim 24 Juin 2018 - 12:25
Mon nouveau routeur CNC 2030 (surface de la table 300 x 400 mm) sous Mach3, ses soucis d'installation divers semblent réglés, et la machine va enfin commencer à abattre le boulot. ça fait plaisir ...
Pour info, j'avais auparavant une 3018, sous GRBL, plus petite, avec un lazer de 2500 mw, mais je suis passé au plus gros, sous Mach3, sans regret. Rien à voir...
J'ai conservé le lazer, commandé 2 cartes supplémentaires pour pouvoir utiliser cette nouvelle CNC en GRBL ou en Mod Mach3.
Je vous ferais part de cette évolution, que j'utilise pour ma tête lazer .
Pour installer Mach3 en parralèle, ce fut compliqué. Rien à faire, j'ai été obligé de mettre un disque dur dédié pour Mach3 sous windows XP 32 bits. Hé oui, c'est presque l'âge de pierre, mais ça marche.
Souhaitant pouvoir utiliser Mach3 avec un système 64 bit avec un système d'exploitation plus récent, j'ai fini par commander un adaptateur USB pour Mach3.
Une fois l'installation faite en USB, après avoir réglé tous les paramètres, j'avais tout le temps des décalages en cours de parcours d'outil, avec une remise à zéro en fin de parcours erronné ... De quoi tomber fou !!!
Alors, hier, j'ai rallumé Mach3 sous windows XP avec le port parallèle, et là, "miracle" !!! Terminé le déconnage de Mach3 ...
Je vous présente donc quelques images de ce que j'ai fait ce matin.
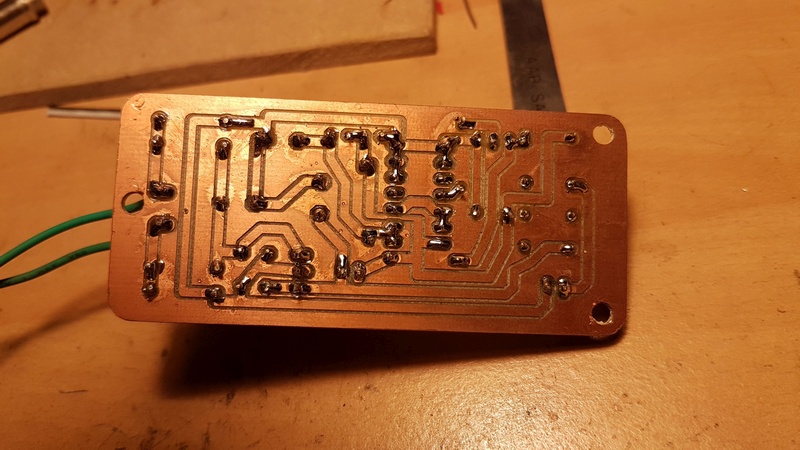
Pour commencer, il s'agit d'un petit circuit imprimé très efficace, qui va être implanté dans des guitares ou basses passives pour mes amis Musiciens pour lesquels je travaille .
Je l'ai dessiné avec DIY Layout Creator, qui est très rapide a utiliser, et moins contraignant que EAGLE en terme de temps. (bibliothèque de composants qui est une usine à gaz)
Ensuite, passage par ARTCAM 2017, vectorisation, création des parcours d'outil de contournage des pistes et de perçage (diamètre 0,8 mm)
Envoi sur Mach3, avec les 3 axes étalonnés au comparateur Mitutoyo numérique au 1/100 ème de mm sur 3 cm de course.
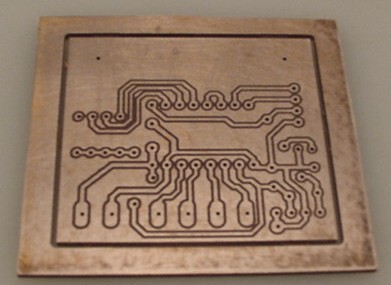
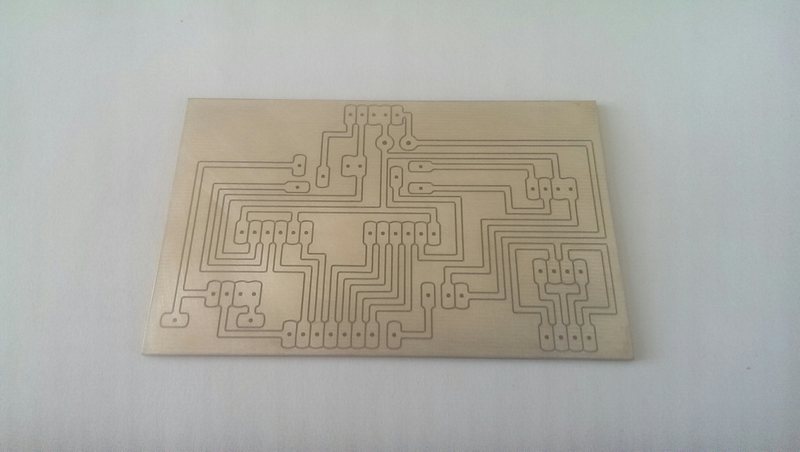
Voici les 2 premiers circuits .


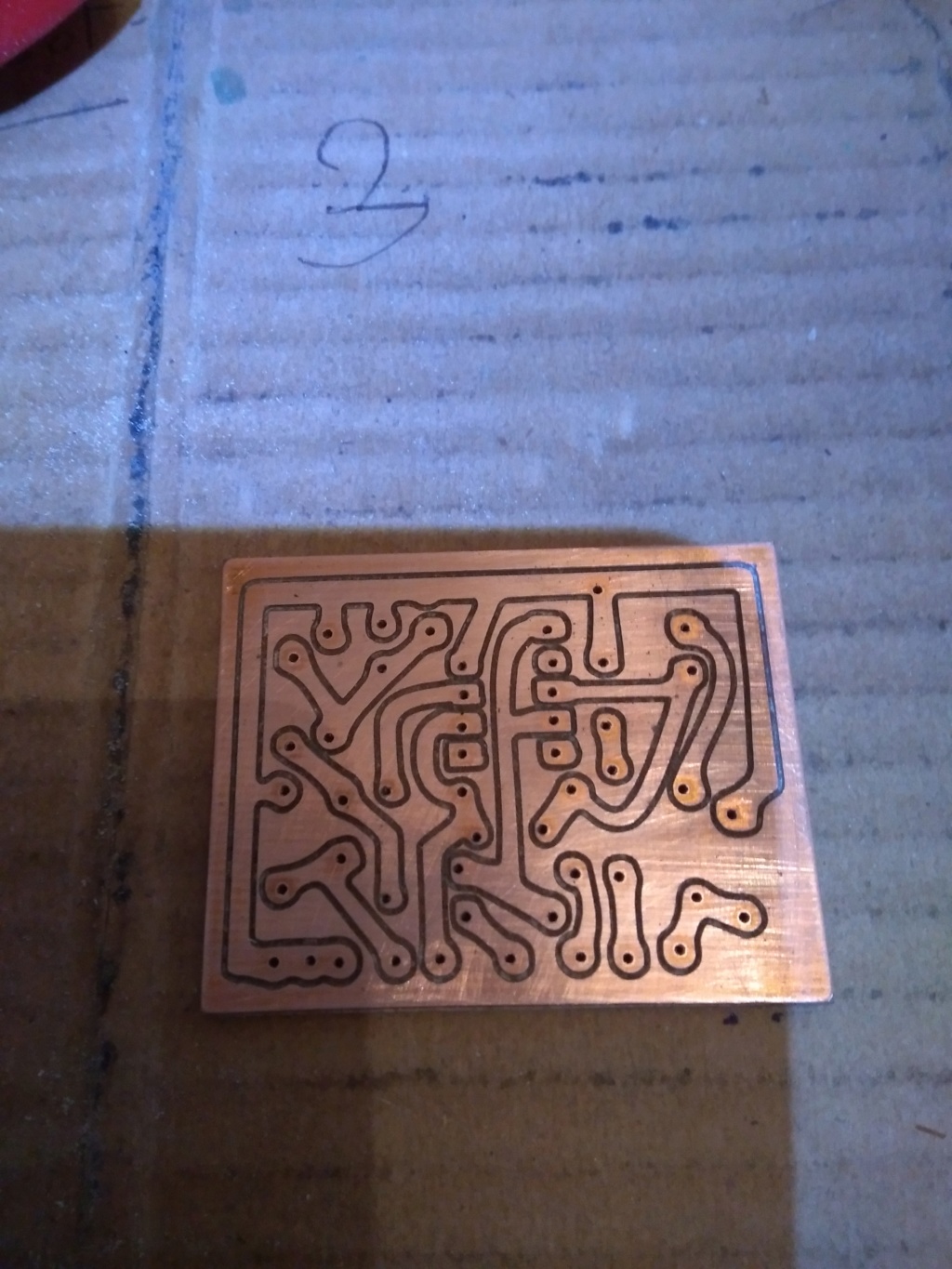
Vue sur le circuit, avec un ampli AOP Dip8 implanté, pour montrer la précision de l'usinage. (avant je faisais les trous en manuel) Le gain de temps est énorme pour le prototypage. Rien n'empêchant de réaliser le circuit en photocompo et Perchlorure de fer et d'utiliser le même Typoon pour faire les perçages .

A suivre ....



Metasound- je prends du galon

- Messages : 64
Points : 72
Date d'inscription : 23/06/2018
Age : 68
Localisation : Loire 42

Re: Realisation de circuit imprimé avec routeur Mach3
![]() dh42 Dim 24 Juin 2018 - 17:51
dh42 Dim 24 Juin 2018 - 17:51
C'est ça que l'on appelle "gravure Anglaise" ?
C'est quoi comme modèle ton interface USB qui fait des sienne ?
Pour ma part, c'était l'inverse, en port // tout allait bien tant que je ne dépassais pas une certaine vitesse (de rotation des moteurs PàP), et au delà de cette vitesse j'avais des blocages ou des pertes de pas. Le passage à une carte d’interpolation externe (en Ethernet pour ma part) à résolu le pb et ma machine peux désormais aller 2x plus vite et accélérer 2x plus fort sans perte de pas.
PS: j'ai déplacé le sujet dans "Réalisations en CNc"
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

parametres moteurs et adaptateur usb
![]() Metasound Dim 24 Juin 2018 - 18:17
Metasound Dim 24 Juin 2018 - 18:17
oui, c'est de la gravure anglaise.
Pour mon interface USB, c'est une chinoise modèle LY-USB100 UC100 .

C'est elle qui me pose probleme sur Windows 64 bit .
Voici les parametres des réglages moteurs. J'en ai essayé d'autres, et toujours le même souci . A noter que sur l'interface parrallele et XP 32 Bit,
le steps/pas est réglé à 403 alors que pour l'USB je suis obligé de mettre à 700 . Les mystères de Mach3.
En dessous, l'image des reglages moteurs en USB.

Pour les circuits imprimés, ça fonctionne bien avec ces réglages de vitesse .
Tu utilises quel genre de réglage, de ton coté ?
@+++
Metasound- je prends du galon
- Messages : 64
Points : 72
Date d'inscription : 23/06/2018
Age : 68
Localisation : Loire 42
Re: Realisation de circuit imprimé avec routeur Mach3
![]() dh42 Dim 24 Juin 2018 - 19:13
dh42 Dim 24 Juin 2018 - 19:13
L'UC100 "original" (de CNC drive) semble fonctionner correctement d'après ce que j'ai lu, par contre si c'est un clone, c'est moins sûr ... et souvent c'est plus un problème de plugin fait à l'arrache qu'un problème purement électronique.
A noter que sur l'interface parrallele et XP 32 Bit, le steps/pas est réglé à 403 alors que pour l'USB je suis obligé de mettre à 700 . Les mystères de Mach3.
La aussi, ça me fait d'avantage penser à un pb du réglage du plugin de l'UC100, car Mach3 ne se mélange pas les pinceaux avec le step per.
Par contre je trouve quand même tes réglages très étranges sur la fenêtre
Tu utilises quel genre de réglage, de ton coté ?
Je n'ai pas du tout la même carte (ni la même machine) donc je ne suis pas sûr que mes réglages te disent grand chose.
J'ai un step per de 160 (moteurs 200 pas/tour, drivers réglés en 1/8 pas, vis au pas de 10), velocity à 7500 mm/min, acceleration à 500 mm/s², et les dir/step pulse à 4.
En port //, je devais réduire velocity à 4500 et acceleration à 300 pour ne pas perdre des pas.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
reglages moteurs PaP
![]() Metasound Lun 25 Juin 2018 - 8:07
Metasound Lun 25 Juin 2018 - 8:07
Ah oui, effectivement, on utilise pas les mêmes réglages. Voici ceux que j'utilise réellement sur Mach3 en port // .

Pour les PCB, la vitesse est moyenne. Il faut dire que l'épaisseur de cuivre à enlever est de 20/100 ème de mm. Mon parcours d'outil est prévu en 2 passes incrémentales de 1/10 ème, afin d'éviter les bavures . vitesse de broche à 12000 .
Quand j'ai d'autres travaux, j'augmente la vitesse.
Mes moteurs sont de type Nema 23, de 2,4 A avec 1,3 N/m de couple .
Les vis sont de diametre 8 au pas de 10, les guides linéaires sont de 16 mm sur douilles à billes, le moteur de broche fait 300 W, sur pince ER11, dont j'ai un set complet de diamètre 1, 2, 3, 3,15, 4, 5, 6 et 7 mm.
J'ai, en attente de montage, 2 cartes GRBL qui serviront à commander les moteurs PaP (pas le Spindle) et le laser . Le spindle sera commandé séparément.
Pour les rapports de réduction, j'utilise ceux d'usine. Je n'ai pas modifié la position des Dip Switch de la carte driver . (4 axes)
J'utilise donc un rapport de réduction de 1/1, ce qui explique nos différences de réglages, par rapport à ton réglage de 1/ 8ème.
Sur la carte, je peux utiliser les rapports suivants :
1 , 1/2, 1/8, et 1/16 ème.
J'essayerais de modifier ces setup quand j'aurais un moment .
Voilou .
Je regarde souvent tes posts, David . Je me régale en les lisant .
Bonne journée .
Metasound- je prends du galon
- Messages : 64
Points : 72
Date d'inscription : 23/06/2018
Age : 68
Localisation : Loire 42
Re: Realisation de circuit imprimé avec routeur Mach3
![]() ducran lapoigne Jeu 28 Juin 2018 - 8:02
ducran lapoigne Jeu 28 Juin 2018 - 8:02
j' espère ne pas polluer avec ma façon de faire des pcb à la cnc
- conception avec abacom sprint6.0 (un petit soft dédié a +/- 50 €
- reprise sous cambam du gerber produit par sprint6.0
- gravure
++ pour d' autres échanges
Antoine

ducran lapoigne- complétement accro

- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
abacom
![]() MCrevot Jeu 28 Juin 2018 - 18:49
MCrevot Jeu 28 Juin 2018 - 18:49
je réalise beaucoup de mes pcb en gravure à l'anglaise :
mais un peu galère pour les dessiner (Turbocad, avec quelques ruses à base d'opérations booléenes) ; j'aimerais savoir si abacom sprint permet de générer directement le tracé à l'anglaise, ou si c'est simplement le tracé d'un plan de masse ?
Michel
MCrevot- je prends du galon
- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
Re: Realisation de circuit imprimé avec routeur Mach3
![]() dh42 Jeu 28 Juin 2018 - 19:49
dh42 Jeu 28 Juin 2018 - 19:49
J'avais raté la suite de ce post.
Quand j'ai d'autres travaux, j'augmente la vitesse.
Je ne suis pas sûr de comprendre
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
changement de vitesse moteur PaP dans Mach3
![]() Metasound Jeu 28 Juin 2018 - 21:18
Metasound Jeu 28 Juin 2018 - 21:18
Oui, il m'arrive de changer cette vitesse .
Quand je ne fais pas dans la dentelle, par exemple le surfaçage d'un "martyr", j'ai envie que ça aille plus vite . Je t'explique, David ....
- Je ne travaille pas tout le temps avec un parcours d'outil . Il m'arrive d'utiliser Mach3, en manuel, au Jog, pour commencer .
- Ensuite, lorsque je crée un parcours d'outil avec Autodesk Artcam, j'ai un choix d'outils variés, dans lequel je peux selectionner des vitesses d'usinage et d'accélération, mais je n'ai pas encore eu le temps de vérifier si ces réglages étaient actifs . (pas certain du tout que ces paramètres soient inscrits/enregistrés dans le GCode) .
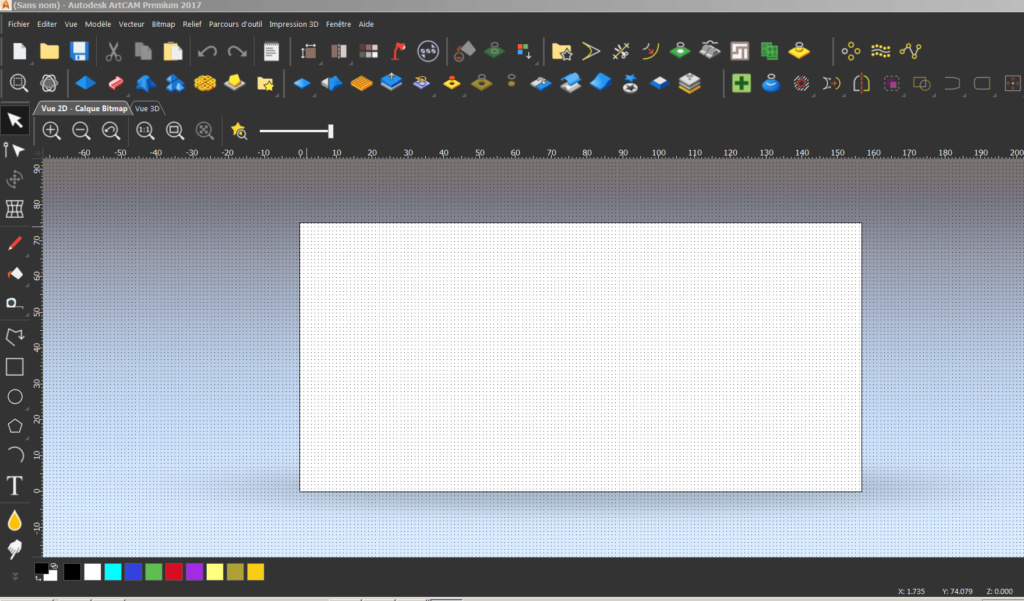
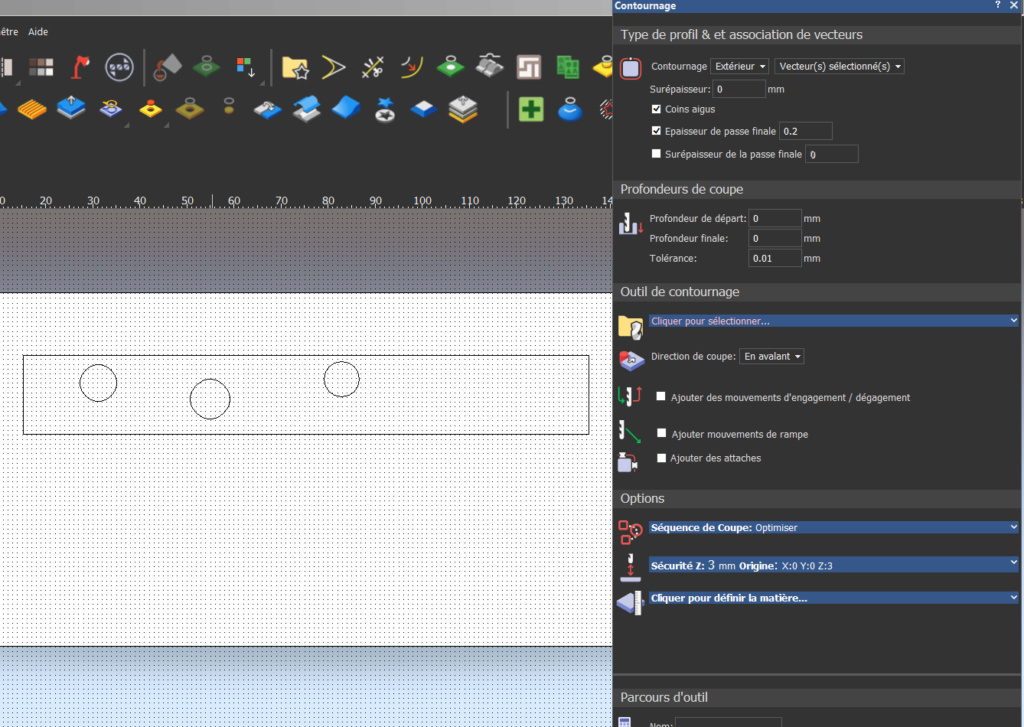
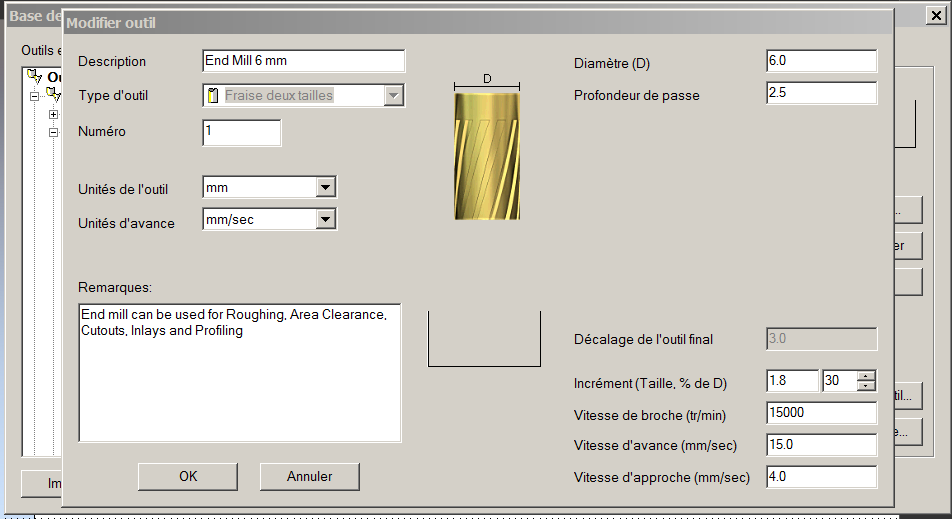
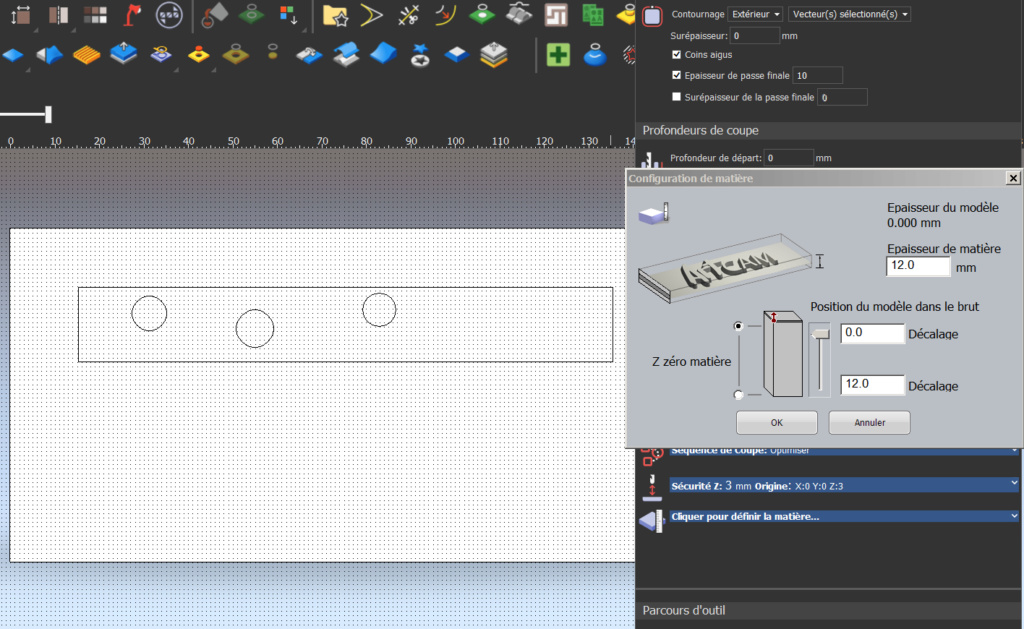
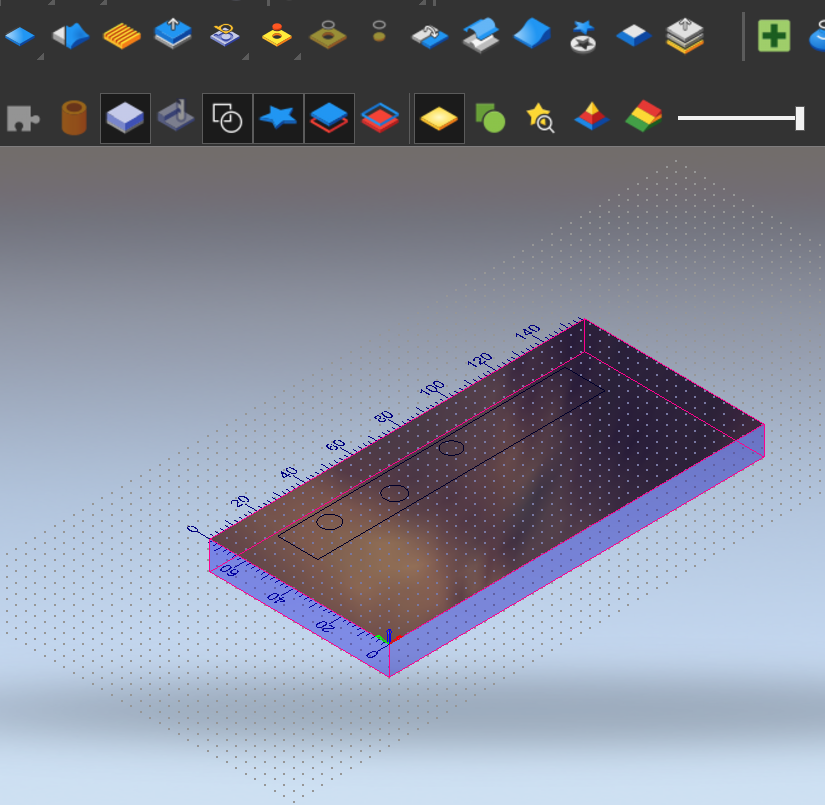
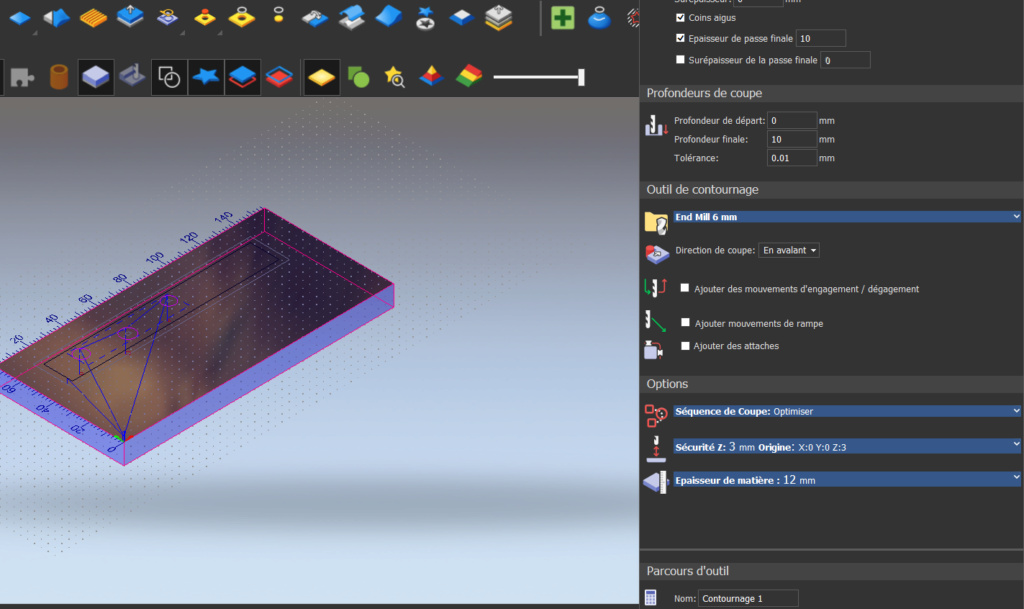
Des photos de Artcam, dans l'ordre de ce que fait le logiciel. J'ai fait en 5 mm ce projet pour expliquer la démarche . ( une plaque, usinée en ébauche externe sur 10 mm avec 3 fraisages circulaires en ébauche interne .
Voici les images, dans l'ordre :



Mais tu semble mieux maitriser Mach3 que nous . Alors, on attend tes avis ou conseils éclairés à ce sujet ....
Pour ce qui concerne, tout ce que peuvent faire les membres pour la réalisation de PCB en CNC, voir en Lazer m'intéresse ... y compris les parties logicielles .
@+++
Pascal Bénard
Metasound- je prends du galon
- Messages : 64
Points : 72
Date d'inscription : 23/06/2018
Age : 68
Localisation : Loire 42
Abacom
![]() Metasound Jeu 28 Juin 2018 - 21:30
Metasound Jeu 28 Juin 2018 - 21:30
MCrevot a écrit:Bonjour Antoine,
je réalise beaucoup de mes pcb en gravure à l'anglaise :
mais un peu galère pour les dessiner (Turbocad, avec quelques ruses à base d'opérations booléenes) ; j'aimerais savoir si abacom sprint permet de générer directement le tracé à l'anglaise, ou si c'est simplement le tracé d'un plan de masse ?
Michel
Salut MCrevot,
Désolé, je ne connais pas ce logiciel . Bienvenu au club, en attendant.
Metasound- je prends du galon
- Messages : 64
Points : 72
Date d'inscription : 23/06/2018
Age : 68
Localisation : Loire 42
Re: Realisation de circuit imprimé avec routeur Mach3
![]() Metasound Jeu 28 Juin 2018 - 21:32
Metasound Jeu 28 Juin 2018 - 21:32
ducran lapoigne a écrit:bonjour,
j' espère ne pas polluer avec ma façon de faire des pcb à la cnc
- conception avec abacom sprint6.0 (un petit soft dédié a +/- 50 €
- reprise sous cambam du gerber produit par sprint6.0
- gravure
++ pour d' autres échanges
Antoine
Bien vu Antoine, bien joué et sympa d'échanger tes connaissances .
@+++
Metasound- je prends du galon
- Messages : 64
Points : 72
Date d'inscription : 23/06/2018
Age : 68
Localisation : Loire 42
Re: Realisation de circuit imprimé avec routeur Mach3
![]() dh42 Jeu 28 Juin 2018 - 22:47
dh42 Jeu 28 Juin 2018 - 22:47
Alors les valeurs pour velocity et acceleration (et bien sur le steps per) ne se modifie jamais, tu les règle une fois pour toute en fonction des performances maxi de ta machine.
En pratique, quand ta FAO demandera un déplacement rapide (entre 2 usinages par exemple), code G0 dans le Gcode, la vitesse maxi réglée dans velocity sera utilisée. Si c'est un usinage (G1, G2, G3), alors c'est la vitesse d'usinage qui sera utilisée, et elle se règle au niveau de chaque opération d'usinage et sera indiquée dans le Gcode (ex F1000 = v à 1000mm/min) enfin, sur CamBam, car sur tes photos on dirait que ça se règle au niveau de la biblio d'outil. Si la vitesse d'usinage demandée est > à la V maxi réglée dans velocity, c'est cette dernière qui sera utilisée.
Par contre attention, ta FAO est réglée pour des vitesses d'avance en mm/seconde ... et Mach3 utilise des mm/minute, donc il faut que tu change ça dans les options de ta FAO, sinon rien ne correspondra sur la machine et j'ignore si ton soft fait automatiquement la conversion mm/s vers mm/min lorsqu'il fait le Gcode ou s'il inscrit directement la valeur sans se soucier de l'unité.
- Je ne travaille pas tout le temps avec un parcours d'outil . Il m'arrive d'utiliser Mach3, en manuel, au Jog, pour commencer .
Dans ce cas, sans rien changer aux réglages moteurs tu peux utiliser un pourcentage de vitesse par rapport à la V maxi.
tape sur la touche TAB > ça ouvrira la télécommande virtuelle. Tu verra une case "Vitesse lente" (interface FR) ou "Slow Jog Rate" (interface EN) avec une valeur en % ; cette valeur déterminera la vitesse d'avance (en mm/min) que tu aura en avance manuelle lente et c'est un % de la valeur maxi réglée dans velocity. Par défaut sur l'interface EN elle est réglée à 100% de la V maxi, donc un appui sur les flèches et ça se déplace à la V maxi.

avance manuelle lente: flèches du clavier ; utilisera le % de la V maxi réglé dans la télécommande
avance manuelle rapide: majuscule + flèches du clavier ; utilisera la V maxi (velocity)
avance pas à pas: CTRL + flèches du clavier ; avance d'un pas à chaque appui sur une touche flèche (le pas de saut peut être réglé dans la télécommande virtuelle > cycle jog step)
l'accélération utilisée quand à elle sera toujours celle réglée dans les réglages moteurs, que ce soit en rapide ou pas.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Realisation de circuit imprimé avec routeur Mach3
![]() Strib Jeu 28 Juin 2018 - 23:30
Strib Jeu 28 Juin 2018 - 23:30
Metasound a écrit:ducran lapoigne a écrit:bonjour,
j' espère ne pas polluer avec ma façon de faire des pcb à la cnc
- conception avec abacom sprint6.0 (un petit soft dédié a +/- 50 €
- reprise sous cambam du gerber produit par sprint6.0
- gravure
++ pour d' autres échanges
Antoine
Bien vu Antoine, bien joué et sympa d'échanger tes connaissances .
@+++
Salut,
Même méthode, mais avec d'autres softs. Technique que je tiens de l'ami F6FCO, qui se fait rare ces temps ci...
Schéma/Typon avec Eagle, export avec PCBGcode, import et retouche dans Cambam, gravure Mach3

A+
Stéphane

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Realisation de circuit imprimé avec routeur Mach3
![]() ducran lapoigne Sam 30 Juin 2018 - 9:13
ducran lapoigne Sam 30 Juin 2018 - 9:13
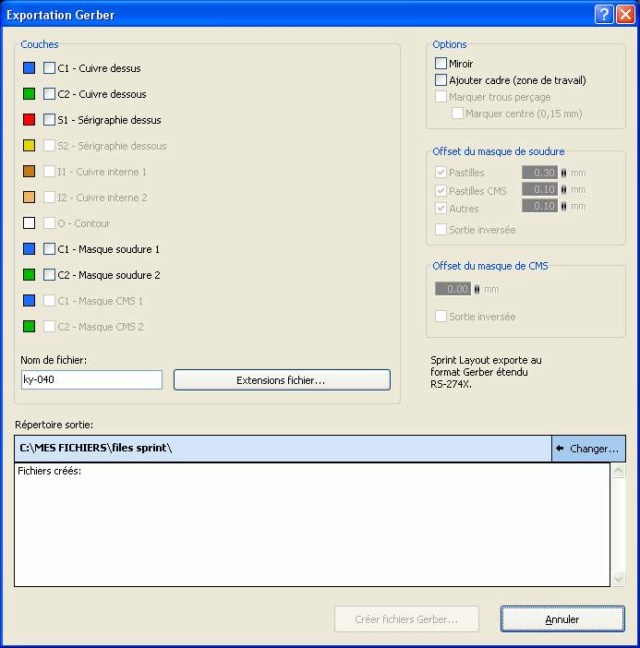
une copie du menu d' exportation de sprint layout 6
une fois le fichier gerber généré, on peut l' ouvrir avec cambam
il faut d' abord faire un explode (pourquoi ????) puis le retravailler un peu
perso, je fais dans l' ordre:
-le perçage
-la gravure
-la découpe
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Realisation de circuit imprimé avec routeur Mach3
![]() MCrevot Sam 30 Juin 2018 - 10:39
MCrevot Sam 30 Juin 2018 - 10:39
Pour ce qui concerne l'explode, ce doit être pour décomposer le tracé en segments élémentaires compréhensibles par cambam ; je dois faire la même chose quand je souhaite graver un texte généré sous turbocad ...
Pour la gravure à l'anglaise, ce que je ne comprends pas c'est comment passer d'un tracé plan au contour ! C'est le simple fait d'exporter en gerber ?
Michel
MCrevot- je prends du galon
- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
Re: Realisation de circuit imprimé avec routeur Mach3
![]() ducran lapoigne Sam 30 Juin 2018 - 11:49
ducran lapoigne Sam 30 Juin 2018 - 11:49

après sauvegarde,je clique exportation/gerber, puis j' obtiens l' écran du post précédent
suffit de cliquer les cases désirées + un nom de fichier et lancer la création.
c' est tout, le fichier généré est lisible par cambam
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: Realisation de circuit imprimé avec routeur Mach3
![]() MCrevot Sam 30 Juin 2018 - 11:55
MCrevot Sam 30 Juin 2018 - 11:55
Michel
MCrevot- je prends du galon
- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
Merci David pour les infos précieuses d'avance en mm/mn et mm/sec ...
![]() Metasound Sam 30 Juin 2018 - 12:00
Metasound Sam 30 Juin 2018 - 12:00
dh42 a écrit:Re
Alors les valeurs pour velocity et acceleration (et bien sur le steps per) ne se modifie jamais, tu les règle une fois pour toute en fonction des performances maxi de ta machine.
En pratique, quand ta FAO demandera un déplacement rapide (entre 2 usinages par exemple), code G0 dans le Gcode, la vitesse maxi réglée dans velocity sera utilisée. Si c'est un usinage (G1, G2, G3), alors c'est la vitesse d'usinage qui sera utilisée, et elle se règle au niveau de chaque opération d'usinage et sera indiquée dans le Gcode (ex F1000 = v à 1000mm/min) enfin, sur CamBam, car sur tes photos on dirait que ça se règle au niveau de la biblio d'outil. Si la vitesse d'usinage demandée est > à la V maxi réglée dans velocity, c'est cette dernière qui sera utilisée.
Par contre attention, ta FAO est réglée pour des vitesses d'avance en mm/seconde ... et Mach3 utilise des mm/minute, donc il faut que tu change ça dans les options de ta FAO, sinon rien ne correspondra sur la machine et j'ignore si ton soft fait automatiquement la conversion mm/s vers mm/min lorsqu'il fait le Gcode ou s'il inscrit directement la valeur sans se soucier de l'unité.- Je ne travaille pas tout le temps avec un parcours d'outil . Il m'arrive d'utiliser Mach3, en manuel, au Jog, pour commencer .
Dans ce cas, sans rien changer aux réglages moteurs tu peux utiliser un pourcentage de vitesse par rapport à la V maxi.
tape sur la touche TAB > ça ouvrira la télécommande virtuelle. Tu verra une case "Vitesse lente" (interface FR) ou "Slow Jog Rate" (interface EN) avec une valeur en % ; cette valeur déterminera la vitesse d'avance (en mm/min) que tu aura en avance manuelle lente et c'est un % de la valeur maxi réglée dans velocity. Par défaut sur l'interface EN elle est réglée à 100% de la V maxi, donc un appui sur les flèches et ça se déplace à la V maxi.
avance manuelle lente: flèches du clavier ; utilisera le % de la V maxi réglé dans la télécommande
avance manuelle rapide: majuscule + flèches du clavier ; utilisera la V maxi (velocity)
avance pas à pas: CTRL + flèches du clavier ; avance d'un pas à chaque appui sur une touche flèche (le pas de saut peut être réglé dans la télécommande virtuelle > cycle jog step)
l'accélération utilisée quand à elle sera toujours celle réglée dans les réglages moteurs, que ce soit en rapide ou pas.
++
David
Super David,
çà va marcher mieux, c'est certain .
Mon Soft Artacm 2017 permet de changer les vitesses et accélération de mm/sec à mm/min . Mach3 ne reconnaissait pas mes mm/sec ...
T'es au top !!!!
@+++
Pascal
Metasound- je prends du galon
- Messages : 64
Points : 72
Date d'inscription : 23/06/2018
Age : 68
Localisation : Loire 42
Re: Realisation de circuit imprimé avec routeur Mach3
![]() dh42 Sam 30 Juin 2018 - 19:25
dh42 Sam 30 Juin 2018 - 19:25
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Realisation de circuit imprimé avec routeur Mach3
![]() Strib Sam 30 Juin 2018 - 22:11
Strib Sam 30 Juin 2018 - 22:11
Car tirer des pistes simples, c'est pas un soucis, mais que les perçages correspondent à l'écartement des pattes des composants, c'est mieux
A+
Stéphane
Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Realisation de circuit imprimé avec routeur Mach3
![]() F6FCO Jeu 9 Aoû 2018 - 14:56
F6FCO Jeu 9 Aoû 2018 - 14:56
Strib a écrit:
Salut,
Même méthode, mais avec d'autres softs. Technique que je tiens de l'ami F6FCO, qui se fait rare ces temps ci...
Non non, je suis toujours là et je lis régulièrement le forum

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Sprint-Layout 6.0 et cambam
![]() Gary33 Dim 21 Juin 2020 - 12:25
Gary33 Dim 21 Juin 2020 - 12:25
je passe ensuite par CB c'est très facile
j'ai qlqs circuits a partager si vous voulez
Cordialement Gary




Gary33- petit nouveau

- Messages : 7
Points : 13
Date d'inscription : 25/08/2019
Age : 56
Localisation : Bordeaux

 Sujets similaires
Sujets similaires» Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
» Circuit imprimé...
» Circuit imprimé.
» problème d'adhésion sur circuit imprimé