






Surfaçage sur l'axe A
5 participants
Page 1 sur 1

 Surfaçage sur l'axe A
Surfaçage sur l'axe A
![]() Pulco Dim 26 Mar 2017 - 18:22
Pulco Dim 26 Mar 2017 - 18:22
Bonjour,
Venant d'installer mon axe A et aillant fait quelles essais je n'ai pas trouvé de moyen simple de faire des surfaçages sur l'axe. Il y a bien Cambam et wrapper mais je trouvai que c'était beaucoup de manip juste pour un surfaçage, surtout que Cambam est au bureau et qu'il faut je promène une clef USB jusque l'atelier à chaque usinage. Je pense qu'a l'avenir cela deviendra un usinage courant et pour cela j'ai ajouté un cadre cylindre dans la page surfaçage du screen "Cnc Atelier". j'ai presque fini la programmation et je vais bientôt faire les tests en réel.
Ceux qui ont l'habitude de travailler sur l'axe A peuvent me conseiller sur des points que j'aurai omis.
Merci
Je met quelques capture d’écran.



la seule qui a les bonnes leds de renseignement (réparé depuis)


Pulco
Venant d'installer mon axe A et aillant fait quelles essais je n'ai pas trouvé de moyen simple de faire des surfaçages sur l'axe. Il y a bien Cambam et wrapper mais je trouvai que c'était beaucoup de manip juste pour un surfaçage, surtout que Cambam est au bureau et qu'il faut je promène une clef USB jusque l'atelier à chaque usinage. Je pense qu'a l'avenir cela deviendra un usinage courant et pour cela j'ai ajouté un cadre cylindre dans la page surfaçage du screen "Cnc Atelier". j'ai presque fini la programmation et je vais bientôt faire les tests en réel.
Ceux qui ont l'habitude de travailler sur l'axe A peuvent me conseiller sur des points que j'aurai omis.
Merci
Je met quelques capture d’écran.
la seule qui a les bonnes leds de renseignement (réparé depuis)
Pulco
Pulco- très actif

- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62

Re: Surfaçage sur l'axe A
![]() Pulco Dim 26 Mar 2017 - 22:00
Pulco Dim 26 Mar 2017 - 22:00
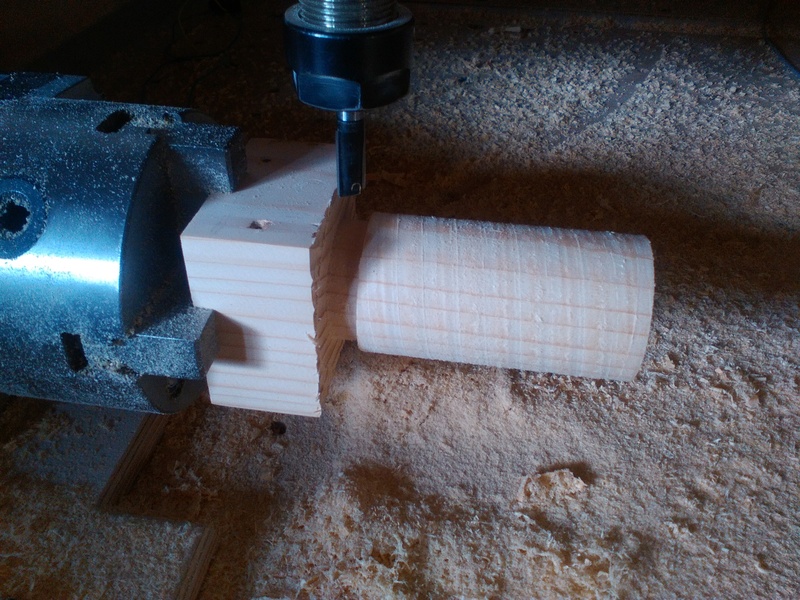
je reviens de l'atelier et voici mon premier essai
sapin 65X65
cône de 100X60X40
et 4 poches 80 de 60° décalées de 90°
programmé sur le screen en 20 seconde, au temps de temps que pour écrire les cote ci-dessus
j'ai une petite modif à faire:
c'est un tour à chaque bout pour éviter les vagues
j'ai tout fais avec une fraise de 10mm
toute la descente a été faite en recouvrement 0%

une passe de finition à 70% donc ça me laisse des facettes de 3mm
le calcul de longueur d'outil est parfait.
ça me donnait une L d'outil mini de 25.9, j'ai sorti la fraise de 27mm.
l'écrou de serrage de la pince est passé à 1mm de l'angle du brut.

voila ce que ça donne (sans faire de finition) juste un coup de papier de verre pour enlever le quelques barbes qui restaient

bon bin c'est concluant, les modifs sur le screen seront faite ce soir et le mettrai surement demains en ligne.
Bonne soirée à tous.
Pulco
sapin 65X65
cône de 100X60X40
et 4 poches 80 de 60° décalées de 90°
programmé sur le screen en 20 seconde, au temps de temps que pour écrire les cote ci-dessus
j'ai une petite modif à faire:
c'est un tour à chaque bout pour éviter les vagues
j'ai tout fais avec une fraise de 10mm
toute la descente a été faite en recouvrement 0%
une passe de finition à 70% donc ça me laisse des facettes de 3mm
le calcul de longueur d'outil est parfait.
ça me donnait une L d'outil mini de 25.9, j'ai sorti la fraise de 27mm.
l'écrou de serrage de la pince est passé à 1mm de l'angle du brut.
voila ce que ça donne (sans faire de finition) juste un coup de papier de verre pour enlever le quelques barbes qui restaient
bon bin c'est concluant, les modifs sur le screen seront faite ce soir et le mettrai surement demains en ligne.
Bonne soirée à tous.
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Surfaçage sur l'axe A
![]() lamecanique76 Dim 26 Mar 2017 - 22:42
lamecanique76 Dim 26 Mar 2017 - 22:42
ça me rappelle la commande numérique a l'école a ses début il y a 35 ans 


lamecanique76- complétement accro

- Messages : 2063
Points : 2077
Date d'inscription : 02/05/2016
Age : 49
Localisation : region de fecamp et autour
Re: Surfaçage sur l'axe A
![]() Pulco Dim 26 Mar 2017 - 23:36
Pulco Dim 26 Mar 2017 - 23:36
Bonjour lamecanique76
Super cela devait être génial, à cette époque je fabriquais encore des boulliers.
ça faisait moins d'un an que le dos était sorti , tu devais tout faire en hexa ou en assembleur.
hum ça m'aurai bien plus.
c'était la bonne époque, les vinils, les radios K7 ....
Super cela devait être génial, à cette époque je fabriquais encore des boulliers.
ça faisait moins d'un an que le dos était sorti , tu devais tout faire en hexa ou en assembleur.
hum ça m'aurai bien plus.
c'était la bonne époque, les vinils, les radios K7 ....
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62

momoclic- complétement accro
- Messages : 801
Points : 809
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Surfaçage sur l'axe A
![]() Pulco Lun 27 Mar 2017 - 1:42
Pulco Lun 27 Mar 2017 - 1:42
Merci momoclic
bon le code est fait, voyons ça !
houps !!!

Si on veut qu'un segment et que ça fait un tour complet, ça va pas le faire.
Et en fonction des diamètres, les angles, les outils et recouvrements, il y a un nombre de balayage paire ou impaire.
Avec les cônes fallait pas se loupé... (à cause du Z)

bon ça à l'air correcte, à tester à l'atelier avant de faire la mise à jour.
Pulco
bon le code est fait, voyons ça !
houps !!!
Si on veut qu'un segment et que ça fait un tour complet, ça va pas le faire.
Et en fonction des diamètres, les angles, les outils et recouvrements, il y a un nombre de balayage paire ou impaire.
Avec les cônes fallait pas se loupé... (à cause du Z)
bon ça à l'air correcte, à tester à l'atelier avant de faire la mise à jour.
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Surfaçage sur l'axe A
![]() Goodpapounet Lun 27 Mar 2017 - 10:32
Goodpapounet Lun 27 Mar 2017 - 10:32
Bonjour Pulco,
Félicitations!
Ils sont super tes screens tu en as d'autres comme ça? Si tu continues tu n'auras bientôt plus besoin de Cambam
tu en as d'autres comme ça? Si tu continues tu n'auras bientôt plus besoin de Cambam 
A+
Philippe
Félicitations!
Ils sont super tes screens
A+
Philippe
Goodpapounet- très actif
- Messages : 289
Points : 325
Date d'inscription : 10/04/2012
Age : 71
Localisation : Toulouse
Re: Surfaçage sur l'axe A
![]() dh42 Lun 27 Mar 2017 - 16:04
dh42 Lun 27 Mar 2017 - 16:04
Salut,
Je n'ai pas fait beaucoup de surfaçage au 4ieme axe, mais je le faisais en une seule ligne de Gcode en mode MDI en utilisant un surfaçage en spirale.
Je viens de vérifier, ça marche aussi pour un cône.
ex pour un cylindre (axe A aligné sur Y)
G0 X0 Y0 Z20
G1 Y50 A3600 ' 50mm de long usiné en 10 tours (soit avance de 5mm/tour)
un cône avec 5 mm de décalage au rayon sur 50 tours (soit avance de 1mm/tours)
G0 X0 Y0 Z20
G1 Y50 Z15 A18000
++
David
Je n'ai pas fait beaucoup de surfaçage au 4ieme axe, mais je le faisais en une seule ligne de Gcode en mode MDI en utilisant un surfaçage en spirale.
Je viens de vérifier, ça marche aussi pour un cône.
ex pour un cylindre (axe A aligné sur Y)
G0 X0 Y0 Z20
G1 Y50 A3600 ' 50mm de long usiné en 10 tours (soit avance de 5mm/tour)
un cône avec 5 mm de décalage au rayon sur 50 tours (soit avance de 1mm/tours)
G0 X0 Y0 Z20
G1 Y50 Z15 A18000
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Surfaçage sur l'axe A
![]() Pulco Lun 27 Mar 2017 - 19:38
Pulco Lun 27 Mar 2017 - 19:38
Bonjour,
Merci Goodpapounet,
Pour moi Cambam reste au coeur le l'utilisation de la cnc.
c'est juste pour les opérations simples et répétitives avec seulement quelques variables, que je reprogramme le screen.
et une fois que c'est opérationnel autant que cela serve à tous.
@David
Je vais ajouté une ligne de code, lorsqu'on est en 360°
quand j'ai commencé le script ça m'ai vaguement passé dans l'idée et abandonné sans y réfléchir.
ça me paraissais compliqué à calculer,
en ayant le Gcode devant les yeux je pense que c'est la solution la plus simple pour un 360°
on utilise l'axe A pour le pas et on rajoute une boucle sur le Z pour l'incrément de passe. CQFD
merci du tuyaux
A+ Pulco
Merci Goodpapounet,
Pour moi Cambam reste au coeur le l'utilisation de la cnc.
c'est juste pour les opérations simples et répétitives avec seulement quelques variables, que je reprogramme le screen.
et une fois que c'est opérationnel autant que cela serve à tous.
@David
Je vais ajouté une ligne de code, lorsqu'on est en 360°
quand j'ai commencé le script ça m'ai vaguement passé dans l'idée et abandonné sans y réfléchir.
ça me paraissais compliqué à calculer,
en ayant le Gcode devant les yeux je pense que c'est la solution la plus simple pour un 360°
on utilise l'axe A pour le pas et on rajoute une boucle sur le Z pour l'incrément de passe. CQFD
merci du tuyaux
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Surfaçage sur l'axe A
![]() Pulco Mer 29 Mar 2017 - 21:56
Pulco Mer 29 Mar 2017 - 21:56
Bonsoir,
fait et testé...
hélicoïdal
et passe croisée, hélicoïdal et en fil.

Avec l'hélicoïdal pour évité d'amené l'axe à perpette, je double le pas, en bout au lieu de faire un tour de finition j'en fais 1 et 1/2,
je retourne en arrière à cheval sur la passe et je reviens au point de départ.
Pour la vidéo j'ai laissé une petite bande au point zéro pour voir la différence de finition entre une passe et une passe croisée.
Pulco
fait et testé...
hélicoïdal
et passe croisée, hélicoïdal et en fil.
Avec l'hélicoïdal pour évité d'amené l'axe à perpette, je double le pas, en bout au lieu de faire un tour de finition j'en fais 1 et 1/2,
je retourne en arrière à cheval sur la passe et je reviens au point de départ.
Pour la vidéo j'ai laissé une petite bande au point zéro pour voir la différence de finition entre une passe et une passe croisée.
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Surfaçage sur l'axe A
![]() Pulco Jeu 30 Mar 2017 - 14:21
Pulco Jeu 30 Mar 2017 - 14:21
Bonjour à tous,
Après quelques tests et peaufinage des macros, la mise à jour est disponible ici
je ferai une explication sur les pages misent à jour se we.
Pulco
Après quelques tests et peaufinage des macros, la mise à jour est disponible ici
je ferai une explication sur les pages misent à jour se we.
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Surfaçage sur l'axe A
![]() dh42 Jeu 30 Mar 2017 - 15:03
dh42 Jeu 30 Mar 2017 - 15:03
Salut,
Sympa la vidéo.
Je suppose que pour le cône, c'est comme en usinage 3D, si tu utilise une fraise hémi tu devrais pouvoir obtenir un bon état de surface directement avec l'usinage en hélice sans avoir à refaire une série de passes dans l'autre sens.
++
David
Sympa la vidéo.
Je suppose que pour le cône, c'est comme en usinage 3D, si tu utilise une fraise hémi tu devrais pouvoir obtenir un bon état de surface directement avec l'usinage en hélice sans avoir à refaire une série de passes dans l'autre sens.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Surfaçage sur l'axe A
![]() Pulco Jeu 30 Mar 2017 - 19:20
Pulco Jeu 30 Mar 2017 - 19:20
Bonjour David,
Je pense comme toi et mon prochain achat serra une fraise hémisphérique.
j' ai pu m'en passer jusque la, mais sur des parties courbes cela devient important.
par contre il faudra augmenter le % de recouvrement.
A+ Pulco
Je pense comme toi et mon prochain achat serra une fraise hémisphérique.
j' ai pu m'en passer jusque la, mais sur des parties courbes cela devient important.
par contre il faudra augmenter le % de recouvrement.
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 62
Re: Surfaçage sur l'axe A
![]() dh42 Jeu 30 Mar 2017 - 20:42
dh42 Jeu 30 Mar 2017 - 20:42
par contre il faudra augmenter le % de recouvrement.
Non, le réduire, pour avoir des passe plus rapprochées, sinon au lieu d'escaliers avec une fraise cylindrique, tu a des vagues avec une hémi ... bon, ça peut aussi avoir un but esthétique de laisser voir l'hélice en prenant des passes écartées.
j' ai pu m'en passer jusque la, mais sur des parties courbes cela devient important.
Oui, courbe, en pente etc ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» V.2 Surfaçage de la table
» Création d'un atelier pour fabrication de meubles en bois massif plus résine époxy
» SURFACAGE d'un marbre
» surfaçage de mon établi
» [REALISATION] Surfaçage et rénovation de mon établi
» Création d'un atelier pour fabrication de meubles en bois massif plus résine époxy
» SURFACAGE d'un marbre
» surfaçage de mon établi
» [REALISATION] Surfaçage et rénovation de mon établi
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum