






CN, Du dessin à la pièce (débutants)
+3
Zarkann
diomedea
dh42
7 participants
Page 1 sur 1

 CN, Du dessin à la pièce (débutants)
CN, Du dessin à la pièce (débutants)
![]() dh42 Ven 4 Juin 2010 - 14:09
dh42 Ven 4 Juin 2010 - 14:09
Bonjour à toutes et à tous
Comme j'ai décidé de me prendre un peu de vacances après avoir pas mal bossé pour ma petite entreprise (qui connaît la crise malheureusement), je me suis remis à la finition de mon socle de CN.
Ces deux mois d'utilisation de la machine m'on permis de mieux me rendre compte de ce qui m'était utile.
Et il y en a des choses !!
Pour commencer,les fraises bien sur ; et la c'est pas les fraises de la Z1, il faut un microscope pour les différencier. Donc rangement et classement obligé.
Ensuite, il y a les pinces qui servent à serrer la fraise dans le mandrin. Ma broche (Kress 1050) utilise des pinces spécifiques ( grrr ) qui, en plus, ne peuvent serrer qu'un seul diamètre ; comme sur une défonceuse ; il faut donc pas mal de pinces. Je n'en ai que 4 pour l'instant.
Il faut aussi un nombre impressionnant de brides en tout genre, de vis, de rondelles pour maintenir les pièces sur la machine.
Enfin, il y a les différentes clefs pour monter les outils, serrer les brides ; un tachymètre électronique pour régler la vitesse de la broche (un des inconvénients des variateurs), une loupe (elles sont petites les fraises !) etc …
Je me suis donc fait 3 tiroirs, dont un spécifique. Les spécialistes du bois les trouveront sûrement étranges mes tiroirs ! Rassurez vous, je sais que ça ne se fabrique pas comme ça
Je vais profiter de ce petit reportage pour décortiquer un peu plus le processus qui part du dessin et finis par l'usinage de la pièce afin de démystifier un peu le processus ; c'est la raison pour laquelle je mets ce sujet dans la section CN plutôt qu'à la suite de la fabrication du socle.
Pour les explications, je vais prendre un dessin très simple pour que cela reste lisible sur une petite image en 800x600. Le but n'est pas de faire un tuto sur le logiciel, mais juste de montrer le principe de base.
Le logiciel utilisé est un logiciel à faible coût mais plutôt performant et très simple d'utilisation. Il en existe une version gratuite. Il s'agit de CamBam. C'est ce que l'on appelle une FAO (Fabrication Assistée par Ordinateur)
Première étape: - créer ou importer un dessin en 2D vue de dessus
Créer un dessin en 2D, en vue de dessus. Dans la plupart des cas, il est tout à fait inutile de faire de la 3D, car au final on travail avec un fichier 2D (.dxf). Une seule fonction permet d'utiliser un fichier 3D ; elle est prévue pour "sculpter" dans la matière ….
Le dessin 2D peut être importé d'un logiciel comme SolidWorks, Autocad etc … pourvu qu'il sauve en dxf.
CamBam possède lui-même quelques fonctions de dessin intégrées qui suffisent pour des choses simples.
L'image ci dessous est une capture d'écran de CamBam. J'ai dessiné le rectangle et les 2 ronds directement dans le logiciel sans passer par une CAO.
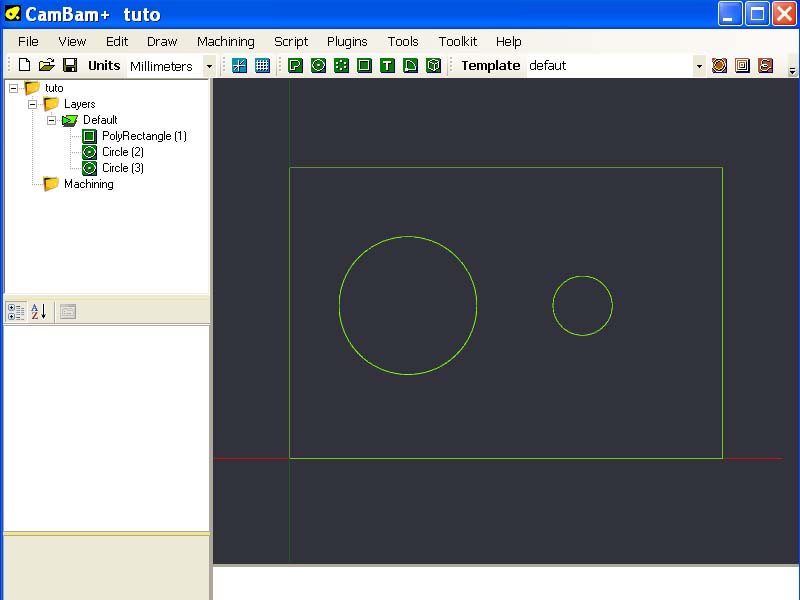
Le but est de faire une pièce qui ressemble à ça:

Pour l'exemple, nous supposerons que nous allons la découper dans une plaque de bois de 10mm d'épaisseur.
Deuxième étape: - Définir des opération d'usinage à partir de la géométrie dessinée.
Nous allons utiliser 3 fonctions d'usinages différentes, qui seront créées en se servant des contours 2D du dessin.
Il va de soit qu'il faut respecter un ordre dans la séquence d'usinage ; dans la cas présent par exemple, la découpe du contour se fera en dernier.
Dans le jargon de la FAO, le trou de droite s'appel un "perçage". Le trou de gauche est une "poche" (qui peut avoir n'importe quelle forme contrairement au perçage)
Quelle différence ? Tout d'abord il y a deux modes de perçage différents ; au foret ou à la fraise. Au foret il est possible de définir un cycle d'allez et retour en hauteur (Z) pour dégager les copeaux. A la fraise, il est possible de percer un trou de n'importe quel Ø supérieur à celui de la fraise ; dans ce cas, la fraise fait un "contour intérieur" du trou en descendant en spirale, mais il restera une "rondelle" au centre, pas gênante si on perce au travers de la pièce.
La découpe du contour de la pièce s'appelle "profilage".
Sur l'écran de CamBam, on remarque aussi 2 traits, un vert foncé vertical et un rouge horizontal ; ils matérialisent les axes X et Y et leur intersection correspond au 0,0 de la pièce en X et Y.
Lorsque l'on dessine pour imprimer ou pour visualiser sur écran, on ne s'inquiète guère des origines du dessin, c'est par contre indispensable pour pouvoir travailler avec la CN. Il faudra synchroniser le 0,0 du dessin avec la position réelle sur la machine, autrement dit, positionner la fraise au point 0,0 correspondant sur la pièce, puis mettre les axes X et Y a 0 sur la machine. Le Z, lui devra être réglé à chaque changement de fraise.
Sur le dessin, le point 0,0 se trouve dans l'angle inférieur gauche de la pièce.
Définition d'un perçage
Dans ce logiciel, il suffit de cliquer sur la forme 2D, puis sur un bouton "perçage". Ensuite, on règle les différents paramètres de vitesse de coupe, de profondeur etc … une partie de ces paramètres sont visibles dans la partie gauche de l'écran. Dans le cas présent, je dis à la machine que le 0 en Z est à la surface de la pièce (stocksurface = 0), que je perce à 10.2 de profondeur, que j'utilise le mode perçage en spirale à la fraise pour faire un trou de Ø 12 avec une fraise de Ø 5.5mm ; il y a bien sur un tas d'autres paramètres, mais ça ne rentre pas dans l'écran. La vue représente la trajectoire de la fraise en 3D

Même principe pour usiner la forme de gauche, mais cette fois ci je choisirais un usinage de "poche" après avoir sélectionné la forme 2D.
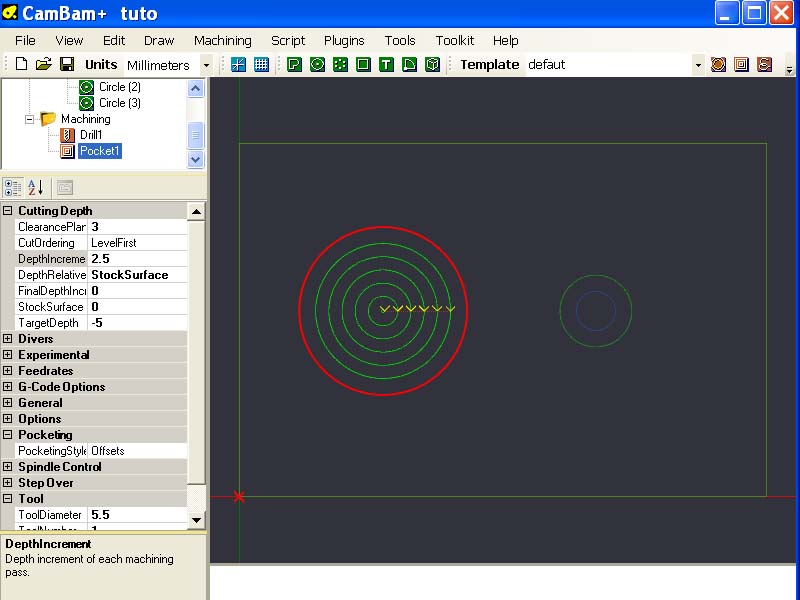
Cette fois ci, la fraise (toujours la même) vas faire plusieurs passages pour enlever la totalité de la matière.
Comme on le voit dans les paramètres de cet usinage le 0 en Z est toujours à la surface de la pièce, la profondeur à atteindre est de –5 (donc on creuse de 5mm dans la pièce) et la passe maxi est de 2.5mm ; le logiciel générera donc 2 passes pour atteindre les 5mm.
vue en perspective

On vois bien les 2 passes de 2.5mm chacune, ainsi que la matérialisation du déplacement en rapide (pointillés oranges). Le cercle rouge représente la surface de la pièce.
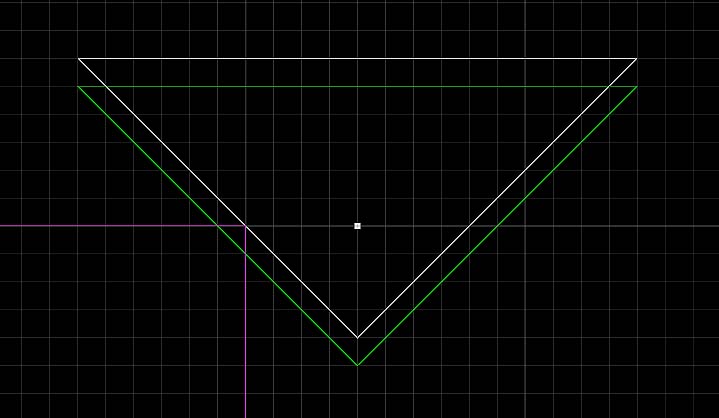
Et enfin, la découpe du contour, toujours le même principe, on sélectionne la forme et on choisit la fonction d'usinage appropriée ; ici une fonction "profile".
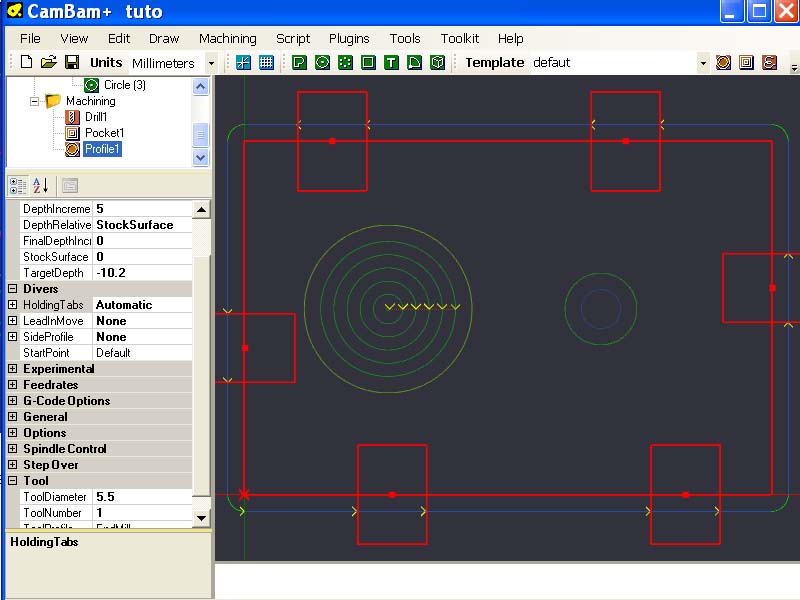
On peu bien sur déterminer de quel coté du trait doit passer la fraise ; les rectangles avec un point au centre représentent des "tabs", autrement dit des zones de la pièce qui ne seront pas découpées jusqu'au bout afin que la pièce reste en place, maintenue par ce reste de matière.
voilà le contour vu en perspective (j'ai volontairement effacé les trajectoires des autres usinages pour la clarté)
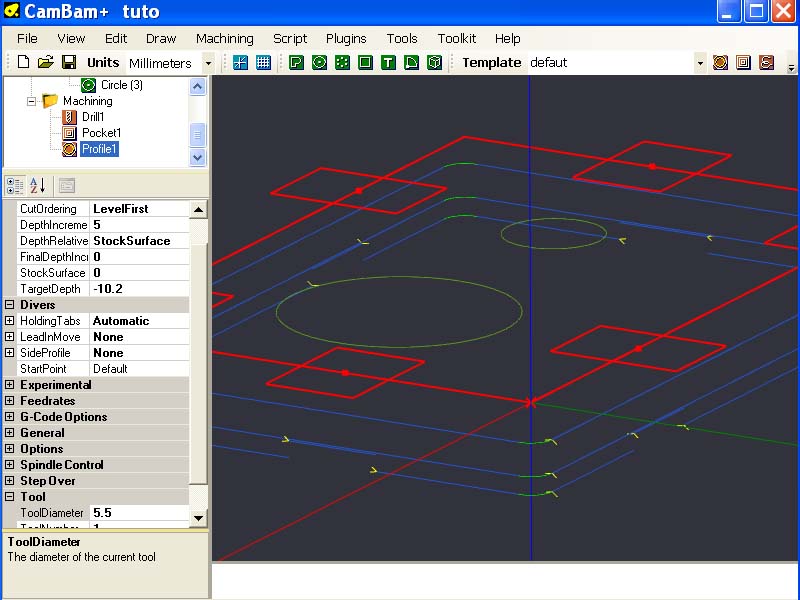
comme je creuse jusqu'à 10.2 mm de profondeur en demandant une profondeur de passe maxi de 5mm, j'aurais 3 passes, 2 de 5mm et une dernière de 0.2mm. Sur la vue en perspective, on voit bien la remontée de la fraise au niveau des "tabs".
Troisième étape: - Création du programme d'usinage
Il est maintenant possible de générer le programme d'usinage, autrement dit le G-Code qui vas être lu et exécuté par le programme qui pilote la machine. Le G-Code est crée automatiquement par la FAO, et peut être édité manuellement, c'est un fichier texte à la norme ANSI (attention, ce détail est important, ne pas utiliser de codage UTF-8, Mach3 n'aime pas)
en voici un exemple partiel:
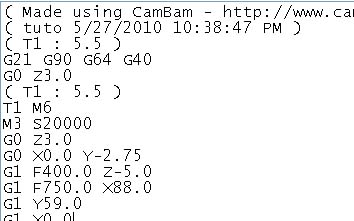
M3 = mettre la broche en marche à 20.000 tr ( S20000)
se déplacer en rapide (G0) à la position Z=3.0
se déplacer en rapide à la position X=0 Y = -2.75
Avancer en vitesse d'usinage (G1) à 400 mm/min (F400) jusqu'à Z=-5, puis usiner à la vitesse de 750 mm/min jusqu'à la position X=88 ….
Quatrième étape: - vérifier et tester le programme.
Le programme d'usinage est maintenant prêt , en général, je le passe sur un simulateur d'usinage en 3D histoire d'éviter les gaffes.
On peut également usiner "en l'air" pour ne rien casser, ou dans du polystyrène, mais le simulateur fait en 5 secondes ce que la machine fait en une heure
Cinquième étape: - usinage de la pièce
La suite, par contre ce ne sera pas l'usinage de la pièce dessinée plus haut, mais les pièces des tiroirs.
La première pièce est constituée de 3 chutes de lames de plancher collées ensembles et collées sur un bout de CP de 10 mm. Elle constituera le "casier à fraise".
La pièce sur la machine.

Une vue du parcours d'outil sur le logiciel de pilotage de la CN.

Les rectangles en bleu correspondent à des usinages de poches, des rectangles qui deviendront des casiers.
Le 0,0 en X et Y de la pièce est à l'angle inférieur gauche du rectangle jaune en pointillé, qui matérialise la pièce. Le 0 en Z est à la surface de la pièce. (définis dans la FAO)
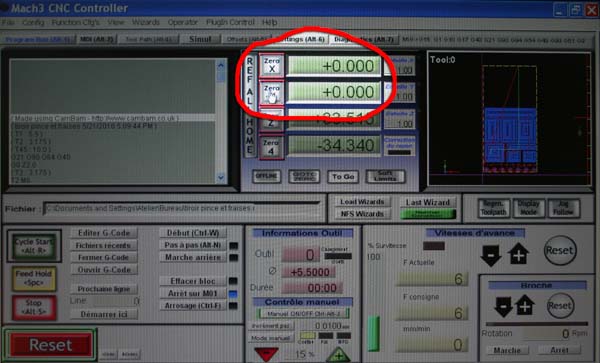
Première chose, faire correspondre le 0,0,0 pièce avec le 0,0,0 du programme (du dessin)

Il n'est pas nécessaire d'être précis au 1/100 ieme, je me positionne à l'œil à l'aide de cette fraise cassée reconvertie en pointe de centrage. Ici je positionne ma pige au point 0,0 (X Y) de ma pièce.
Puis mise à 0 des axes X et Y
Maintenant, il faut monter la fraise et faire le 0 en Z
Pour cela, j'utilise une simple feuille de papier ; je rappelle que ce n'est pas de la mécanique et qu'une précision de 0.05 mm est suffisante.

Fraise arrêtée, je descends doucement tout en promenant la feuille sous la fraise, quand ça commence à coincer la feuille, je sais que je suis à environ 5/100 de la pièce ; Pour faire mon 0 en Z, il me suffit alors de cliquer sur le bouton de mise à 0 de l'axe Z. (cette mise à 0 du Z devra être faite à chaque changement d'outil, étant donné que la longueur des outils est variable)
Le logiciel de contrôle permet un déplacement très fin grâce à un système pas à pas réglable.
Sur la photo, on voit que le réglage est de 0.05 mm / pas. Donc la fraise se déplace de 0.05 mm chaque fois que j'appuis sur la touche descente.

Et c'est parti pour l'usinage, maintenant tout ce que j'ai à faire, c'est à changer de fraise quand le programme le demande, et à faire la mise à 0 du Z pour la nouvelle fraise.
La suite en image.




et toujours, la mise à 0 en Z à chaque changement de fraise

Chanfreinage des bords (et ébavurage par la même occasion )


et enfin la gravure des Ø des pinces

J'ai un peu abusé sur la profondeur de gravure, oups ..
Les pièces des 2 autres tiroirs ; la face avant du tiroir porte fraise est la même que celle des autres tiroirs, mais sans les 3 rainures verticales.

Les pièces ont été découpées à la scie circulaire, les rainures et la découpe du passage de la main sont, bien sur, fait à la CN


Montage collé et encastré dans les rainures. Finition lasure incolore sauf pour les façades qui sont cirées.
et enfin, ce qui servira de glissière, du CP de 10 Chinois (les restes de la caisse de mon tour)
3 rainures à la CN et un peu de paraffine.

Et voilà, y a plus qu'à ranger …….

Voilà, j'espère que ce sujet vous a plu
++
David
Comme j'ai décidé de me prendre un peu de vacances après avoir pas mal bossé pour ma petite entreprise (qui connaît la crise malheureusement), je me suis remis à la finition de mon socle de CN.
Ces deux mois d'utilisation de la machine m'on permis de mieux me rendre compte de ce qui m'était utile.
Et il y en a des choses !!
Pour commencer,les fraises bien sur ; et la c'est pas les fraises de la Z1, il faut un microscope pour les différencier. Donc rangement et classement obligé.
Ensuite, il y a les pinces qui servent à serrer la fraise dans le mandrin. Ma broche (Kress 1050) utilise des pinces spécifiques ( grrr ) qui, en plus, ne peuvent serrer qu'un seul diamètre ; comme sur une défonceuse ; il faut donc pas mal de pinces. Je n'en ai que 4 pour l'instant.
Il faut aussi un nombre impressionnant de brides en tout genre, de vis, de rondelles pour maintenir les pièces sur la machine.
Enfin, il y a les différentes clefs pour monter les outils, serrer les brides ; un tachymètre électronique pour régler la vitesse de la broche (un des inconvénients des variateurs), une loupe (elles sont petites les fraises !) etc …
Je me suis donc fait 3 tiroirs, dont un spécifique. Les spécialistes du bois les trouveront sûrement étranges mes tiroirs ! Rassurez vous, je sais que ça ne se fabrique pas comme ça
Je vais profiter de ce petit reportage pour décortiquer un peu plus le processus qui part du dessin et finis par l'usinage de la pièce afin de démystifier un peu le processus ; c'est la raison pour laquelle je mets ce sujet dans la section CN plutôt qu'à la suite de la fabrication du socle.
Pour les explications, je vais prendre un dessin très simple pour que cela reste lisible sur une petite image en 800x600. Le but n'est pas de faire un tuto sur le logiciel, mais juste de montrer le principe de base.
Le logiciel utilisé est un logiciel à faible coût mais plutôt performant et très simple d'utilisation. Il en existe une version gratuite. Il s'agit de CamBam. C'est ce que l'on appelle une FAO (Fabrication Assistée par Ordinateur)
Première étape: - créer ou importer un dessin en 2D vue de dessus
Créer un dessin en 2D, en vue de dessus. Dans la plupart des cas, il est tout à fait inutile de faire de la 3D, car au final on travail avec un fichier 2D (.dxf). Une seule fonction permet d'utiliser un fichier 3D ; elle est prévue pour "sculpter" dans la matière ….
Le dessin 2D peut être importé d'un logiciel comme SolidWorks, Autocad etc … pourvu qu'il sauve en dxf.
CamBam possède lui-même quelques fonctions de dessin intégrées qui suffisent pour des choses simples.
L'image ci dessous est une capture d'écran de CamBam. J'ai dessiné le rectangle et les 2 ronds directement dans le logiciel sans passer par une CAO.
Le but est de faire une pièce qui ressemble à ça:
Pour l'exemple, nous supposerons que nous allons la découper dans une plaque de bois de 10mm d'épaisseur.
Deuxième étape: - Définir des opération d'usinage à partir de la géométrie dessinée.
Nous allons utiliser 3 fonctions d'usinages différentes, qui seront créées en se servant des contours 2D du dessin.
Il va de soit qu'il faut respecter un ordre dans la séquence d'usinage ; dans la cas présent par exemple, la découpe du contour se fera en dernier.
Dans le jargon de la FAO, le trou de droite s'appel un "perçage". Le trou de gauche est une "poche" (qui peut avoir n'importe quelle forme contrairement au perçage)
Quelle différence ? Tout d'abord il y a deux modes de perçage différents ; au foret ou à la fraise. Au foret il est possible de définir un cycle d'allez et retour en hauteur (Z) pour dégager les copeaux. A la fraise, il est possible de percer un trou de n'importe quel Ø supérieur à celui de la fraise ; dans ce cas, la fraise fait un "contour intérieur" du trou en descendant en spirale, mais il restera une "rondelle" au centre, pas gênante si on perce au travers de la pièce.
La découpe du contour de la pièce s'appelle "profilage".
Sur l'écran de CamBam, on remarque aussi 2 traits, un vert foncé vertical et un rouge horizontal ; ils matérialisent les axes X et Y et leur intersection correspond au 0,0 de la pièce en X et Y.
Lorsque l'on dessine pour imprimer ou pour visualiser sur écran, on ne s'inquiète guère des origines du dessin, c'est par contre indispensable pour pouvoir travailler avec la CN. Il faudra synchroniser le 0,0 du dessin avec la position réelle sur la machine, autrement dit, positionner la fraise au point 0,0 correspondant sur la pièce, puis mettre les axes X et Y a 0 sur la machine. Le Z, lui devra être réglé à chaque changement de fraise.
Sur le dessin, le point 0,0 se trouve dans l'angle inférieur gauche de la pièce.
Définition d'un perçage
Dans ce logiciel, il suffit de cliquer sur la forme 2D, puis sur un bouton "perçage". Ensuite, on règle les différents paramètres de vitesse de coupe, de profondeur etc … une partie de ces paramètres sont visibles dans la partie gauche de l'écran. Dans le cas présent, je dis à la machine que le 0 en Z est à la surface de la pièce (stocksurface = 0), que je perce à 10.2 de profondeur, que j'utilise le mode perçage en spirale à la fraise pour faire un trou de Ø 12 avec une fraise de Ø 5.5mm ; il y a bien sur un tas d'autres paramètres, mais ça ne rentre pas dans l'écran. La vue représente la trajectoire de la fraise en 3D
Même principe pour usiner la forme de gauche, mais cette fois ci je choisirais un usinage de "poche" après avoir sélectionné la forme 2D.
Cette fois ci, la fraise (toujours la même) vas faire plusieurs passages pour enlever la totalité de la matière.
Comme on le voit dans les paramètres de cet usinage le 0 en Z est toujours à la surface de la pièce, la profondeur à atteindre est de –5 (donc on creuse de 5mm dans la pièce) et la passe maxi est de 2.5mm ; le logiciel générera donc 2 passes pour atteindre les 5mm.
vue en perspective
On vois bien les 2 passes de 2.5mm chacune, ainsi que la matérialisation du déplacement en rapide (pointillés oranges). Le cercle rouge représente la surface de la pièce.
Et enfin, la découpe du contour, toujours le même principe, on sélectionne la forme et on choisit la fonction d'usinage appropriée ; ici une fonction "profile".
On peu bien sur déterminer de quel coté du trait doit passer la fraise ; les rectangles avec un point au centre représentent des "tabs", autrement dit des zones de la pièce qui ne seront pas découpées jusqu'au bout afin que la pièce reste en place, maintenue par ce reste de matière.
voilà le contour vu en perspective (j'ai volontairement effacé les trajectoires des autres usinages pour la clarté)
comme je creuse jusqu'à 10.2 mm de profondeur en demandant une profondeur de passe maxi de 5mm, j'aurais 3 passes, 2 de 5mm et une dernière de 0.2mm. Sur la vue en perspective, on voit bien la remontée de la fraise au niveau des "tabs".
Troisième étape: - Création du programme d'usinage
Il est maintenant possible de générer le programme d'usinage, autrement dit le G-Code qui vas être lu et exécuté par le programme qui pilote la machine. Le G-Code est crée automatiquement par la FAO, et peut être édité manuellement, c'est un fichier texte à la norme ANSI (attention, ce détail est important, ne pas utiliser de codage UTF-8, Mach3 n'aime pas)
en voici un exemple partiel:
M3 = mettre la broche en marche à 20.000 tr ( S20000)
se déplacer en rapide (G0) à la position Z=3.0
se déplacer en rapide à la position X=0 Y = -2.75
Avancer en vitesse d'usinage (G1) à 400 mm/min (F400) jusqu'à Z=-5, puis usiner à la vitesse de 750 mm/min jusqu'à la position X=88 ….
Quatrième étape: - vérifier et tester le programme.
Le programme d'usinage est maintenant prêt , en général, je le passe sur un simulateur d'usinage en 3D histoire d'éviter les gaffes.
On peut également usiner "en l'air" pour ne rien casser, ou dans du polystyrène, mais le simulateur fait en 5 secondes ce que la machine fait en une heure
Cinquième étape: - usinage de la pièce
La suite, par contre ce ne sera pas l'usinage de la pièce dessinée plus haut, mais les pièces des tiroirs.
La première pièce est constituée de 3 chutes de lames de plancher collées ensembles et collées sur un bout de CP de 10 mm. Elle constituera le "casier à fraise".
La pièce sur la machine.
Une vue du parcours d'outil sur le logiciel de pilotage de la CN.
Les rectangles en bleu correspondent à des usinages de poches, des rectangles qui deviendront des casiers.
Le 0,0 en X et Y de la pièce est à l'angle inférieur gauche du rectangle jaune en pointillé, qui matérialise la pièce. Le 0 en Z est à la surface de la pièce. (définis dans la FAO)
Première chose, faire correspondre le 0,0,0 pièce avec le 0,0,0 du programme (du dessin)
Il n'est pas nécessaire d'être précis au 1/100 ieme, je me positionne à l'œil à l'aide de cette fraise cassée reconvertie en pointe de centrage. Ici je positionne ma pige au point 0,0 (X Y) de ma pièce.
Puis mise à 0 des axes X et Y
Maintenant, il faut monter la fraise et faire le 0 en Z
Pour cela, j'utilise une simple feuille de papier ; je rappelle que ce n'est pas de la mécanique et qu'une précision de 0.05 mm est suffisante.
Fraise arrêtée, je descends doucement tout en promenant la feuille sous la fraise, quand ça commence à coincer la feuille, je sais que je suis à environ 5/100 de la pièce ; Pour faire mon 0 en Z, il me suffit alors de cliquer sur le bouton de mise à 0 de l'axe Z. (cette mise à 0 du Z devra être faite à chaque changement d'outil, étant donné que la longueur des outils est variable)
Le logiciel de contrôle permet un déplacement très fin grâce à un système pas à pas réglable.
Sur la photo, on voit que le réglage est de 0.05 mm / pas. Donc la fraise se déplace de 0.05 mm chaque fois que j'appuis sur la touche descente.
Et c'est parti pour l'usinage, maintenant tout ce que j'ai à faire, c'est à changer de fraise quand le programme le demande, et à faire la mise à 0 du Z pour la nouvelle fraise.
La suite en image.
et toujours, la mise à 0 en Z à chaque changement de fraise
Chanfreinage des bords (et ébavurage par la même occasion )
et enfin la gravure des Ø des pinces
J'ai un peu abusé sur la profondeur de gravure, oups ..
Les pièces des 2 autres tiroirs ; la face avant du tiroir porte fraise est la même que celle des autres tiroirs, mais sans les 3 rainures verticales.
Les pièces ont été découpées à la scie circulaire, les rainures et la découpe du passage de la main sont, bien sur, fait à la CN
Montage collé et encastré dans les rainures. Finition lasure incolore sauf pour les façades qui sont cirées.
et enfin, ce qui servira de glissière, du CP de 10 Chinois (les restes de la caisse de mon tour)
3 rainures à la CN et un peu de paraffine.
Et voilà, y a plus qu'à ranger …….
Voilà, j'espère que ce sujet vous a plu
++
David
Dernière édition par dh42 le Dim 27 Nov 2016 - 23:04, édité 3 fois

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: CN, Du dessin à la pièce (débutants)
![]() diomedea Ven 4 Juin 2010 - 15:57
diomedea Ven 4 Juin 2010 - 15:57
Bravo, j'ai tout compris!
Ton article est remarquable, et donne envie de s'y mettre! Allez, j'y retourne!
++
JPaul

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: CN, Du dessin à la pièce (débutants)
![]() Zarkann Lun 7 Juin 2010 - 12:30
Zarkann Lun 7 Juin 2010 - 12:30
Salut, salut
Effectivement ton reportage est vraiment très bien fait
Juste une petite précision: >> le point 0 en X Y et Z ce nomme l'origine Programme ou "OP"
Elle est défini par une distance entre l'origine machine ("OM") et l' OP par un décalage que l'on appel DEC
Cordialement .::Zarkann::.
Effectivement ton reportage est vraiment très bien fait
Juste une petite précision: >> le point 0 en X Y et Z ce nomme l'origine Programme ou "OP"
Elle est défini par une distance entre l'origine machine ("OM") et l' OP par un décalage que l'on appel DEC
Cordialement .::Zarkann::.
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: CN, Du dessin à la pièce (débutants)
![]() dh42 Lun 7 Juin 2010 - 14:24
dh42 Lun 7 Juin 2010 - 14:24
Bonjour Eric
Merci pour ces précisions ; il y a encore beaucoup de choses qu'il faut que je teste, et notamment des fonctions de Mach3 dont je ne comprends pas la description (doc vidéo en anglais ), c'est vraiment plaisant à utiliser cette petite machine.
), c'est vraiment plaisant à utiliser cette petite machine. 
Ma Machine n'a pas d'OM pour l'instant ; il faut que je trouve des microswitch de précision pour pouvoir en rajouter une, ça doit être pratique ....
(je vais peut être en piquer 2 qui ne servent pas sur la Z1 ... mais ils sont gros et je ne sais pas si je vais arriver à les caser quelque part !!)
++
David
Merci pour ces précisions ; il y a encore beaucoup de choses qu'il faut que je teste, et notamment des fonctions de Mach3 dont je ne comprends pas la description (doc vidéo en anglais
Ma Machine n'a pas d'OM pour l'instant ; il faut que je trouve des microswitch de précision pour pouvoir en rajouter une, ça doit être pratique ....
(je vais peut être en piquer 2 qui ne servent pas sur la Z1 ... mais ils sont gros et je ne sais pas si je vais arriver à les caser quelque part !!)
++
David
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CN, Du dessin à la pièce (débutants)
![]() kristoc'h Mer 25 Avr 2012 - 13:42
kristoc'h Mer 25 Avr 2012 - 13:42
bravo pour ce tuto!
la pédagogie par l'exemple s'avère ici des plus pertinentes.
la pédagogie par l'exemple s'avère ici des plus pertinentes.

kristoc'h- je prends du galon

- Messages : 52
Points : 126
Date d'inscription : 23/04/2012
Age : 49
Localisation : Penn Ar Bed
Re: CN, Du dessin à la pièce (débutants)
![]() pili Mer 25 Avr 2012 - 16:28
pili Mer 25 Avr 2012 - 16:28
Bonjour David
Étant un ancien dit (mécanicien manivelle), je suis toujours surpris par les possibilitées d'une cn et ce que tu nous là est vraiment extra !!!! Cela fait envie !
A+ Pierre
Étant un ancien dit (mécanicien manivelle), je suis toujours surpris par les possibilitées d'une cn et ce que tu nous là est vraiment extra !!!! Cela fait envie !
A+ Pierre

pili- Modérateur

- Messages : 3404
Points : 7558
Date d'inscription : 21/02/2011
Age : 83
Localisation : suisse st aubin ne
Re: CN, Du dessin à la pièce (débutants)
![]() dh42 Jeu 26 Avr 2012 - 17:20
dh42 Jeu 26 Avr 2012 - 17:20
Salut à vous deux
Oui, ces machines ont des possibilités étonnantes, et peuvent être utilisées un peu à toutes les sauces moyennant quelques bidouilles et de l'imagination.
Par exemple ICI en mortaiseuse, ICI de scanner 3D/machine à mesurer, ICI d'affuteuse. On peut également mettre un stylo et s'en servir de table traçante, qu'il s'agisse de dessiner sur un matériau ou de tracer une tôle pour découpe avec une autre machine. Et bien sur on peut faire des pièces qui serait un peu misère à faire avec une machine traditionnelle, comme ICI .... ou pourquoi pas un peu de tournage ....
Pour un débutant, le plus gros morceau c'est partie informatique, car on est dans l'obligation de passer par un dessin informatique pour pouvoir travailler, mais une fois cette étape maitrisée, le reste est assez simple. (mais bien sur des connaissances en usinage "traditionnel" sont les bienvenues, ça reste tout de même une fraiseuse !)
Un autre problème peut être la mise en service de la machine, suivant sa provenance, le fournisseur est plus ou moins avare en infos et ces infos sont plus ou moins fiables ... mais heureusement il y a les forums !
Dans le cas de l'ID-Cnc, pas de problèmes pour la configurer, le fichier de config est sur le site et Bruno répond rapidement en cas de soucis, c'est la machine la moins cher qui semble avoir le meilleur suivi technique ... cherchez l'erreur
Avec ma BZT qui coute 10x son prix, j'ai eu un beau DVD plein de vidéos et de pub en tout genre, mais pas un seul fichier de config, pas la moindre info technique concernant les paramétrage pour Mach3 ou EMC2 ou sur l'utilisation pratique de la machine, et une doc plus que succincte pour la partie mécanique de la machine ....
++
David
Oui, ces machines ont des possibilités étonnantes, et peuvent être utilisées un peu à toutes les sauces moyennant quelques bidouilles et de l'imagination.
Par exemple ICI en mortaiseuse, ICI de scanner 3D/machine à mesurer, ICI d'affuteuse. On peut également mettre un stylo et s'en servir de table traçante, qu'il s'agisse de dessiner sur un matériau ou de tracer une tôle pour découpe avec une autre machine. Et bien sur on peut faire des pièces qui serait un peu misère à faire avec une machine traditionnelle, comme ICI .... ou pourquoi pas un peu de tournage ....
Pour un débutant, le plus gros morceau c'est partie informatique, car on est dans l'obligation de passer par un dessin informatique pour pouvoir travailler, mais une fois cette étape maitrisée, le reste est assez simple. (mais bien sur des connaissances en usinage "traditionnel" sont les bienvenues, ça reste tout de même une fraiseuse !)
Un autre problème peut être la mise en service de la machine, suivant sa provenance, le fournisseur est plus ou moins avare en infos et ces infos sont plus ou moins fiables ... mais heureusement il y a les forums !
Dans le cas de l'ID-Cnc, pas de problèmes pour la configurer, le fichier de config est sur le site et Bruno répond rapidement en cas de soucis, c'est la machine la moins cher qui semble avoir le meilleur suivi technique ... cherchez l'erreur
Avec ma BZT qui coute 10x son prix, j'ai eu un beau DVD plein de vidéos et de pub en tout genre, mais pas un seul fichier de config, pas la moindre info technique concernant les paramétrage pour Mach3 ou EMC2 ou sur l'utilisation pratique de la machine, et une doc plus que succincte pour la partie mécanique de la machine ....
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CN, Du dessin à la pièce (débutants)
![]() beni Jeu 10 Avr 2014 - 18:51
beni Jeu 10 Avr 2014 - 18:51
salut
J'essaye de me familiariser avec tout ça et je suis donc tes différents tutos.
j'ai créé une pièce sous SW, ouverte sur cambam, donnée les différents usinages comme sur ton tuto. Mais n'ayant pas encore de CNC, je teste avec cutviewer (merci pour l'info) mais celui-ci me dit toujours : "invalid floating point operation".
je ne sais pas si il y a un zéro à faire comme tu fais dans le tuto ...
merci
J'essaye de me familiariser avec tout ça et je suis donc tes différents tutos.
j'ai créé une pièce sous SW, ouverte sur cambam, donnée les différents usinages comme sur ton tuto. Mais n'ayant pas encore de CNC, je teste avec cutviewer (merci pour l'info) mais celui-ci me dit toujours : "invalid floating point operation".
je ne sais pas si il y a un zéro à faire comme tu fais dans le tuto ...
merci

beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: CN, Du dessin à la pièce (débutants)
![]() beni Jeu 10 Avr 2014 - 19:51
beni Jeu 10 Avr 2014 - 19:51
même chose avec l'engrenage du tuto sur ton site David.
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: CN, Du dessin à la pièce (débutants)
![]() beni Jeu 10 Avr 2014 - 20:01
beni Jeu 10 Avr 2014 - 20:01
ça y est j'ai trouvé !
merci ! (j'avais pas fini le tuto ...)
merci ! (j'avais pas fini le tuto ...)
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: CN, Du dessin à la pièce (débutants)
![]() dh42 Jeu 10 Avr 2014 - 21:21
dh42 Jeu 10 Avr 2014 - 21:21
Salut,
Désolé, je n'avais plus les alertes sur ce sujet.
++
David
Désolé, je n'avais plus les alertes sur ce sujet.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CN, Du dessin à la pièce (débutants)
![]() beni Jeu 10 Avr 2014 - 22:15
beni Jeu 10 Avr 2014 - 22:15
lol
pourquoi désolé ?
le crédit de ma "réussite" te revient quand même ! très bon tuto !!
++
pourquoi désolé ?
le crédit de ma "réussite" te revient quand même ! très bon tuto !!
++
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: CN, Du dessin à la pièce (débutants)
![]() beni Ven 11 Avr 2014 - 20:40
beni Ven 11 Avr 2014 - 20:40
salut
encore moi ... décidément ... il est un peu con sur les bords ce type ! et au milieu c'est pire !!
je me posais des petites questions que je ne suis pas arrivé à résoudre (je ne sais pas si on peut simuler des chanfreins ou congé avec cutviewer):
- quand tu veux faire un chanfrein par exemple, j'ai vu que tu utilisais une fraise à écrire (je crois que c'est le bon terme), tu coups, tu mets 0 dans le diamètre de la fraise en faisant un contour et tu descends de ce qui t'intéresses ?
peut-on utiliser une fraise de défonceuse à chanfrein à roulement de diamètre 8 par exemple, virer le roulement, et faire un contour extérieur en descendant de ce qui nous intéresse ?
est ce que dans les 2 cas on obtiendrait le même résultat ?
et du coup pour un congé je ne verrais que la 2ème solution à part d'avoir peu être une fraise spéciale non ?
++
encore moi ... décidément ... il est un peu con sur les bords ce type ! et au milieu c'est pire !!
je me posais des petites questions que je ne suis pas arrivé à résoudre (je ne sais pas si on peut simuler des chanfreins ou congé avec cutviewer):
- quand tu veux faire un chanfrein par exemple, j'ai vu que tu utilisais une fraise à écrire (je crois que c'est le bon terme), tu coups, tu mets 0 dans le diamètre de la fraise en faisant un contour et tu descends de ce qui t'intéresses ?
peut-on utiliser une fraise de défonceuse à chanfrein à roulement de diamètre 8 par exemple, virer le roulement, et faire un contour extérieur en descendant de ce qui nous intéresse ?
est ce que dans les 2 cas on obtiendrait le même résultat ?
et du coup pour un congé je ne verrais que la 2ème solution à part d'avoir peu être une fraise spéciale non ?
++
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: CN, Du dessin à la pièce (débutants)
![]() dh42 Ven 11 Avr 2014 - 21:20
dh42 Ven 11 Avr 2014 - 21:20
Salut,
Si, mais il faut faire une petite bidouille car Cambam ne sait pas transmettre les infos pour les fraises coniques à CutViewer.
Je vais ajouter la manip à la suite du post sur la trad de la doc de CutViewer ... dans un moment
Pour les chanfreins, en fait je fais un petit dessin pour savoir de combien je dois décaler ma fraise par rapport au tracé et de combien je dois la faire descendre en Z.
Il ne faut pas que la "pointe" de la fraise soit alignée avec le tracé, sinon ça ne le fait pas si la fraise n'est pas pointue, et même si elle est pointue, à la pointe la vitesse de coupe est nulle, et ça coupe mal.
exemple ici avec une fraise à 90° (pour chanfrein à 45°), le plus facile ; si tu te décale de X mm du tracé, tu dois descendre de la même valeur pour être juste tangent au rebord de la pièce, donc il suffit d'ajouter la largueur du chanfrein voulu à la valeur Z pour être OK.
décalage de 4mm du contour, descente de 4 + 1 mm en Z = chanfrein du 1 mm
Dans ce cas, pour un contour, tu donnera un Ø de fraise de 8mm, afin qu'il te décale le parcours de 4mm. (le rayon de la fraise)
Avec les fraises coniques utilisées pour faire un chanfrein, il faut essayer d'utiliser le plus grand Ø de la fraise pour avoir la meilleure qualité de coupe possible.
Oui, il faut juste faire gaffe que l'axe du roulement n'accroche rien, donc avoir assez de place en dessous, et un dégagement suffisant de la fraise en hauteur lors des mouvements en rapide (plan de dégagement)
Pour les congés et les rayons, il est aussi possible de les faire en utilisant une fraise hémisphérique et l'option de profilage des bords ; pas toujours simple à mettre en place, ni très rapide en usinage, mais très efficace et directement simulable sous CV, car Cambam passe bien les infos pour les fraises hémisphériques.
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/SideProfiles.htm
++
David
je me posais des petites questions que je ne suis pas arrivé à résoudre (je ne sais pas si on peut simuler des chanfreins ou congé avec cutviewer):
Si, mais il faut faire une petite bidouille car Cambam ne sait pas transmettre les infos pour les fraises coniques à CutViewer.
Je vais ajouter la manip à la suite du post sur la trad de la doc de CutViewer ... dans un moment
Pour les chanfreins, en fait je fais un petit dessin pour savoir de combien je dois décaler ma fraise par rapport au tracé et de combien je dois la faire descendre en Z.
Il ne faut pas que la "pointe" de la fraise soit alignée avec le tracé, sinon ça ne le fait pas si la fraise n'est pas pointue, et même si elle est pointue, à la pointe la vitesse de coupe est nulle, et ça coupe mal.
exemple ici avec une fraise à 90° (pour chanfrein à 45°), le plus facile ; si tu te décale de X mm du tracé, tu dois descendre de la même valeur pour être juste tangent au rebord de la pièce, donc il suffit d'ajouter la largueur du chanfrein voulu à la valeur Z pour être OK.
décalage de 4mm du contour, descente de 4 + 1 mm en Z = chanfrein du 1 mm
Dans ce cas, pour un contour, tu donnera un Ø de fraise de 8mm, afin qu'il te décale le parcours de 4mm. (le rayon de la fraise)
Avec les fraises coniques utilisées pour faire un chanfrein, il faut essayer d'utiliser le plus grand Ø de la fraise pour avoir la meilleure qualité de coupe possible.
peut-on utiliser une fraise de défonceuse à chanfrein à roulement de diamètre 8 par exemple, virer le roulement, et faire un contour extérieur en descendant de ce qui nous intéresse ?
Oui, il faut juste faire gaffe que l'axe du roulement n'accroche rien, donc avoir assez de place en dessous, et un dégagement suffisant de la fraise en hauteur lors des mouvements en rapide (plan de dégagement)
et du coup pour un congé je ne verrais que la 2ème solution à part d'avoir peu être une fraise spéciale non ?
Pour les congés et les rayons, il est aussi possible de les faire en utilisant une fraise hémisphérique et l'option de profilage des bords ; pas toujours simple à mettre en place, ni très rapide en usinage, mais très efficace et directement simulable sous CV, car Cambam passe bien les infos pour les fraises hémisphériques.
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/SideProfiles.htm
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CN, Du dessin à la pièce (débutants)
![]() dh42 Ven 11 Avr 2014 - 22:26
dh42 Ven 11 Avr 2014 - 22:26
Re
Et les infos supplémentaires pour simuler tous les types d'outils gérables par CutViewer.
http://www.metabricoleur.com/t4109-cutviewer-mill-doc-en-francais#123749
++
David
Et les infos supplémentaires pour simuler tous les types d'outils gérables par CutViewer.
http://www.metabricoleur.com/t4109-cutviewer-mill-doc-en-francais#123749
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CN, Du dessin à la pièce (débutants)
![]() beni Sam 12 Avr 2014 - 21:11
beni Sam 12 Avr 2014 - 21:11
merci beaucoup je regarde ça dès que j'ai un peu de temps 
beni- complétement accro
- Messages : 727
Points : 1786
Date d'inscription : 31/08/2011
Age : 45
Localisation : Guyane
Re: CN, Du dessin à la pièce (débutants)
![]() CP63550 Ven 13 Mai 2022 - 7:34
CP63550 Ven 13 Mai 2022 - 7:34
Super le tutos et le boulot !!! Merci
Camille
Camille

CP63550- petit nouveau

- Messages : 23
Points : 49
Date d'inscription : 17/04/2019
Age : 49
Localisation : PUY DE DOME

 Sujets similaires
Sujets similaires» Quelques erreurs de débutants
» Conseil pour débutants
» Aspiration centralisée pour atelier bois.
» Récupérer un dessin
» logiciel dessin
» Conseil pour débutants
» Aspiration centralisée pour atelier bois.
» Récupérer un dessin
» logiciel dessin
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum