






help ,perte du zero ???
+5
chtipanda
dh42
SD 31
j-p21
E-go
9 participants
Page 1 sur 2
Page 1 sur 2 • 1, 2 

 help ,perte du zero ???
help ,perte du zero ???
![]() E-go Mar 5 Avr 2016 - 19:51
E-go Mar 5 Avr 2016 - 19:51
bonjour , j ai un soucis et je n arrive pas a le résoudre voila une paire d heures que j suis dessus mais j ai rien trouvé
je m explique , je cree un fichier gcode , jusque la tout vas bien , je fais mes zero et je lance l usinage , la fraise travaille normalement , mais ma pièce est bien plus basse que prévue j arrête la machine in extremis a 0.5 de ma table . je me dit que j ai du faire une erreur , je reprend donc toutes les cotes et non je suis bon , je re-charge le g code sur une clef et je fais revenir a zero la la fraise se plante direct dans la table
bref fraise explosé (20 balles la fraise de 3 ) et la table avec un beau trou ..
j ai refais une troisieme fois mon g code et tout contrôlé tout est ok , mais la machine me donne un zero bien plus bas que ce qu'il doit etre
sur un brut de 13 mm je lui demande de descendre a -8 elle descend carrément a -12 ..
est il possible que la machine perde le zero ? si oui pourquoi ? ou est ce juste un bug ? qq un a t il deja eu ce problème ?
merci désolé pour le pavé
seb
edit :la simulation sur cutwiewer est nickelle pourtant
le gcode zip est ici merci : http://dl.free.fr/o9DS0sMkn
je m explique , je cree un fichier gcode , jusque la tout vas bien , je fais mes zero et je lance l usinage , la fraise travaille normalement , mais ma pièce est bien plus basse que prévue j arrête la machine in extremis a 0.5 de ma table . je me dit que j ai du faire une erreur , je reprend donc toutes les cotes et non je suis bon , je re-charge le g code sur une clef et je fais revenir a zero la la fraise se plante direct dans la table
bref fraise explosé (20 balles la fraise de 3 ) et la table avec un beau trou ..
j ai refais une troisieme fois mon g code et tout contrôlé tout est ok , mais la machine me donne un zero bien plus bas que ce qu'il doit etre
sur un brut de 13 mm je lui demande de descendre a -8 elle descend carrément a -12 ..
est il possible que la machine perde le zero ? si oui pourquoi ? ou est ce juste un bug ? qq un a t il deja eu ce problème ?
merci désolé pour le pavé
seb
edit :la simulation sur cutwiewer est nickelle pourtant
le gcode zip est ici merci : http://dl.free.fr/o9DS0sMkn

E-go- complétement accro

- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012

Re: help ,perte du zero ???
![]() j-p21 Mar 5 Avr 2016 - 21:10
j-p21 Mar 5 Avr 2016 - 21:10
bonsoir,
je voie 2 choses possibles
en 1 ton axe est déréglé dans mach3, pour le vérifier fais un déplacement par exemple de 50 mm de ton axe et mesure la distance parcouru.
en 2, ton accouplement vis et moteur est desserré ( sa m'est arrivé avec une poulie )
jp
je voie 2 choses possibles
en 1 ton axe est déréglé dans mach3, pour le vérifier fais un déplacement par exemple de 50 mm de ton axe et mesure la distance parcouru.
en 2, ton accouplement vis et moteur est desserré ( sa m'est arrivé avec une poulie )
jp
j-p21- petit nouveau

- Messages : 13
Points : 13
Date d'inscription : 23/08/2015
Age : 51
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: help ,perte du zero ???
![]() SD 31 Mar 5 Avr 2016 - 23:31
SD 31 Mar 5 Avr 2016 - 23:31
Bonsoir
tu calibre comment ta hauteur d'outils ? palpeur ou manuel avec jeux de cale ? si c'est au palpeur essai de faire en manuel voir, c'est aussi une piste a voir
steph
tu calibre comment ta hauteur d'outils ? palpeur ou manuel avec jeux de cale ? si c'est au palpeur essai de faire en manuel voir, c'est aussi une piste a voir
steph
SD 31- acharné du forum

- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: help ,perte du zero ???
![]() dh42 Mer 6 Avr 2016 - 0:11
dh42 Mer 6 Avr 2016 - 0:11
Salut,
... ou pertes de pas à la remontée en rapide ; quelle vitesse et accélération à tu pour ton Z (mach3, motor tuning)
après avoir palpé ton 0 en Z à la surface de la pièce, enlève le palpeur et fait descendre ton Z avec le clavier pour vérifier que tu a bien 0 dans la visu Z quand la fraise effleure la surface de la pièce.
++
David
... ou pertes de pas à la remontée en rapide ; quelle vitesse et accélération à tu pour ton Z (mach3, motor tuning)
après avoir palpé ton 0 en Z à la surface de la pièce, enlève le palpeur et fait descendre ton Z avec le clavier pour vérifier que tu a bien 0 dans la visu Z quand la fraise effleure la surface de la pièce.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: help ,perte du zero ???
![]() chtipanda Mer 6 Avr 2016 - 6:53
chtipanda Mer 6 Avr 2016 - 6:53
mon ami a eut cette surprise aussi
sa tige fileté etait hs
il utilisé une tige filete ,il a trempé une tige fileté depuis plus de probleme
ce probleme etait apparue a peine 1 mois apres la mise en oeuvre
verifi ta mecanique
a tu le fichier cam bam un nc et plus difficile a contrplé pour moi
sa tige fileté etait hs
il utilisé une tige filete ,il a trempé une tige fileté depuis plus de probleme
ce probleme etait apparue a peine 1 mois apres la mise en oeuvre
verifi ta mecanique
a tu le fichier cam bam un nc et plus difficile a contrplé pour moi

chtipanda- petit nouveau
- Messages : 48
Points : 52
Date d'inscription : 09/11/2014
Age : 56
Localisation : lille -
Re: help ,perte du zero ???
![]() E-go Mer 6 Avr 2016 - 8:00
E-go Mer 6 Avr 2016 - 8:00
SD 31 a écrit:Bonsoir
tu calibre comment ta hauteur d'outils ? palpeur ou manuel avec jeux de cale ? si c'est au palpeur essai de faire en manuel voir, c'est aussi une piste a voir
steph
salut je calibre toujours sur la piece directement a la main , je vien effleurer avec la fraise
dh42 a écrit:Salut,
... ou pertes de pas à la remontée en rapide ; quelle vitesse et accélération à tu pour ton Z (mach3, motor tuning)
après avoir palpé ton 0 en Z à la surface de la pièce, enlève le palpeur et fait descendre ton Z avec le clavier pour vérifier que tu a bien 0 dans la visu Z quand la fraise effleure la surface de la pièce.
++
David
salut david , je ne me sers pas du palpeur je viens mettre ma fraise directement au raz de la piece , tu peu me dire ou je peux trouver les vitesse et accelerations stp ?
j ai relancer le g code ce matin et controler avec une jauge de profondeur les différentes descentes , l outil d escend a -4.85 en 5 passe , jusque la la mesure etais exacte . ensuite
la premiere poche descendais a -6 il me l a faite a -12 ..... la j ai remis a la main(au clavier) la fraise sur le fraisage a -12 et la visue m indique -4 )
je pense impossible de cramer une vis mere en 1 semaine a peinemon ami a eut cette surprise aussi
sa tige fileté etait hs
il utilisé une tige filete ,il a trempé une tige fileté depuis plus de probleme
ce probleme etait apparue a peine 1 mois apres la mise en oeuvre
verifi ta mecanique Wink
a tu le fichier cam bam un nc et plus difficile a contrplé pour moi Wink
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: help ,perte du zero ???
![]() SD 31 Mer 6 Avr 2016 - 8:33
SD 31 Mer 6 Avr 2016 - 8:33
Donc piste du palpeur écarté, vérifie la calibration du module du drivers comment il est réglé en demi pas ou en quart de pas etc .. avec les switchs et regarde comment dans mach3 il est configuré, il faut que les 2 corresponde sinon mach3 n'envoi pas les bon nombres de pulses.
Et regarde aussi le courant du drivers, moi y'avais des pertes de pas a la remonté de mon Z et je me suis planté dans le réglage du courant, mon moteur étais sous alimenter pas assez de courant. c'est vite fais de se planté dans les switchs
steph
Et regarde aussi le courant du drivers, moi y'avais des pertes de pas a la remonté de mon Z et je me suis planté dans le réglage du courant, mon moteur étais sous alimenter pas assez de courant. c'est vite fais de se planté dans les switchs
steph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: help ,perte du zero ???
![]() E-go Mer 6 Avr 2016 - 8:43
E-go Mer 6 Avr 2016 - 8:43
SD 31 a écrit:Donc piste du palpeur écarté, vérifie la calibration du module du drivers comment il est réglé en demi pas ou en quart de pas etc .. avec les switchs et regarde comment dans mach3 il est configuré, il faut que les 2 corresponde sinon mach3 n'envoi pas les bon nombres de pulses.
Et regarde aussi le courant du drivers, moi y'avais des pertes de pas a la remonté de mon Z et je me suis planté dans le réglage du courant, mon moteur étais sous alimenter pas assez de courant. c'est vite fais de se planté dans les switchs
steph
le truc c est que ca marchais nikel avant , tu pense que ca se dérègle tout ca ?
sinon comment verifier tout ca ?
merci
EDIT / j ai utilisé le fichier "profil" de bzt directement donc a mon avis tout doit etre bien reglé normalement
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: help ,perte du zero ???
![]() SD 31 Mer 6 Avr 2016 - 9:51
SD 31 Mer 6 Avr 2016 - 9:51
si sa marché avant c'est pas sa, mais jette quand même un œil dessus pour écarté cette piste la, d'autant plus que c'est eu qui ont paramétré on est sur de rien, après si tu as un jeux de cale de fraisage tu étalonne ton zéro sur une cale de 6 par exemple et tu remonte de 10mm et tu mesure au piéd a coulisse, tu peux aussi faire au comparateur moi j'ai un grand comparateur de 10mm tu le descend en contact sur ta table, tu le fais ton zéro sur le comparateur et tu monte de 3/10eme pour voir, sa doit être au centième près.c'est pas des centres d'usinages mais c'est quand meme des machines de precision, moi je fais des piéces pour des motos qui parte sur piste pour la competition...
Regarde quand même le courant du drivers parce que sa peux le faire aléatoirement, moi sa me le fesait pas systématiquement
steph
Regarde quand même le courant du drivers parce que sa peux le faire aléatoirement, moi sa me le fesait pas systématiquement
steph
Dernière édition par SD 31 le Mer 6 Avr 2016 - 10:20, édité 1 fois
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: help ,perte du zero ???
![]() E-go Mer 6 Avr 2016 - 10:35
E-go Mer 6 Avr 2016 - 10:35
on m a parler de recallage de z possible de programer ca dans mach 3 ?
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: help ,perte du zero ???
![]() SD 31 Mer 6 Avr 2016 - 10:59
SD 31 Mer 6 Avr 2016 - 10:59
E-go a écrit:je verifie ca dans quoi stp ?
Dans mach3 je sais pas moi j'ai iprocam, mais le principe et le même y'a un endroit ou tu dois définir ton nombre de pas par tour, par rapport à ta vis a bille dans mach3 sa doit aussi correspondre au réglages des switchs des tes drivers. si tu configure par exemple 1600 pas par tour sur tes drivers, dans mach3 soit être configuré pareil.
essai déjà de faire les mesures avec le pied a coulisse voir
steph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: help ,perte du zero ???
![]() E-go Mer 6 Avr 2016 - 11:31
E-go Mer 6 Avr 2016 - 11:31
alors .. j ai effacer mon profil mach3 existant "le fichier bzt" et j ai remis un nouveau fichier "toujours celui de bzt "
j ai changé les incréments de passes en plongée de 1 a 0.4 mm visiblement plus de problèmes
a voir a l utilisation ce que ca donne , c est donc pas un problème matériel
j ai changé les incréments de passes en plongée de 1 a 0.4 mm visiblement plus de problèmes
a voir a l utilisation ce que ca donne , c est donc pas un problème matériel
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: help ,perte du zero ???
![]() SD 31 Mer 6 Avr 2016 - 12:53
SD 31 Mer 6 Avr 2016 - 12:53
E-go a écrit: alors .. j ai effacer mon profil mach3 existant "le fichier bzt" et j ai remis un nouveau fichier "toujours celui de bzt "
j ai changé les incréments de passes en plongée de 1 a 0.4 mm visiblement plus de problèmes
a voir a l utilisation ce que ca donne , c est donc pas un problème matériel
si tu plonge de 1mm et maintenant de 0.4mm et que ta plus de souci regarde juste au niveau du courant quand même.
bon tiens nous au courant moi j'aime pas trop c'est truc bizar
steph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: help ,perte du zero ???
![]() dh42 Mer 6 Avr 2016 - 17:56
dh42 Mer 6 Avr 2016 - 17:56
Salut,
Ok, si c'est bon au début, c'est que tu a des pertes de pas à la remonté du Z ; tout ce qu'il perd en monté, il le fait en descente ; dans ton cas, si il descend à -12 mais que la visu indique -4, c'est que tu a perdu 8mm en monté entre les 2 poches. (le moteur à bloqué, et ça s'entend bien, il change de bruit et fait comme un couinement)
dans mach3, menu config/motor tuning
- clique sur le bouton Z axis pour sélectionner l'axe Z
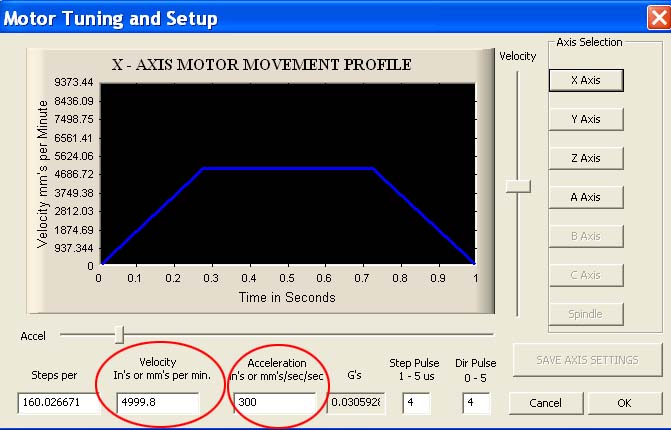
- dans velocity, met une valeur de 2000, pour accélération, met 300.
- clique ensuite sur "save axis settings" pour sauver le réglage.
++
David
j ai relancer le g code ce matin et controler avec une jauge de profondeur les différentes descentes , l outil d escend a -4.85 en 5 passe , jusque la la mesure etais exacte . ensuite
la premiere poche descendais a -6 il me l a faite a -12 ..... la j ai remis a la main(au clavier) la fraise sur le fraisage a -12 et la visue m indique -4 )
Ok, si c'est bon au début, c'est que tu a des pertes de pas à la remonté du Z ; tout ce qu'il perd en monté, il le fait en descente ; dans ton cas, si il descend à -12 mais que la visu indique -4, c'est que tu a perdu 8mm en monté entre les 2 poches. (le moteur à bloqué, et ça s'entend bien, il change de bruit et fait comme un couinement)
je verifie ca dans quoi stp ?
dans mach3, menu config/motor tuning
- clique sur le bouton Z axis pour sélectionner l'axe Z
- dans velocity, met une valeur de 2000, pour accélération, met 300.
- clique ensuite sur "save axis settings" pour sauver le réglage.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: help ,perte du zero ???
![]() E-go Mer 6 Avr 2016 - 18:24
E-go Mer 6 Avr 2016 - 18:24
merci david je fais ca des que l usinage se finit
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: help ,perte du zero ???
![]() E-go Sam 9 Avr 2016 - 11:23
E-go Sam 9 Avr 2016 - 11:23
je viens d appliquer tes reglages david , je te dit si ca bouge , merci beaucoup pour ton aide je le dirais jamais assez
E-go- complétement accro
- Messages : 935
Points : 1570
Date d'inscription : 11/10/2012
Re: help ,perte du zero ???
![]() F6FCO Sam 9 Avr 2016 - 15:39
F6FCO Sam 9 Avr 2016 - 15:39
Un truc, pour faire tous tes essais utilise des cure-dents ou des baguettes de brochette en bois, c'est bien moins cher qu'une fraise.

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: help ,perte du zero ???
![]() silky Sam 9 Avr 2016 - 20:25
silky Sam 9 Avr 2016 - 20:25
SD 31 a écrit:Donc piste du palpeur écarté, vérifie la calibration du module du drivers comment il est réglé en demi pas ou en quart de pas etc .. avec les switchs et regarde comment dans mach3 il est configuré, il faut que les 2 corresponde sinon mach3 n'envoi pas les bon nombres de pulses.
bonsoir
par curiosité comment fait-on ce contrôle?
que veut dire demi-pas, quart de pas?
merci
richard
silky- complétement accro
- Messages : 634
Points : 766
Date d'inscription : 08/10/2013
Age : 69
Localisation : arras
Re: help ,perte du zero ???
![]() dh42 Sam 9 Avr 2016 - 20:39
dh42 Sam 9 Avr 2016 - 20:39
Salut,
La plupart des moteurs PàP sont des 200 pas/tr, donc si tu envoie 200 impulsions, le moteur tourne d'un tour SI le drivers est réglé en plein pas.
Si tu est en 1/2 pas (sur le driver) il faudra 2x plus d'impulsions, 400 dans ce cas .. etc.
Ces modes de µpas permettent de mieux "lisser" la rotation des moteurs.
Le choix se fait sur le drivers lui-même, par exemple sur des Leadshine (à gauche sur l'image), c'est des micro swith à positionner.

++
David
que veut dire demi-pas, quart de pas?
La plupart des moteurs PàP sont des 200 pas/tr, donc si tu envoie 200 impulsions, le moteur tourne d'un tour SI le drivers est réglé en plein pas.
Si tu est en 1/2 pas (sur le driver) il faudra 2x plus d'impulsions, 400 dans ce cas .. etc.
Ces modes de µpas permettent de mieux "lisser" la rotation des moteurs.
Le choix se fait sur le drivers lui-même, par exemple sur des Leadshine (à gauche sur l'image), c'est des micro swith à positionner.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: help ,perte du zero ???
![]() silky Sam 9 Avr 2016 - 21:09
silky Sam 9 Avr 2016 - 21:09
bonsoir David
merci pour le renseignement
tu parles de "lissage" de la rotation du moteur, dans ce cas gagne-t-on en précision au niveau de l'usinage?
pourquoi choisir tel micro-pas plutôt qu'un autre? ou est-il imposé par le type de moteur pas à pas?
merci
richard
merci pour le renseignement
tu parles de "lissage" de la rotation du moteur, dans ce cas gagne-t-on en précision au niveau de l'usinage?
pourquoi choisir tel micro-pas plutôt qu'un autre? ou est-il imposé par le type de moteur pas à pas?
merci
richard
silky- complétement accro
- Messages : 634
Points : 766
Date d'inscription : 08/10/2013
Age : 69
Localisation : arras
Re: help ,perte du zero ???
![]() dh42 Sam 9 Avr 2016 - 21:36
dh42 Sam 9 Avr 2016 - 21:36
tu parles de "lissage" de la rotation du moteur, dans ce cas gagne-t-on en précision au niveau de l'usinage?
Le moteur ne peut s'arrêter que sur des pas et des 1/2 pas, donc non, il n'y a pas de gain de résolution au delà de 1/2 pas (et non de précision, ça c'est la mécanique qui la définie)
pourquoi choisir tel micro-pas plutôt qu'un autre? ou est-il imposé par le type de moteur pas à pas?
Imposé, non, pas à ma connaissance ; par lissage, je voulais parler d'un fonctionnement plus régulier, sans à coup/vibration à bas régime. Plus le nb de µpas est élevé et plus il faudra envoyer d'impulsion par secondes .. et donc plus le PC aura de job et devra "suivre le rythme" .. il ne faut donc pas non plus exagérer sur le réglage des µpas si tu pilote en port //. une valeur de 1/4 à 1/8 semble un bon compromis.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: help ,perte du zero ???
![]() lencouet Dim 10 Avr 2016 - 10:14
lencouet Dim 10 Avr 2016 - 10:14
hier j ai eu une perte de pas en Z
donc démontage vérification des coulisses et vis a billes
après divers essais j en ai déduit probleme de vis a billes en position verticale on sent un grattement comme une usure
lorsque que je faisais des remonter et descente en rapide part moment le moteur se bloqué comme un manque de puissance
j ai donc réduit au maxi la vitesse de déplacement et le nombres de pas et la plus de defauts mais le problème n est pas résolu
plus qu'a commander une nouvelle vis pour faire des essais
donc démontage vérification des coulisses et vis a billes
après divers essais j en ai déduit probleme de vis a billes en position verticale on sent un grattement comme une usure
lorsque que je faisais des remonter et descente en rapide part moment le moteur se bloqué comme un manque de puissance
j ai donc réduit au maxi la vitesse de déplacement et le nombres de pas et la plus de defauts mais le problème n est pas résolu
plus qu'a commander une nouvelle vis pour faire des essais
lencouet- posteur Régulier

- Messages : 142
Points : 150
Date d'inscription : 09/12/2015
Age : 57
Localisation : Lot et Garonne
Re: help ,perte du zero ???
![]() SD 31 Dim 10 Avr 2016 - 10:44
SD 31 Dim 10 Avr 2016 - 10:44
lencouet a écrit:hier j ai eu une perte de pas en Z
donc démontage vérification des coulisses et vis a billes
après divers essais j en ai déduit probleme de vis a billes en position verticale on sent un grattement comme une usure
lorsque que je faisais des remonter et descente en rapide part moment le moteur se bloqué comme un manque de puissance
j ai donc réduit au maxi la vitesse de déplacement et le nombres de pas et la plus de defauts mais le problème n est pas résolu
plus qu'a commander une nouvelle vis pour faire des essais
Salut tu as quoi comme bécanne ? c'est vrai que la solution en cas de perte de pas et de brider la vitesse, du coup tu perd moins de couple, par contre faut pas qu'il y'ai long en distance.
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Perte de pas sur la CNC
» Perte de pas sur CNC H-Z S 400
» perte de pas
» perte de pas en Z
» Perte de pas lors d'un G0
» Perte de pas sur CNC H-Z S 400
» perte de pas
» perte de pas en Z
» Perte de pas lors d'un G0
Page 1 sur 2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum