






Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
3 participants
Page 1 sur 1

 Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
![]() Metasound Sam 7 Juil 2018 - 14:32
Metasound Sam 7 Juil 2018 - 14:32
Hello,
Me revoilà ... Cette saleté de Mach3 a fini par faire ce que je voulais . Mes pertes de pas, désaxages et autres sont à mettre au passé .
Le PC est un Dell Optiplex avec Windows 7 64 bits et Mach3 en USB via une petite interface de type UC100 .
Le Mach3 réinstallé est une version chinoise, récemment achetée en ligne, version R3.041 pour 5 Euros . J'étais prêt à acheter une version officielle avec sa licence à 175 Euros .
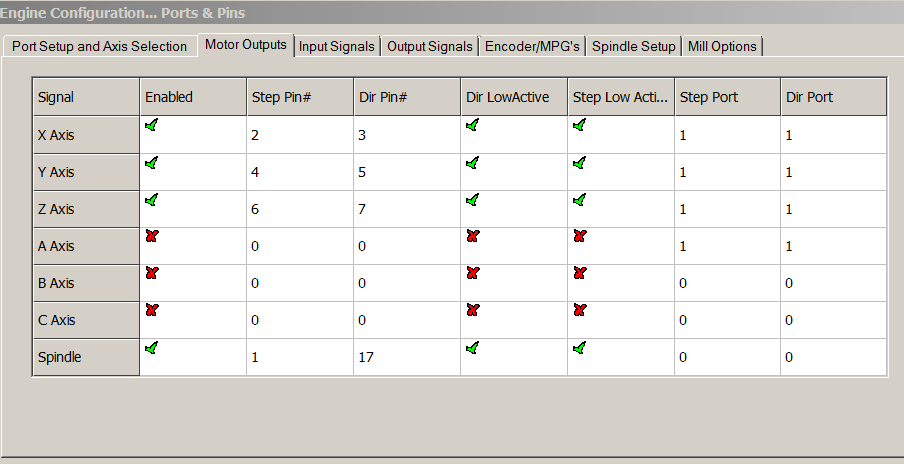
Le souci venait d'un paramètre de Mach3, dans les réglages "Ports and Pin" , onglet "Motor Output" . Certes, les moteurs PaP sifflent un peu plus, chauffent légèrement plus, mais le souci est réglé .
Ci dessous l'image des réglages ou les ports "Step Low Active" ont été cochés . Mais il n'y a pas que ça ...
J'ai démonté et analysé la carte de ma CNC 2030 . C'est une version basée sur les puces Toshiba 6560, mais pas la rouge dont a fait état F6FCO . J'ai commandé cette carte, afin de la modifier, d'ailleurs, pour changer la fréquence de fonctionnement, tel que le recommande Toshiba .
(la Datasheet du Toshiba 6560 : [Vous devez être inscrit et connecté pour voir ce lien]
J'ai modifié les micros swichs sur ma carte, pour la passer en 1/8 ème de pas ... David avait expliqué ça, autre part . Bien évidemment, cela a entrainé le reparamétrage et un nouveau référencement de tous les axes . Les outils de métrologie, ça sert bien, dans ces cas là ...
Voici mes nouveaux réglages pour "Motor Tuning" . Plus rien à voir ... On a l'impression que la CNC fait la course sur un mini circuit de Kart . On sent et entend bien les freinages et les accélérations . ça ne change jamais de trace, malgré l'utilisation de 4 parcours d'outils empilés les uns derrières les autres ... (contournage à la fraise de 1 mm, engraving à coin aigus avec fraises de gravure Vcarving de 10° avec option coin aigu dans Artcam, perçage à 0,8mm et détourage/découpe du PCB)
Les réglages Motor tuning, où je constate qu'il ne m'est pas possible de régler le "Step pulse et le Dir qui restent à zéro" . Je pense que cela vient de l'interface USB ne le permet pas, mais ça tourne de folie, donc je suis content ...
(mais si quelqu'un a une idée à ce sujet, je prends ...)



Bon, d'abord les photos du PCB .... Je donnerais le schema et la liste des composants sous peu ...


et l'étamage

suite incessamment, sous peu ....
petite vidéo, avant :
Pascal
Me revoilà ... Cette saleté de Mach3 a fini par faire ce que je voulais . Mes pertes de pas, désaxages et autres sont à mettre au passé .
Le PC est un Dell Optiplex avec Windows 7 64 bits et Mach3 en USB via une petite interface de type UC100 .
Le Mach3 réinstallé est une version chinoise, récemment achetée en ligne, version R3.041 pour 5 Euros . J'étais prêt à acheter une version officielle avec sa licence à 175 Euros .
Le souci venait d'un paramètre de Mach3, dans les réglages "Ports and Pin" , onglet "Motor Output" . Certes, les moteurs PaP sifflent un peu plus, chauffent légèrement plus, mais le souci est réglé .
Ci dessous l'image des réglages ou les ports "Step Low Active" ont été cochés . Mais il n'y a pas que ça ...
J'ai démonté et analysé la carte de ma CNC 2030 . C'est une version basée sur les puces Toshiba 6560, mais pas la rouge dont a fait état F6FCO . J'ai commandé cette carte, afin de la modifier, d'ailleurs, pour changer la fréquence de fonctionnement, tel que le recommande Toshiba .
(la Datasheet du Toshiba 6560 : [Vous devez être inscrit et connecté pour voir ce lien]
J'ai modifié les micros swichs sur ma carte, pour la passer en 1/8 ème de pas ... David avait expliqué ça, autre part . Bien évidemment, cela a entrainé le reparamétrage et un nouveau référencement de tous les axes . Les outils de métrologie, ça sert bien, dans ces cas là ...
Voici mes nouveaux réglages pour "Motor Tuning" . Plus rien à voir ... On a l'impression que la CNC fait la course sur un mini circuit de Kart . On sent et entend bien les freinages et les accélérations . ça ne change jamais de trace, malgré l'utilisation de 4 parcours d'outils empilés les uns derrières les autres ... (contournage à la fraise de 1 mm, engraving à coin aigus avec fraises de gravure Vcarving de 10° avec option coin aigu dans Artcam, perçage à 0,8mm et détourage/découpe du PCB)
Les réglages Motor tuning, où je constate qu'il ne m'est pas possible de régler le "Step pulse et le Dir qui restent à zéro" . Je pense que cela vient de l'interface USB ne le permet pas, mais ça tourne de folie, donc je suis content ...
(mais si quelqu'un a une idée à ce sujet, je prends ...)
Bon, d'abord les photos du PCB .... Je donnerais le schema et la liste des composants sous peu ...
et l'étamage
suite incessamment, sous peu ....
petite vidéo, avant :
Pascal

Metasound- je prends du galon

- Messages : 64
Points : 72
Date d'inscription : 23/06/2018
Age : 68
Localisation : Loire 42

Re: Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
![]() momoclic Sam 7 Juil 2018 - 14:42
momoclic Sam 7 Juil 2018 - 14:42
Salut,
Heu ! de quoi s'agit-il ?
Heu ! de quoi s'agit-il ?
momoclic- complétement accro

- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
![]() Metasound Sam 7 Juil 2018 - 14:45
Metasound Sam 7 Juil 2018 - 14:45
Hi,
un préampli pour basse, embarqué dans l'instrument, déconnectable .... pour un client ...

un préampli pour basse, embarqué dans l'instrument, déconnectable .... pour un client ...
Metasound- je prends du galon
- Messages : 64
Points : 72
Date d'inscription : 23/06/2018
Age : 68
Localisation : Loire 42
Re: Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
![]() momoclic Sam 7 Juil 2018 - 15:02
momoclic Sam 7 Juil 2018 - 15:02
Bien, tel que tu présentais la chose je croyais que c'était en rapport avec Mach3 et ta CN !
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
![]() Metasound Sam 7 Juil 2018 - 15:08
Metasound Sam 7 Juil 2018 - 15:08
Oui, Momoclic, j'ai fait un global ... J'ai juste, pas encore fini d'éditer ce Post pour le modifier . 2/3 photos ne sont pas à leur place, je vais changer ça, et revenir à Mach3 et ma CN, avec des détails .
A ce propos, je viens de découvrir ton projet de CN . Je n'ai pas encore eu le temps de lire tout l'article ... Mais ça a l'air d'être du lourd, ton truc ...
See you later .
Pascal .
A ce propos, je viens de découvrir ton projet de CN . Je n'ai pas encore eu le temps de lire tout l'article ... Mais ça a l'air d'être du lourd, ton truc ...
See you later .
Pascal .
Metasound- je prends du galon
- Messages : 64
Points : 72
Date d'inscription : 23/06/2018
Age : 68
Localisation : Loire 42
Re: Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
![]() momoclic Sam 7 Juil 2018 - 15:10
momoclic Sam 7 Juil 2018 - 15:10
Du lourd !
Entre 170 et 285 kg selon les options
Entre 170 et 285 kg selon les options
momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
![]() dh42 Sam 7 Juil 2018 - 18:19
dh42 Sam 7 Juil 2018 - 18:19
Salut,
Je dois dire que tes réglages moteur me laissent toujours perplexe le steps per ne correspond pas du tout à ce que donne le calcul pour une vis au pas de 5 en prise directe et en 1/8 de pas (à moins que ta vis ne soit pas en pas de 5, car ça correspondrait pour une vis en pas de 2), et tes valeurs pour velocity et acceleration sont vraiment faibles pour ce modèle de CN ; il y a vraiment un truc que je ne capte pas
le steps per ne correspond pas du tout à ce que donne le calcul pour une vis au pas de 5 en prise directe et en 1/8 de pas (à moins que ta vis ne soit pas en pas de 5, car ça correspondrait pour une vis en pas de 2), et tes valeurs pour velocity et acceleration sont vraiment faibles pour ce modèle de CN ; il y a vraiment un truc que je ne capte pas
Si tu vas dans Config/select native units, tu est bien en mm ?
++
David
Je dois dire que tes réglages moteur me laissent toujours perplexe
Si tu vas dans Config/select native units, tu est bien en mm ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
![]() dh42 Sam 7 Juil 2018 - 18:41
dh42 Sam 7 Juil 2018 - 18:41
Re
Je viens d'aller voir une CNC 3020 sur le Web ; elle semble équipée de vis trap 1204, autrement dit, au pas de 4
Dans ce cas, pour qu'un steps per de 800 donne les bonnes cotes, c'est que tu est en 1/16 pas, et non en 1/8
200 * 16 = 3200 pas/tour en 1/16 de pas
3200/4 = 800 pas/mm
je pense que tu peux mettre velocity à 2000 (1000 pour le Z) et acceleration à 100, voir 150 si ça ne décroche pas ; la machine parait très "molle" en rapide sur la vidéo.
++
David
Je viens d'aller voir une CNC 3020 sur le Web ; elle semble équipée de vis trap 1204, autrement dit, au pas de 4
Dans ce cas, pour qu'un steps per de 800 donne les bonnes cotes, c'est que tu est en 1/16 pas, et non en 1/8
200 * 16 = 3200 pas/tour en 1/16 de pas
3200/4 = 800 pas/mm
je pense que tu peux mettre velocity à 2000 (1000 pour le Z) et acceleration à 100, voir 150 si ça ne décroche pas ; la machine parait très "molle" en rapide sur la vidéo.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
David = oeil de Lynx
![]() Metasound Sam 7 Juil 2018 - 19:05
Metasound Sam 7 Juil 2018 - 19:05
Héhéhé,
ola, oui, j'ai écrit plus vite que la musique, comme on dit, j'ai activé les switchs en 1/16 ème de tours .... De toutes façons, je vais mettre des vis à bille ...
La vélocité que j'utilise, pour le moment, n'est fonction que de mes réalisations pour circuits imprimés . Les parcours d'outils sont pour le moment calculés ainsi ... mais il est certain que la machine accepte les 2500 mm/mm ...
J'avais même essayé un "Decay" via les switch avec -25% ....
Tu as une idée concernant mes réglages à Zéro d'impulsion que je n'arrive pas à régler et enregistrer entre 1 et 5 ?
T'es un chef .
Pascal


ola, oui, j'ai écrit plus vite que la musique, comme on dit, j'ai activé les switchs en 1/16 ème de tours .... De toutes façons, je vais mettre des vis à bille ...
La vélocité que j'utilise, pour le moment, n'est fonction que de mes réalisations pour circuits imprimés . Les parcours d'outils sont pour le moment calculés ainsi ... mais il est certain que la machine accepte les 2500 mm/mm ...
J'avais même essayé un "Decay" via les switch avec -25% ....
Tu as une idée concernant mes réglages à Zéro d'impulsion que je n'arrive pas à régler et enregistrer entre 1 et 5 ?
T'es un chef .
Pascal
Metasound- je prends du galon
- Messages : 64
Points : 72
Date d'inscription : 23/06/2018
Age : 68
Localisation : Loire 42
Re: Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
![]() dh42 Sam 7 Juil 2018 - 20:22
dh42 Sam 7 Juil 2018 - 20:22
Tu as une idée concernant mes réglages à Zéro d'impulsion que je n'arrive pas à régler et enregistrer entre 1 et 5 ?
Je pense que c'est ta carte USB qui les gère, donc ne t'inquiète pas s'il ne sont pas réglables ici. Regarde s'il n'y a pas un réglage dans le plugin de la carte.
La vélocité que j'utilise, pour le moment, n'est fonction que de mes réalisations pour circuits imprimés . Les parcours d'outils sont pour le moment calculés ainsi ...
Et je ne vois tj pas le rapport avec les réglages machine et tes parcours d'outils ; c'est dans ta FAO que tu défini les vitesses d'usinage, pas dans Mach3
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
![]() Metasound Sam 7 Juil 2018 - 22:33
Metasound Sam 7 Juil 2018 - 22:33
certes, je le sais, mais comme j'ai changé Mach3, ainsi que les réglages de cartes et de motor tuning, et surtout, que mes parcours d'outils générés par Artcam étaient en mm/minute et non en m/minute, Mach3 ne reconnaissait pas ces vitesses.
Je dois donc les modifier en conséquence. Pas encore eu le temps .
@++
Pascal .
Je dois donc les modifier en conséquence. Pas encore eu le temps .
@++
Pascal .
Dernière édition par Metasound le Lun 9 Juil 2018 - 6:47, édité 1 fois
Metasound- je prends du galon
- Messages : 64
Points : 72
Date d'inscription : 23/06/2018
Age : 68
Localisation : Loire 42
Re: Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
![]() dh42 Dim 8 Juil 2018 - 0:28
dh42 Dim 8 Juil 2018 - 0:28
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Nouveau circuit imprimé, nouveaux réglages Mach3 et divers. Un merci à David, au passage ...
![]() Contenu sponsorisé
Contenu sponsorisé
Contenu sponsorisé

 Sujets similaires
Sujets similaires» Realisation de circuit imprimé avec routeur Mach3
» Circuit imprimé.
» Circuit imprimé...
» problème d'adhésion sur circuit imprimé
» Tutoriels Cambam par CSONNECK
» Circuit imprimé.
» Circuit imprimé...
» problème d'adhésion sur circuit imprimé
» Tutoriels Cambam par CSONNECK
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum