






Comportement étrange des entrées/sorties matière
2 participants
Page 1 sur 1

 Comportement étrange des entrées/sorties matière
Comportement étrange des entrées/sorties matière
![]() MCrevot Sam 28 Oct 2017 - 17:36
MCrevot Sam 28 Oct 2017 - 17:36
Bonjour,
après la mésaventure facheuse survenue à la table de ma cnc (suite à un incrément de passe négatif), je me suis doté de cutviewer, et j'essaie de visualiser comment éviter les traces laissées lors de l'usinage des attaches. Sur l'exemple ci-attaché, un parallélépipède tout simple, je contourne une première fois presque jusqu'au fond avec une largeur d'usinage supérieure de 2 mm au diamètre de la fraise, puis une seconde fois jusqu'au fond, avec attaches rectangulaires, et entrée/sortie en matière tangentielle.
- les sorties me semble correctes
- en revanche les entrées attaches ne semblent pas être attaquées tangentiellement,
- et l'entrée principale prend une place exagérée ...
Par ailleurs, je n'arrive pas à visualiser les entrées/sorties tangentielles avec un angle spirale (je ne vois pas la spirale ??).
Comment procédez-vous, et rencontrez-vous ces phénomènes ?
Michel
après la mésaventure facheuse survenue à la table de ma cnc (suite à un incrément de passe négatif), je me suis doté de cutviewer, et j'essaie de visualiser comment éviter les traces laissées lors de l'usinage des attaches. Sur l'exemple ci-attaché, un parallélépipède tout simple, je contourne une première fois presque jusqu'au fond avec une largeur d'usinage supérieure de 2 mm au diamètre de la fraise, puis une seconde fois jusqu'au fond, avec attaches rectangulaires, et entrée/sortie en matière tangentielle.
- les sorties me semble correctes
- en revanche les entrées attaches ne semblent pas être attaquées tangentiellement,
- et l'entrée principale prend une place exagérée ...
Par ailleurs, je n'arrive pas à visualiser les entrées/sorties tangentielles avec un angle spirale (je ne vois pas la spirale ??).
Comment procédez-vous, et rencontrez-vous ces phénomènes ?
Michel
- Fichiers joints

- temp.zip Vous n'avez pas la permission de télécharger les fichiers joints.(3 Ko) Téléchargé 5 fois

MCrevot- je prends du galon

- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -


Re: Comportement étrange des entrées/sorties matière
![]() MCrevot Lun 30 Oct 2017 - 17:23
MCrevot Lun 30 Oct 2017 - 17:23
Bonjour,
mon sujet ne semble pas inspirer grand monde ...
J'ai continué à fouiller et donc :
Pas étonnant que le paramétrage de sortie de matière (tangent ou spirale) ne soit pas pris en compte pour les attaches, ça ne semble possible que pour la plongée ...
En revanche, pour ce qui concerne les plongées en sortie d'attache, je constate une anomalie dommageable (rappel : contournage de finition, je plonge donc directement à profondeur de ma pièce)
J'ai paramétré des entrées en matière tangentielles et des attaches rectangulaires ;
- en contournage, la fraise descend à niveau, écartée du bord d'une distance égale au rayon de tangence (au cour du contour initial de découpe j'ai ménagé une largeur d'usinage suffisante pour permettre ce décalage), puis elle attaque perpendiculairement au bord et effectue un arc de cercle de 90° qui l'amène à tangenter le bord : correct
- si je rajoute au niveau des attaches l'entrée tangentielle, j'observe bien un 1/4 de cercle au niveau de la descente en fin d'attache - correct, mais au point d'entrée de la pièce, surprise, la fraise n'attaque plus perpendiculairement, mais parallèlement au bord, et effectue un arc de cercle de 180° pour venir tangenter la pièce ; du coup, sa descente ne s'effectue plus à une distance du bord égale au rayon de tangence, mais à une distance égale à 2 rayons de tangence, ce qui est à la fois strictement inutile, et néfaste pour la pauvre fraise, sauf à usiner préalablement un puit au point d'entrée de la pièce, ou contourner encore plus large lors de la découpe ...
Michel
mon sujet ne semble pas inspirer grand monde ...
J'ai continué à fouiller et donc :
Pas étonnant que le paramétrage de sortie de matière (tangent ou spirale) ne soit pas pris en compte pour les attaches, ça ne semble possible que pour la plongée ...
En revanche, pour ce qui concerne les plongées en sortie d'attache, je constate une anomalie dommageable (rappel : contournage de finition, je plonge donc directement à profondeur de ma pièce)
J'ai paramétré des entrées en matière tangentielles et des attaches rectangulaires ;
- en contournage, la fraise descend à niveau, écartée du bord d'une distance égale au rayon de tangence (au cour du contour initial de découpe j'ai ménagé une largeur d'usinage suffisante pour permettre ce décalage), puis elle attaque perpendiculairement au bord et effectue un arc de cercle de 90° qui l'amène à tangenter le bord : correct
- si je rajoute au niveau des attaches l'entrée tangentielle, j'observe bien un 1/4 de cercle au niveau de la descente en fin d'attache - correct, mais au point d'entrée de la pièce, surprise, la fraise n'attaque plus perpendiculairement, mais parallèlement au bord, et effectue un arc de cercle de 180° pour venir tangenter la pièce ; du coup, sa descente ne s'effectue plus à une distance du bord égale au rayon de tangence, mais à une distance égale à 2 rayons de tangence, ce qui est à la fois strictement inutile, et néfaste pour la pauvre fraise, sauf à usiner préalablement un puit au point d'entrée de la pièce, ou contourner encore plus large lors de la découpe ...
Michel
MCrevot- je prends du galon
- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
Re: Comportement étrange des entrées/sorties matière
![]() dh42 Lun 30 Oct 2017 - 20:19
dh42 Lun 30 Oct 2017 - 20:19
Salut,
Pour éviter les traces au niveau des attaches, essai les attaches triangulaires, ça évite que la fraise monte/descende au même point, et surtout que le mouvement horizontal s'arrête le temps de la remontée et ne finisse par faire une marque ; tu a donc une pente de chaque coté de l'attache.
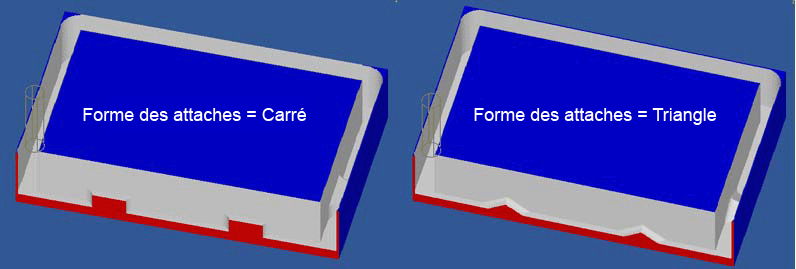
La pente elle même n'est pas réglable directement, elle dépendra du rapport hauteur/largeur de l'attache.
Utiliser des entrées tangentes sur une attache n'a guère de sens, même si CamBam ne semble pas y voir d'inconvénient ; dans le meilleur des cas, tu peux utiliser des entrées spirales (donc une rampe qui suit le parcours) et donner une pente de descente (angle d'hélice), mais ce n'est pas vraiment fait pour éviter les marques, c'est pour usiner des matières dures qui nécessitent une entrée autre qu'en plongée direct au niveau de l'attache. Par contre ça ralentis énormément l'usinage car la fraise va aller se positionner au delà de l'attache, puis revenir vers elle en usinant une rampe et ensuite repartir dans la direction normale jusqu'à l'attache suivante, et si il n'y a pas assez de place entre 2 attaches pour faire la pente d'entrée demandée en une fois, la fraise fera une descente en zig-zag entre les 2 attaches.
++
David
Pour éviter les traces au niveau des attaches, essai les attaches triangulaires, ça évite que la fraise monte/descende au même point, et surtout que le mouvement horizontal s'arrête le temps de la remontée et ne finisse par faire une marque ; tu a donc une pente de chaque coté de l'attache.
La pente elle même n'est pas réglable directement, elle dépendra du rapport hauteur/largeur de l'attache.
Utiliser des entrées tangentes sur une attache n'a guère de sens, même si CamBam ne semble pas y voir d'inconvénient ; dans le meilleur des cas, tu peux utiliser des entrées spirales (donc une rampe qui suit le parcours) et donner une pente de descente (angle d'hélice), mais ce n'est pas vraiment fait pour éviter les marques, c'est pour usiner des matières dures qui nécessitent une entrée autre qu'en plongée direct au niveau de l'attache. Par contre ça ralentis énormément l'usinage car la fraise va aller se positionner au delà de l'attache, puis revenir vers elle en usinant une rampe et ensuite repartir dans la direction normale jusqu'à l'attache suivante, et si il n'y a pas assez de place entre 2 attaches pour faire la pente d'entrée demandée en une fois, la fraise fera une descente en zig-zag entre les 2 attaches.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comportement étrange des entrées/sorties matière
![]() MCrevot Mar 31 Oct 2017 - 12:00
MCrevot Mar 31 Oct 2017 - 12:00
Merçi David,
oui, je comprends bien, jusqu'à présent j'ai toujours utilisé des attaches triangulaires, mais on ne maitrise pas la vitesse de plongée ... c'est en écumant le net que j'avais cru comprendre que l'attache carrée avec entrée en matière étatit une pise à creuser ...
Pour ce qui concerne l'entrée en spirale, et oui, on ne peut pas avoir le beurre et l'argent du beurre, ça prend plus de temps !
Mais tout ça ne me dit pas pourquoi le fait de rajouter la prise en compte des entrées pour les attaches modifie le trajet de la fraise au niveau de l'attaque d'un contour !! pas grave.
Michel
oui, je comprends bien, jusqu'à présent j'ai toujours utilisé des attaches triangulaires, mais on ne maitrise pas la vitesse de plongée ... c'est en écumant le net que j'avais cru comprendre que l'attache carrée avec entrée en matière étatit une pise à creuser ...
Pour ce qui concerne l'entrée en spirale, et oui, on ne peut pas avoir le beurre et l'argent du beurre, ça prend plus de temps !
Mais tout ça ne me dit pas pourquoi le fait de rajouter la prise en compte des entrées pour les attaches modifie le trajet de la fraise au niveau de l'attaque d'un contour !! pas grave.
Michel
MCrevot- je prends du galon
- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
Re: Comportement étrange des entrées/sorties matière
![]() dh42 Mar 31 Oct 2017 - 18:27
dh42 Mar 31 Oct 2017 - 18:27
Re
Je dois avouer, que je ne comprends pas vraiment ce que tu veux dire
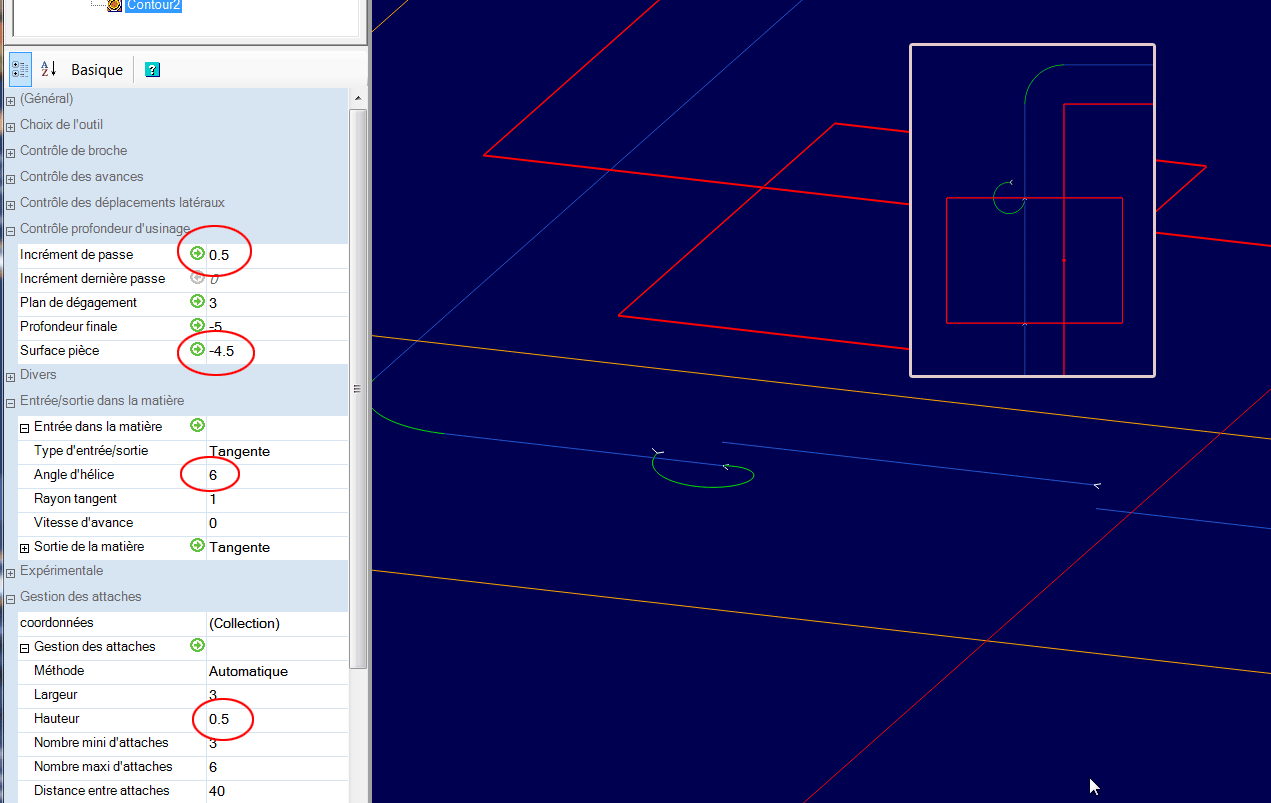
Par contre j'ai regardé ton fichier, ça semble se passer comme je m'y serait attendu ; par contre dans ton op Contour2, vu que tu a déja usiné jusqu'à -4.5 avec la première opération, tu devrais mettre surface pièce à -4.5 au lieu de 0 ; ainsi tu pourrais utiliser l'incrément de passe normalement au lieu de ruser avec un gros incrément de passe + un incrément dernière passe pour ne pas usiner de l'air.
il y a aussi un pb sur le réglage de la hauteur des attaches, elle sont réglées sur 3mm alors qu'elles ne peuvent avoir que 0.5mm de haut vu qu'elles commence à -4.5
une vue avec une entrée en tangente + spirale.
++
David
Mais tout ça ne me dit pas pourquoi le fait de rajouter la prise en compte des entrées pour les attaches modifie le trajet de la fraise au niveau de l'attaque d'un contour !! pas grave.
Je dois avouer, que je ne comprends pas vraiment ce que tu veux dire
Par contre j'ai regardé ton fichier, ça semble se passer comme je m'y serait attendu ; par contre dans ton op Contour2, vu que tu a déja usiné jusqu'à -4.5 avec la première opération, tu devrais mettre surface pièce à -4.5 au lieu de 0 ; ainsi tu pourrais utiliser l'incrément de passe normalement au lieu de ruser avec un gros incrément de passe + un incrément dernière passe pour ne pas usiner de l'air.
il y a aussi un pb sur le réglage de la hauteur des attaches, elle sont réglées sur 3mm alors qu'elles ne peuvent avoir que 0.5mm de haut vu qu'elles commence à -4.5
une vue avec une entrée en tangente + spirale.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Comportement étrange des entrées/sorties matière
![]() MCrevot Mar 31 Oct 2017 - 19:24
MCrevot Mar 31 Oct 2017 - 19:24
David,
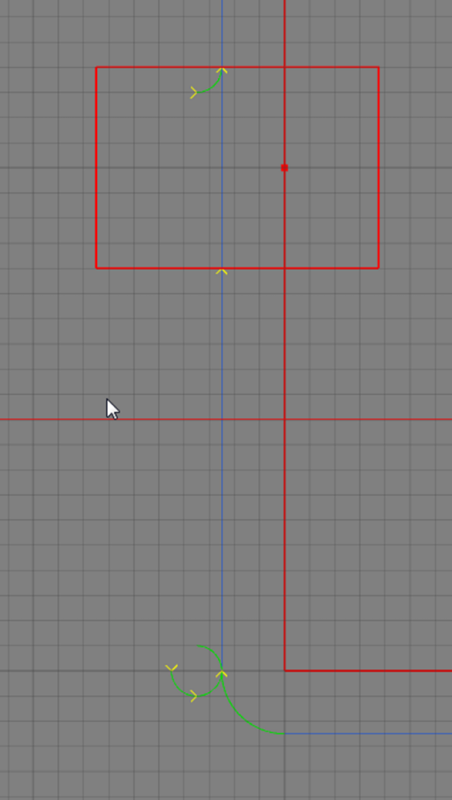
oui, tout à fait d'accord sur tout ce que tu dis, mais le point n'est pas là ! je voulais simplement montrer le fait que le trajet de la fraise en entrée de contour2 était modifié dès lors que je rajoutais, au niveau des attaches, l'activation des entrées ; regardes sur l'image ci-dessous :
- au niveau de l'attache, 1/4 de cercle
- au niveau de l'entrée en contour (en bas à gauche), 1/2 cercle , alors qu'auparavant, sans entrée pour les attaches, c'était juste 1/4 de cercle (comme au-dessus) !
Michel
oui, tout à fait d'accord sur tout ce que tu dis, mais le point n'est pas là ! je voulais simplement montrer le fait que le trajet de la fraise en entrée de contour2 était modifié dès lors que je rajoutais, au niveau des attaches, l'activation des entrées ; regardes sur l'image ci-dessous :
- au niveau de l'attache, 1/4 de cercle
- au niveau de l'entrée en contour (en bas à gauche), 1/2 cercle , alors qu'auparavant, sans entrée pour les attaches, c'était juste 1/4 de cercle (comme au-dessus) !
Michel
MCrevot- je prends du galon
- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
Re: Comportement étrange des entrées/sorties matière
![]() dh42 Mar 31 Oct 2017 - 19:34
dh42 Mar 31 Oct 2017 - 19:34
Ok ! , ça, apparemment, c'est un bug ; il ajoute 2x l'entrée.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» parcourt d outils , comportement etrange
» Adoucisseur d'eau : comportement étrange vanne Fleck 5700
» Mitigeur type "box universelle 2 sorties"
» Ajout entrées
» CNC Réglage des signaux d'entrées
» Adoucisseur d'eau : comportement étrange vanne Fleck 5700
» Mitigeur type "box universelle 2 sorties"
» Ajout entrées
» CNC Réglage des signaux d'entrées
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum