






Vitesse de rotation et avance
+4
ramses
dh42
nagut
Pulco
8 participants
Page 1 sur 1

 Vitesse de rotation et avance
Vitesse de rotation et avance
![]() Pulco Dim 25 Juin 2017 - 0:12
Pulco Dim 25 Juin 2017 - 0:12
Bonjour,
Suite à pas mal de déboire et pour la sauvegarde de mes fraises j'ai fini par faire une petite base de donnée à partir de différents bruts, type d'outils et outils.
J'en ai profité pour mettre quelques formules de calcul.
Le résultat, pour un certain matériaux en fonction de tel ou tel type d'outils, du diamètre, du nombre de dents et suivant les paramètres et coefficients me donne la vitesse de rotation, la vitesse d'avance, de plongée, l'incrément de passe et la passe de finition.
Tout est modifiable, chaque basses de données peuvent être incrémentées à souhait.
(jusqu’à 255 unités) pour les bruts et outils (50 unités) pour les types d'outils.
Tout ce qui à été essayé et concluant a été validé ( Ok dans les BD ) tous ce qui n'a pas été essayé n'a pas été validé.
voici des copies d'écran.
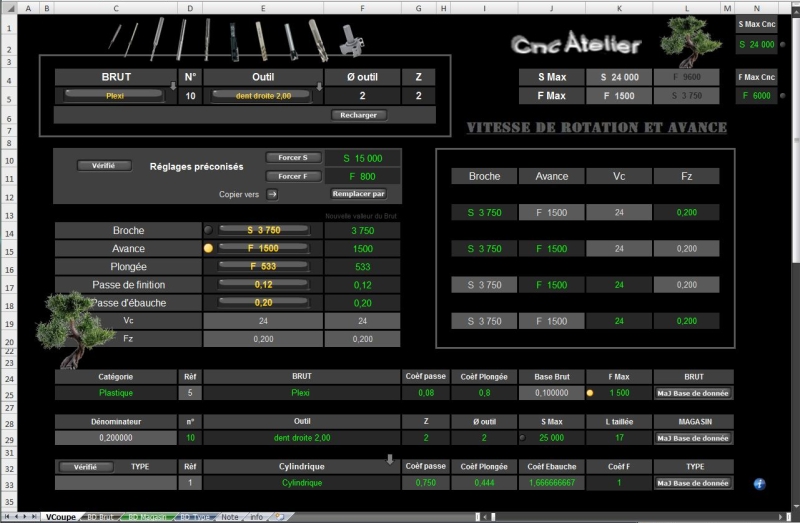
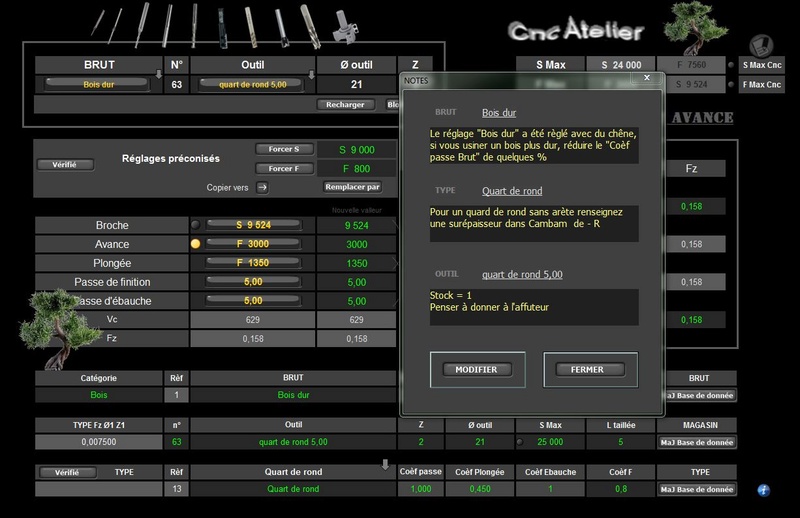
la page principale
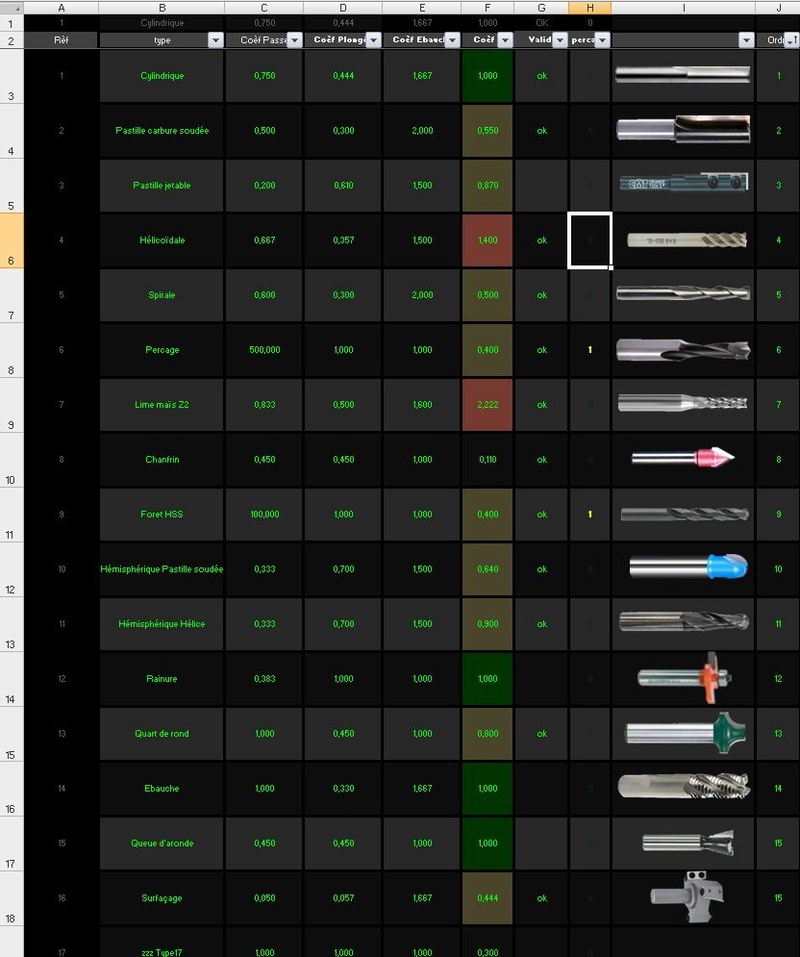
la base de donnée Type d'outil
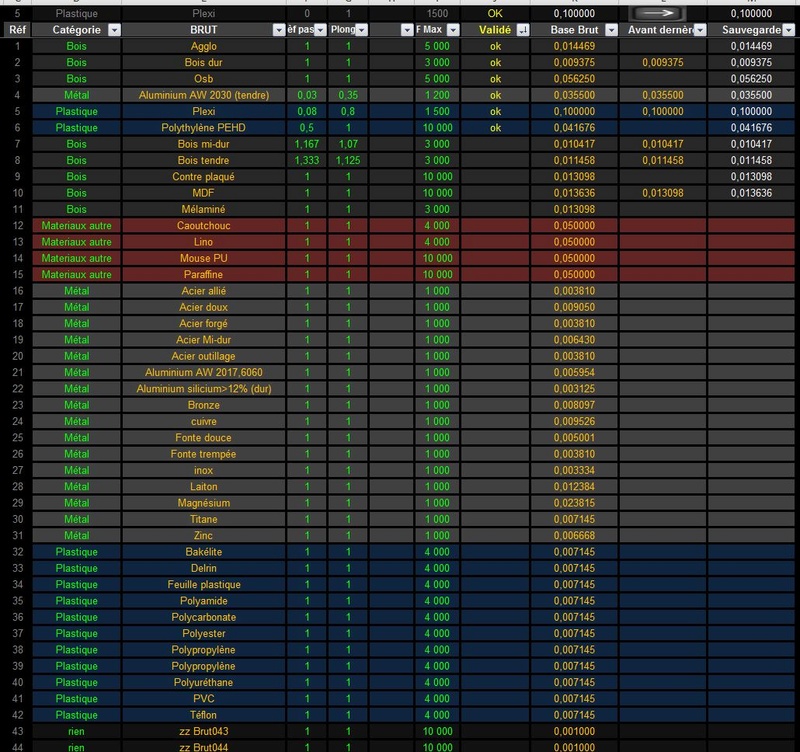
la base de donnée Brut

sur la dernière image j'ai numéroté plusieurs zones.
N°1 accès aux BD via les listes déroulantes en 5 et 6
N°2 modification des BD (suite à un test et suivant les machines ou les matière un peu différente)
N°3 enclencher la modification
N°4 dans le calcul pour forcer une valeur S ou une valeur F
(entre le N°4 et le N°6) "Recharger" ne prend aucune modification et recharge toutes les cellules en fonction des Bruts et outils sélectionné.
N°5 boite déroulante pour le choix du brut et le bouton "vérifié" pour mettre un post-it qui nous rappelle si le brut à été validé. Si il a été validé avec au moins un outil, tous les types d'outils validés seront correct avec se matériau.
N°6 Boite déroutante pour le choix des outils.
N°7 Lien pour 10 outils favoris (sans passer par la boite déroulante) les favoris sont modifiables dans la feuille "BD Magasin"
N°8 les S et F max par rapport aux sélections
N° 9 les S et F max de la machine
N°10 retour d'info sur la vitesse de la broche, l' avance, la vitesse de coupe et l'avance par dent en fonction des renseignements donnés.
en bas à droite il y a un bouton "i" comme "info" en cliquant dessus on passe sur la feuille info.
ah aussi! il y a des arbres, ( des bonzaïs ), c'était pour rendre un peu moins austère cet page pleine de chiffres.
Lien du fichier
a+ Pulco
Suite à pas mal de déboire et pour la sauvegarde de mes fraises j'ai fini par faire une petite base de donnée à partir de différents bruts, type d'outils et outils.
J'en ai profité pour mettre quelques formules de calcul.
Le résultat, pour un certain matériaux en fonction de tel ou tel type d'outils, du diamètre, du nombre de dents et suivant les paramètres et coefficients me donne la vitesse de rotation, la vitesse d'avance, de plongée, l'incrément de passe et la passe de finition.
Tout est modifiable, chaque basses de données peuvent être incrémentées à souhait.
(jusqu’à 255 unités) pour les bruts et outils (50 unités) pour les types d'outils.
Tout ce qui à été essayé et concluant a été validé ( Ok dans les BD ) tous ce qui n'a pas été essayé n'a pas été validé.
voici des copies d'écran.
la page principale
la base de donnée Type d'outil
la base de donnée Brut
sur la dernière image j'ai numéroté plusieurs zones.
N°1 accès aux BD via les listes déroulantes en 5 et 6
N°2 modification des BD (suite à un test et suivant les machines ou les matière un peu différente)
N°3 enclencher la modification
N°4 dans le calcul pour forcer une valeur S ou une valeur F
(entre le N°4 et le N°6) "Recharger" ne prend aucune modification et recharge toutes les cellules en fonction des Bruts et outils sélectionné.
N°5 boite déroulante pour le choix du brut et le bouton "vérifié" pour mettre un post-it qui nous rappelle si le brut à été validé. Si il a été validé avec au moins un outil, tous les types d'outils validés seront correct avec se matériau.
N°6 Boite déroutante pour le choix des outils.
N°7 Lien pour 10 outils favoris (sans passer par la boite déroulante) les favoris sont modifiables dans la feuille "BD Magasin"
N°8 les S et F max par rapport aux sélections
N° 9 les S et F max de la machine
N°10 retour d'info sur la vitesse de la broche, l' avance, la vitesse de coupe et l'avance par dent en fonction des renseignements donnés.
en bas à droite il y a un bouton "i" comme "info" en cliquant dessus on passe sur la feuille info.
ah aussi! il y a des arbres, ( des bonzaïs ), c'était pour rendre un peu moins austère cet page pleine de chiffres.
Lien du fichier
a+ Pulco
Pulco- très actif

- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62

Re: Vitesse de rotation et avance
![]() Pulco Dim 25 Juin 2017 - 7:31
Pulco Dim 25 Juin 2017 - 7:31
Re,
Ce qui serrai bien c'est de garder un "standard" , je m'explique.
Pour que les basses de données puissent être partagées entre des différents utilisateurs. Il faut travailler sur les mêmes bases.
La "BD Magasin" peut être modifiée par tous.
Avec la "BD Type" si l'on modifie un coèf, les résultats de tous les outils de ce type seront modifiés.
Ensuite si on modifie un brut dans la "BD Brut" en fonction de la qualité de finition, un autre utilisateur n'aura pas le même résultat puisque les coefs des même type d'outils seront différent.
La c'est tout nouveau tout chaud, il y a surement des valeurs à améliorées les tests que j'ai fait on été très concluant ex.( dans l'alu ou le plexi avec des outils avec lequel je n'avais jamais usiné j'ai réussi à avoir une bonne finition,(et sans cassé pour une fois) juste par ce que j'avais déjà réglé les types d'outils sur un autre matériau.)
si je modifie maintenant un type d'outils il y aura une répercussion avec tous les autres "Brut" .
chaque modif doit être faite avec parcimonie et retestée sur tout les autres matériaux déjà validé.
Ce matin j'ai refais une MaJ, j'avais laissé "Bois tendre", "Bois mi dur" et MDF" validés, alors que je ne les ai pas encore testé. J'avais ajouté un type "queue d'aronde" mais j'avais laissé les outils queue d'aronde dans le type "chanfrein".
vu que je n'ai pas fait une batterie de test si vous modifiez une base, il faudrait me donner les valeurs que je test et modifie de mon coté pour faire une mise à jour du fichier.
Pulco
Edit:
je relisais la page info, l'info15 n'est pas fini (les popups n'on pas été fait et il n'y à pas encore de blocage sur la modif d'une fiche tant qu"elle est validée)
dans la "BD Magasin" il y a un bouton "Créer un fichier Magasin pour Cambam", ça n'a pas été encore fait.
il y avait une d'affichage de la Fz, réparée et mise à jour faite.
Ce qui serrai bien c'est de garder un "standard" , je m'explique.
Pour que les basses de données puissent être partagées entre des différents utilisateurs. Il faut travailler sur les mêmes bases.
La "BD Magasin" peut être modifiée par tous.
Avec la "BD Type" si l'on modifie un coèf, les résultats de tous les outils de ce type seront modifiés.
Ensuite si on modifie un brut dans la "BD Brut" en fonction de la qualité de finition, un autre utilisateur n'aura pas le même résultat puisque les coefs des même type d'outils seront différent.
La c'est tout nouveau tout chaud, il y a surement des valeurs à améliorées les tests que j'ai fait on été très concluant ex.( dans l'alu ou le plexi avec des outils avec lequel je n'avais jamais usiné j'ai réussi à avoir une bonne finition,(et sans cassé pour une fois) juste par ce que j'avais déjà réglé les types d'outils sur un autre matériau.)
si je modifie maintenant un type d'outils il y aura une répercussion avec tous les autres "Brut" .
chaque modif doit être faite avec parcimonie et retestée sur tout les autres matériaux déjà validé.
Ce matin j'ai refais une MaJ, j'avais laissé "Bois tendre", "Bois mi dur" et MDF" validés, alors que je ne les ai pas encore testé. J'avais ajouté un type "queue d'aronde" mais j'avais laissé les outils queue d'aronde dans le type "chanfrein".
vu que je n'ai pas fait une batterie de test si vous modifiez une base, il faudrait me donner les valeurs que je test et modifie de mon coté pour faire une mise à jour du fichier.
Pulco
Edit:
je relisais la page info, l'info15 n'est pas fini (les popups n'on pas été fait et il n'y à pas encore de blocage sur la modif d'une fiche tant qu"elle est validée)
dans la "BD Magasin" il y a un bouton "Créer un fichier Magasin pour Cambam", ça n'a pas été encore fait.
il y avait une d'affichage de la Fz, réparée et mise à jour faite.
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Vitesse de rotation et avance
![]() Pulco Dim 25 Juin 2017 - 23:04
Pulco Dim 25 Juin 2017 - 23:04
Bonjour,
cet après midi c'était le méla qui était à l'essai.
j'ai commencé avec une fraise à pastille jetable Ø8 Z1, RAS
ensuite une fraise à pastille soudée dent droite Ø10 Z2, je suis descendu jusqu' à 14mm en 1 passe, j'ai arrêté de plonger le PX étant un 16mm.
puis l'hémisphérique à pastille soudée Ø10.2 Z2 une passe à 15mm de profondeur. L'état de l'arête très moyenne du coup je suis repassé à une profondeur de rayon c'était beaucoup mieux mais pas parfait.
je suis passé au chanfrein, nickel. j'ai repris l'hémisphérique en baissant le coèf F c'était presque parfait. une autre passe en le réduisant encore et là c'était bon. du coup vu que j'ai fais la modif sur le Type d'outils il faudra que je la réessaye sur les autres matières, voir par exemple si ça ne chauffe pas sur le chêne.
ensuite la fraise avec pastille jetable Ø22 Z1 je ne me suis pas attardé mais c'était pas super. je pense qu'elle tournait trop vite et vu son poids il devais y avoir du balourd, je n'ai trouvé nul part le rpm max pour ce type de fraise, je l'ai programmé à 9000, je referait une session spéciale pour celle ci dans divers matériaux.
la suivante c'était une hélicoïdale Z2, pas d'éclats mais pas super je n'ai pas insisté puisque je pense que se n'ai pas des fraise adaptées à la mélamine, ça relève le copeau trop vite et cela laisse un aspect granuleux sur l'arête comme des micro-éclats. Ensuit c'était sa grande sœur en Ø6 hémisphérique, et la bonjour les dégâts, une autre passe en réduisant l'avance et toujours pareil des éclats d'un bon mm tout le long. Se type de fraise est à bannir pour le mélaminé.
la dent droite carbure Ø2 Z2 a passé le test avec succès.
puis une autre hélicoïdale Ø1mm z2, elle n'a pas finie sa rainure, DCD avant, je pense que l'ep de la mélamine en rapport avec le diamètre de la fraise était trop important, de toute façon j'ai décidé de ne plus utiliser se type de fraise dans la mélamine. mais bon fallait bien que je test jusqu'au bout.
Puis est venu le perçage. mèche de perçage Ø8. les premier percement n'on pas été très bien. J'ai fini par arriver à un coèf de plongée de 0.4 pour avoir un beau percement .Le Ø5 avec les mêmes coèf était parfait aussi.
j'ai gardé le dernier pour la fin, persuadé d'avoir un percement moyen et en faite en gardant les mêmes coèf de plongée que les précédente j'ai fais un trou splendide pour du foret HSS Ø8.5.
Bon le mélaminé est quand même un matériaux spécial vu sa fragilité. toutes les fraises adaptées on fait le job.
Dans la semaine je testerai l'Osb, le MDF voir + si affinités. Et je vous promet de ne plus balancer un pavé comme celui la.
a+ Pulco.
cet après midi c'était le méla qui était à l'essai.
j'ai commencé avec une fraise à pastille jetable Ø8 Z1, RAS
ensuite une fraise à pastille soudée dent droite Ø10 Z2, je suis descendu jusqu' à 14mm en 1 passe, j'ai arrêté de plonger le PX étant un 16mm.
puis l'hémisphérique à pastille soudée Ø10.2 Z2 une passe à 15mm de profondeur. L'état de l'arête très moyenne du coup je suis repassé à une profondeur de rayon c'était beaucoup mieux mais pas parfait.
je suis passé au chanfrein, nickel. j'ai repris l'hémisphérique en baissant le coèf F c'était presque parfait. une autre passe en le réduisant encore et là c'était bon. du coup vu que j'ai fais la modif sur le Type d'outils il faudra que je la réessaye sur les autres matières, voir par exemple si ça ne chauffe pas sur le chêne.
ensuite la fraise avec pastille jetable Ø22 Z1 je ne me suis pas attardé mais c'était pas super. je pense qu'elle tournait trop vite et vu son poids il devais y avoir du balourd, je n'ai trouvé nul part le rpm max pour ce type de fraise, je l'ai programmé à 9000, je referait une session spéciale pour celle ci dans divers matériaux.
la suivante c'était une hélicoïdale Z2, pas d'éclats mais pas super je n'ai pas insisté puisque je pense que se n'ai pas des fraise adaptées à la mélamine, ça relève le copeau trop vite et cela laisse un aspect granuleux sur l'arête comme des micro-éclats. Ensuit c'était sa grande sœur en Ø6 hémisphérique, et la bonjour les dégâts, une autre passe en réduisant l'avance et toujours pareil des éclats d'un bon mm tout le long. Se type de fraise est à bannir pour le mélaminé.
la dent droite carbure Ø2 Z2 a passé le test avec succès.
puis une autre hélicoïdale Ø1mm z2, elle n'a pas finie sa rainure, DCD avant, je pense que l'ep de la mélamine en rapport avec le diamètre de la fraise était trop important, de toute façon j'ai décidé de ne plus utiliser se type de fraise dans la mélamine. mais bon fallait bien que je test jusqu'au bout.
Puis est venu le perçage. mèche de perçage Ø8. les premier percement n'on pas été très bien. J'ai fini par arriver à un coèf de plongée de 0.4 pour avoir un beau percement .Le Ø5 avec les mêmes coèf était parfait aussi.
j'ai gardé le dernier pour la fin, persuadé d'avoir un percement moyen et en faite en gardant les mêmes coèf de plongée que les précédente j'ai fais un trou splendide pour du foret HSS Ø8.5.
Bon le mélaminé est quand même un matériaux spécial vu sa fragilité. toutes les fraises adaptées on fait le job.
Dans la semaine je testerai l'Osb, le MDF voir + si affinités. Et je vous promet de ne plus balancer un pavé comme celui la.
a+ Pulco.
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Vitesse de rotation et avance
![]() Pulco Lun 26 Juin 2017 - 0:46
Pulco Lun 26 Juin 2017 - 0:46
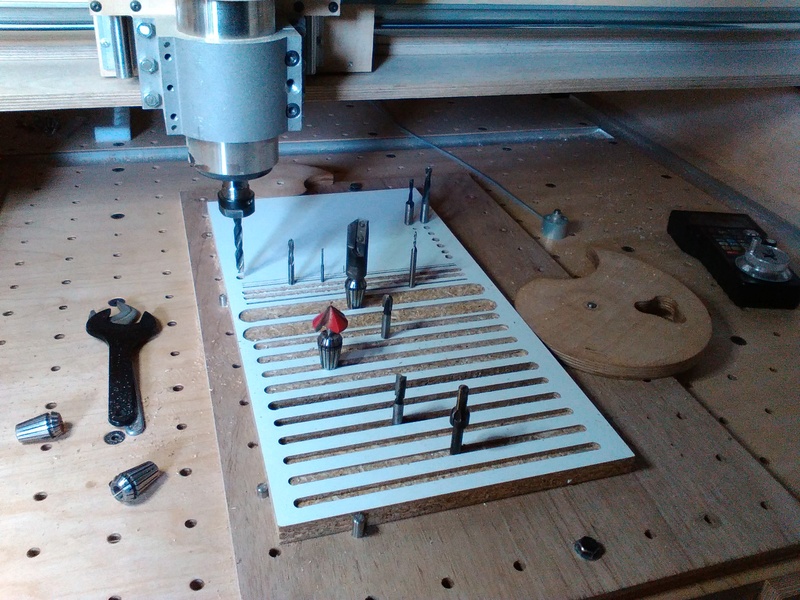
Je viens de prendre des détails du test de vitesse de rotation et d'avance sur le méla.
Percement au foret HSS 8.5 (réglage S 6000 F 147)

Les rainures faite avec les fraises cylindriques.
pour la Z1 S 12000 et F 1094
pour la pastilles soudées S 20821 et F 3000

Puis le chanfrein S 24000, F 2213
et hémisphérique S 24000, F 2245

Edit: la rainure du haut est faite avec la fraise Ø22 Z1 S 9000 F 2297
A Bientôt,
Pulco
Percement au foret HSS 8.5 (réglage S 6000 F 147)
Les rainures faite avec les fraises cylindriques.
pour la Z1 S 12000 et F 1094
pour la pastilles soudées S 20821 et F 3000
Puis le chanfrein S 24000, F 2213
et hémisphérique S 24000, F 2245
Edit: la rainure du haut est faite avec la fraise Ø22 Z1 S 9000 F 2297
A Bientôt,
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Vitesse de rotation et avance
![]() Pulco Mar 27 Juin 2017 - 1:31
Pulco Mar 27 Juin 2017 - 1:31
Bonsoir,
Je reviens de l'atelier, aujourd'hui pas d'essai, j'avais 2 pièces à faire de 256 X 83 en plexi de 4.2 d'ep.
Pour le fraisage, fraise à 45° Z2 S 8523 et vitesse de plongée 97.
Pour la découpe et les percements une fraise hélicoïdale "spirale" Ø2 Z2 S15000 F3000 incrément 0.19
Quelques photos des pièces, pas de finition, juste un coup de chiffon.

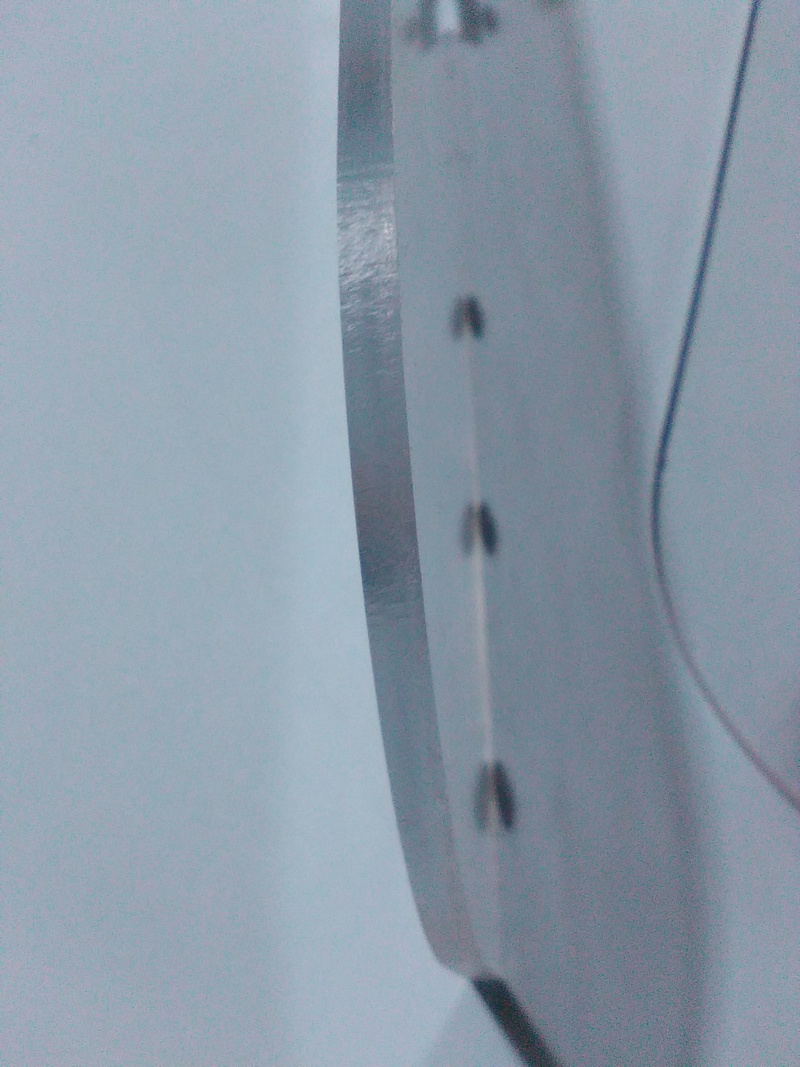

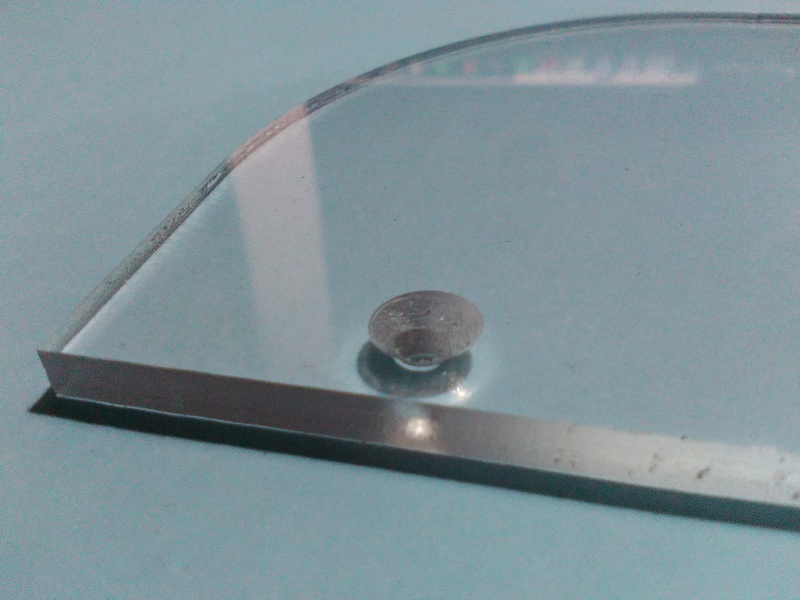
à l'œil nu c'est propre, sur les photos on aperçois des petits défauts. je peu encore faire des réglages, ou peut être utiliser un type de fraise mieux adapté.
je ne suis pas avare de conseils, ceux qui ont l'habitude du plexi pourront nous en dire 2 mots.
Bonne soirée à tous.
Pulco
Je reviens de l'atelier, aujourd'hui pas d'essai, j'avais 2 pièces à faire de 256 X 83 en plexi de 4.2 d'ep.
Pour le fraisage, fraise à 45° Z2 S 8523 et vitesse de plongée 97.
Pour la découpe et les percements une fraise hélicoïdale "spirale" Ø2 Z2 S15000 F3000 incrément 0.19
Quelques photos des pièces, pas de finition, juste un coup de chiffon.
à l'œil nu c'est propre, sur les photos on aperçois des petits défauts. je peu encore faire des réglages, ou peut être utiliser un type de fraise mieux adapté.
je ne suis pas avare de conseils, ceux qui ont l'habitude du plexi pourront nous en dire 2 mots.
Bonne soirée à tous.
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Vitesse de rotation et avance
![]() nagut Mar 27 Juin 2017 - 7:37
nagut Mar 27 Juin 2017 - 7:37
Salut
je les trouve très propre tes pièces
a tu arrosé ?
ce qui marche le mieux avec le pléxi, c'est le pétrole
au boulot on mélangeait de l'huile de coupe avec du pétrole ( 50/50 ), mais s'était en tournage ( décolletage ).
je les trouve très propre tes pièces
a tu arrosé ?
ce qui marche le mieux avec le pléxi, c'est le pétrole
au boulot on mélangeait de l'huile de coupe avec du pétrole ( 50/50 ), mais s'était en tournage ( décolletage ).

nagut- complétement accro

- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: Vitesse de rotation et avance
![]() Pulco Mar 27 Juin 2017 - 13:28
Pulco Mar 27 Juin 2017 - 13:28
Bonjour,
Je n'ai pas de pissette c'est une machine toute en bois, donc j'ai pris un aérosol silicone.
ça me donne une idée, je pourrai préparer une mixture huile de coupe /pétrole dans un pulvé (genre pour laver les vitres).
Merci nagut
A+ Pulco
Je n'ai pas de pissette c'est une machine toute en bois, donc j'ai pris un aérosol silicone.
ça me donne une idée, je pourrai préparer une mixture huile de coupe /pétrole dans un pulvé (genre pour laver les vitres).
Merci nagut
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Vitesse de rotation et avance
![]() dh42 Mar 27 Juin 2017 - 20:23
dh42 Mar 27 Juin 2017 - 20:23
Salut
C'est bien propre comme coupe.
C'est du 'vrai' plexi (PMMA) ? ; car suivant les plastiques, les résultats peuvent être très différents. Pour ma part les quelques pièces transparentes que j'ai fait sont en PC (polycarbonate), plus connu sous le nom Makrolon ou Lexan ; ça s'usine très bien et ce n'est pas du tout cassant contrairement au plexiglass. (mais c'est cher)
En général dans les plastiques, je tourne à 60m/min pour la Vc, avec une grosse avance/dent (Fz) pour éviter la fonte (1/50 voir 1/25 du Ø de la fraise)
Je travail à sec, ou dans le pire des cas avec de l'AC pour refroidir. (mais ça fout des copeaux de partout)
++
David
C'est bien propre comme coupe.
C'est du 'vrai' plexi (PMMA) ? ; car suivant les plastiques, les résultats peuvent être très différents. Pour ma part les quelques pièces transparentes que j'ai fait sont en PC (polycarbonate), plus connu sous le nom Makrolon ou Lexan ; ça s'usine très bien et ce n'est pas du tout cassant contrairement au plexiglass. (mais c'est cher)
En général dans les plastiques, je tourne à 60m/min pour la Vc, avec une grosse avance/dent (Fz) pour éviter la fonte (1/50 voir 1/25 du Ø de la fraise)
Je travail à sec, ou dans le pire des cas avec de l'AC pour refroidir. (mais ça fout des copeaux de partout)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Vitesse de rotation et avance
![]() ramses Mar 27 Juin 2017 - 22:33
ramses Mar 27 Juin 2017 - 22:33
bonsoir a tous,
superbes decoupes et fraisage !
Pour moi, meme recette que David pour "tailler" les plastiques ... j'avance "de bon coeur" dans la matiere, je tourne le plus lentement possible, fraise 1 seul dent et de l'air comprime pour refroidir si ca semble coller. Mais pas toujours facile en fonction du "plastique"
un exemple de decoupe avec un plastique colore de "recup" dont je ne connais pas la ref (boite mecano "maison" pour la classe de mon instit d'epouse) !!! ce plastique-la, c'etait "limite" sans air comprime mais le resultat a la decoupe est tip-top :
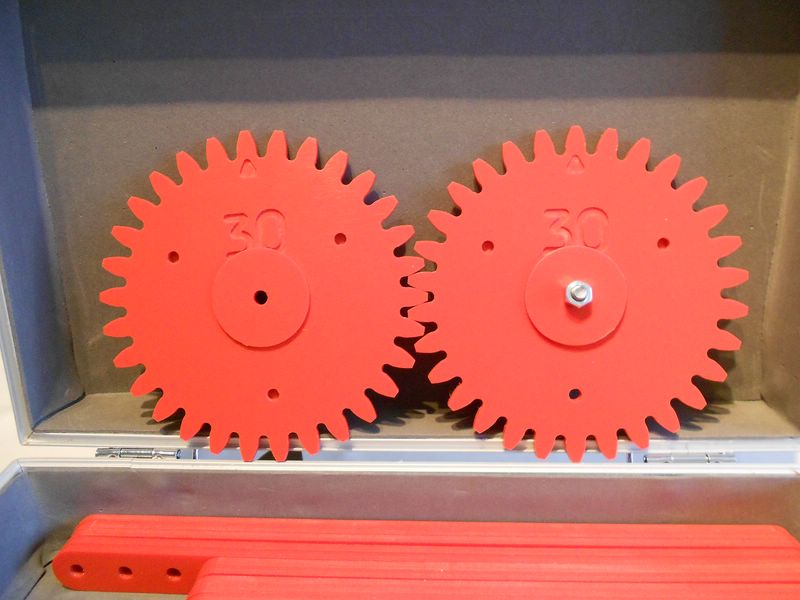
Juste un regret pour les plastiques "transparents", difficile d'obtenir un etat de surface "transparent" dans les poches !
Bien a vous tous
superbes decoupes et fraisage !
Pour moi, meme recette que David pour "tailler" les plastiques ... j'avance "de bon coeur" dans la matiere, je tourne le plus lentement possible, fraise 1 seul dent et de l'air comprime pour refroidir si ca semble coller. Mais pas toujours facile en fonction du "plastique"
un exemple de decoupe avec un plastique colore de "recup" dont je ne connais pas la ref (boite mecano "maison" pour la classe de mon instit d'epouse) !!! ce plastique-la, c'etait "limite" sans air comprime mais le resultat a la decoupe est tip-top :
Juste un regret pour les plastiques "transparents", difficile d'obtenir un etat de surface "transparent" dans les poches !
Bien a vous tous

ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Vitesse de rotation et avance
![]() dh42 Mar 27 Juin 2017 - 23:13
dh42 Mar 27 Juin 2017 - 23:13
Salut,
Sur le PMMA, on peut retrouver la brillance/transparence en chauffant à l'aide d'un petit chalumeau, ou d'un décapeur thermique ... (ou tu peux aussi te retrouver avec un truc tout cramé et bon à jeter si tu n'a pas le coup de main )
)
++
David
Juste un regret pour les plastiques "transparents", difficile d'obtenir un etat de surface "transparent" dans les poches !
Sur le PMMA, on peut retrouver la brillance/transparence en chauffant à l'aide d'un petit chalumeau, ou d'un décapeur thermique ... (ou tu peux aussi te retrouver avec un truc tout cramé et bon à jeter si tu n'a pas le coup de main
)++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Vitesse de rotation et avance
![]() nagut Mer 28 Juin 2017 - 11:15
nagut Mer 28 Juin 2017 - 11:15
dh42 a écrit:Salut,
Sur le PMMA, on peut retrouver la brillance/transparence en chauffant à l'aide d'un petit chalumeau, ou d'un décapeur thermique ... (ou tu peux aussi te retrouver avec un truc tout cramé et bon à jeter si tu n'a pas le coup de main
++
David
j'ai essayé une fois au décapeur, comme tu dit: il faut en bruler pas mal avant d'y arriver !
pour le mélange huile/pétrole, je fabriquai ces pièces en PMMA; il fallai que çà reste transparent
le client emboitait une led dans le trou et la lumière ressortait à l'autre bout donc il ne fallait pas que çà soit ternis.
ce qui posai le plus de problème c'est le tronçonnage
 " />
" />il y a des reflets sur la photo mais c'est propre
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: Vitesse de rotation et avance
![]() Pulco Mer 28 Juin 2017 - 13:09
Pulco Mer 28 Juin 2017 - 13:09
Bonjour
heu..., non, c'est vrai plexi (GSB) Grande Surface de Bricolage.
Avec le PHED (j'utilise du PHED 500 vendu comme billot ou plan de travail chez les fournisseur de resto)
pour une plaque de 500 X 300 X 20 il faut compter 25€ frais de port compris.
Avec se matériau je tombe comme tu dis entre 1/50 et 1/25 du Ø par contre en Vc je suis à 151.
voila ce que cela donne avec une Vc passée à 60 (avec une finition d'usinage identique)


sur la feuille de calcul la Vc est en relation direct avec l'avance maxi
J'ai ajouté une colonne "F Max" dans la BD Brut pour ralentir l'usinage sur certain matériau,
qui permet de changer la Vitesse de coupe. (pour le matériau sélectionné)
On peut aussi limiter la vitesse de coupe en réglant la "F Max Cnc" ( en haut à droite sur la feuille ). (pour tous les usinages)
On vois bien que l'avance par dent (la Fz) change selon le type d'outils utilisé
avec une fraise carbure cylindrique dent droite Ø2 Z2 la Fz est à 0.083 (1/24 du Ø de la fraise)
avec une fraise carbure hélicoïdale spirale Ø2 Z2 la Fz est à 0.042 (1/48 du Ø de la fraise)
ces 2 fraises on une finition différente. dans le premier cas on aura plutôt des cotes (petites strilles perpendiculaire à l'épaisseur), dans le deuxième cas c'est plutôt le bas de la dent qui marque et on aura des rayure parallèle à l'épaisseur.
Avec la fraise spirale l'usinage est plus lent mais dans le Ø2 on la trouve à 22mm de longueur taillée, ce qui permet de découper en 1 usinage un panneau de 2 cm, contrairement à la fraise cylindrique que l'on peut avoir qu'en 17mm de longueur taillée.
Avec 1 seule dent l'avance est réduite mais si la qualité d'usinage est meilleur ça vaut le coup d'attendre un peu plus longtemps pour que sa pièce soit finie.
je vais en commander pour faire des testes.
@Daniel ta pièce à l'air assez petite elle fait quelle dimension?
PS: j'ai refait quelques mise à jour sur le fichier.
A+ Pulco
dh42 a écrit:C'est du 'vrai' plexi (PMMA) ?
heu..., non, c'est vrai plexi (GSB) Grande Surface de Bricolage.
dh42 a écrit:En général dans les plastiques, je tourne à 60m/min pour la Vc, avec une grosse avance/dent (Fz) pour éviter la fonte (1/50 voir 1/25 du Ø de la fraise)
Avec le PHED (j'utilise du PHED 500 vendu comme billot ou plan de travail chez les fournisseur de resto)
pour une plaque de 500 X 300 X 20 il faut compter 25€ frais de port compris.
Avec se matériau je tombe comme tu dis entre 1/50 et 1/25 du Ø par contre en Vc je suis à 151.
voila ce que cela donne avec une Vc passée à 60 (avec une finition d'usinage identique)
sur la feuille de calcul la Vc est en relation direct avec l'avance maxi
J'ai ajouté une colonne "F Max" dans la BD Brut pour ralentir l'usinage sur certain matériau,
qui permet de changer la Vitesse de coupe. (pour le matériau sélectionné)
On peut aussi limiter la vitesse de coupe en réglant la "F Max Cnc" ( en haut à droite sur la feuille ). (pour tous les usinages)
On vois bien que l'avance par dent (la Fz) change selon le type d'outils utilisé
avec une fraise carbure cylindrique dent droite Ø2 Z2 la Fz est à 0.083 (1/24 du Ø de la fraise)
avec une fraise carbure hélicoïdale spirale Ø2 Z2 la Fz est à 0.042 (1/48 du Ø de la fraise)
ces 2 fraises on une finition différente. dans le premier cas on aura plutôt des cotes (petites strilles perpendiculaire à l'épaisseur), dans le deuxième cas c'est plutôt le bas de la dent qui marque et on aura des rayure parallèle à l'épaisseur.
Avec la fraise spirale l'usinage est plus lent mais dans le Ø2 on la trouve à 22mm de longueur taillée, ce qui permet de découper en 1 usinage un panneau de 2 cm, contrairement à la fraise cylindrique que l'on peut avoir qu'en 17mm de longueur taillée.
ramses a écrit:je tourne le plus lentement possible, fraise 1 seul dent
Avec 1 seule dent l'avance est réduite mais si la qualité d'usinage est meilleur ça vaut le coup d'attendre un peu plus longtemps pour que sa pièce soit finie.
je vais en commander pour faire des testes.
@Daniel ta pièce à l'air assez petite elle fait quelle dimension?
PS: j'ai refait quelques mise à jour sur le fichier.
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Vitesse de rotation et avance
![]() nagut Mer 28 Juin 2017 - 13:45
nagut Mer 28 Juin 2017 - 13:45
Pulco a écrit:Bonjour
@Daniel ta pièce à l'air assez petite elle fait quelle dimension?
PS: j'ai refait quelques mise à jour sur le fichier.
A+ Pulco
Ø 5, longueur 48
mais on est en tournage, bon la question des avances reste la mème ; pour le perçage je me rappel que j'avançais fort.
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: Vitesse de rotation et avance
![]() dh42 Mer 28 Juin 2017 - 18:49
dh42 Mer 28 Juin 2017 - 18:49
Salut
Chez moi ils vendent un truc appelé 'verre synthétique' (Brico depot), et en fait c'est du polystyrène extrudé si j'ai bien compris ; la tu a intérêt à avoir une grosse avance, sinon tu fais de la barbapapa ! et ça ne tient pas du tout à la chaleur ; je m'était fait ch** à faire des carters pour la Z1, histoire de ne pas foutre des copeaux de partout, et bien les copeaux d'acier arrivaient à passer au travers de la vitre au bout d'un moment ! j'ai du revenir au polycarbonate (et le plexi, lui il ne supportait pas les chocs, ça se fendait pour un oui ou un non)
++
David
heu..., non, c'est vrai plexi (GSB) Grande Surface de Bricolage.
Chez moi ils vendent un truc appelé 'verre synthétique' (Brico depot), et en fait c'est du polystyrène extrudé si j'ai bien compris ; la tu a intérêt à avoir une grosse avance, sinon tu fais de la barbapapa ! et ça ne tient pas du tout à la chaleur ; je m'était fait ch** à faire des carters pour la Z1, histoire de ne pas foutre des copeaux de partout, et bien les copeaux d'acier arrivaient à passer au travers de la vitre au bout d'un moment ! j'ai du revenir au polycarbonate (et le plexi, lui il ne supportait pas les chocs, ça se fendait pour un oui ou un non)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Vitesse de rotation et avance
![]() Pulco Sam 1 Juil 2017 - 2:26
Pulco Sam 1 Juil 2017 - 2:26
Bonjour,
Le contreplaqué et l'Osb sont réglés. Je mettrai des photos plus tard.
Aujourd'hui j'ai usiné du PHED, quel bonheur de ne pas a avoir à tâtonner pour trouver les vitesse de rotation,
avance et plongée selon le type d'outils et le diamètre. Finition propre, pas de bavure, pas de casse.
il y a longtemps que j'aurai du faire se fichier!
Sur Excel j'ai ajouté un champ "Note" à chaque base de donnée, dans lesquels on pourra noter tous les choses utiles pour les prochaine utilisation. exemple: " avec le matériau X ne pas utiliser se type d'outil ", " Plus qu'un en stock, a commander " , "entrée et sortie de matière mieux adapté"....
le rappel et la modification des notes se fait sur les sélections en cours par une boite de dialogue.
Comme je ne ferai pas de métal et pour ceux qui sont intéressé si vous avez déjà des données pour la base "BD Brut"
vous pouvez me les faire parvenir par MP que je mette le fichier à jour.
j'aurai besoin dans la base "BD Brut "de la catégorie (colonne D), de l'intitulé (colonne E) le coèf passe (F) Coèf plongée (G)
et la valeur avec tout les chiffres après la virgule ( colonne K).
Si vous avez d'autres matériaux exotique je prend aussi.
Pour le même matériaux il y aura des fournisseurs, des marques et qualités différente il suffira de le noter dans libeller ( Plexi saint-Gobain ref XXX, Plexi BricoTruc,Plexi cabine Caterpillar )et l'utilisateur en fonction de la provenance de son brut n'aura qu'a sélectionner le brut le plus adéquat.
Bonne journée à tous
Pulco
Le contreplaqué et l'Osb sont réglés. Je mettrai des photos plus tard.
Aujourd'hui j'ai usiné du PHED, quel bonheur de ne pas a avoir à tâtonner pour trouver les vitesse de rotation,
avance et plongée selon le type d'outils et le diamètre. Finition propre, pas de bavure, pas de casse.
il y a longtemps que j'aurai du faire se fichier!
Sur Excel j'ai ajouté un champ "Note" à chaque base de donnée, dans lesquels on pourra noter tous les choses utiles pour les prochaine utilisation. exemple: " avec le matériau X ne pas utiliser se type d'outil ", " Plus qu'un en stock, a commander " , "entrée et sortie de matière mieux adapté"....
le rappel et la modification des notes se fait sur les sélections en cours par une boite de dialogue.
Comme je ne ferai pas de métal et pour ceux qui sont intéressé si vous avez déjà des données pour la base "BD Brut"
vous pouvez me les faire parvenir par MP que je mette le fichier à jour.
j'aurai besoin dans la base "BD Brut "de la catégorie (colonne D), de l'intitulé (colonne E) le coèf passe (F) Coèf plongée (G)
et la valeur avec tout les chiffres après la virgule ( colonne K).
Si vous avez d'autres matériaux exotique je prend aussi.
Pour le même matériaux il y aura des fournisseurs, des marques et qualités différente il suffira de le noter dans libeller ( Plexi saint-Gobain ref XXX, Plexi BricoTruc,Plexi cabine Caterpillar )et l'utilisateur en fonction de la provenance de son brut n'aura qu'a sélectionner le brut le plus adéquat.
Bonne journée à tous
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Vitesse de rotation et avance
![]() gwez67 Sam 1 Juil 2017 - 11:23
gwez67 Sam 1 Juil 2017 - 11:23
bonjour pulco
d'abord bravo pour ton travail qui va servir à beaucoup de monde.
sous quel tableur as tu fais cette feuille ? sous open office calc, je n'ai pas la belle présentation que tu montres
d'abord bravo pour ton travail qui va servir à beaucoup de monde.
sous quel tableur as tu fais cette feuille ? sous open office calc, je n'ai pas la belle présentation que tu montres

gwez67- très actif
- Messages : 309
Points : 317
Date d'inscription : 21/03/2017
Age : 59
Localisation : france
Re: Vitesse de rotation et avance
![]() Pulco Sam 1 Juil 2017 - 12:56
Pulco Sam 1 Juil 2017 - 12:56
Bonjour,
Je ne connait pas Open Office, et j'ai ouvert le fichier avec, effectivement c'est caca.
bien qu'il ressemble à Excel 95 (celui que je préférait ) je n'ai même pas réussi à faire fonctionner les macros, alors que les options de sécurité sont mise à zéro.
il faudrait que je reste plus longtemps dessus pour voir comment il fonctionne. mais pour l'instant j'ai pas mal de chose en cours.
Désolé pour se Look gwez67, est ce que tu peux au moins faire fonctionner les macros et boite de dialogues ?
Le fichier à été fait avec Excel 2007.
PS: pour les téléchargements avant 11h00, ôtez la protection des 3 feuilles Basse de donnée. Ou retéléchargez.
A+ Pulco
Je ne connait pas Open Office, et j'ai ouvert le fichier avec, effectivement c'est caca.
bien qu'il ressemble à Excel 95 (celui que je préférait ) je n'ai même pas réussi à faire fonctionner les macros, alors que les options de sécurité sont mise à zéro.
il faudrait que je reste plus longtemps dessus pour voir comment il fonctionne. mais pour l'instant j'ai pas mal de chose en cours.
Désolé pour se Look gwez67, est ce que tu peux au moins faire fonctionner les macros et boite de dialogues ?
Le fichier à été fait avec Excel 2007.
PS: pour les téléchargements avant 11h00, ôtez la protection des 3 feuilles Basse de donnée. Ou retéléchargez.
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Vitesse de rotation et avance
![]() silky Mar 19 Sep 2017 - 17:41
silky Mar 19 Sep 2017 - 17:41
bonjour
ce serait pour savoir si le tableau est toujours opérationnel car je constate quelques soucis avec l'utilisation de ce dernier
peut-être ai-je mal configuré les macros?
richard
ce serait pour savoir si le tableau est toujours opérationnel car je constate quelques soucis avec l'utilisation de ce dernier
peut-être ai-je mal configuré les macros?
richard

silky- complétement accro
- Messages : 634
Points : 766
Date d'inscription : 08/10/2013
Age : 69
Localisation : arras
Re: Vitesse de rotation et avance
![]() Pulco Mar 17 Oct 2017 - 16:29
Pulco Mar 17 Oct 2017 - 16:29
Bonjour silky,
C'est une simple base de donnée. Lorsque qu'un outils est bien réglé sur un type de matériel. il faut bien rentrer les premiers chiffres (lorsqu'un travail est parfait et sans bavure)ensuite l'avance et la rotation des outils du même type seront calculé pour le matériel xx.
les premières valeurs doivent être modifiées en fonction de tes matériaux, une fois que les réglage sont parfait, tu clic sur "verifié". ensuite des que tu vois les voyants au vert sur le Brut et sur le Type d'outil tu sais que tu peux y aller les yeux fermer.
a+ Pulco
C'est une simple base de donnée. Lorsque qu'un outils est bien réglé sur un type de matériel. il faut bien rentrer les premiers chiffres (lorsqu'un travail est parfait et sans bavure)ensuite l'avance et la rotation des outils du même type seront calculé pour le matériel xx.
les premières valeurs doivent être modifiées en fonction de tes matériaux, une fois que les réglage sont parfait, tu clic sur "verifié". ensuite des que tu vois les voyants au vert sur le Brut et sur le Type d'outil tu sais que tu peux y aller les yeux fermer.
a+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
transparence des palstiques
![]() CLAUDESAINT Mer 4 Juil 2018 - 15:56
CLAUDESAINT Mer 4 Juil 2018 - 15:56
Bonjour,
Pour obtenir une bonne transparence il faut utiliser un produit liquide a base d'alumine, que l'on applique sur une feutrine (sur une perceuse par exemple), ne pas tourner trop vite 300tr/mn
C'est le procédé que l'on utilisait pour une polisseuse de verre de lunette que nous avions mis au point.
Le verre était taillé à l'aide d'une cn 3 axes et ensuite on le polissait
Salutations
Pour obtenir une bonne transparence il faut utiliser un produit liquide a base d'alumine, que l'on applique sur une feutrine (sur une perceuse par exemple), ne pas tourner trop vite 300tr/mn
C'est le procédé que l'on utilisait pour une polisseuse de verre de lunette que nous avions mis au point.
Le verre était taillé à l'aide d'une cn 3 axes et ensuite on le polissait
Salutations
CLAUDESAINT- petit nouveau

- Messages : 9
Points : 13
Date d'inscription : 04/07/2018
Age : 62
Localisation : LYON
Re: Vitesse de rotation et avance
![]() sangten Mer 4 Juil 2018 - 23:07
sangten Mer 4 Juil 2018 - 23:07
bonsoir
tu remontes un fil vieux d'un an, ce qui aurait tendance à indiquer que le format de date n'est pas paramétré correctemennt dans ton profil.
Tu peux donc modifier le paramètre dans "profil/paramètres/format de date" tout en bas de la page.
En même temps, une petite présentation est toujours bien appréciée.
tu remontes un fil vieux d'un an, ce qui aurait tendance à indiquer que le format de date n'est pas paramétré correctemennt dans ton profil.
Tu peux donc modifier le paramètre dans "profil/paramètres/format de date" tout en bas de la page.
En même temps, une petite présentation est toujours bien appréciée.
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.

sangten- Modérateur

- Messages : 15090
Points : 20502
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne

 Sujets similaires
Sujets similaires» [Ultra Low Cost] Ponceuse Stationnaire à Fabriquer
» Vitesse rotation et avance
» Vitesse de rotation ou Vitesses de coupes
» Ecroulement de la vitesse rotation broche
» vitesse de rotation d'un moteur universel
» Vitesse rotation et avance
» Vitesse de rotation ou Vitesses de coupes
» Ecroulement de la vitesse rotation broche
» vitesse de rotation d'un moteur universel
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum