






Une petite nouvelle, une HBM45 à numériser
Page 2 sur 23 •  1, 2, 3 ... 12 ... 23
1, 2, 3 ... 12 ... 23 

 Re: Une petite nouvelle, une HBM45 à numériser
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Mer 30 Oct 2013 - 23:34
c.phili Mer 30 Oct 2013 - 23:34
Avec mach3, on sait simuler un travail sans qu'il y a une machine connecté? Pour l'apprentissage
c.phili- Modérateur

- Messages : 3576
Date d'inscription : 03/01/2011 -


Re: Une petite nouvelle, une HBM45 à numériser
![]() sangten Mer 30 Oct 2013 - 23:38
sangten Mer 30 Oct 2013 - 23:38
Dès que j'ai déménagé définitivement à Moissac. J'ai d'ailleurs gardé environ 40m2 d'atelier à aménager pour faire de la mécanique. C'était un pressentiment.
Allez, viens nous rejoindre ... bois + métal, ça ouvre des possibilités presque infinies Very Happy
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.

sangten- Modérateur
- Messages : 15099
Points : 20511
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Mer 30 Oct 2013 - 23:49
dh42 Mer 30 Oct 2013 - 23:49
Oui, tout à fait, par contre la simu se fait à vitesse réelle sur mach, et tu ne vois qu'un parcours d'outil, pas un objet en 3D.c.phili a écrit:100€ ce n'est pas excessif pour un truc qui marche surtout en français et avec l'aide qu'il y a, donc je vais l'essayé et certainement l'adopter
Avec mach3, on sait simuler un travail sans qu'il y a une machine connecté? Pour l'apprentissage
Sinon, tu a aussi des softs de simulation 3D ; pour ma part j'utilise CutViewer, qui est bien intégré à l'utilisation directe avec Cambam, mais il y en a aussi des gratuits. (CNCsimulator, OpenScam)
Sur cette vidéo extraite de la doc, à 1:47 tu verra une simulation avec CutViewer
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Zarkann Jeu 31 Oct 2013 - 1:22
Zarkann Jeu 31 Oct 2013 - 1:22
+1 Pour Mach3 c'est l'un des meilleurs softs de pilotage et personnellement je ne l’échangerais que contre un "vrai" Directeur de Commande Numérique (Num, Siemens, heidenhain, etc...) mais bon le tarif est nettement différentDH42 a écrit:Mach3 à une interface complétement modifiable, donc je ne sais pas de quelle VF tu parle ; la version "commerciale", ou une autre (il y en a une a moi ICI) ... elle ressemble à ça (ressemble, parce que je suis sans arrêt en train de la bidouiller pour y ajouter des trucs, car en plus elle et programmable en visual basic)
Plus touts les matériaux plastiques et compositesAllez, viens nous rejoindre ... bois + métal, ça ouvre des possibilités presque infinies Very Happy
Pour Cambam, c'est clair que pour une fraiseuse (Méca) c'est le meilleur rapport qualité prix
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Patrick le Belge Jeu 31 Oct 2013 - 7:26
Patrick le Belge Jeu 31 Oct 2013 - 7:26

Patrick le Belge- complétement accro

- Messages : 2822
Points : 6440
Date d'inscription : 15/06/2011
Age : 75
Localisation : Comines Belgique -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Jeu 31 Oct 2013 - 19:34
c.phili Jeu 31 Oct 2013 - 19:34
On avait continué la discussion moi et JM en MP mais ça pourrait intéressé d'autre personnes, alors voilà ce qui a été dit:
De J-Max.fr A c.phili, Hier à 18:58
Salut Philippe,
Je ne sais pas trop pourquoi tu essaie de rebobiner tes transfos les 50v étaient bien et adaptés à ton régulateur.
Essaies de le remettre à l'origine puis de les câbler en parallèle pour obtenir plus d'ampérage.
Sachant qu'avec les deux toriques, tu auras pas loin de 20A disponible.
Au niveau de la puissance, tu as besoin de 3x3.5A maximum en crête.
Comme tu ne solliciteras sans doute pas tes 3 moteurs à fond en même temps, en théorie un seul torique devrait suffire.
Donc à ta place, j'essaierai de monter une alimentation à partir du torique neuf.
Si vraiment à l'usage il se trouve faiblard (ce qui m'étonnerait),
alors tu pourras toujours monter le deuxième torique pour le Z par exemple.
++JM
De c.phili A J-Max.fr, Hier à 22:17
Oui mais j'ai modifié ce transfo il y a près de trois ans pour un autre projet et pas pour celui-ci
D'après Axel sur usinage, une fois redressé je risque de trop me rapprocher des 80 volt que supporte le drivers.
C'est pour cela que je t'ai invité sur usinage, pour que tu donne ton avis
Je n'ai encore fait aucune modif sur le deuxième torique, je pensais même ne pas le modifier avant d'avoir testé le voltage une fois redressé. La théorie c'est bien mais je préfère voir le résultat
Je pensais modifier le premier en mettant en série le 12v et le 30volt pour avoir 42 volts pour le 3eme moteur.
C'est comme si j'avais 3 alim séparées
Salut De J-Max.fr A c.phili, Aujourd'hui à 16:47
Philippe,
A mon sens, on devrait être en dessous des 60v une fois redressé, mais bon. Pourquoi pas.
Doubler les condos, ça ne peut pas faire de mal non plus.
Tu sais que je préfère une alimentation élevée pour des moteurs plus véloces et préserver le couple à "haute" vitesse.
Cependant, 50v est une valeur moyenne, c'est pas si mal.
Tu peux faire comme il te dit, je ne vois rien de problématique dans tout ça.
Toutefois, ce ne sera jamais 3 alimentations séparées. Tout au mieux deux.
D'ailleurs, avant de doubler les condensateurs, j'aurai prévu une protection type fusibles, histoire de protéger tout ça.
++JM
RE: ALIM
De c.phili A J-Max.fr, Aujourd'hui à 18:21
Quand tu parle de doubler les condos, tu veux dire de mettre 2 de 100v 10000Uf?
Si c'est ça j'en recommanderais parce que j'en ai pris que 4
Aujourd'hui j'ai bien été voir un ami qui m'en avait proposé mais rien de vraiment intéressant, je pense que ça provient principalement de vieilles alim de pc.
De plus j'ai lu aujourd'hui que le condo vieilli avec son utilisation, dans ce cas je préfère prendre des neufs
J'ai trouvé ce lien intéressant http://cncloisirs.com/Construction/Alimentation%C9lectrique
d'après leur calcul j'aurais 68,4 volts en partant de 50volts ((50x1.4)-1.6=68.4)
Pour les condo ils donnent ça:
Capacité de filtrage
Une règle empirique pour définir la capacité de filtrage :
•Valeur minimale : 1000 µF par Ampère de sortie
•Valeur confortable : 2200 µF par Ampère de sortie
•Valeur luxueuse : 4700 µF par Ampère de sortie
Dito, pour un tranfo de 150VA et 18V, donc sortant 150/18 = 8.33A, les valeurs suivantes (valeurs de condensateur existantes) :
•Mini : 10 000 µF
•Confortable : 22 000 µF
•Luxueuse : 40 000 µF
Quesque t'en pense?
Le fusible j'y avais pensé, de quel valeur il devrait être? Je dois avoir des porte fusible de verre quelque part mais je ne les retrouve pas mais bon ça c'est un détail.
Ce serait peut-être bien de continuer cette conversation sur le post a moins que tu préfère en MP
Philippe
RE: ALIM
De J-Max.fr A c.phili, Aujourd'hui à 18:51
Salut Philippe,
Oh, on peut continuer sur ton fil, l'avantage est que ça servira à tout le monde
Avec 100v et 100.000µf tu es royal ! Même 60.000µf seraient luxueux.
Mais plus la valeur est élevée, mieux c'est.
Pour tes fusibles, tu prends du 6 A ce sera très bien
Pour la tension, il ne faut pas s’inquiéter, Mad.ax résonne en théorique.
Dans la vraie vie, c'est à l'intensité maximale de tes drivers, qu'ils vont chauffer avec un fort voltage.
Et tant bien même, s'ils sont donnés pour 7A sous 80v, c'est qu'ils tiennent plus.
Sinon 60% de leur production leur reviendrait en SAV.
Ici, à 3.5A, même sous 75v ça ne risque pas grand chose.
Surtout que les 3.5A des moteurs c'est en crête, pas en utilisation continue.
Mais bon, pars au plus simple, sous 50v tu as largement assez pour mobiliser ta machine.
Parfois il faut savoir faire simple.
++JM
De c.phili A J-Max.fr, Aujourd'hui à 19:06
On parlait de 10.000 Uf et non 100.000
De J-Max.fr A c.phili, Aujourd'hui à 19:25
Re,
Oui, désolé, j'étais reparti sur les bobinages couplés.
Disons que les 10.000µf sont juste en dessous de la moyenne, mais tout à fait acceptable.
Le top étant 25.000µf par sortie.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Jeu 31 Oct 2013 - 19:39
c.phili Jeu 31 Oct 2013 - 19:39
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() J-Max.fr Jeu 31 Oct 2013 - 19:59
J-Max.fr Jeu 31 Oct 2013 - 19:59
Non, pas du tout, à partir de 6.000µf ça marche.
Maintenant, plus la valeur est élevée, mieux c'est.
Théoriquement, il n'est pas utile d'aller au dessus de 26.320µf
Et 20.000µf est une valeur tout à fait confortable pour ton application.
++JM

J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Totem Jeu 31 Oct 2013 - 21:22
Totem Jeu 31 Oct 2013 - 21:22
Tiens, je découvre ce sujet seulement maintenant...
Faute d'avoir trop le temps, je ne te serais pas d'une grande aide les prochains jours (un dossier d'examen à boucler...) mais je voulais quand même réagir sur deux choses qui ont été dites:
tout d'abord, confirmer que Cambam, c'est pas compliqué du tout

Ce soft est vraiment génial, il est simple et 'brouillon' en apparence mais pour en utiliser d'autres plus sophistiqués et plus chers professionnellement, je peux te dire que cela se limite à l'apparence, il est très performant en réalité, et surtout, il a l'avantage par rapport à tous les autres d'être le plus personnalisable (postprocesseurs, styles d'usinages, possibilité d'ajouter du G-code au début et à la fin d'une opération...)
D'ailleurs, je me suis enfin décidé à payer la licence il n'y a pas longtemps
C'est la toute première fois que je dépense de l'argent pour un logiciel, c'est dire à quel point je l'apprécie.
Et ensuite, corriger un oubli de J-max, qui pourrait avoir des conséquences pas chouettes...
Hé, fais attention! La tension maxi des moteurs, tu en fais quoi, hein?Pour bénéficier au mieux de la vélocité de tes moteurs, plus tu les alimenteras avec une tension élevée mieux ce sera.
Comme tes drivers acceptent du 80v, il faudrait donc s'approcher de cette valeur. Mais tu as des condensateurs de 63v (ce qui est bien pour du 50v en sortie).
La tension maxi se calcule de la manière suivante : 32*sqrt(L) .
Ici, on a une valeur d'inductance énorme, 22mH (voir lien eBay), mais méfiance! Il ne faut pas se faire avoir, les constructeurs "oublient" parfois de préciser si il s'agit d'une inductance avec les bobinages en parallèle ou en série... Et la différence est énorme: en série, la valeur est élevée au carré.
Dans notre cas, de toute évidence 22mH c'est trop, pour donner un ordre d'idée, d'habitude avec ce genre de moteurs, ça peut aller de 3 mH (moteur nul) à 6/7mH (moteur très cher). Donc, il s'agit de la valeur correspondant à un câblage série, pour le parallèle (qui nous intéresse ici), ce sera sqrt(22) = 4.7mH.
Je vous épargne le calcul de la tension maxi: 23*sqrt(4.7) , ça fait... 69 !
Je ne suis pas sûr, mais alors pas du tout, que le moteur aurait apprécié la plaisanterie des 80v! En général, surtout sur ceux d'entrée de gamme, ils sont dimensionnés limite, mais vraiment limite niveau isolation.
Un ami en a grillé un qui avait une tension max théorique de 31v en le faisant tourner sous 36v... Bien sûr; ça dépendra surtout tu temps d'utilisation, ici c'était une imprimante 3d et c'était le moteur du fil, donc ça pouvait aller jusqu’à plusieurs heures non-stop...
Donc gaffe
50v ça fera l'affaire, sinon, histoire de gagner 40% de vitesse (celle-ci étant directement proportionnelle à la tension), deux alims PWM 72v chinoises à 30€ pièce feront bien l'affaire... (elles sont réglables avec un potentiomètre à +/- 10 % )
++
Lionel

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Une petite nouvelle, une HBM45 à numériser
![]() J-Max.fr Jeu 31 Oct 2013 - 21:55
J-Max.fr Jeu 31 Oct 2013 - 21:55
Comme Philippe sera en 50v, il n'y aura pas de polémique.
N'oublions pas qu'il y a le driver entre l'alimentation et le moteur,
que ce qui entre n'est pas ce qui sort et que l'on peut régler l'intensité de sortie. U=RI...
++JM
P.S. j'oubliais, tous mes vœux t'accompagnent pour ton exam.
Dernière édition par J-Max.fr le Jeu 31 Oct 2013 - 23:40, édité 1 fois
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Jeu 31 Oct 2013 - 22:08
c.phili Jeu 31 Oct 2013 - 22:08
Les chose paraissait simple mais tu viens les compliquer avec tes calcul savant
A ton avis, quel voltage maxi je devrais avoir pour que ces moteurs ne me lâche pas dans les 10 prochaines années
Bon je viens d'aller voir sur http://www.longs-motor.com , avec ces moteurs ils donne des 60volt, donc je ferais en sorte de ne pas les dépasser, même si je perd un peu en vitesse, pour moi ça n'a pas d'importance du moment que je ne perds pas en couple.
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Wyldix Jeu 31 Oct 2013 - 23:16
Wyldix Jeu 31 Oct 2013 - 23:16
C'est super on a un nouveau projet à suivre !
J'aimerais juste connaître l'origine de la formule de totem pour calculer la tension maximum d'un moteur pas à pas ? Car il m'a toujours semblé que la tension maximum était simplement définie par l'isolant des bobinages (donc la centaine de volt est envisageable). Je ne vois pas trop ce que l'inductivité vient faire là-dedans mais j'ai peut-être manqué quelque chose.
Concernant les condensateurs, tu peux les mettre en série (2x 10'000uF-50V donnent 1x 5'000uF-100V) et ainsi obtenir 10'000uF sous 100V. Il est vrai cependant qu'un condensateur de plus peut être nécessaire.
Bonne soirée.
Dernière édition par Wyldix le Dim 15 Déc 2013 - 22:30, édité 1 fois

Wyldix- complétement accro
- Messages : 721
Points : 1615
Date d'inscription : 27/02/2012
Age : 29
Localisation : Fribourg/CH
Re: Une petite nouvelle, une HBM45 à numériser
![]() Totem Ven 1 Nov 2013 - 10:59
Totem Ven 1 Nov 2013 - 10:59
Non, non, je ne viens pas pour compliquer les choses
J'aimerais juste donner un petit coup de main, parce que sur les pas à pas on lit tout et son contraire
Enfin, je me permet de douter de beaucoup de choses que l'on lit, parce que même si les gens savent toujours mieux, il n'y en a pas beaucoup qui savent aller à 8000mm.min avec leur machine avec des vis au pas de 4 comme la mienne
Dans ton cas, de toute façon; fait comme si je n'avais rien dit: tu es en 50v, donc c'est bon !
C'était surtout pour J-max, c'est un peu risqué quand même de ne pas en tenir compte! D'ailleurs si tu l'as vu sur leur site, c'est la preuve que je ne raconte pas de conneries
J'avais bien compris, je m'y étais aussi intéressé pour la mienne, mais à moins d'avoir les transfos sous la main, ce qui n'était pas mon cas, ce n'était pas du tout rentable, ces petites chinoises fonctionnent très bien et coûtent une bouchée de pain...Oui mais là on ne parle pas d'alim chinoise mais home made.
A ma connaissance (je ne connais pas trop les drivers très haut de gamme), il n'y a pas de driver qui permet de régler la tension.N'oublions pas qu'il y a le driver entre l'alimentation et le moteur,
que ce qui entre n'est pas ce qui sort et que l'on peut régler l'intensité de sortie. U=RI...
Quand à mettre une résistance... c'est un peu dommage, d'installer une alimentation plus grosse pour perdre la moitié de la puissance en chaleur avec une résistance (quoique, en hiver...
Wyldix, cette formule figure sur la fiche technique (3 pages, une bible!) qui accompagnait mes moteurs (fabricant sérieux, lin )...J'aimerais juste connaître l'origine de la formule de totem pour calculer la tension maximum d'un moteur pas à pas ?
Par ailleurs, je l'ai vue à plusieurs reprises sur cnc-zone , et elle figure aussi sur le wiki d'emc2 ... entre autres.
Je ne pourrais pas t'expliquer pourquoi, je ne suis pas électronicien, mes connaissances en la matière se limitent à ce que j'ai lu à droite et à gauche sur le net
Mais je considère cette formule comme vrai, puisque.... ça marche à tous les coups
++
Lionel
P.S: merci pour les encouragements JM
EDIT:
Sur ma datasheet:
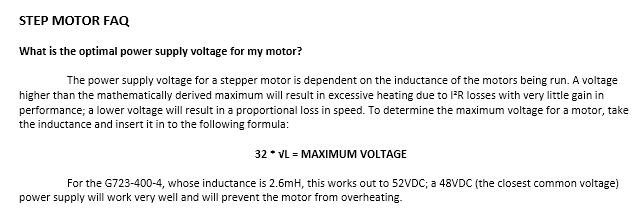
Tu as même l'explication, ils savent mieux que moi
Dernière édition par Totem le Ven 1 Nov 2013 - 11:47, édité 1 fois
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Une petite nouvelle, une HBM45 à numériser
![]() J-Max.fr Ven 1 Nov 2013 - 11:14
J-Max.fr Ven 1 Nov 2013 - 11:14
Lionel, on ne voit pas ta Datasheet.
Sinon, chaque moteur fait sa propre résistance, même faible, et sur les drivers tu peux bien entendu l’intensité.
C'est pas trop le souci ici de toute manière.
++JM
J-Max.fr- complétement accro
- Messages : 3671
Points : 8941
Date d'inscription : 25/04/2012
Localisation : Breizh -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Totem Ven 1 Nov 2013 - 11:51
Totem Ven 1 Nov 2013 - 11:51
Bien sûr, mais si tu règles l'intensité, tu perds en couple !Sinon, chaque moteur fait sa propre résistance, même faible, et sur les drivers tu peux bien entendu l’intensité.
Ce ne sont pas des moteurs à courant continu, et ce n'est pas aussi simple.
J'insiste, il faut une tension adaptée aux moteurs, mais...
c'est bien vraiC'est pas trop le souci ici de toute manière.
Si tu as d'autres interrogations sur le sujet, je t'invite à me poser tes questions par MP, pauvre Philippe sinon!++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Ven 1 Nov 2013 - 12:35
c.phili Ven 1 Nov 2013 - 12:35
Ha oui mais bon, de toutes façons ma femme a pris l'habitude de voir mon cerveau fumer toute la nuit quand il est au reposTotem a écrit: Si tu as d'autres interrogations sur le sujet, je t'invite à me poser tes questions par MP, pauvre Philippe sinon!
++
Lio

Pour en revenir aux transfos toriques, oui en effet je les avais déjà, je ne sais pas si tu connais foxtrot sur usinages, ça fais un bail qu'il n'a plus posté mais je suis rassuré de savoir que ça va bien avec lui, c'est lui qui me les avait ramené et fait voir comment les modifier pour changer le voltage, je ne les ai pas eu pour rien mais si j'en ai 2, alors que j'en avais besoin qu'un seul, c'est que c'était vraiment pas cher, je m'aperçois maintenant que ça coûte +- 100€ pièce alors autant les employer et en plus ça fait partie de mon apprentissage, sinon tu pense bien que je ne me serais pas cassé la tête pour 40€ pièces.
Il m'a également ramené une série de fiche mal et femelle pour le branchement des PàP qui sont très intéressante.
En fait il y a 3 ans j'avais un projet CN, j'ai commencé un châssis et acheté quelques bricoles mais je ne me sentais pas encore près pour ça. Alors quand un bricoleur ne le sent pas, ben il doit laisser tomber sans tarder sinon il va laisser tomber plus tard
Pour le torique modifier, si je le laisse ainsi et emplois uniquement 30 volt, j’aurais si je ne dis pas de connerie (30x1.4)-1.6 = 40.4 volt une fois redressé, si j’emplois ça pour l’axe Y, comme c’est celui qui a la plus petite course, ça le ferait ou pas ?
Une autre question , (parmis les centaines qui vont venir) ces PàP ne demande que 3.5A, pourquoi des si gros drives, un de 5A n’aurais pas suffis ?
Je m’attend a ce que l’on me prend encore pour un fou une fois que je vais dévoiler clairement mon projet, d’un autre côté c’est pas marrant de faire comme les autre.
En entendant je suis malade, sinon je ne serais pas devant mon pc en ce moment mais à mon atelier.
Ma semaine de congé est foutue à cause d’une fichu grippe, et ce vaccin, il sert a quoi ????

La chose positive c’est d’être avec vous et ça m’a permis de me renseigner et de commander ce qu’il me faut.
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Totem Ven 1 Nov 2013 - 12:47
Totem Ven 1 Nov 2013 - 12:47
Oui, je concassais un peu Foxtrot... Je ne savais pas qu'il était en ce moment inactif, ça fait un sacré bail qu je n'ai plus été sur Usinages moi non plus.
Comme tu dis, autans les employer. J'en ai déjà utilisé aussi, mais pas pour moi; c'est pas donné ces bêtes là!
Si, bien sûr, des drivers plus petits auraient suffi, tant que c'est au dessus de 3.5A et tant que ça supporte 50v... Par exemple des M542, bien moins chers.
C'est sûr que la première fois, on ne sait pas par où commencer...La chose positive c’est d’être avec vous et ça m’a permis de me renseigner et de commander ce qu’il me faut.
Pour les moteurs, tu sais ce que j'en pense, mais bon, peu importe! L'important est d'en avoir, et que ça fonctionne. C'est vrai que moi, à l'époque où jai fait la mienne, je voulais absolument gagner des mètres par minutes (je suis comme ça, faut toujours que ça aille le plus vite possible), mais si c'est plus lent, ça n'empêche pas de faire des pièces! c'est pas l'usine!
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Ven 1 Nov 2013 - 13:27
c.phili Ven 1 Nov 2013 - 13:27
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Totem Ven 1 Nov 2013 - 13:47
Totem Ven 1 Nov 2013 - 13:47
ça, c'est certain!Oui et il faut dire aussi qu'en manuel c'est encore bien plus long
Pas tant que ça... J'ai 300*300*100, toi 560*230 et pour Z je ne sais pas, mais c'est forcément plus que 100.les courses de la HBM45 ne sont pas vraiment longues par rapport à la tienne
++
Lio
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Une petite nouvelle, une HBM45 à numériser
![]() c.phili Ven 1 Nov 2013 - 15:33
c.phili Ven 1 Nov 2013 - 15:33
Je suis bien placé pour le savoir, en Belgique, on ne vit pas comme en France, oui bien sur nos salaires sont plus élevés mais au final on me prend 50% rien que pour les impôts, ne crois surtout pas que je gagne des millions, ce n'est malheureusement pas le cas, le français pour le même salaire que moi ne payera que 30%.
Ca c'est le prix à payer quand on a "couru" toute notre vie, du moins une partie du prix, en prime on a la santé qui a pris un sal coup.
J'ai toujours entrainé mon monde à travailler à mon rythme même s'il fallait travailler 12h par jour pour y arriver. Rien ne me faisait peur.
Je travaille avec des français, ils sont bien plus cool que les belge ce qui m'a souvent fait rire, ce n'est pas parce qu’ils sont moins courageux que les belges mais la mentalité est différente.
Il m'a fallut arriver à mon âge pour comprendre et je t'assure que depuis peu j'ai vachement levé le pied.
On ne vit qu'une fois alors pourquoi se presser d'en finir?
Maintenant avec un peu de recul je suis persuadé que c'est le français qui avait raison, la santé et la famille sont plus importantes que d'enrichir notre patron.
Alors maintenant tu comprendras mieux pourquoi ce n'est pas important que la machine tourne un peu moins vite, elle ira toujours plus vite que l'homme.
Réfléchi bien a ça et ne te laisse pas prendre dans un engrenage que tu ne gèreras bientôt plus.
Prend le temps de vivre.
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Ven 1 Nov 2013 - 16:32
dh42 Ven 1 Nov 2013 - 16:32
Je ne peux qu'approuver ...c.phili a écrit:Prend le temps de vivre.
Concernant les vitesses élevées sur les Cn, il faut aussi penser que c'est comme sur n'importe quelle mécanique ; quand on l'utilise à des valeurs proche du maxi, ça s'use beaucoup plus vite et c'est moins fiable dans le temps.
Les valeurs données par les constructeurs sont à prendre avec modération si le but est la fiabilité avant tout.
Dans le cas de Philippe, c'est encore plus important ; une perte de pas et un rentre-dedans dans du bois ou de l'alu, ça peut déjà faire de la casse, alors dans l'acier, je n'en parle même pas ... le but et de finir la course sans rien casser, pas de la gagner
Pour ma part sur les BZT, je tourne désormais à 50% des valeurs maxi théoriques (données par BZT), et maintenant c'est fiable .... à 80% des valeurs théoriques, j'ai une m** en moyenne toutes les 100 à 150h d'usinage ... toujours au plus mauvais moment de préférence (loi de Murfy
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Totem Ven 1 Nov 2013 - 18:40
Totem Ven 1 Nov 2013 - 18:40
En Suisse, c'est encore bien pire... on gagne en moyenne le triple par rapport à la France, pour autant, le pouvoir d'achat n'est guère plus élevé, contrairement à ce que pensent beaucoup de gensJe suis bien placé pour le savoir, en Belgique, on ne vit pas comme en France, oui bien sur nos salaires sont plus élevés mais au final on me prend 50% rien que pour les impôts, ne crois surtout pas que je gagne des millions, ce n'est malheureusement pas le cas, le français pour le même salaire que moi ne payera que 30%.
Les seuls qui tirent leur épingle du jeu, ce sont les frontaliers qui travaillent en Suisse!
Tout à fait d'accord... Pour ma part, je travaille avec des Allemands, c'est un peu pareil...Je travaille avec des français, ils sont bien plus cool que les belge ce qui m'a souvent fait rire, ce n'est pas parce qu’ils sont moins courageux que les belges mais la mentalité est différente.
Je suis pas du genre pressé au boulot, ni dans la vie d'ailleurs, j'aime bien prendre mon temps.
Pour la machine, c'est différent, si je tiens tellement à ce qu'elle aille vite, ce n'est pas pour le temps que je peux gagner, pas du tout! Je ne suis pas pressé.
C'est juste pour la satisfaction d'avoir réalisé une machine performante, c'est tout...
Prends ta scie par exemple, avait-tu besoin de la sophistiquer autant? est-ce que cela va te faire gagner de l'argent? Non, et pourtant tu l'as fait! Ben moi c'est pareil, je sais très bien que ça ne sert à rien, que j'aurais pu acheter des drivers à bas prix,pourtant je suis content de l'avoir fait ainsi...
Lio
EDIT: David, pour ma part je n'ai pas baissé de moitié, mais je l'économise quand même un tout petit peu
Mais tu as raison, pour usiner l'acier ça ne sert pas, ni pour l'alu d'ailleurs. C'est juste pour le plaisir; quand on fait une machine, on a forcément envie qu'elle soit au top, alors on fait en sorte qu'elle le soit
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Ven 1 Nov 2013 - 19:06
dh42 Ven 1 Nov 2013 - 19:06
Je comprendsC'est juste pour le plaisir; quand on fait une machine, on a forcément envie qu'elle soit au top, alors on fait en sorte qu'elle le soit
La fiabilité d'une machine tu ne peux la connaitre qu'à condition de l'utiliser intensivement ; si elle ne sert que quelques heures par ci par la, difficile de faire une estimation de sa fiabilité, surtout si en plus chaque job est différent.
Au début ou j'avais la BZT, elle tournait avec les réglages presque au max, et je n'avais pas de problèmes, ou si rares que je n'y prêtais pas trop attention ... mais quand tu passe de 1h d'usinage / semaine à 40 ... les "bizarreries" se remarquent mieux !! ... (et tu a plus de chances d'en trouver la cause)
Il y a aussi un point technique (du point de vue de l'usinage) dont il faut tenir compte ; les capacités d'accélération doivent être en accord avec les vitesses maxi ; une machine qui peut aller vite mais qui n’accélère pas fort n'est pas très utilisable à haute vitesse ; en mode "vitesse constante", les trajectoires ne sont pas suivies avec précision, et si on passe en mode "exact stop" pour régler ce problème, et bien ça pose des problèmes dans les courbes constituées d'un grand nombre de segments courts ...
Dans le cas de l'HBM, même si on peut théoriquement atteindre de hautes vitesses, on ne peut pas avoir des accélérations énormes, elle n'est pas sur guides à billes ! ...et les glissières "traditionnelles" ça résiste nettement plus ; je le vois sur la mienne, c'est la dureté du guidage qui la fait "décrocher" à l'accélération .... et ça risque aussi de surchauffer à trop haute vitesse et de gripper (Pb connu sur ma Z1 en mode cycle si graissage des glissières insuffisant), les guidages trap ne sont pas prévus pour se promener à 10 m/min, même si je suppose que Philippe vas y mettre un graissage centralisé automatique
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Totem Ven 1 Nov 2013 - 19:27
Totem Ven 1 Nov 2013 - 19:27
Je sais que ma machine a beaucoup de défauts, néanmoins, elle me rend bien service, et pour ce que j'en fais, elle est parfaite!
Mon délire du moment sur la vitesse maxi (et l'accélération, pour rappel en ce moment je suis à 2500 ce qui est, me semble t-il, très honorable), c'était surtout dû à ma première CN, celle avec les glissières de tiroir, qui était lente, mais vraiment trop lente, au point où c'était énervant (90mm.min)... Du coup je m'étais dit, la prochaine, elle sera rapide
Aujourd'hui, de toute façon, je la trouve lente aussi quand je l'utilise de nouveau... à cause du laser avec lequel je travaille, c'est carrément un autre monde (170.000mm.min et 30.000m/s², à comparer avec ma machine, respectivement 7500 et 2500).
Mais ça ne me gêne absolument pas, ma machine me convient comme elle est.
Quand aux problèmes que j'ai eu, c'était surtout parce que je voulais économiser des clopinettes en achetant des ordinateur à 20€... avec les 2 athlon que j'ai eu, pas le moindre problème, après bien sûr, il y a de fortes chances que si elle faisait 9h/j, il y en aurait aussi!
Comme tu le dis, le plus important, c'est, de loin, l'accélération, surtout quand comme toi on usine du bois.
Pour l'acier, c'est un peu moins gênant si ça va moins fort, mais c'est quand même un sacré confort quand c'est direct!
Ceci dit, je n'aimerais pas, par exemple, avoir une fraiseuse qui accélère trop fort comme par exemple un laser moderne, parce que là, la connerie, tu n'as pas le temps de la voir venir!
Dans tous les cas, le plus important de tout, tu l'as écrit, c'est ça!
Quand à ma voiture, ce n'est pas une voiture de sport mais j'aimerais bien qu'elle soit plus fiable elle aussi... Que des problèmes...qui tient les cotes
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Une petite nouvelle, une HBM45 à numériser
![]() dh42 Ven 1 Nov 2013 - 19:52
dh42 Ven 1 Nov 2013 - 19:52
Je me demande si les unités d'accélération sont les mêmes entre Mach3 et EMC² ; sur Mach3, à 500 c'est déjà très brutal .... il me semble que Bruno (ID-CNc) avait fait cette remarque il y a longtemps ; sur Mach3 l'ID tournais avec une Acc à 40/50 maxi, au delà elle décrochait, alors que sur EMC² il mettait beaucoup plus (à vérifier, c'est vieux !!, mais il me semble qu'il mettait 300 sous EMC²)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une petite nouvelle, une HBM45 à numériser
![]() Totem Ven 1 Nov 2013 - 20:47
Totem Ven 1 Nov 2013 - 20:47
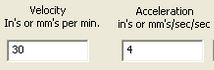
Emc2:

Les images parlent d'elles-mêmes! Les unités d'accélération sont bien les mêmes, ce sont les unités de vitesses qui sont différentes.
A moins qu'il ne t'ai parlé de versions plus anciennes, que je ne connais pas.
En tout cas, pour avoir essayé les deux softs sur cette machine, c'est bien 2500 dans les deux cas
Quant aux écrous, ils ont l'air de tenir... Mais ma table est aussi beaucoup plus légère que ton portique (le X traîne 7kg et le Y 2kg seulement) ! Et j'utilise rarement des pièces ou des montages d'usinage de plus de 2kg, je n'ai qu'un étau de perceuse (enfin toi aussi tu vas me dire, mais le mien ne fait pas 18 kg
Et puis bien sûr, je ne fais pas de production...
Enfin, j'en ai quand même changé un une fois, tout au début, mais c'était à cause d'une collision
++
Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Page 2 sur 23 • 1, 2, 3 ... 12 ... 23

 Sujets similaires
Sujets similaires» Hello d'une petite nouvelle sur le forum !
» une petite nouvelle à l'atelier.
» Une petite nouvelle PAC à l'atelier
» une petite nouvelle fraiseuse a la maison