






CNC Bendu73
Page 2 sur 4 •  1, 2, 3, 4
1, 2, 3, 4 

bendu73- petit nouveau

- Messages : 44
Date d'inscription : 03/04/2014

 Re: CNC Bendu73
Re: CNC Bendu73
![]() bendu73 Mar 12 Aoû 2014 - 12:32
bendu73 Mar 12 Aoû 2014 - 12:32
Ils saccadent tous à 1500mm/min (dans ma config ça vaux entre 45 et 55%). J'ai tester tout les moteurs, même en X.
Ils saccadent même à vide.
Sur le X j'ai brancher deux moteurs, ils saccade , mais pas en même temps ce qui expliquerai la désynchronisation des VAB.
Quand je parle de saccade, c'est à dire qu'ils va tourner 2 ou 3 tour puis se bloquer complétement, à ce moment on étant les champ magnétique qui tourne (je pense), comme si ça forçait...
J'ai essayé avec différente fréquence de noyau, même résultat, j'ai aussi essayer plusieurs config de micro pas/pas.

bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() dh42 Mar 12 Aoû 2014 - 15:00
dh42 Mar 12 Aoû 2014 - 15:00
Tes moteurs sont branchés avec du câble blindé ?
Assure toi que ton câble // soit le plus loin possible des autres câbles (y compris du 220v)
Ce sont des moteurs neuf ?
Sur le PC, tu a bien désactivé tout les trucs qui peuvent se mettre en marche tout seuls ? ... Windows doit être aussi mini que possible, pas d'anti virus, d'internet, ou d'éco d'énergie (BIOS) ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: CNC Bendu73
![]() bendu73 Mar 12 Aoû 2014 - 15:09
bendu73 Mar 12 Aoû 2014 - 15:09
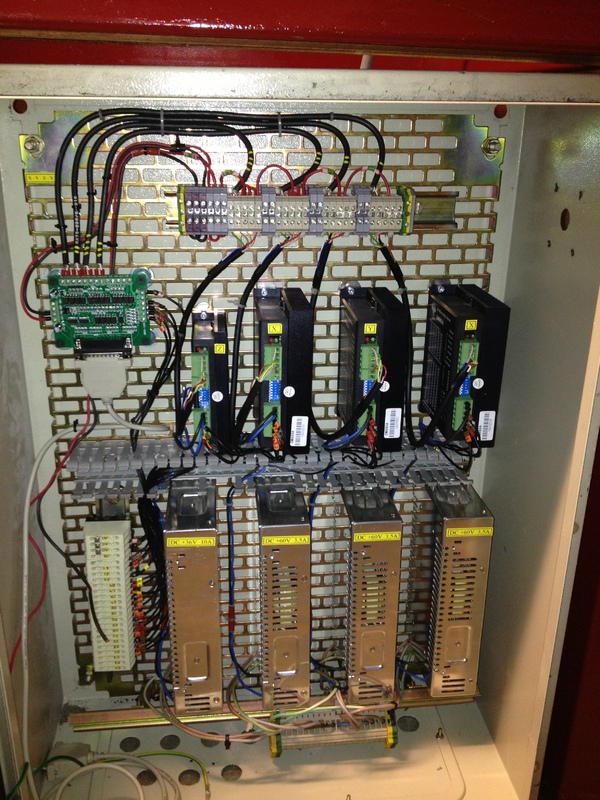
Voila l'armoire, Le câble // sort à gauche (c'est en faite la sorti des fils moteur/capteur).
Mes moteurs sont câblés avec des câbles industriel basique je dirait, ils sont gainés. Pas de soucis au niveau du Nema23.
Que se passe t-il si je régle le courant des driver plus haut? Mes moteurs sont indiquer comme 2A, mon driver est régler sur 2 donc.
Oui c'est des moteurs neuf, C'est un kit Ebay comprenant alim, driver et carte.
J'avais rooté mon pc avant, j'ai désinstallé l’antivirus mais toujours pareil.
bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() dh42 Mar 12 Aoû 2014 - 16:16
dh42 Mar 12 Aoû 2014 - 16:16
Il me semble avoir lu quelque part (mais ou ?) que les alims à découpage étaient susceptible de se perturber l'une l'autre ...
Pour l'ampérage, à mon avis il ne vaut mieux pas dépasser la valeur indiquée sur le moteur, sinon tu va le cramer ou au moins le faire surchauffer.
Ton coffret et la carcasse de la machine sont bien à la terre ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Bendu73
![]() bendu73 Mar 12 Aoû 2014 - 16:40
bendu73 Mar 12 Aoû 2014 - 16:40
J'ai l'impression que mes moteur ont tout simplement pas de couple...
J'arrive à les arrêter à la mains directe sur l'axe (donc pas de bras de levier). Et pourtant il ne tourne pas excessivement vite.
Mauvais câblage? ils sont connecter en serie (niveau bobine), y a t'il un ordre pour les bobine? J'ai trouver chaque bobine mais ya t'il un ordre peut être pour les brancher? Un ordre pour le A+ et le A- et le B+ et le B-??
Je vais tenter une connexion en parallèle sur un des moteur pour voir si j'arrive a le bloquer à la main.
Enfin bon c'est décevant de voir qu'on peut arrêter un moteur comme ça à la main...
bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() Wyldix Mar 12 Aoû 2014 - 16:49
Wyldix Mar 12 Aoû 2014 - 16:49
Je rejoins l'avis de David concernant le câblage. Ton armoire est propre mais histoire d'être sûr que c'est pas un faux contact ou un problème d'environnement électromagnétique, j'essaierai de câbler au plus court. Par exemple j'utiliserai le câble bornier-driver (step/dir, enable,...) pour faire la connexion driver-BoB. Ainsi tu t'affranchis du bornier. La qualité des masses est importantes comme l'a évoqué David mais ça c'est difficile de le voir sur une photo. Aurais-tu pas un oscilloscope qui traîne par hasard ? ça permettrait d'accélérer le débogage ! Sinon pour répondre à une question posée précédemment, on peut relier deux entrées d'un driver ensemble mais absolument pas leurs sorties.
Wyldix- complétement accro

- Messages : 721
Points : 1615
Date d'inscription : 27/02/2012
Age : 29
Localisation : Fribourg/CH
Re: CNC Bendu73
![]() bendu73 Mar 12 Aoû 2014 - 16:52
bendu73 Mar 12 Aoû 2014 - 16:52
Mais des parasites peuvent influencer sur le rendement du couple moteur? Ça me parait bizarre!
J'arrive à les arrêter à la mains ( à 40% d'avance, combien cela vaux en vitesse rotation je ne sais pas mais quand même! imaginez pendant un usinage sur aluminium).
Non je n'ai pas d'oscilloscope
J'essayerai bien le montage de connexion à en bas tout à droite:

bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() Wyldix Mar 12 Aoû 2014 - 17:05
Wyldix Mar 12 Aoû 2014 - 17:05
Wyldix- complétement accro
- Messages : 721
Points : 1615
Date d'inscription : 27/02/2012
Age : 29
Localisation : Fribourg/CH
Re: CNC Bendu73
![]() bendu73 Mar 12 Aoû 2014 - 17:08
bendu73 Mar 12 Aoû 2014 - 17:08
J'ai une alim pour chaque moteur , 60V 3,5A
Je ne sais pas par contre ce qu'envoi le driver
Oui bien sur j'ai un multimètre
bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() bendu73 Mar 12 Aoû 2014 - 19:24
bendu73 Mar 12 Aoû 2014 - 19:24
Cette fois le moteur monte jusqu’à 2400mm/min. Après il décroche donc au moins j'ai toute les autre vitesse en dessous (non pas une plage qui ne fonctionne pas).
J'ai donc testé un moteur sur le X (j'ai retiré une des vab) , ça fonctionne! J'ai lancer un programme dans le vide, tout fonctionne!
Il faut que je test le X avec les deux moteur pour voir si ils ne se désynchronisent plus!
Par contre j'ai rencontré deux fois un problème.
Après des redémarrages j'ai ma vitesse bridé à 500mm/min , même en étant à 100% de vitesse d'avance. Mes fin de courses ne fonctionne plus parfois et il me détecte des fois une fin de course (j'ai remarquer qu'il la détectait pendant un mouvement).
Peut être un faux contacte je regarderai sa demain!
Merci!
bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() ducran lapoigne Mar 12 Aoû 2014 - 20:56
ducran lapoigne Mar 12 Aoû 2014 - 20:56
pas normal de savoir arrêter le moteur a la main
maintenant, ta breakout board est un modèle bas de gamme (je connais, j'ai la même)
elle est équipée d' optocoupleurs PC817 (sharp) qui ne sont pas des modèles de rapidité
suffit de regarder la datasheet pour s' en convaincre
alors, en 1/8 de pas, c' est peut être une partie du problème
Antoine

ducran lapoigne- complétement accro
- Messages : 642
Points : 1277
Date d'inscription : 04/02/2012
Age : 75
Localisation : Athus Belgique du sud
Re: CNC Bendu73
![]() bendu73 Ven 15 Aoû 2014 - 13:47
bendu73 Ven 15 Aoû 2014 - 13:47
J'ai réglé en testant chaque axes les moteurs! J'ai gardé de la marge pour la vitesse.
Les premiers copeaux sur du pvc avec une fraise de 3mm, à 500mm/min.
https://www.youtube.com/watch?v=OKpaesl1dU4&list=UUej9rIf43bchptDNVsF6a4w
Je suis bien content! J'ai fait 3 usinages identique dont un sur du plexy.
Merci à vous!
bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() dh42 Ven 15 Aoû 2014 - 17:18
dh42 Ven 15 Aoû 2014 - 17:18
Et hop, une de plus
Fait gaffe avec les doigts à 2cm de l'outil ; même une petite fraise ça peut faire des dégâts !!!
Maintenant il vas falloir plancher sur l'aspiration si tu fais essentiellement du bois
Amuse toi bien
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Bendu73
![]() bendu73 Mar 19 Aoû 2014 - 20:38
bendu73 Mar 19 Aoû 2014 - 20:38
J'ai un soucis avec Mach3 , plus précisément La correction d'outils en G41 et G42.
J'ai réalisé une pièce et je l'ai exporté en Gcode grâce à Dxf2Gcode, j'ai bien mentionné la correction d'outils mais Mach3 m'indique à chaque fois que le rayon de l'outils est plus grand que l'arc...
J'ai essayé avec un simple rond de 70mm de diamètre et une fraise de 3mm, même chose...
Voila mon code, un simple rond, il plante au premier G2
- Code:
G21 (Units in millimeters) G90 (Absolute programming) G64 (Default cutting) G17 (XY plane) G40 (Cancel radius comp.) G49 (Cancel length comp.)
G0 Z 15.000
(*** LAYER: 0 ***)
T1 M6
S6000
(* SHAPE Nr: 0 *)
G0 X -23.625 Y -20.493
M3 M8
G42
F400
G1 X -23.059 Y -21.341
G2 X -24.756 Y -21.341 I -0.849 J 0.849
G0 Z 3.000
F150
G1 Z -1.500
F400
G2 X 24.034 Y 27.449 I 24.395 J 24.395
G2 X -24.756 Y -21.341 I -24.395 J -24.395
F150
G1 Z -3.000
F400
G2 X 24.034 Y 27.449 I 24.395 J 24.395
G2 X -24.756 Y -21.341 I -24.395 J -24.395
F150
G1 Z -4.500
F400
G2 X 24.034 Y 27.449 I 24.395 J 24.395
G2 X -24.756 Y -21.341 I -24.395 J -24.395
F150
G1 Z -6.000
F400
G2 X 24.034 Y 27.449 I 24.395 J 24.395
G2 X -24.756 Y -21.341 I -24.395 J -24.395
F150
G1 Z 3.000
G0 Z 15.000
G40
M9 M5
G0 X 0.000 Y 0.000
M2 (Program end)
Néanmoins avec un outils de 0mm il me trace mon cercle, j'ai d’ailleurs essayé, au réglè il fait la cote! bien content!
bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() dh42 Mar 19 Aoû 2014 - 21:18
dh42 Mar 19 Aoû 2014 - 21:18
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Bendu73
![]() bendu73 Mar 19 Aoû 2014 - 22:32
bendu73 Mar 19 Aoû 2014 - 22:32
Ni le G41 ni le G42 ne fonctionnent...
Je ne comprend pas pourquoi!
J'ai essayé dans les deux sens et comme je vous ai dit faire un cercle de 70mm avec une fraise de 3mm, dites moi pas que le rayon de la fraise est plus grand que la trajectoire de l'outil...
C'est vraiment énervant!
bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() dh42 Mer 20 Aoû 2014 - 1:35
dh42 Mer 20 Aoû 2014 - 1:35
Mauvais mode IJ pour les arcs.
dans ton Gcode, après le G90, ajoute un G91.1 et ça devrait marcher.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Bendu73
![]() bendu73 Mer 20 Aoû 2014 - 22:09
bendu73 Mer 20 Aoû 2014 - 22:09
Même avec la solution du G91.1 qui paraissais aussi très logique!
bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() dh42 Mer 20 Aoû 2014 - 23:14
dh42 Mer 20 Aoû 2014 - 23:14
bendu73 a écrit:Rien n'y fait...
Même avec la solution du G91.1 qui paraissais aussi très logique!
Re
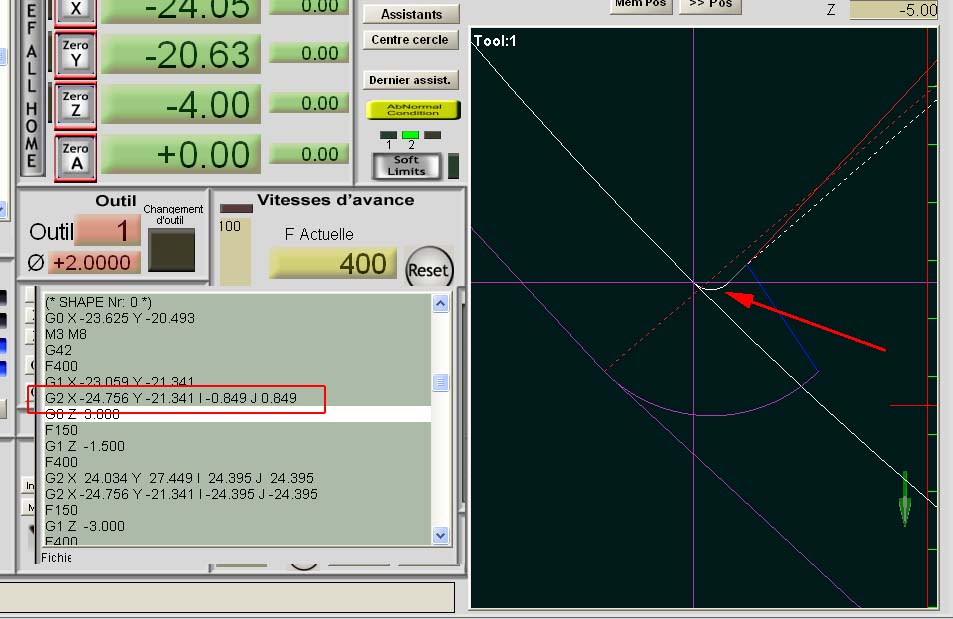
Il me semble que le problème est lié au rayon d'accostage ; ça fonctionne bien en G41, mais en G42, ça marche pour une fraise de 2 mais pas au delà ; il doit y avoir un truc à régler dans ton soft qui à produit le Gcode.
Dans l'image ci dessous, on voit bien que ton G2 qui coince, c'est le petit rayon d'accostage de la fraise ; il ne doit pas y avoir la place de passer un rayon d'accostage plus grand ; c'est probablement du à la position qu'à la fraise avant le G42 ....
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Bendu73
![]() bendu73 Lun 25 Aoû 2014 - 20:43
bendu73 Lun 25 Aoû 2014 - 20:43
Donc je suis entrain de me familiariser avec la FAO.
Cependant j'ai un autre problème survenue tout à l'heure. Je met en marche la broche manuellement, et la j'ai une fin de course détecté! Je ne comprend pas trop, j'ai simplement désactivé et ré activé les capteurs et j'ai peu lancer mon programme!
Autre soucis, une fois une fin de course active je ne peut pas re-bouger l'axe en question, en gros le capteur est actif et je suis obliger d'arrêter les moteurs pour faire tourner la vab...
A part cela la machine fonctionne bien et le X ne décroche plus! Je vais surement réduire la réduction du X pour avoir une vitesse de 2000mm/min comme le Y!
Petite vidéo d'un usinage sur PVC d'un porte clée 100x25x5mm. Des passes de 2mm, je peut faire bien plus je pense mais je n'ai pas encor l'expérience d'un usineur! sa viendra avec le temps et les essais!
https://www.youtube.com/watch?v=_bZSPk7vYMw&feature=youtu.be
bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() dh42 Lun 25 Aoû 2014 - 21:29
dh42 Lun 25 Aoû 2014 - 21:29
Cependant j'ai un autre problème survenue tout à l'heure. Je met en marche la broche manuellement, et la j'ai une fin de course détecté! Je ne comprend pas trop, j'ai simplement désactivé et ré activé les capteurs et j'ai peu lancer mon programme!
Peut être un contact qui est resté collé ?
Autre soucis, une fois une fin de course active je ne peut pas re-bouger l'axe en question, en gros le capteur est actif et je suis obliger d'arrêter les moteurs pour faire tourner la vab...
Page "Réglage Alt-6" Bouton "Dépassement des limites auto." la LED doit être allumée pour pouvoir passer outre les FC (ne pas oublier de re-activer après déplacement)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Bendu73
![]() bendu73 Mer 27 Aoû 2014 - 10:17
bendu73 Mer 27 Aoû 2014 - 10:17
Je suis entrain de recablé une parti de la machine, en gros les cable qui parte en direction de la tête sur Y. J'installe une arriver de 12,5 et 3V pour pouvoir brancher au cas ou des accessoir mais surtout pour brancher mon éclairage de broche. J'y met du cable blindé pour les capteurs et pour le moteur, c'est peut être le champ magnétique dégager par le cable de la broche qui pose soucis, car c'est seulement quand la broche tourne qu'il me détecte des fins course! Les cables sont dans la même chaine (guide cable articulé).
Ca reste assez louche, car il détecte ou une fin de course ou le bouton AU externe. Après reset je fait bouger un axe pendant 50mm et une fois de plus, arrêt... Mais il ne me le fait pas tout le temps. Mais effectivement une fois les fin de course désactiver sur le pc, pas de problème.
Il faut que je re regarde!
Merci!
bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() dh42 Mer 27 Aoû 2014 - 15:00
dh42 Mer 27 Aoû 2014 - 15:00
Ca reste assez louche, car il détecte ou une fin de course ou le bouton AU externe. Après reset je fait bouger un axe pendant 50mm et une fois de plus, arrêt... Mais il ne me le fait pas tout le temps. Mais effectivement une fois les fin de course désactiver sur le pc, pas de problème.
J'avais déjà eu des soucis avec le câble de broche qui passait trop près d'un moteur, ou du câble // (le port // est très sensible aux parasites)
Il me semble qu'il y a quelqu'un sur usinage qui avait eu ce même genre de problèmes avec les FC ou les contact Home qui chopaient des parasites ... il faut tout mettre en câble blindé et mettre un (et un seul) coté du blindage à la masse.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC Bendu73
![]() bendu73 Sam 6 Sep 2014 - 20:02
bendu73 Sam 6 Sep 2014 - 20:02
La "cartérisation" avance bien! Mais j'ai encor des soucis de parasite
Mon armoir ne me plait pas de toute manière. Elle est trop petite surtout que je vais surement un jour penser à installer un 4eme axe.
Il me faut une plus grande armoire, je compte aussi tout passer en câble blindé et bien séparer la BoB et le // des puissances qui pourrais fausser le signal!
Je réfléchis a la disposition des éléments de manière à se que tout soit bien pratique à câbler et à voir!
bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Re: CNC Bendu73
![]() bendu73 Dim 28 Sep 2014 - 0:44
bendu73 Dim 28 Sep 2014 - 0:44
Encor moi.
J'ai terminé l'armoire, blindage à la masse de partout et câblage propre et bien espacé!
J'ai cependant un soucis, Pas un moteur ne tourne...
J'ai le message suivant: "No Shuttle Detected of type selected."
La visu réagit mais pas les moteurs...
Après inspection j'ai découvert que la carte était branchée en 12V au lien du 5V, comme mes drivers (les 3 Pin reliées au +5 habituellement).
Néanmoins pas d'odeur de composant HS, la carte fonctionne et détecte les fin de courses; les drivers sont allumés (les moteurs sont sous tension car ils sont en position bloqué). J'ai juste un composant, probablement en relation avec l'alimentation de la carte, qui a chauffé un peu mais il n'est pas cramé.
J'ai tout de même remis le 5V mais toujours rien.
Je tente d'essayer un autre cordon //.
Avez vous des pistes? Driver HS? Carte HS?
bendu73- petit nouveau
- Messages : 44
Points : 132
Date d'inscription : 03/04/2014
Age : 29
Page 2 sur 4 • 1, 2, 3, 4