






bon à savoir où comment dissoudre du HIPS sans faire oups
+3
Woody3dP
nono30
gwez67
7 participants
Page 1 sur 1

 bon à savoir où comment dissoudre du HIPS sans faire oups
bon à savoir où comment dissoudre du HIPS sans faire oups
![]() gwez67 Jeu 30 Mar 2017 - 12:49
gwez67 Jeu 30 Mar 2017 - 12:49
bonjour tout le monde,
les imprimantes FDM avec double tête d'extrusion permettent des choses bien intéressantes et en particulier elles offrent la possibilité de faire des pièces complexes et / où fonctionnelles en utilisant des parties support en HIPS (High Impact Polystyrene autrement dit du polystyrène choc) qui est un plastique soluble.

et c'est là où le bas blesse car certains vendent le produit de dissolution le d limonene à prix d'or comme on peut le constater chez Machine-3d où on le trouve à 19,90 € h.t.
http://www.machines-3d.com/recherche-resultats.php?search_in_description=1&ac_keywords=d+limonene
heureusement certains se sont penchés sur la question sérieusement et on découvert que la composition du d limone est très très très proche de l'essence de térébenthine
chez casto (comme chacun sait il y a tout ce qu'il faut) l'essence de térébenthine est à 6 € / litre (http://www.castorama.fr/store/Essence-de-terebenthine-pure-gemme-1-L-PRDm733805.html) ce qui divise le prix de machines-3d par 3 (normal 3d ... 3 *)
*)
un autre matériaux de support est le PVA qui lui est soluble dans l'eau mais qui n'est pas compatible avec l'ABS.
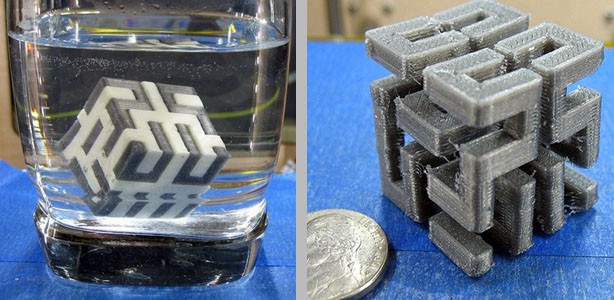
Nota : pour ceux qui ne l'on jamais fait, ne soyez pas presser, une telle dissolution (on devrait peut être plutôt parler de ramollissement) prend un peu de temps, pas que 2 heures quoi
* j'ai un peu faire dire aux chiffres ce qui m'arrangeaient en effet si on rajoute la TVA et que l'on a la mauvaise idée de commander 1 litre sans rien d'autre, on en arrive à 30 € le litre http://www.machines-3d.com/mon_panier.php et à ce prix là il y a quand même des tas de liquides drolement plus passionnant
en effet si on rajoute la TVA et que l'on a la mauvaise idée de commander 1 litre sans rien d'autre, on en arrive à 30 € le litre http://www.machines-3d.com/mon_panier.php et à ce prix là il y a quand même des tas de liquides drolement plus passionnant 
les imprimantes FDM avec double tête d'extrusion permettent des choses bien intéressantes et en particulier elles offrent la possibilité de faire des pièces complexes et / où fonctionnelles en utilisant des parties support en HIPS (High Impact Polystyrene autrement dit du polystyrène choc) qui est un plastique soluble.
et c'est là où le bas blesse car certains vendent le produit de dissolution le d limonene à prix d'or comme on peut le constater chez Machine-3d où on le trouve à 19,90 € h.t.
http://www.machines-3d.com/recherche-resultats.php?search_in_description=1&ac_keywords=d+limonene
heureusement certains se sont penchés sur la question sérieusement et on découvert que la composition du d limone est très très très proche de l'essence de térébenthine
chez casto (comme chacun sait il y a tout ce qu'il faut) l'essence de térébenthine est à 6 € / litre (http://www.castorama.fr/store/Essence-de-terebenthine-pure-gemme-1-L-PRDm733805.html) ce qui divise le prix de machines-3d par 3 (normal 3d ... 3
*)un autre matériaux de support est le PVA qui lui est soluble dans l'eau mais qui n'est pas compatible avec l'ABS.
Nota : pour ceux qui ne l'on jamais fait, ne soyez pas presser, une telle dissolution (on devrait peut être plutôt parler de ramollissement) prend un peu de temps, pas que 2 heures quoi
* j'ai un peu faire dire aux chiffres ce qui m'arrangeaient
en effet si on rajoute la TVA et que l'on a la mauvaise idée de commander 1 litre sans rien d'autre, on en arrive à 30 € le litre http://www.machines-3d.com/mon_panier.php et à ce prix là il y a quand même des tas de liquides drolement plus passionnant 
gwez67- très actif

- Messages : 309
Points : 317
Date d'inscription : 21/03/2017
Age : 59
Localisation : france

Re: bon à savoir où comment dissoudre du HIPS sans faire oups
![]() nono30 Jeu 21 Sep 2017 - 9:07
nono30 Jeu 21 Sep 2017 - 9:07
merci gwez  pour ce truc comme j'ai commandé du HIPS comme support pour l' ABS ça va bien me servir. Vu le prix du PVA c'est la solution la moins chère pour des supports et en plus maintenant on peut le dissoudre pour un prix bas.
pour ce truc comme j'ai commandé du HIPS comme support pour l' ABS ça va bien me servir. Vu le prix du PVA c'est la solution la moins chère pour des supports et en plus maintenant on peut le dissoudre pour un prix bas.
pour ce truc comme j'ai commandé du HIPS comme support pour l' ABS ça va bien me servir. Vu le prix du PVA c'est la solution la moins chère pour des supports et en plus maintenant on peut le dissoudre pour un prix bas.
nono30- complétement accro

- Messages : 2214
Points : 2291
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: bon à savoir où comment dissoudre du HIPS sans faire oups
![]() Woody3dP Dim 24 Sep 2017 - 8:54
Woody3dP Dim 24 Sep 2017 - 8:54
Je ne connaissais pas pour l'essence de therebentine en remplacement du D limonene. Le D limonene est recommandé pour le remplacement du PEI sur la prusa i3 mk2.
Merci pour l'info.
Merci pour l'info.

Woody3dP- acharné du forum

- Messages : 429
Points : 515
Date d'inscription : 19/08/2017
Age : 48
Localisation : france -

Re: bon à savoir où comment dissoudre du HIPS sans faire oups
![]() Rio31 Ven 11 Mai 2018 - 19:44
Rio31 Ven 11 Mai 2018 - 19:44
Bonsoir,
J'ai un mal fou à calibrer le HIPS ... Sur mon cube de calibration en paroi mince, j'ai du monté à 270° pour avoir une bonne liaison entre les couches, et j'ai des défauts dans les angles qui ressemble à une surextrusion, et pourtant mon épaisseur de paroi est correcte ...
Quels paramètres utilisez vous pour le HIPS ?
J'ai un mal fou à calibrer le HIPS ... Sur mon cube de calibration en paroi mince, j'ai du monté à 270° pour avoir une bonne liaison entre les couches, et j'ai des défauts dans les angles qui ressemble à une surextrusion, et pourtant mon épaisseur de paroi est correcte ...
Quels paramètres utilisez vous pour le HIPS ?

Rio31- complétement accro
- Messages : 1261
Points : 1354
Date d'inscription : 21/03/2018
Age : 77
Localisation : Tarn et Garonne -
Re: bon à savoir où comment dissoudre du HIPS sans faire oups
![]() ramses Ven 11 Mai 2018 - 21:53
ramses Ven 11 Mai 2018 - 21:53
Bonsoir a tous,
j'ai rencontré des problèmes avec le HIPS au début...
L'impression en elle-même se passait bien mais j'avais des décollements de la pièce après une 10aine de minutes d'impression ... j'ai essaye pas mal de paramétrage en t° et type de remplissage, le nid d'abeille apportant moins de contrainte ,néanmoins, même pour des surfaces réduites, ça décollait à chaque fois. Après avoir essayé pas mal de trucs et en avoir discuté avec Nono, j'ai fini par faire un essai sans ventilation. Sans ventil du tout, les contraintes semblent moins importantes, en tous cas je n'ai plus eu de décollement pour les pièces que j'imprimais.
Je n'en ai pas encore parlé sur le forum car je voulais imprimer quelques pièces de surface plus importante pour confirmer avant d'en parler ... ca ne devrait plus tarder.
Pour ton info, je suis à 235° et 230° à l'extrudeur avec un lit à 90° et 85°. Une chose que j'ai remarqué aussi, c'est que mon carton de 20cm de haut entourant l'imprimante (mais sans fermeture supérieure) fait énormément de bien niveau qualité et état de surface des parois ! (et pas que pour le HIPS ...)
Bien à vous tous
j'ai rencontré des problèmes avec le HIPS au début...
L'impression en elle-même se passait bien mais j'avais des décollements de la pièce après une 10aine de minutes d'impression ... j'ai essaye pas mal de paramétrage en t° et type de remplissage, le nid d'abeille apportant moins de contrainte ,néanmoins, même pour des surfaces réduites, ça décollait à chaque fois. Après avoir essayé pas mal de trucs et en avoir discuté avec Nono, j'ai fini par faire un essai sans ventilation. Sans ventil du tout, les contraintes semblent moins importantes, en tous cas je n'ai plus eu de décollement pour les pièces que j'imprimais.
Je n'en ai pas encore parlé sur le forum car je voulais imprimer quelques pièces de surface plus importante pour confirmer avant d'en parler ... ca ne devrait plus tarder.
Pour ton info, je suis à 235° et 230° à l'extrudeur avec un lit à 90° et 85°. Une chose que j'ai remarqué aussi, c'est que mon carton de 20cm de haut entourant l'imprimante (mais sans fermeture supérieure) fait énormément de bien niveau qualité et état de surface des parois ! (et pas que pour le HIPS ...)
Bien à vous tous

ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: bon à savoir où comment dissoudre du HIPS sans faire oups
![]() Rio31 Sam 12 Mai 2018 - 8:00
Rio31 Sam 12 Mai 2018 - 8:00
Bonjour Ramses,
Merci des infos, et du truc avec le carton, mais çà ne va pas nous aider pour surveiller l'imprimante à distance !!! Tu le mets aussi pour le PLA ?
Mon problème ne vient pas du décollement, aucun souci de ce côté mais d'angles mal formés lorsque je fais le test du cube en spiral vase. Et j'ai le même souci avec l'ABS, problème qui disparaît totalement si je fais un cube plein.
J'ai essayé plusieurs paramétrages pour arriver à la conclusion qu'il faut imprimer l'ABS et le HIPS nettement moins vite que le PLA. Moyennant quoi, mes cubes pleins sont parfaits en aspect et dimensionnement mais il y a toujours des défauts sur les coins des parois minces. Çà ressemble un peu à ce que dit Woody dans son tuto sur le linear advance, çà voudrait dire que le K est trop faible et qu'il y a surextrusion dans les angles, mais comme il est déjà à 200 du fait du MMU, je ne sais pas si je peux l'augmenter encore ...
Par ailleurs en température, je suis obligé de mettre l'ABS à 270°, le HIPS à 260° et même le PLA à 220° pour avoir une bonne adhérence de couches. Je me demande si ma thermistance est bien calibrée. J'ai fait quelques mesures de température de buse, ce n'est pas facile mais je trouve une quinzaine de degrés en moins par rapport à la consigne. J'ai une autre thermistance de mon ancien extrudeur, je vais l'essayer et faire des mesures de températures comparatives, même si elles ne sont pas justes dans l'absolu, j'aurai une idée de la différence entre les deux.
Merci des infos, et du truc avec le carton, mais çà ne va pas nous aider pour surveiller l'imprimante à distance !!!
Tu le mets aussi pour le PLA ?Mon problème ne vient pas du décollement, aucun souci de ce côté mais d'angles mal formés lorsque je fais le test du cube en spiral vase. Et j'ai le même souci avec l'ABS, problème qui disparaît totalement si je fais un cube plein.
J'ai essayé plusieurs paramétrages pour arriver à la conclusion qu'il faut imprimer l'ABS et le HIPS nettement moins vite que le PLA. Moyennant quoi, mes cubes pleins sont parfaits en aspect et dimensionnement mais il y a toujours des défauts sur les coins des parois minces. Çà ressemble un peu à ce que dit Woody dans son tuto sur le linear advance, çà voudrait dire que le K est trop faible et qu'il y a surextrusion dans les angles, mais comme il est déjà à 200 du fait du MMU, je ne sais pas si je peux l'augmenter encore ...
Par ailleurs en température, je suis obligé de mettre l'ABS à 270°, le HIPS à 260° et même le PLA à 220° pour avoir une bonne adhérence de couches. Je me demande si ma thermistance est bien calibrée. J'ai fait quelques mesures de température de buse, ce n'est pas facile mais je trouve une quinzaine de degrés en moins par rapport à la consigne. J'ai une autre thermistance de mon ancien extrudeur, je vais l'essayer et faire des mesures de températures comparatives, même si elles ne sont pas justes dans l'absolu, j'aurai une idée de la différence entre les deux.
Rio31- complétement accro
- Messages : 1261
Points : 1354
Date d'inscription : 21/03/2018
Age : 77
Localisation : Tarn et Garonne -
Re: bon à savoir où comment dissoudre du HIPS sans faire oups
![]() Hervé-34 Jeu 25 Oct 2018 - 23:13
Hervé-34 Jeu 25 Oct 2018 - 23:13
Bonjour à tous !!
Je revient là dessus car après avoir demandé sont avis à notre
Ami Ramses, et avoir lu vos avis, je ne suis toujours pas arrivé
à ne pas avoir de ?? Warpin Wraping ??? j'avoue ne pas avoir
longuement insisté car il me fallait une pièce en urgence et je l'ai
donc faite en PLA.
Mais j'aimerai bien pouvoir en imprimer ! je crois que j'avais oublié
le fait d'imprimer plus lentement, pour vous c'est quoi ? je crois que je suis
à 80mm/s et 40mm/s pour les périmètres extérieurs à votre avis est-ce trop ?
avez vous d'autres conseils ??
Merci à tous
Hervé
Je revient là dessus car après avoir demandé sont avis à notre
Ami Ramses, et avoir lu vos avis, je ne suis toujours pas arrivé
à ne pas avoir de ?? Warpin Wraping ??? j'avoue ne pas avoir
longuement insisté car il me fallait une pièce en urgence et je l'ai
donc faite en PLA.
Mais j'aimerai bien pouvoir en imprimer ! je crois que j'avais oublié
le fait d'imprimer plus lentement, pour vous c'est quoi ? je crois que je suis
à 80mm/s et 40mm/s pour les périmètres extérieurs à votre avis est-ce trop ?
avez vous d'autres conseils ??
Merci à tous
Hervé

Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: bon à savoir où comment dissoudre du HIPS sans faire oups
![]() Christophe38 Ven 26 Oct 2018 - 8:59
Christophe38 Ven 26 Oct 2018 - 8:59
Hello,
J'imprime en ABS depuis presque 6 ans maintenant et c'est vrai que ce warping est difficile à gérer.
La colle baton UHU faisait des miracles jusqu'à ce qu'ils changent de packaging ... et de formule ...
La colle liquide UHU Twist fonctionne correctement : application sur du verre à 50°C puis chauffe à 60°C. Par contre, c'est galère à nettoyer.
Depuis plusieurs mois, j'utilise ces plaques achetées en Chine et c'est un peu miraculeux. Je ne chauffe plus du tout pour les petites pièces (maxi environ 50*50mm) et pour les grosses, 60°C semble OK mais je tourne souvent à 75°C par pure sécurité.
Dans le cas de pièces compliquées ou avec des angles droits, je passe un petit coup d'acétone avant impression et ça colle d'enfer ... tellement bien même qu'il en devient difficile d'enlever la pièce ! A n'utiliser donc uniquement pour des pièce à faible contact avec le plateau.
Le lien vers la plaque en question :
https://fr.aliexpress.com/item/214-214-Noir-Givr-Chauff-e-lit-Autocollant-Construire-Feuille-Haute-Temp-rature-R-sistance-3D/32844330100.html?spm=a2g0s.9042311.0.0.79636c37w2JfPN
Cerise sur le gâteau : environ 4€ la plaque en 200*200 avec le port ..........
Petite précision : j'imprime dans une enceinte fermée mais non chauffée.
Christophe
J'imprime en ABS depuis presque 6 ans maintenant et c'est vrai que ce warping est difficile à gérer.
La colle baton UHU faisait des miracles jusqu'à ce qu'ils changent de packaging ... et de formule ...
La colle liquide UHU Twist fonctionne correctement : application sur du verre à 50°C puis chauffe à 60°C. Par contre, c'est galère à nettoyer.
Depuis plusieurs mois, j'utilise ces plaques achetées en Chine et c'est un peu miraculeux. Je ne chauffe plus du tout pour les petites pièces (maxi environ 50*50mm) et pour les grosses, 60°C semble OK mais je tourne souvent à 75°C par pure sécurité.
Dans le cas de pièces compliquées ou avec des angles droits, je passe un petit coup d'acétone avant impression et ça colle d'enfer ... tellement bien même qu'il en devient difficile d'enlever la pièce ! A n'utiliser donc uniquement pour des pièce à faible contact avec le plateau.
Le lien vers la plaque en question :
https://fr.aliexpress.com/item/214-214-Noir-Givr-Chauff-e-lit-Autocollant-Construire-Feuille-Haute-Temp-rature-R-sistance-3D/32844330100.html?spm=a2g0s.9042311.0.0.79636c37w2JfPN
Cerise sur le gâteau : environ 4€ la plaque en 200*200 avec le port ..........
Petite précision : j'imprime dans une enceinte fermée mais non chauffée.
Christophe
Christophe38- je prends du galon

- Messages : 79
Points : 79
Date d'inscription : 02/09/2018
Age : 48
Localisation : 38
Re: bon à savoir où comment dissoudre du HIPS sans faire oups
![]() Hervé-34 Ven 26 Oct 2018 - 11:14
Hervé-34 Ven 26 Oct 2018 - 11:14
Bonjour à tous !
Bonjour et merci Christophe !
J'imprime aussi sur du PEI infernal décoller ! et pourtant
mon HIPS lève le nez !! la pièce faisait environ 80mm x 80mm
est-ce une pièce grande / petite pour toi ?
Imprimes-tu plus lentement que du PLA ? il est vrai que je n'ai pas fermé
la machine, je vais essayer de la fermer provisoirement !!
Merci !
Hervé
Bonjour et merci Christophe !
J'imprime aussi sur du PEI infernal décoller ! et pourtant
mon HIPS lève le nez !! la pièce faisait environ 80mm x 80mm
est-ce une pièce grande / petite pour toi ?
Imprimes-tu plus lentement que du PLA ? il est vrai que je n'ai pas fermé
la machine, je vais essayer de la fermer provisoirement !!
Merci !
Hervé
Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: bon à savoir où comment dissoudre du HIPS sans faire oups
![]() Christophe38 Ven 26 Oct 2018 - 12:39
Christophe38 Ven 26 Oct 2018 - 12:39
Tout dépend vraiment de la forme de la pièce mais une pièce de 80*80mm reste assez petite.
Je n'ai pas du tout d'expérience en PLA ni en HIPS et j'imprime autour des 80mm/s avec la paroi externe ralentie à 60mm/s. (mais étant souvent pressé, j'ai tendance à accélérer le feedrate global .....)
Par contre, le réglage de la première couche est vraiment important pour garantir une bonne accroche : je règle mon homing de manière à bien l'écraser au risque à avoir un léger bourrelet sur la face en appui sur le plateau (facile à poncer)
C'est d'autant plus vrai avec les plateaux chinois qui demandent un réglage propre de l'espacement buse - plateau ainsi que du homing.
Mais ça vaut le coup, imprimer en ABS sans plateau chauffant fait gagner beaucoup de temps ... surtout avec le froid qui arrive !! (à nouveau pour de petites pièces)
Concernant l'enceinte, je pense que c'est vraiment recommandé pour l'impression ABS :
- Les particules dégagées par l'ABS ne sont pas top pour les personnes qui gravitent autour de l'imprimante.
- Ca permet de fortement réduire les problèmes de décollements entre couches.
- Et ca réduit la conso électrique globale de la machine....
Cordialement
Christophe
Je n'ai pas du tout d'expérience en PLA ni en HIPS et j'imprime autour des 80mm/s avec la paroi externe ralentie à 60mm/s. (mais étant souvent pressé, j'ai tendance à accélérer le feedrate global .....)
Par contre, le réglage de la première couche est vraiment important pour garantir une bonne accroche : je règle mon homing de manière à bien l'écraser au risque à avoir un léger bourrelet sur la face en appui sur le plateau (facile à poncer)
C'est d'autant plus vrai avec les plateaux chinois qui demandent un réglage propre de l'espacement buse - plateau ainsi que du homing.
Mais ça vaut le coup, imprimer en ABS sans plateau chauffant fait gagner beaucoup de temps ... surtout avec le froid qui arrive !! (à nouveau pour de petites pièces)
Concernant l'enceinte, je pense que c'est vraiment recommandé pour l'impression ABS :
- Les particules dégagées par l'ABS ne sont pas top pour les personnes qui gravitent autour de l'imprimante.
- Ca permet de fortement réduire les problèmes de décollements entre couches.
- Et ca réduit la conso électrique globale de la machine....
Cordialement
Christophe
Christophe38- je prends du galon
- Messages : 79
Points : 79
Date d'inscription : 02/09/2018
Age : 48
Localisation : 38

 Sujets similaires
Sujets similaires» Comment faire une pointe sans tout casser ?
» Facom "Made in France"
» Joli savoir faire
» Aidons à perpétuer le savoir-faire des râpes Auriou
» Vitrifié, ciré ou huilé ??? Comment savoir ?
» Facom "Made in France"
» Joli savoir faire
» Aidons à perpétuer le savoir-faire des râpes Auriou
» Vitrifié, ciré ou huilé ??? Comment savoir ?
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum