






carte pilotage cnc
4 participants
Page 1 sur 1

 carte pilotage cnc
carte pilotage cnc
![]() c.phili Lun 4 Jan 2016 - 11:42
c.phili Lun 4 Jan 2016 - 11:42
Salut à tous.
J'ai comme prochain projet qui devrais commencer dans environ deux mois, de numériser une Bridgeport.
Je commence déjà par réunir tout le matos moteurs carte etc
J'ai reçu cette semaine de chez Longs Motor Co Ltd (Allemagne), que je recommande, mes drivers, se sont des DM860A.
J'en avais commandé 3, et je ne sais pas si c'est en cadeau ou par erreur mais dans le colis il y avait en plus une carte de commande et un câble.
Sur cette carte, il n'y a pas de relais pour la mise en route d'une broche ou de la lub.
Je suppose qu'on sait brancher un contact sur une sortie mais comment ça se présente et comment brancher? (pilotage avec mach3)
C'est la même carte qu'ici http://www.ebay.fr/itm/3-axis-Stepper-motor-driver-DM542A-4-2A-18-50V-128micsteps-for-Nema-17-23-/272040651556
Philippe
J'ai comme prochain projet qui devrais commencer dans environ deux mois, de numériser une Bridgeport.
Je commence déjà par réunir tout le matos moteurs carte etc
J'ai reçu cette semaine de chez Longs Motor Co Ltd (Allemagne), que je recommande, mes drivers, se sont des DM860A.
J'en avais commandé 3, et je ne sais pas si c'est en cadeau ou par erreur mais dans le colis il y avait en plus une carte de commande et un câble.
Sur cette carte, il n'y a pas de relais pour la mise en route d'une broche ou de la lub.
Je suppose qu'on sait brancher un contact sur une sortie mais comment ça se présente et comment brancher? (pilotage avec mach3)
C'est la même carte qu'ici http://www.ebay.fr/itm/3-axis-Stepper-motor-driver-DM542A-4-2A-18-50V-128micsteps-for-Nema-17-23-/272040651556
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -


Re: carte pilotage cnc
![]() bob47 Lun 4 Jan 2016 - 17:39
bob47 Lun 4 Jan 2016 - 17:39
Salut Philippe
Regarde dans le descriptifs du matériel de ma machine ta carte parait être la même .
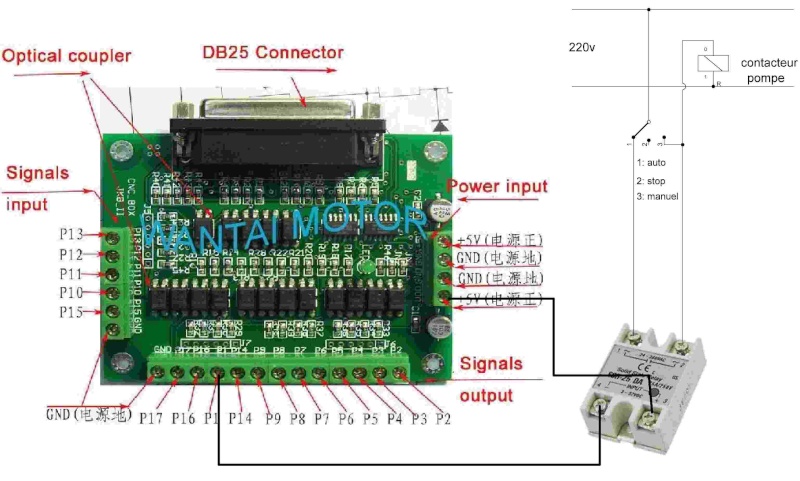
P2 step P3 dir X
P4 P5 Y
P6 P7 Z
P8 P9 A
P1 P14 P16 P17 commun G.N.D. sorties broche pompe aspiration et autre comme tu le sent.
Attention à la mise en route du pc les sorties ne sont pas stables.
Risque de démarrage de la broche ou du matos connecter sur les sorties .
P10 11 12 13 15 entrées commun le G.N.D.
Pour moi sur le P15 les contacts de prises origine machine X Y Z en série et sur G.N.D.
Enlever le cavalier pour faire fonctionner la carte et les sorties avec une tentions différentes
Pour moi 5 v cc pour la carte et 12 v cc pour les relais.
Je ne me souvient plus mais il me semble que sur une des photo de mon armoire il y a la platine de relais de commande. Oui page 2
BOB
Regarde dans le descriptifs du matériel de ma machine ta carte parait être la même .
P2 step P3 dir X
P4 P5 Y
P6 P7 Z
P8 P9 A
P1 P14 P16 P17 commun G.N.D. sorties broche pompe aspiration et autre comme tu le sent.
Attention à la mise en route du pc les sorties ne sont pas stables.
Risque de démarrage de la broche ou du matos connecter sur les sorties .
P10 11 12 13 15 entrées commun le G.N.D.
Pour moi sur le P15 les contacts de prises origine machine X Y Z en série et sur G.N.D.
Enlever le cavalier pour faire fonctionner la carte et les sorties avec une tentions différentes
Pour moi 5 v cc pour la carte et 12 v cc pour les relais.
Je ne me souvient plus mais il me semble que sur une des photo de mon armoire il y a la platine de relais de commande. Oui page 2
BOB

bob47- complétement accro

- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: carte pilotage cnc
![]() ducran lapoigne Lun 4 Jan 2016 - 18:27
ducran lapoigne Lun 4 Jan 2016 - 18:27
voila comment je vois les choses:
un relais statique pour l' interfacage tension de commande 5/32v sortie 220 v voir la bay
un commutateur 3 positions (sécurité / essais oblige)
un contacteur pour la pompe / broche
après, bien sur configurer la sortie sur mach3
Antoine
un relais statique pour l' interfacage tension de commande 5/32v sortie 220 v voir la bay
un commutateur 3 positions (sécurité / essais oblige)
un contacteur pour la pompe / broche
après, bien sur configurer la sortie sur mach3
Antoine

ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: carte pilotage cnc
![]() bob47 Lun 4 Jan 2016 - 19:15
bob47 Lun 4 Jan 2016 - 19:15
ducran lapoigne a écrit:voila comment je vois les choses:
un relais statique pour l' interfacage tension de commande 5/32v sortie 220 v voir la bay
un commutateur 3 positions (sécurité / essais oblige)
un contacteur pour la pompe / broche
après, bien sur configurer la sortie sur mach3
Antoine
Ce qui ne change pas le problème en cas d'oublis de repositionner je sélecteur sur arrêt.
Pour ma par j'ai mis un relais supplémentaire, que j'actionne avec un bouton poussoir une foi le système stable.
Avec un montage auto-maintient en cas de coupure de courant ou une remise en marche suite a une coupure quelconque la position du commutateur auto stop manu n'a pas d'importance.
Pour le relais statique par contre je vais l'adopter a voir le prix.
BOB
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: carte pilotage cnc
![]() c.phili Lun 4 Jan 2016 - 21:08
c.phili Lun 4 Jan 2016 - 21:08
Donc si je comprends bien, supposons que j'ai une carte pour mes axes principaux (pas à pas) je pourrais ajouter cette carte en com2 pour ajouter des relais?
Mais ce que je ne comprends pas, Antoine, c'est que tu prends le P15 et le 5 volt alors que P15 c'est une entrée, pas une sortie, non?
Mais ce que je ne comprends pas, Antoine, c'est que tu prends le P15 et le 5 volt alors que P15 c'est une entrée, pas une sortie, non?
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: carte pilotage cnc
![]() ducran lapoigne Lun 4 Jan 2016 - 21:21
ducran lapoigne Lun 4 Jan 2016 - 21:21
c.phili a écrit:Donc si je comprends bien, supposons que j'ai une carte pour mes axes principaux (pas à pas) je pourrais ajouter cette carte en com2 pour ajouter des relais?
Mais ce que je ne comprends pas, Antoine, c'est que tu prends le P15 et le 5 volt alors que P15 c'est une entrée, pas une sortie, non?
oui, pour être rigoureux il faudrait dire LPT2 pas COM2
pas P15 mais P1 (P15 est sur le bornier des entrées a gauche)
je sais, il peut y avoir confusion ...
++
Antoine
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: carte pilotage cnc
![]() c.phili Lun 4 Jan 2016 - 21:52
c.phili Lun 4 Jan 2016 - 21:52
Ha oui, j'avais pas vu, pour moi entre le 14 et le 16, il y a le 15 
Je dirais bien "pourquoi il ont été foutre le P1 entre les deux" mais c'est logique que ce ne soit pas le P15.
Le principal c'est d'avoir compris.
Maintenant pour le signal, il envoi donc du 5 volt pour toutes les sorties? Et donc ce n'est pas comme si je mettrais un interrupteur pour mettre en marche un relais.
Je demande ça parce que j'ai encore dans mes foufs des cartes avec 2 relais
Je dirais bien "pourquoi il ont été foutre le P1 entre les deux" mais c'est logique que ce ne soit pas le P15.
Le principal c'est d'avoir compris.
Maintenant pour le signal, il envoi donc du 5 volt pour toutes les sorties? Et donc ce n'est pas comme si je mettrais un interrupteur pour mettre en marche un relais.
Je demande ça parce que j'ai encore dans mes foufs des cartes avec 2 relais
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: carte pilotage cnc
![]() bob47 Lun 4 Jan 2016 - 22:21
bob47 Lun 4 Jan 2016 - 22:21
c.phili a écrit:Ha oui, j'avais pas vu, pour moi entre le 14 et le 16, il y a le 15
Je dirais bien "pourquoi il ont été foutre le P1 entre les deux" mais c'est logique que ce ne soit pas le P15.
Le principal c'est d'avoir compris.
Maintenant pour le signal, il envoi donc du 5 volt pour toutes les sorties? Et donc ce n'est pas comme si je mettrais un interrupteur pour mettre en marche un relais.
Je demande ça parce que j'ai encore dans mes foufs des cartes avec 2 relais
Dans ce cas il faut enlever le cavalier et alimenter en 12v cc comme proposer au début .
BOB
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: carte pilotage cnc
![]() ducran lapoigne Lun 4 Jan 2016 - 22:39
ducran lapoigne Lun 4 Jan 2016 - 22:39
les relais que tu possède sont des relais 12 V
la carte peut drainer 50 mA en 5v (Maximum !!)
A la limite si cela existe, des relais 5V 50 mA cad bobine 100 ohms conviendraient
et il faudrait aussi une diode roue libre sur la bobine
un petit schéma d' une sortie de ta carte câblée avec un relais statique:

pour les relais statiques fais une recherche avec "SSR relay" sur la bay
en général, la tension d' entrée est de 3-32v DC
pour la sortie c' est souvent +de 220v 10/15/20/25 A
++
Antoine
la carte peut drainer 50 mA en 5v (Maximum !!)
A la limite si cela existe, des relais 5V 50 mA cad bobine 100 ohms conviendraient
et il faudrait aussi une diode roue libre sur la bobine
un petit schéma d' une sortie de ta carte câblée avec un relais statique:
pour les relais statiques fais une recherche avec "SSR relay" sur la bay
en général, la tension d' entrée est de 3-32v DC
pour la sortie c' est souvent +de 220v 10/15/20/25 A
++
Antoine
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: carte pilotage cnc
![]() c.phili Lun 4 Jan 2016 - 22:44
c.phili Lun 4 Jan 2016 - 22:44
J'ai fait une recherche et j'en ai trouvé à toutes les sauces
J'ai encore trouvé ça dans mes bricole, j'en ai une pleine boite, c'est ça? ici bien sur en 24 volts
https://www.phoenixcontact.com/online/portal/us?uri=pxc-oc-itemdetail:pid=2966210&library=usen&tab=1
Qu'est que au juste un relai statique?
J'ai encore trouvé ça dans mes bricole, j'en ai une pleine boite, c'est ça? ici bien sur en 24 volts
https://www.phoenixcontact.com/online/portal/us?uri=pxc-oc-itemdetail:pid=2966210&library=usen&tab=1
Qu'est que au juste un relai statique?
Dernière édition par c.phili le Lun 4 Jan 2016 - 22:55, édité 1 fois
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: carte pilotage cnc
![]() ducran lapoigne Lun 4 Jan 2016 - 22:50
ducran lapoigne Lun 4 Jan 2016 - 22:50
bob47 a écrit:
P2 step P3 dir X
P4 P5 Y
P6 P7 Z
P8 P9 A
P1 P14 P16 P17 commun G.N.D. sorties broche pompe aspiration et autre comme tu le sent.
Attention à la mise en route du pc les sorties ne sont pas stables.
Risque de démarrage de la broche ou du matos connecter sur les sorties .
P10 11 12 13 15 entrées commun le G.N.D.
Pour moi sur le P15 les contacts de prises origine machine X Y Z en série et sur G.N.D.
Enlever le cavalier pour faire fonctionner la carte et les sorties avec une tentions différentes
Pour moi 5 v cc pour la carte et 12 v cc pour les relais.BOB
Attention que les cavaliers ne sont pas présents sur toutes ces cartes
sur la mienne, en tout cas il n' y en a pas
Cablé comme sur mon schéma, je n' ai jamais remarqué d' instabilité
++
Antoine
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: carte pilotage cnc
![]() ducran lapoigne Lun 4 Jan 2016 - 22:52
ducran lapoigne Lun 4 Jan 2016 - 22:52
En gros un relais statique est un relais électronique
A la place d' avoir un contact mécanique en sortie, c' est un triac (sorte d' interrupteur électronique)
il en existe plusieurs sortes:
commutation instantanée ou au passage par zero du secteur
sortie: DC ou AC
une recherche dans gogol t' en dira +
A la place d' avoir un contact mécanique en sortie, c' est un triac (sorte d' interrupteur électronique)
il en existe plusieurs sortes:
commutation instantanée ou au passage par zero du secteur
sortie: DC ou AC
une recherche dans gogol t' en dira +
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: carte pilotage cnc
![]() c.phili Lun 4 Jan 2016 - 23:00
c.phili Lun 4 Jan 2016 - 23:00
J'ai édité mon message précédant, j'avais oublié de mettre le lien.
Donc ici ça ferait l'affaire aussi sauf qu'il me faudrait mettre un relais de puissance derrière
http://www.ebay.fr/itm/5V-4-Channel-OMRON-SSR-G3MB-202P-Solid-State-Relay-Module-Resistive-Fuse-/221922763264?tfrom=221944883250&tpos=top&ttype=price&talgo=undefined
Donc ici ça ferait l'affaire aussi sauf qu'il me faudrait mettre un relais de puissance derrière
http://www.ebay.fr/itm/5V-4-Channel-OMRON-SSR-G3MB-202P-Solid-State-Relay-Module-Resistive-Fuse-/221922763264?tfrom=221944883250&tpos=top&ttype=price&talgo=undefined
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: carte pilotage cnc
![]() ducran lapoigne Lun 4 Jan 2016 - 23:20
ducran lapoigne Lun 4 Jan 2016 - 23:20
désolé Philippe, non car le commun est négatif
tu vas avoir tes pompes/broches qui risquent de se mettre en marche quand le pc est allumé et mach3 n' est pas lancé
comme je l' ai expliqué + haut, ce modèle de carte ne sort pas une tension mais draine un courant
plutôt ceci:
http://www.ebay.fr/itm/1PCS-24V-380V-40A-250V-SSR-40-DA-Solid-State-Relay-Module-3-32V-DC-To-AC-/221921072024?hash=item33ab86d398:g:R2UAAOSwo6lWKfAB
tu vas avoir tes pompes/broches qui risquent de se mettre en marche quand le pc est allumé et mach3 n' est pas lancé
comme je l' ai expliqué + haut, ce modèle de carte ne sort pas une tension mais draine un courant
plutôt ceci:
http://www.ebay.fr/itm/1PCS-24V-380V-40A-250V-SSR-40-DA-Solid-State-Relay-Module-3-32V-DC-To-AC-/221921072024?hash=item33ab86d398:g:R2UAAOSwo6lWKfAB
ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: carte pilotage cnc
![]() c.phili Mar 5 Jan 2016 - 10:22
c.phili Mar 5 Jan 2016 - 10:22
Salut
Faut pas être désolé, c'est juste de l'infos et ça m'aide beaucoup quand même.
Je vais en commandé directement plusieurs comme sur ton lien.
Pendant qu'on y est, voilà où je veux en arriver.
je vais numériser ma Bridgeport, en XetY, pas de problème je vais monter des PàP de 12 Nm, les même que sur mon HBM, je les ai déjà.
Plus tard je verrais peut-être pour les remplacer par de servos.
En Z je vais numériser la descente de broche avec un PàP plus petit.
Je ne pense pas qu'un moteur de 12Nm pourra lever aisément toute la console avec la table, pourtant j'ai le moteur et le drivers et ce serait l'idéal.
Pour la console, j'ai un moteur réducteur de 0.5kw, pour le moment c'est un 0.33kw et ça ne bloque pas.
J'aimerais faire arrêter la table a une certaine auteur, par contacts mécanique, on va dire 4 endroits différents et que se soit si possible piloté avec mach3, ce serait principalement pour me permettre de changer plus facilement d'outils.
Faut pas être désolé, c'est juste de l'infos et ça m'aide beaucoup quand même.
Je vais en commandé directement plusieurs comme sur ton lien.
Pendant qu'on y est, voilà où je veux en arriver.
je vais numériser ma Bridgeport, en XetY, pas de problème je vais monter des PàP de 12 Nm, les même que sur mon HBM, je les ai déjà.
Plus tard je verrais peut-être pour les remplacer par de servos.
En Z je vais numériser la descente de broche avec un PàP plus petit.
Je ne pense pas qu'un moteur de 12Nm pourra lever aisément toute la console avec la table, pourtant j'ai le moteur et le drivers et ce serait l'idéal.
Pour la console, j'ai un moteur réducteur de 0.5kw, pour le moment c'est un 0.33kw et ça ne bloque pas.
J'aimerais faire arrêter la table a une certaine auteur, par contacts mécanique, on va dire 4 endroits différents et que se soit si possible piloté avec mach3, ce serait principalement pour me permettre de changer plus facilement d'outils.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: carte pilotage cnc
![]() bob47 Mar 5 Jan 2016 - 10:23
bob47 Mar 5 Jan 2016 - 10:23
ducran lapoigne a écrit:désolé Philippe, non car le commun est négatif
tu vas avoir tes pompes/broches qui risquent de se mettre en marche quand le pc est allumé et mach3 n' est pas lancé
comme je l' ai expliqué + haut, ce modèle de carte ne sort pas une tension mais draine un courant
plutôt ceci:
http://www.ebay.fr/itm/1PCS-24V-380V-40A-250V-SSR-40-DA-Solid-State-Relay-Module-3-32V-DC-To-AC-/221921072024?hash=item33ab86d398:g:R2UAAOSwo6lWKfAB
+1
en plus tu n'a pas besoins de relais supplémentaire que tu est obliger de rajouter pour commander la puissance.
Cela simplifie grandement le câblage et élimine des sources de pannes.
BOB
bob47- complétement accro
- Messages : 2565
Points : 3345
Date d'inscription : 28/10/2011
Age : 67
Localisation : THONON
Re: carte pilotage cnc
![]() dh42 Mar 5 Jan 2016 - 17:28
dh42 Mar 5 Jan 2016 - 17:28
Salut,
A partir du moment ou tu a des contacts de référencement, tu peux travailler en coord machine et donc tu n'a pas besoin de contacts physiques pour connaitre (ou aller à) une position définie de la machine. Il suffit de rajouter des boutons exécutant un Gcode sur ton interface, aucun câblage ou quoi que ce soit de ce genre n'est nécessaire.
par exemple, si tu veux que la machine se rende à la position absolue (donc en coord machine) z=100, ton bouton Gcode devra contenir:
G0 G53 Z100
(G53 précise que les coordonnées sont fournies en coord machine)
la création d'un bouton Gcode se fait de la même manière que pour un bouton VisualBasic, sauf que:
- on choisis la fonction "Lancer Gcode" au lieu de "Lancer basic script" pour le bouton
- le code de programmation du bouton ne doit contenir que du pur Gcode, pas de vb
exemple ici pour un bouton VB
http://www.metabricoleur.com/t10839-encore-machscreen#210974
++
David
J'aimerais faire arrêter la table a une certaine auteur, par contacts mécanique, on va dire 4 endroits différents et que se soit si possible piloté avec mach3, ce serait principalement pour me permettre de changer plus facilement d'outils.
A partir du moment ou tu a des contacts de référencement, tu peux travailler en coord machine et donc tu n'a pas besoin de contacts physiques pour connaitre (ou aller à) une position définie de la machine. Il suffit de rajouter des boutons exécutant un Gcode sur ton interface, aucun câblage ou quoi que ce soit de ce genre n'est nécessaire.
par exemple, si tu veux que la machine se rende à la position absolue (donc en coord machine) z=100, ton bouton Gcode devra contenir:
G0 G53 Z100
(G53 précise que les coordonnées sont fournies en coord machine)
la création d'un bouton Gcode se fait de la même manière que pour un bouton VisualBasic, sauf que:
- on choisis la fonction "Lancer Gcode" au lieu de "Lancer basic script" pour le bouton
- le code de programmation du bouton ne doit contenir que du pur Gcode, pas de vb
exemple ici pour un bouton VB
http://www.metabricoleur.com/t10839-encore-machscreen#210974
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» [Résolu] Estink Carte Mère de Carte Contrôleur Interface 5 Axes CNC Commande de Moteur Pas à Pas
» association carte laser corel à carte de puissance moteur
» pilotage d' un circulateur en PWM
» configurer mach3 pour pilotage vfd via rs485
» Logiciel de pilotage BZTCNC
» association carte laser corel à carte de puissance moteur
» pilotage d' un circulateur en PWM
» configurer mach3 pour pilotage vfd via rs485
» Logiciel de pilotage BZTCNC
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum