






PROMAC FX820 VA Numerisation
+3
bob47
nono30
charrier
7 participants
Page 2 sur 2
Page 2 sur 2 •  1, 2
1, 2

 Re: PROMAC FX820 VA Numerisation
Re: PROMAC FX820 VA Numerisation
![]() guylaume Mer 27 Juin 2018 - 10:35
guylaume Mer 27 Juin 2018 - 10:35
ouaip sacrée boulot et de super astuces, j'ai hate de la voir bouger toute seule !
guylaume- très actif

- Messages : 354
Date d'inscription : 21/06/2015

Re: PROMAC FX820 VA Numerisation
![]() nono30 Mer 27 Juin 2018 - 11:01
nono30 Mer 27 Juin 2018 - 11:01
bonjour charier, ça avance bien 
dis moi, tes manchons ont l'air en bois ? j'ai des problèmes de vue où pas quel bois as tu utilisé ?
quel bois as tu utilisé ?
dis moi, tes manchons ont l'air en bois ? j'ai des problèmes de vue où pas
quel bois as tu utilisé ?
nono30- complétement accro

- Messages : 2214
Points : 2291
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: PROMAC FX820 VA Numerisation
![]() charrier Mer 27 Juin 2018 - 12:40
charrier Mer 27 Juin 2018 - 12:40
Et ben oui comme on dit dans le berry, un bout de bois trouver dans la bouchure, tourné et percer avec mon petit tour Ml210, plus vite fait pour une seule utilisation, mais j'aurais pu le faire aussi avec la itopie, j'ai fais au plus rapide, sinon du ramin sur un ancien manche à balai.
La suite arrive les support provisoire moteur pour y et z sont fait, les poulies en pla sont imprimées, les photos arrivent.
J'attends colis aliexpress pour les poulies alu, courroies etc....
Depuis longtemps je mets de coté' je crois qu'il y a beaucoup de metabricoleur qui ont de C.P.S.
Traduction ça peut servir
Merci
La suite arrive les support provisoire moteur pour y et z sont fait, les poulies en pla sont imprimées, les photos arrivent.
J'attends colis aliexpress pour les poulies alu, courroies etc....
Depuis longtemps je mets de coté' je crois qu'il y a beaucoup de metabricoleur qui ont de C.P.S.
Traduction ça peut servir
Merci

charrier- très actif
- Messages : 318
Points : 341
Date d'inscription : 28/03/2018
Age : 67
Localisation : La chatre 36400
Re: PROMAC FX820 VA Numerisation
![]() charrier Mer 27 Juin 2018 - 17:49
charrier Mer 27 Juin 2018 - 17:49
Support moteur Y Z
Récuperation montant alu en H d'un ancien bureau d'usine vitrée revisité en cloison atelier et serre à tomate
n'ayant pas de tête à aleser, j'utilise un diviseur diy ( monté avec un treuil à cable de securité d'un dome de magasin (vis sans fin et pignon))
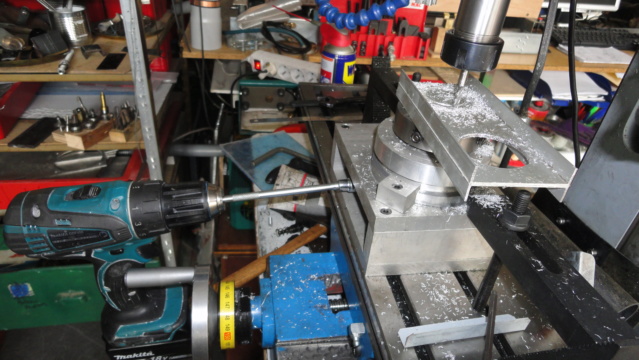
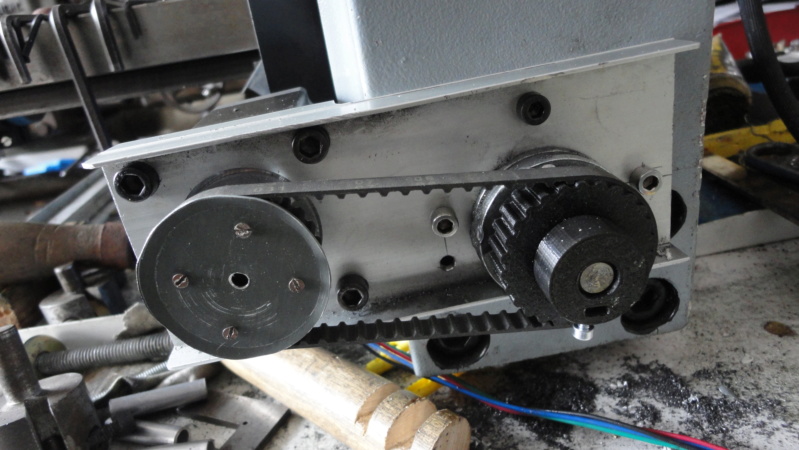
apres perçage et montage des poulies pla crée par openscad

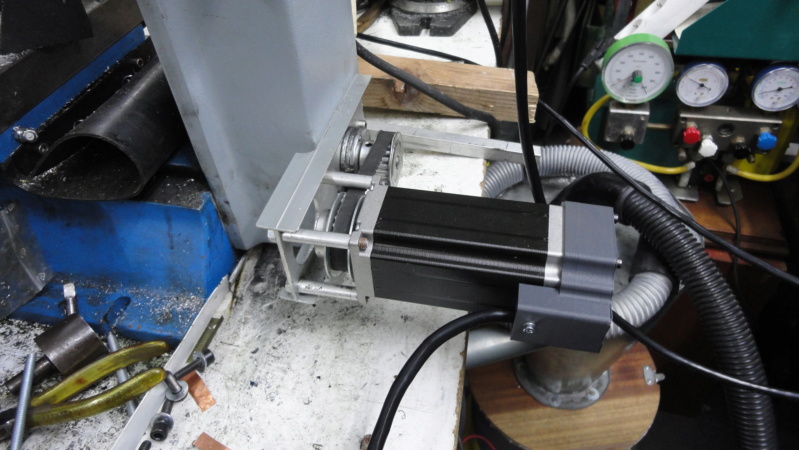
Montage support moteur du Y avec un Nema 23 57 mm

Montage support moteur du Z avec un Nema 23 57 mm

Pas de chance le moteur su Z n'est pas assez puissant, la tête est trop lourde.
Impression de 2 poulies crantées demultiplié 17 dents et 36 dents
Aprés essai, résultat pas concluant, obligation de racheter un nema 23 102mm ce qui à été concluant.
La tête Z monte et descend sans soucis, ce qui est impressionnant la différence entre les vis trapézoidale et à bille, avec son poids seule, la tête descend sans à avoir à utiliser le volant de maneuvre.
A plus
Récuperation montant alu en H d'un ancien bureau d'usine vitrée revisité en cloison atelier et serre à tomate
n'ayant pas de tête à aleser, j'utilise un diviseur diy ( monté avec un treuil à cable de securité d'un dome de magasin (vis sans fin et pignon))
apres perçage et montage des poulies pla crée par openscad
Montage support moteur du Y avec un Nema 23 57 mm
Montage support moteur du Z avec un Nema 23 57 mm
Pas de chance le moteur su Z n'est pas assez puissant, la tête est trop lourde.
Impression de 2 poulies crantées demultiplié 17 dents et 36 dents
Aprés essai, résultat pas concluant, obligation de racheter un nema 23 102mm ce qui à été concluant.
La tête Z monte et descend sans soucis, ce qui est impressionnant la différence entre les vis trapézoidale et à bille, avec son poids seule, la tête descend sans à avoir à utiliser le volant de maneuvre.
A plus
charrier- très actif
- Messages : 318
Points : 341
Date d'inscription : 28/03/2018
Age : 67
Localisation : La chatre 36400
Re: PROMAC FX820 VA Numerisation
![]() charrier Sam 30 Juin 2018 - 22:09
charrier Sam 30 Juin 2018 - 22:09
Numerisation sous Inventor des capots Nema 23 57mm 102mm avec sortie haute , sortie basse et avec un arriere réduit faute de place.
ci joint les photos STL
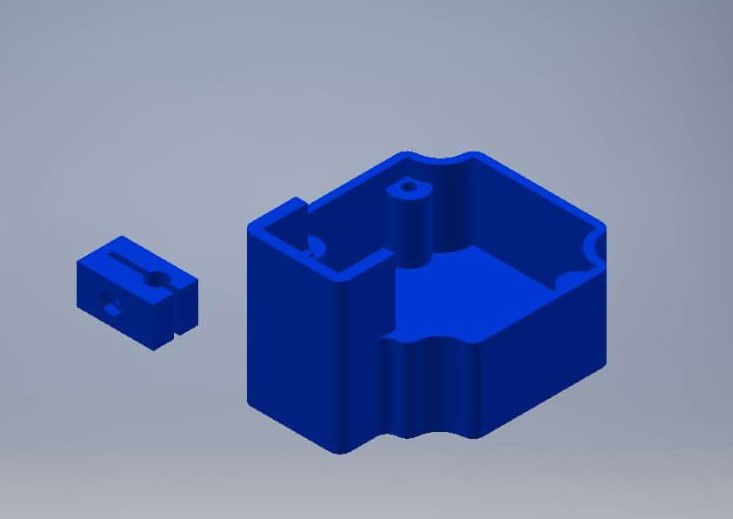


Je voudrais inserer les STL sur le forum pour ceux que cela intérresse mais je ne sais pas comment faire ( à l'aide..........!!!!!!), par contre il sont sur thingiverse sous RVCharrier
voici le lien https://www.thingiverse.com/thing:2984391
je vous envois un peu plus tard les photos avec les capots mis en place.
a plus tard
ci joint les photos STL
Je voudrais inserer les STL sur le forum pour ceux que cela intérresse mais je ne sais pas comment faire ( à l'aide..........!!!!!!), par contre il sont sur thingiverse sous RVCharrier
voici le lien https://www.thingiverse.com/thing:2984391
je vous envois un peu plus tard les photos avec les capots mis en place.
a plus tard
Dernière édition par charrier le Dim 1 Juil 2018 - 0:11, édité 1 fois
charrier- très actif
- Messages : 318
Points : 341
Date d'inscription : 28/03/2018
Age : 67
Localisation : La chatre 36400
Re: PROMAC FX820 VA Numerisation
![]() dh42 Sam 30 Juin 2018 - 23:19
dh42 Sam 30 Juin 2018 - 23:19
Salut,
Il faut les héberger ailleurs et mettre un lien sur le forum ; il n'y a pas assez de place pour les mettre en PJ (1 Mo maxi par utilisateur, c'est vite plein)
Je pense qu'un lien vers ta page Thingiverse est le plus simple.
Ça avance bien, tu dois être impatient de la voir tourner !
++
David
Je voudrais inserer les STL sur le forum pour ceux que cela intérresse mais je ne sais pas comment faire ( à l'aide..........!!!!!!), par contre il sont sur thingiverse sous RVCharrier
Il faut les héberger ailleurs et mettre un lien sur le forum ; il n'y a pas assez de place pour les mettre en PJ (1 Mo maxi par utilisateur, c'est vite plein)
Je pense qu'un lien vers ta page Thingiverse est le plus simple.
Ça avance bien, tu dois être impatient de la voir tourner !
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: PROMAC FX820 VA Numerisation
![]() charrier Dim 1 Juil 2018 - 0:10
charrier Dim 1 Juil 2018 - 0:10
dh42 a écrit:Salut,Je voudrais inserer les STL sur le forum pour ceux que cela intérresse mais je ne sais pas comment faire ( à l'aide..........!!!!!!), par contre il sont sur thingiverse sous RVCharrier
Il faut les héberger ailleurs et mettre un lien sur le forum ; il n'y a pas assez de place pour les mettre en PJ (1 Mo maxi par utilisateur, c'est vite plein)
Je pense qu'un lien vers ta page Thingiverse est le plus simple.
Ça avance bien, tu dois être impatient de la voir tourner !
++
David
merci pour l'info,je vais mettre le lien
un peu de cablage, et cela devrait se faire d'ici quelques semaines.(il y a une maison bois à monter)
a plus
charrier- très actif
- Messages : 318
Points : 341
Date d'inscription : 28/03/2018
Age : 67
Localisation : La chatre 36400
Re: PROMAC FX820 VA Numerisation
![]() nono30 Dim 1 Juil 2018 - 2:39
nono30 Dim 1 Juil 2018 - 2:39
bonsoir charrier
tes poulies en PLA ont 2 inconvénients pour moi, leur mauvaise tenue à la température et mine de rien l'ensemble poulie / courroie ça chauffe et la très mauvaise tenue du PLA à l'huile etc à un endroit où il va être difficile de le protéger sauf si tu travailles à l'air comprimée.
tes poulies en PLA ont 2 inconvénients pour moi, leur mauvaise tenue à la température et mine de rien l'ensemble poulie / courroie ça chauffe et la très mauvaise tenue du PLA à l'huile etc à un endroit où il va être difficile de le protéger sauf si tu travailles à l'air comprimée.
nono30- complétement accro
- Messages : 2214
Points : 2291
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: PROMAC FX820 VA Numerisation
![]() Strib Dim 1 Juil 2018 - 9:29
Strib Dim 1 Juil 2018 - 9:29
C'est pas bien grave, une fois numérisée, tu pourras refaire les poulies en alu 

Strib- complétement accro
- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: PROMAC FX820 VA Numerisation
![]() charrier Dim 1 Juil 2018 - 13:19
charrier Dim 1 Juil 2018 - 13:19
Merci à vous deux, pour vos commentaires,
En effet les poulies en pla ce n'est pas terrible dns le temps mais cela m'a permis de voir la conception, de voir que sur le z que meme avec un moteur nema 23 57mm et deux poulies 17 42 la potence perdait des pas et de plus j'avais commencé avec 2 poulies en 30 dts.
Donc la configuration moteur du Z est de 2 poulies une 17dts et une 34 dts et un moteur nema 23 102 mm
++
RV
En effet les poulies en pla ce n'est pas terrible dns le temps mais cela m'a permis de voir la conception, de voir que sur le z que meme avec un moteur nema 23 57mm et deux poulies 17 42 la potence perdait des pas et de plus j'avais commencé avec 2 poulies en 30 dts.
Donc la configuration moteur du Z est de 2 poulies une 17dts et une 34 dts et un moteur nema 23 102 mm
++
RV
Dernière édition par charrier le Dim 1 Juil 2018 - 23:43, édité 1 fois
charrier- très actif
- Messages : 318
Points : 341
Date d'inscription : 28/03/2018
Age : 67
Localisation : La chatre 36400
nono30- complétement accro
- Messages : 2214
Points : 2291
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: PROMAC FX820 VA Numerisation
![]() charrier Dim 9 Sep 2018 - 22:11
charrier Dim 9 Sep 2018 - 22:11
il y a eu un peu d'avancement à la promac ,
- changement des moteurs 23/56mm pour des nema 23/112mm qui ont plus de couple. ci joint les liens
-remplacement des poulies en PLA par des poulies alu
-montage des nouveaux moteurs 23/112
-branchement fils blindés 4*0.75
-fiche et socle 4 pins


-calibration des 3 axes X Y Z reglage des drivers 3200 step/rev vitesse 250 unité/mn acceleraton 20 unités/s²

***Auriez vous un gcode, ou un script pour affiner le réglage des pas par mm des axes, en répétant plusieurs fois des allers et retours, j'avais vu ce système quelque part, mais malheureusement je ne l'ai pas conservé.
https://www.aliexpress.com/item/XL40-40-tooth-Timing-Pulley-Aluminum-3D-Printer-Parts-40XL-40teeth-Bore-6-6-35-7/32816845919.html?spm=a2g0s.9042311.0.0.27426c379tdJ78
https://www.aliexpress.com/item/Nema-23-Stepper-Motor-57BYGH-112mm-Nema-23-Motor-3Nm-425oz-in-4-2A-4-wires/32585963113.html?spm=a2g0s.9042311.0.0.3da26c37uZuLs7
https://www.aliexpress.com/item/Free-shipping-10M-0-3-0-5-0-75-1-5-2-5-square-2-core/32884805450.html?spm=a2g0s.9042311.0.0.27426c379tdJ78
https://www.aliexpress.com/item/1set-GX16-2-3-4-5-6-7-8-9-Pin-Male-Female-Diameter-16mm-Wire/32801543962.html?spm=a2g0s.9042311.0.0.27426c379tdJ78
- changement des moteurs 23/56mm pour des nema 23/112mm qui ont plus de couple. ci joint les liens
-remplacement des poulies en PLA par des poulies alu
-montage des nouveaux moteurs 23/112
-branchement fils blindés 4*0.75
-fiche et socle 4 pins



-calibration des 3 axes X Y Z reglage des drivers 3200 step/rev vitesse 250 unité/mn acceleraton 20 unités/s²

***Auriez vous un gcode, ou un script pour affiner le réglage des pas par mm des axes, en répétant plusieurs fois des allers et retours, j'avais vu ce système quelque part, mais malheureusement je ne l'ai pas conservé.
https://www.aliexpress.com/item/XL40-40-tooth-Timing-Pulley-Aluminum-3D-Printer-Parts-40XL-40teeth-Bore-6-6-35-7/32816845919.html?spm=a2g0s.9042311.0.0.27426c379tdJ78
https://www.aliexpress.com/item/Nema-23-Stepper-Motor-57BYGH-112mm-Nema-23-Motor-3Nm-425oz-in-4-2A-4-wires/32585963113.html?spm=a2g0s.9042311.0.0.3da26c37uZuLs7
https://www.aliexpress.com/item/Free-shipping-10M-0-3-0-5-0-75-1-5-2-5-square-2-core/32884805450.html?spm=a2g0s.9042311.0.0.27426c379tdJ78
https://www.aliexpress.com/item/1set-GX16-2-3-4-5-6-7-8-9-Pin-Male-Female-Diameter-16mm-Wire/32801543962.html?spm=a2g0s.9042311.0.0.27426c379tdJ78
charrier- très actif
- Messages : 318
Points : 341
Date d'inscription : 28/03/2018
Age : 67
Localisation : La chatre 36400
Re: PROMAC FX820 VA Numerisation
![]() dh42 Dim 9 Sep 2018 - 22:26
dh42 Dim 9 Sep 2018 - 22:26
Salut,
dans Mach3 il y a un outil pour faire l'affinage du steps per.
sur la VF, écran Réglage > bouton configuration auto des axes.
il te demande quel axe traiter > de combien le déplacer > puis une fois le déplacement fait, il demande de combien ça s'est déplacé réellement, tu rentre la valeur de déplacement réel et il te recalcule le steps per et le met à jour dans la config moteur.
++
David
***Auriez vous un gcode, ou un script pour affiner le réglage des pas par mm des axes, en répétant plusieurs fois des allers et retours, j'avais vu ce système quelque part, mais malheureusement je ne l'ai pas conservé.
dans Mach3 il y a un outil pour faire l'affinage du steps per.
sur la VF, écran Réglage > bouton configuration auto des axes.
il te demande quel axe traiter > de combien le déplacer > puis une fois le déplacement fait, il demande de combien ça s'est déplacé réellement, tu rentre la valeur de déplacement réel et il te recalcule le steps per et le met à jour dans la config moteur.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: PROMAC FX820 VA Numerisation
![]() charrier Dim 9 Sep 2018 - 22:53
charrier Dim 9 Sep 2018 - 22:53
dh42 a écrit:Salut,***Auriez vous un gcode, ou un script pour affiner le réglage des pas par mm des axes, en répétant plusieurs fois des allers et retours, j'avais vu ce système quelque part, mais malheureusement je ne l'ai pas conservé.
dans Mach3 il y a un outil pour faire l'affinage du steps per.
sur la VF, écran Réglage > bouton configuration auto des axes.
il te demande quel axe traiter > de combien le déplacer > puis une fois le déplacement fait, il demande de combien ça s'est déplacé réellement, tu rentre la valeur de déplacement réel et il te recalcule le steps per et le met à jour dans la config moteur.
++
David
oui j'utilise deja ce systeme sur mach3, ça fonctionne très bien, mais je voulais affiner les pas car par exemple sur le Z qui pour l'affiner, je voudrais le faire monter et descendre environ 50 fois sur 50 mm et a la fin verifier l'ecart, et faire la meme chose sur x et y. J'avais vu un forumeur qui avait utilisé un code M, mais je ne sais pas comment.....
desolé d'insister
charrier- très actif
- Messages : 318
Points : 341
Date d'inscription : 28/03/2018
Age : 67
Localisation : La chatre 36400
Re: PROMAC FX820 VA Numerisation
![]() dh42 Lun 10 Sep 2018 - 1:24
dh42 Lun 10 Sep 2018 - 1:24
re
M98 P1 L50 > appeler 50x (L50) le sous programme 1 (P1)
M30 > fin programme
le sous programme à répéter est entre o1 et M99 ; ici descente de Z à la position -30 à 1000 mm/min, puis remontée en rapide à 0.
il doit commencer par o, suivi d'un n°, qui doit correspondre au n° d'appel (donc le 1 de P1) et il se termine par le M99.
à extrapoler pour les autre axes.
extrait de la doc de Mach3
en fait, ce que tu fais avec cette méthode, ce n'est pas affiner le steps per, ce que tu teste, c'est si ta machine perds des pas
cette méthode ne te permettra en rien d'affiner le steps per ; si il n'est pas bon, ton axe ne se déplacera pas de la bonne valeur (par exemple il se déplacera de 48mm au lieu des 50 demandés), mais il le fera à chaque fois et en monté comme en descente, et steps per bon ou pas, tu finira toujours à 0. Si tu a un écart en faisant de multiples AR ça ne traduit pas une erreur de steps per, mais une perte de pas, du jeu quelque part, un coupleur mal serré ...
++
David
- Code:
M98 P1 L50
M30
o1
G1 Z-30 F1000
G0 Z0
M99
M98 P1 L50 > appeler 50x (L50) le sous programme 1 (P1)
M30 > fin programme
le sous programme à répéter est entre o1 et M99 ; ici descente de Z à la position -30 à 1000 mm/min, puis remontée en rapide à 0.
il doit commencer par o, suivi d'un n°, qui doit correspondre au n° d'appel (donc le 1 de P1) et il se termine par le M99.
à extrapoler pour les autre axes.
extrait de la doc de Mach3
10.8.7 Call subroutine - M98
This has two formats:
(a) To call a subroutine program within the current part program file code M98 P~ L~ or
M98 ~P ~Q The program must contain an O line with the number given by the P word of
the Call . This O line is a sort of "label" which indicates the start of the subroutine. TheO
line may not have a line number (N word) on it. It, and the following code, will normally be
written with other subroutines and follow either an M2, M30 or M99 so it is not reached
directly by the flow of the program.
(b) To call a subroutine which is in a separate file code M98(filename)L~
for example M98 (test.tap)
For both formats:
The L word (or optionally the Q word) gives the number of times that the subroutine is to
be called before continuing with the line following the M98. If the L (Q) word is omitted
then its value defaults to 1.
By using parameters values or incremental moves a repeated subroutine can make several
roughing cuts around a complex path or cut several identical objects from one piece of
material.
Subroutine calls may be nested. That is to say a subroutine may contain a M98 call to
another subroutine. As no conditional branching is permitted it is not meaningful for
subroutines to call themselves recursively.
10.8.8 Return from subroutine
To return from a subroutine program M99 Execution will continue after the M98 which
called the subroutine.
If M99 is written in the main program, i.e. not in a subroutine, then the program will start
execution from the first line again. See also M47 to achieve the same effect.
en fait, ce que tu fais avec cette méthode, ce n'est pas affiner le steps per, ce que tu teste, c'est si ta machine perds des pas
cette méthode ne te permettra en rien d'affiner le steps per ; si il n'est pas bon, ton axe ne se déplacera pas de la bonne valeur (par exemple il se déplacera de 48mm au lieu des 50 demandés), mais il le fera à chaque fois et en monté comme en descente, et steps per bon ou pas, tu finira toujours à 0. Si tu a un écart en faisant de multiples AR ça ne traduit pas une erreur de steps per, mais une perte de pas, du jeu quelque part, un coupleur mal serré ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: PROMAC FX820 VA Numerisation
![]() charrier Lun 10 Sep 2018 - 8:56
charrier Lun 10 Sep 2018 - 8:56
Merci beaucoup pour tes explications tres précises.
Dans mon esprit je pensais bien regler les pas plus finement....? Grosses erreurs
Je vais quand meme essayer ton gcode pour voir comment la fraiseuse se comporte aux niveaux des jeux de fonctionement.
Je vous tiens au courant, et une petite video du premier usinage.
Merci encore dh42(toujours aussi matinal)
Comme on dit " best regards"
Dans mon esprit je pensais bien regler les pas plus finement....? Grosses erreurs
Je vais quand meme essayer ton gcode pour voir comment la fraiseuse se comporte aux niveaux des jeux de fonctionement.
Je vous tiens au courant, et une petite video du premier usinage.
Merci encore dh42(toujours aussi matinal)
Comme on dit " best regards"
charrier- très actif
- Messages : 318
Points : 341
Date d'inscription : 28/03/2018
Age : 67
Localisation : La chatre 36400
Re: PROMAC FX820 VA Numerisation
![]() charrier Mar 6 Nov 2018 - 16:28
charrier Mar 6 Nov 2018 - 16:28
Bonjour,
Après quelques temps, une petite vidéo de la mise en route de la bestiolle.
La pièce usiné est en pavaplan 8mm, collé en plusieurs couche à la colle blanche et mise sous presse, c'est un genre de MDF mais en plus résiné, recupération de la maison bois (voir sujet bois brulé), ce matériaux est beaucoup plus dur que le MDF.
La Piece en usinage est pour faire un 4eme axe, la suite à suivre.
Après quelques temps, une petite vidéo de la mise en route de la bestiolle.
La pièce usiné est en pavaplan 8mm, collé en plusieurs couche à la colle blanche et mise sous presse, c'est un genre de MDF mais en plus résiné, recupération de la maison bois (voir sujet bois brulé), ce matériaux est beaucoup plus dur que le MDF.
La Piece en usinage est pour faire un 4eme axe, la suite à suivre.
charrier- très actif
- Messages : 318
Points : 341
Date d'inscription : 28/03/2018
Age : 67
Localisation : La chatre 36400
Re: PROMAC FX820 VA Numerisation
![]() charrier Mer 7 Nov 2018 - 0:19
charrier Mer 7 Nov 2018 - 0:19
bonsoir,
comment on depose un fichier cb sur le forum pour lr partager.
bonne soirée
comment on depose un fichier cb sur le forum pour lr partager.
bonne soirée
charrier- très actif
- Messages : 318
Points : 341
Date d'inscription : 28/03/2018
Age : 67
Localisation : La chatre 36400
Re: PROMAC FX820 VA Numerisation
![]() Hervé-34 Mer 7 Nov 2018 - 0:34
Hervé-34 Mer 7 Nov 2018 - 0:34
Bonsoir !!
On zip le fichier CB et on le met en bas de la réponse !
Il y a "parcourir" tu le sélectionnes et tu envoies !!
Hervé
On zip le fichier CB et on le met en bas de la réponse !
Il y a "parcourir" tu le sélectionnes et tu envoies !!
Hervé

Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: PROMAC FX820 VA Numerisation
![]() charrier Mer 7 Nov 2018 - 0:40
charrier Mer 7 Nov 2018 - 0:40
Hervé-34 a écrit:Bonsoir !!
On zip le fichier CB et on le met en bas de la réponse !
Il y a "parcourir" tu le sélectionnes et tu envoies !!
Hervé
merci
charrier- très actif
- Messages : 318
Points : 341
Date d'inscription : 28/03/2018
Age : 67
Localisation : La chatre 36400
Page 2 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Motorisation / Numerisation de ma Holzprofi DG410TS
» numerisation rabot scm s50
» Numerisation Tour
» Moteur Cool Muscle CM1 avec réducteur
» Documentation Perceuse a colonne Promac 363a
» numerisation rabot scm s50
» Numerisation Tour
» Moteur Cool Muscle CM1 avec réducteur
» Documentation Perceuse a colonne Promac 363a
Page 2 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum