






Probleme de course réelle sur ma cnc
2 participants
Page 1 sur 1

 Probleme de course réelle sur ma cnc
Probleme de course réelle sur ma cnc
![]() Joe_le_fou Dim 5 Nov 2023 - 11:35
Joe_le_fou Dim 5 Nov 2023 - 11:35
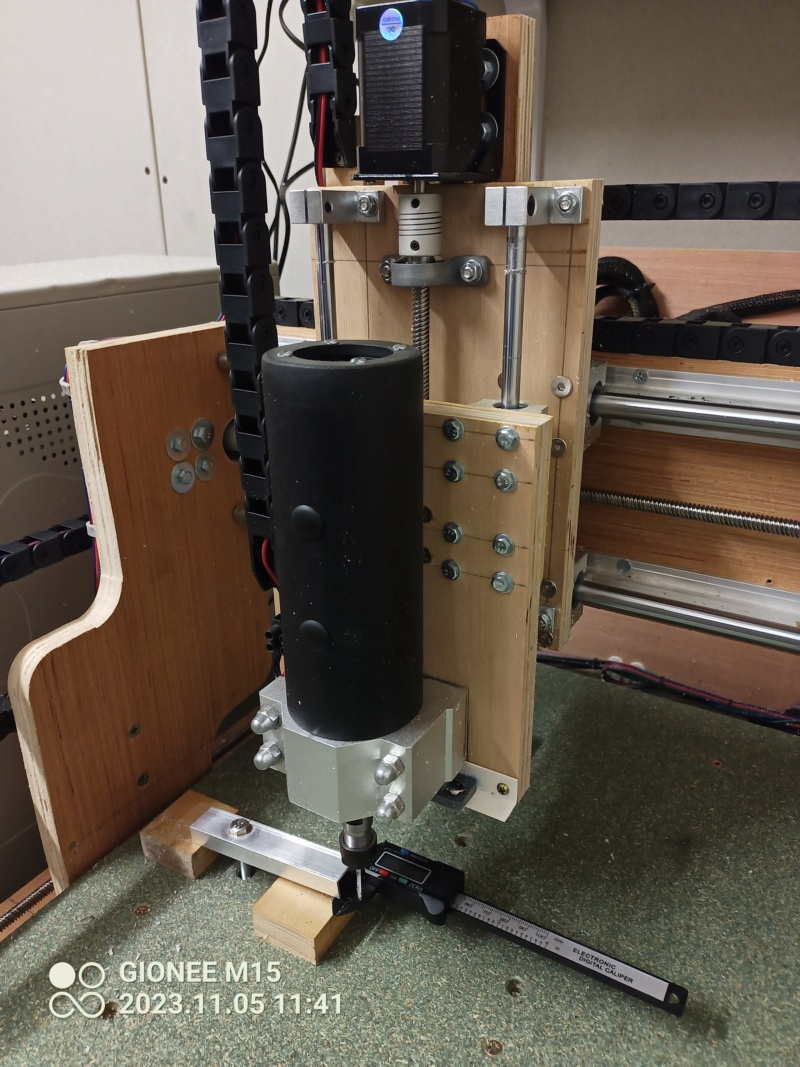
Bonjour, je viens de terminer la fabrication d'une cnc maison que voici:
( Arduino uno + GRBL + CNC Shield + Nema17 en 12v )


Elle fonctionne a merveille mais j'ai un gros souci au niveau des paramètres de GRBL, je m'explique:
Je viens de régler les paramètres de pas/mm des x,y et z et lorsque je demande une course de 100mm, j’obtiens réellement une course de 99.9mm (c'est pas mal), mais si je demande une course de 10mm (sans rien changer), j'obtiens réellement une course de 8.0mm (pas bon du tout) et je ne vois pas vraiment sur quel paramètre intervenir...
Mon petit montage d'un pied a coulisse pour mesurer les déplacement:

Si quelqu’un a une idée je suis preneur !
Merci d'avance.
( Arduino uno + GRBL + CNC Shield + Nema17 en 12v )



Elle fonctionne a merveille mais j'ai un gros souci au niveau des paramètres de GRBL, je m'explique:
Je viens de régler les paramètres de pas/mm des x,y et z et lorsque je demande une course de 100mm, j’obtiens réellement une course de 99.9mm (c'est pas mal), mais si je demande une course de 10mm (sans rien changer), j'obtiens réellement une course de 8.0mm (pas bon du tout) et je ne vois pas vraiment sur quel paramètre intervenir...
Mon petit montage d'un pied a coulisse pour mesurer les déplacement:

Si quelqu’un a une idée je suis preneur !
Merci d'avance.

Joe_le_fou- petit nouveau

- Messages : 4
Points : 8
Date d'inscription : 05/11/2023
Age : 55
Localisation : Loiret

Re: Probleme de course réelle sur ma cnc
![]() dh42 Dim 5 Nov 2023 - 21:33
dh42 Dim 5 Nov 2023 - 21:33
Salut,

As-tu refait le test plusieurs fois avec toujours les mêmes résultats ?
As-tu le même défaut sur tous les axes ?
Peux-tu faire un test avec plusieurs mesures tous les 10mm, sans jamais revenir en arrière, donc de 0 à 10, de 10 à 20, etc ...
En principe, s'il y a une erreur sur la valeur du pas/mm, l'erreur augmente avec la distance, donc c'est la valeur de 10 qui devrait être proche de la bonne valeur et celle de 100 qui devrait s'en éloigner (et d'un rapport 10, donc une erreur de 1/10 sur 10mm devrait donner une erreur de 1mm sur 100mm), je ne pense donc pas que ton problème vienne de ce réglage.
Une erreur de 2mm sur 10mm c'est énorme, vérifie ta mécanique pour être sûr que tu n'as pas un glissement de l'axe moteur dans le coupleur ou de la vis dans le coupleur, ça ne se voit pas lors d'un contrôle statique de la machine comme c'est le cas pour un jeu (et un jeu de 2mm ça ne passe pas inaperçu !)
Tu peux faire une marque sur l'axe de la vis, le coupleur et l'axe moteur pour voir si ça se décale.
Si tu peux en dire plus sur ton entrainement pour vérifier les calculs de pas/mm (et dire ce que tu as mis comme réglages, de pas/mm, de V maxi et d'accélération) ; pas des vis, entrainement direct ou avec démultiplication (sur le Z on voit que c'est en direct mais sur les autres axes, ce n'est pas visible), réglage µ-pas des drivers
Je ne suis pas du tout spécialiste des Arduino, mais une alim en seulement 12V ça me parait faible , à voir ce qu'en pensent ceux qui connaissent ce type de produits (sur les systèmes "classique", on ne descend généralement pas en dessous de 24V pour l'alim des drivers, et 48V à 60V est généralement préférable suivant le modèle de driver)
, à voir ce qu'en pensent ceux qui connaissent ce type de produits (sur les systèmes "classique", on ne descend généralement pas en dessous de 24V pour l'alim des drivers, et 48V à 60V est généralement préférable suivant le modèle de driver)
Edit: d'après ce que je lis sur la description du CNCshield, ça peut supporter jusqu'à 36V
++
David
As-tu refait le test plusieurs fois avec toujours les mêmes résultats ?
As-tu le même défaut sur tous les axes ?
Peux-tu faire un test avec plusieurs mesures tous les 10mm, sans jamais revenir en arrière, donc de 0 à 10, de 10 à 20, etc ...
En principe, s'il y a une erreur sur la valeur du pas/mm, l'erreur augmente avec la distance, donc c'est la valeur de 10 qui devrait être proche de la bonne valeur et celle de 100 qui devrait s'en éloigner (et d'un rapport 10, donc une erreur de 1/10 sur 10mm devrait donner une erreur de 1mm sur 100mm), je ne pense donc pas que ton problème vienne de ce réglage.
Une erreur de 2mm sur 10mm c'est énorme, vérifie ta mécanique pour être sûr que tu n'as pas un glissement de l'axe moteur dans le coupleur ou de la vis dans le coupleur, ça ne se voit pas lors d'un contrôle statique de la machine comme c'est le cas pour un jeu (et un jeu de 2mm ça ne passe pas inaperçu !)
Tu peux faire une marque sur l'axe de la vis, le coupleur et l'axe moteur pour voir si ça se décale.
Si tu peux en dire plus sur ton entrainement pour vérifier les calculs de pas/mm (et dire ce que tu as mis comme réglages, de pas/mm, de V maxi et d'accélération) ; pas des vis, entrainement direct ou avec démultiplication (sur le Z on voit que c'est en direct mais sur les autres axes, ce n'est pas visible), réglage µ-pas des drivers
Je ne suis pas du tout spécialiste des Arduino, mais une alim en seulement 12V ça me parait faible
Edit: d'après ce que je lis sur la description du CNCshield, ça peut supporter jusqu'à 36V
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Probleme de course réelle sur ma cnc
![]() Joe_le_fou Lun 6 Nov 2023 - 17:34
Joe_le_fou Lun 6 Nov 2023 - 17:34
Bonjour et merci de ta réponse.
J'ai donc fait quelques essais, je n'ai travaillé que sur l'axe x pour l'instant.
je suis donc passé en microstep de 1/8 au lieu de 1/32, c'est beaucoup plus précis et répétable (ça me parait pas trop logique mais bon...)
Mes 3 axes sont tous en direct comme le "z"
Les vis sont nommées: Vis trapézoïdale en acier inoxydable T8 * 8 (P2)
J'ai donc fait des course de 10mm sur 100mm total sans revenir entre chaque et je l'ai fait pas mal de fois, les résultat sont toujours identiques.
010-020-030-040-050-060-070-080-090-100
8.8-18.9-28.9-38.9-49.1-59.2-69.5-79.6-89.7-99.9
J'ai essayer de jouer avec les autres valeurs de grbl mais ça ne change strictement rien au problème.
L'accouplement moteur/vis est bien, sans jeu.
Réglé a 202 pas/mm.
J'essayerais d’installer un nouveau grbl des fois que je sois tomber sur un foireux, je trouve que les résultats ressemble a une erreur de calcul (on ne sait jamais)
Je reprendrai les essais ce week-end car je part en déplacement la semaine.
J'ai donc fait quelques essais, je n'ai travaillé que sur l'axe x pour l'instant.
je suis donc passé en microstep de 1/8 au lieu de 1/32, c'est beaucoup plus précis et répétable (ça me parait pas trop logique mais bon...)
Mes 3 axes sont tous en direct comme le "z"
Les vis sont nommées: Vis trapézoïdale en acier inoxydable T8 * 8 (P2)
J'ai donc fait des course de 10mm sur 100mm total sans revenir entre chaque et je l'ai fait pas mal de fois, les résultat sont toujours identiques.
010-020-030-040-050-060-070-080-090-100
8.8-18.9-28.9-38.9-49.1-59.2-69.5-79.6-89.7-99.9
J'ai essayer de jouer avec les autres valeurs de grbl mais ça ne change strictement rien au problème.
L'accouplement moteur/vis est bien, sans jeu.
Réglé a 202 pas/mm.
J'essayerais d’installer un nouveau grbl des fois que je sois tomber sur un foireux, je trouve que les résultats ressemble a une erreur de calcul (on ne sait jamais)
Je reprendrai les essais ce week-end car je part en déplacement la semaine.
Joe_le_fou- petit nouveau
- Messages : 4
Points : 8
Date d'inscription : 05/11/2023
Age : 55
Localisation : Loiret
Re: Probleme de course réelle sur ma cnc
![]() dh42 Lun 6 Nov 2023 - 18:57
dh42 Lun 6 Nov 2023 - 18:57
Salut,
Ok, la valeur théorique serait de 200
C'est vraiment très étrange comme comportement
C'est vraiment bizarre que l'écart ne varie presque pas entre 0 et 40 et ensuite que la cote varie presque de 0.1 tous les 10mm ....
A voir si tu as les mêmes résultat sur les autres axes.
J'avoue que je n'ai pas d'idée pour l'instant ...
++
David
Réglé a 202 pas/mm.
Ok, la valeur théorique serait de 200
J'ai donc fait des course de 10mm sur 100mm total sans revenir entre chaque et je l'ai fait pas mal de fois, les résultat sont toujours identiques.
010-020-030-040-050-060-070-080-090-100
8.8-18.9-28.9-38.9-49.1-59.2-69.5-79.6-89.7-99.9
C'est vraiment très étrange comme comportement
| consigne | réel | écart |
| 10 | 8.8 | 1.2 |
| 20 | 18.9 | 1.1 |
| 30 | 28.9 | 1.1 |
| 40 | 38.9 | 1.1 |
| 50 | 49.1 | 0.9 |
| 60 | 59.2 | 0.8 |
| 70 | 69.5 | 0.5 |
| 80 | 79.6 | 0.4 |
| 90 | 89.7 | 0.3 |
| 100 | 99.9 | 0.1 |
C'est vraiment bizarre que l'écart ne varie presque pas entre 0 et 40 et ensuite que la cote varie presque de 0.1 tous les 10mm ....
A voir si tu as les mêmes résultat sur les autres axes.
J'avoue que je n'ai pas d'idée pour l'instant ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Probleme de course réelle sur ma cnc
![]() Joe_le_fou Sam 11 Nov 2023 - 10:22
Joe_le_fou Sam 11 Nov 2023 - 10:22
Bon me revoilà, je pense avoir trouvé le problème (ça reste a confirmer)
J'ai réinstaller le fameux GRBL et ça n'a rien changer.
Mais en faisant des test et des manips en manuel, je me suis aperçu que le haut du portique manque de rigidité, au moindre effort il oscille de gauche a droite sur environ 1mm-1.5mm (a l’œil), ce qui correspond grosso modo a mes écarts de course...
Il me reste donc a renforcer celui-ci et ça devrait aller mieux (ou pas )
)
PS: il faut dire que le contre-plaqué d’aujourd’hui c'est vraiment de la M****
Je vous tiens au courant...
J'ai réinstaller le fameux GRBL et ça n'a rien changer.
Mais en faisant des test et des manips en manuel, je me suis aperçu que le haut du portique manque de rigidité, au moindre effort il oscille de gauche a droite sur environ 1mm-1.5mm (a l’œil), ce qui correspond grosso modo a mes écarts de course...
Il me reste donc a renforcer celui-ci et ça devrait aller mieux (ou pas
)PS: il faut dire que le contre-plaqué d’aujourd’hui c'est vraiment de la M****
Je vous tiens au courant...
Joe_le_fou- petit nouveau
- Messages : 4
Points : 8
Date d'inscription : 05/11/2023
Age : 55
Localisation : Loiret
Re: Probleme de course réelle sur ma cnc
![]() dh42 Sam 11 Nov 2023 - 18:19
dh42 Sam 11 Nov 2023 - 18:19
Salut,
Oui, si tu le prends en grande surface, c'est la cata, même chose pour le MDF
++
David
PS: il faut dire que le contre-plaqué d’aujourd’hui c'est vraiment de la M****
Oui, si tu le prends en grande surface, c'est la cata, même chose pour le MDF
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» Que choisir?
» Problème plugin camera kd-dietz mais tout autre problème en fait : PC qui a un problème et surtout ENB des drivers DM542 qui posait problème!!!???
» Qui à déjà utilisé les râpes AURIOU / LIOGIER
» Impressions de plans à taille réelle
» Annonce tutoriel --> Impression à taille réelle
» Problème plugin camera kd-dietz mais tout autre problème en fait : PC qui a un problème et surtout ENB des drivers DM542 qui posait problème!!!???
» Qui à déjà utilisé les râpes AURIOU / LIOGIER
» Impressions de plans à taille réelle
» Annonce tutoriel --> Impression à taille réelle
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum