






(Métrologie)- Unités et instruments de mesure linéaires part 5 --(tutoriel)
Page 1 sur 1

 (Métrologie)- Unités et instruments de mesure linéaires part 5 --(tutoriel)
(Métrologie)- Unités et instruments de mesure linéaires part 5 --(tutoriel)
![]() Zarkann Dim 4 Sep 2011 - 2:11
Zarkann Dim 4 Sep 2011 - 2:11
Cas concret de comparaison entre deux processus de fabrication
Sommaire
Cas N° 1
-a) Présentation de l'usinage a réaliser
-b) Prise de cotes
-c) Courbe de dispersion des usinages
-d) Calcul de l'ovalisation
-e) Histogramme de l'ovalisation
-f) Moyenne de chaque pièce
-g) Étendu des diamètre
-h) Étendu de l'ovalisation
-i) pourcentage de performances
-j) synthèse des résultats
Cas N° 2
-a)Présentation de l'usinage a réaliser
-b) Prise de cotes
-c) Courbe de dispersion des usinages
-d) Calcul de l'ovalisation
-e) Histogramme de l'ovalisation
-f) Moyenne de chaque pièce
-g) Étendu des diamètre
-h) Étendu de l'ovalisation
-i) pourcentage de performances
-j) synthèse des résultats
Annexe
- Méthode de calcul de l'écart type
Lien interne:
Lien externe:
--------------------------------------------------------------------------------------------------
Cas N° 1 avec un outil très long de marque S*****k avec tête micromètrique et plaquette triangulaire
--------------------------------------------------------------------------------------------------
Mesure des pièces
Mesure de la même cote sur plusieurs pièce (alésage) (c'est un cas réel)
Cette démarche va déterminer la répétabilité d'un processus de fabrication.
On va chercher dans ce cas a déterminé les variations de côtes aussi que l'ovalisation de l'alésage
Exemple: ( un Ø de 112.7 avec une tolérance de circularité de 0.006mm)
-a) Usinage a réaliser

-b) Prise de cotes
Les mesurages sont réaliser à l'aide d'un vérificateur d'alésage (résolution 1µ) étalonné sur une bague de 113.003 mm de Ø
Avec un échantillonnage sur 15 pièces
On réalise deux mesurages par pièce (un horizontal en X et un verticale en Y avec identification de chaque pièces)

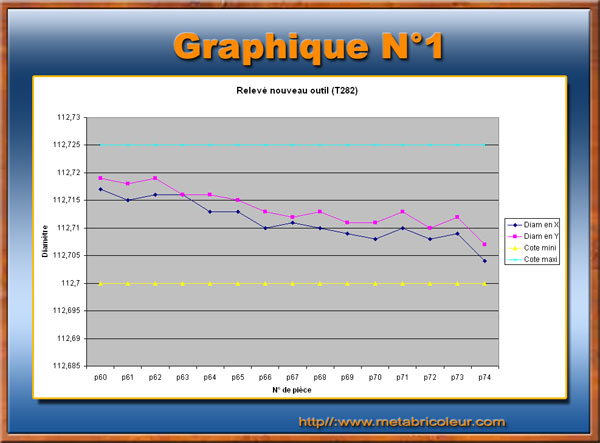
-c) Courbe de dispersion des usinages
On peut dès ce moments réaliser un Graphique en courbe, nous permettant d'avoir une vue globale de la situation

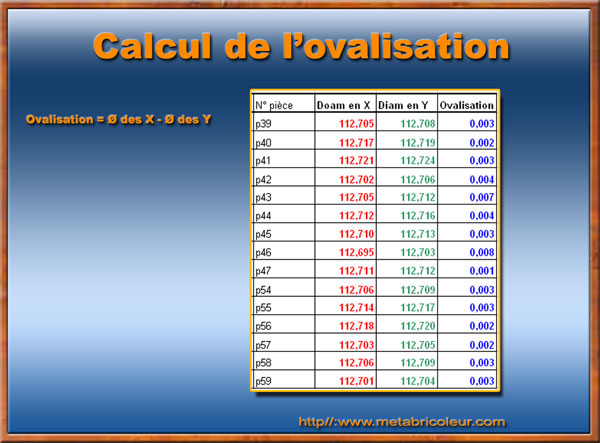
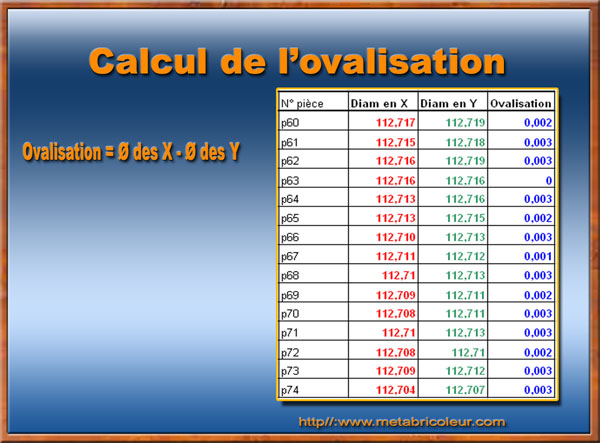
-d) Calcul de l'ovalisation
Ensuite on détermine l'ovalisation pour chaque pièce
-e) Histogramme de l'ovalisation
Puis on réalise un histogramme permettant d'avoir une appréciation visuel de l'ovalisation

-f) Moyenne de chaque pièce
Ensuite on détermine si la valeur moyenne de chaque pièces se trouve dans la tolérance
Pour cela on fait la somme de la valeur en X plus celle de la valeur en Y puis on divise par 2

-g) Étendu des diamètre
A partit de là on peut calculer l'étendu des moyennes des Ø
En faisant la valeur maxi - la valeur mini

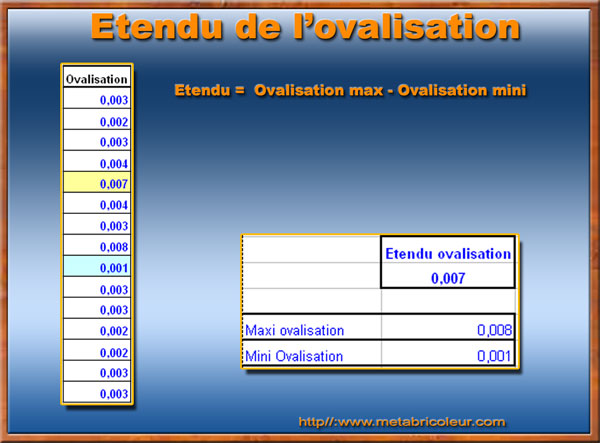
-h) Étendu de l'ovalisation
On peut calculer également l'étendu de l'ovalisation
-i) pourcentage de performances
On va pouvoir évaluer le pourcentage de performance de notre processus de fabrication

-j) synthèse des résultats
a-) Résultats visuel:
On peut observer au travers des deux graphiques que notre diamètre se trouve fortement perturbé par des contraintes d'usinage et que les variations d'une pièce a l'autre est relativement importante
b-) résultats mathématiques
1- l'étendu des diamètre est de 0.0235 mm ce qui représente 94% de la tolérance
2- l'étendu de l'ovalisation est de 0.007mm ce qui représente 117 % de la tolérance (donc non conforme)
On peut donc raisonnablement s’interroger sur la fiabilité de notre outil
Dans le mode opératoire de la fabrication cela oblige à faire une entré sur chaque diamètre (usinage sur 5mm de profondeur) pour un contrôle préalable avant l'usinage finale, infligeant une perte de temps systématique à chaque pièce
Sommaire
Cas N° 1
-a) Présentation de l'usinage a réaliser
-b) Prise de cotes
-c) Courbe de dispersion des usinages
-d) Calcul de l'ovalisation
-e) Histogramme de l'ovalisation
-f) Moyenne de chaque pièce
-g) Étendu des diamètre
-h) Étendu de l'ovalisation
-i) pourcentage de performances
-j) synthèse des résultats
Cas N° 2
-a)
-b) Prise de cotes
-c) Courbe de dispersion des usinages
-d) Calcul de l'ovalisation
-e) Histogramme de l'ovalisation
-f) Moyenne de chaque pièce
-g) Étendu des diamètre
-h) Étendu de l'ovalisation
-i) pourcentage de performances
-j) synthèse des résultats
Annexe
- Méthode de calcul de l'écart type
Lien interne:
Lien externe:
--------------------------------------------------------------------------------------------------
Cas N° 1 avec un outil très long de marque S*****k avec tête micromètrique et plaquette triangulaire
--------------------------------------------------------------------------------------------------
Mesure des pièces
Mesure de la même cote sur plusieurs pièce (alésage) (c'est un cas réel)
Cette démarche va déterminer la répétabilité d'un processus de fabrication.
On va chercher dans ce cas a déterminé les variations de côtes aussi que l'ovalisation de l'alésage
Exemple: ( un Ø de 112.7 avec une tolérance de circularité de 0.006mm)
-a) Usinage a réaliser
-b) Prise de cotes
Les mesurages sont réaliser à l'aide d'un vérificateur d'alésage (résolution 1µ) étalonné sur une bague de 113.003 mm de Ø
Avec un échantillonnage sur 15 pièces
On réalise deux mesurages par pièce (un horizontal en X et un verticale en Y avec identification de chaque pièces)
-c) Courbe de dispersion des usinages
On peut dès ce moments réaliser un Graphique en courbe, nous permettant d'avoir une vue globale de la situation
-d) Calcul de l'ovalisation
Ensuite on détermine l'ovalisation pour chaque pièce
-e) Histogramme de l'ovalisation
Puis on réalise un histogramme permettant d'avoir une appréciation visuel de l'ovalisation
-f) Moyenne de chaque pièce
Ensuite on détermine si la valeur moyenne de chaque pièces se trouve dans la tolérance
Pour cela on fait la somme de la valeur en X plus celle de la valeur en Y puis on divise par 2
-g) Étendu des diamètre
A partit de là on peut calculer l'étendu des moyennes des Ø
En faisant la valeur maxi - la valeur mini
-h) Étendu de l'ovalisation
On peut calculer également l'étendu de l'ovalisation
-i) pourcentage de performances
On va pouvoir évaluer le pourcentage de performance de notre processus de fabrication
-j) synthèse des résultats
a-) Résultats visuel:
On peut observer au travers des deux graphiques que notre diamètre se trouve fortement perturbé par des contraintes d'usinage et que les variations d'une pièce a l'autre est relativement importante
b-) résultats mathématiques
1- l'étendu des diamètre est de 0.0235 mm ce qui représente 94% de la tolérance
2- l'étendu de l'ovalisation est de 0.007mm ce qui représente 117 % de la tolérance (donc non conforme)
On peut donc raisonnablement s’interroger sur la fiabilité de notre outil
Dans le mode opératoire de la fabrication cela oblige à faire une entré sur chaque diamètre (usinage sur 5mm de profondeur) pour un contrôle préalable avant l'usinage finale, infligeant une perte de temps systématique à chaque pièce
Dernière édition par Zarkann le Dim 4 Sep 2011 - 2:44, édité 2 fois
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin

- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -


Re: (Métrologie)- Unités et instruments de mesure linéaires part 5 --(tutoriel)
![]() Zarkann Dim 4 Sep 2011 - 2:13
Zarkann Dim 4 Sep 2011 - 2:13
Cas N° 2 avec un outil Moins long de marque W****r avec tête micromètrique et plaquette en forme de losange
-----------------------------------------------------------------------
La méthode et l'instrument de mesure utiliser est le même que dans le cas N°1
-b) Prise de cotes

-c) Courbe de dispersion des usinages
-d) Calcul de l'ovalisation
-e) Histogramme de l'ovalisation

-f) Moyenne de chaque pièce

-g) Étendu des diamètre (moyennes X1)[/b]

-h) Étendu de l'ovalisation

-i) pourcentage de performances
-j) synthèse des résultats
Résultats visuel:
On peut observer au travers des deux graphiques que les usinages sont nettement moins perturbés qu'avec le premier outil
Résultats mathématiques:
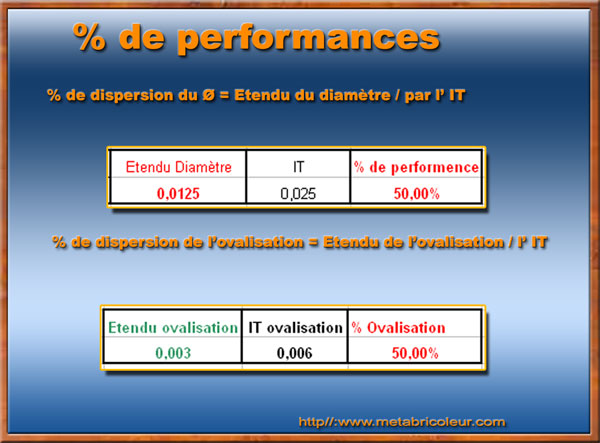
1- l'étendu des diamètre est de 0.0125 mm ce qui représente 50% de la tolérance
2- l'étendu de l'ovalisation est de 0.003 mm ce qui représente 50 % de la tolérance
Dans ce cas on peut donc penser que le nouvel outil est nettement plus fiable que le premier
il faut cependant rester prudent car compte tenue de l'incertitude de mesure, les résultats obtenus sont sommes toutes relatifs
Il convient donc de prescrire l'abandon des "entrés" tout en continuant l'analyse des données
Bien sur il faut également tenir compte de l'investissement que représente un tel outil, en fonction du nombre de pièces a usiner et du temps gagné par rapport au coup en rebuts éventuel et au temps perdu
Mais ceci est un autre sujet
-----------------------------------------------------------------------
La méthode et l'instrument de mesure utiliser est le même que dans le cas N°1
-b) Prise de cotes
-c) Courbe de dispersion des usinages
-d) Calcul de l'ovalisation
-e) Histogramme de l'ovalisation
-f) Moyenne de chaque pièce
-g) Étendu des diamètre (moyennes X1)[/b]
-h) Étendu de l'ovalisation
-i) pourcentage de performances
-j) synthèse des résultats
Résultats visuel:
On peut observer au travers des deux graphiques que les usinages sont nettement moins perturbés qu'avec le premier outil
Résultats mathématiques:
1- l'étendu des diamètre est de 0.0125 mm ce qui représente 50% de la tolérance
2- l'étendu de l'ovalisation est de 0.003 mm ce qui représente 50 % de la tolérance
Dans ce cas on peut donc penser que le nouvel outil est nettement plus fiable que le premier
il faut cependant rester prudent car compte tenue de l'incertitude de mesure, les résultats obtenus sont sommes toutes relatifs
Il convient donc de prescrire l'abandon des "entrés" tout en continuant l'analyse des données
Bien sur il faut également tenir compte de l'investissement que représente un tel outil, en fonction du nombre de pièces a usiner et du temps gagné par rapport au coup en rebuts éventuel et au temps perdu
Mais ceci est un autre sujet
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: (Métrologie)- Unités et instruments de mesure linéaires part 5 --(tutoriel)
![]() Zarkann Dim 4 Sep 2011 - 2:13
Zarkann Dim 4 Sep 2011 - 2:13
Annexe
On peut également déterminer l'écart type mais nous ne l'aborderons pas dans ce sujet
Je vous met quand même la méthode de calcul
Calcul de l'écart Type =
Considérons la série {5; 7; 9; 10}
On calcule d'abord la moyenne : m = (5 + 7 + 9 + 10)/4 = 31/4 = 7,75
On calcule ensuite la moyenne des carrés M = (25 + 49 + 81 + 100)/4 = 255/4 = 63,75
On calcule ensuite la variance V = M - m² = 63,75 - 7,75² = 3,6875
Enfin l'écart type est la racine carrée de V, soit environ 1,92
Lien externe :
Maîtrise statistique des procédés
Qualité métrologique des appareils de mesure
Erreur (métrologie)
On peut également déterminer l'écart type mais nous ne l'aborderons pas dans ce sujet
Je vous met quand même la méthode de calcul
Calcul de l'écart Type =
Considérons la série {5; 7; 9; 10}
On calcule d'abord la moyenne : m = (5 + 7 + 9 + 10)/4 = 31/4 = 7,75
On calcule ensuite la moyenne des carrés M = (25 + 49 + 81 + 100)/4 = 255/4 = 63,75
On calcule ensuite la variance V = M - m² = 63,75 - 7,75² = 3,6875
Enfin l'écart type est la racine carrée de V, soit environ 1,92
Lien externe :
Maîtrise statistique des procédés
Qualité métrologique des appareils de mesure
Erreur (métrologie)
- Fichiers joints

- tutometrologie5.pdf Vous n'avez pas la permission de télécharger les fichiers joints.(633 Ko) Téléchargé 368 fois
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Contenu sponsorisé

 Sujets similaires
Sujets similaires» (Métrologie)-- Unités et instruments de mesure linéaires part 4 --(tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires part 3 --(tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires part 2-- (tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires part 1-- (tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires --( annonce tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires part 3 --(tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires part 2-- (tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires part 1-- (tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires --( annonce tutoriel)
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum