






Des rallonges de table pour une R/D - DG410TS HolzProfi
Page 1 sur 1

 Des rallonges de table pour une R/D - DG410TS HolzProfi
Des rallonges de table pour une R/D - DG410TS HolzProfi
![]() grosb Mar 8 Aoû 2023 - 15:43
grosb Mar 8 Aoû 2023 - 15:43
Bonjour,
Le fil de Marco66, que je remercie pour son fil, m'a motivé pour réaliser à mon tour des rallonges pour ma R/D, qui me sont apparues indispensables dès que l'on souhaite dégauchir des morceaux de bois longs et lourds sur une R/D.
Ayant un projet avec des morceaux de hêtre de 2,50m de grosses sections, j'ai prévu des rallonges qui porteront les capacités de mes tables à 2,40m en entrée et en sortie.
Le contexte, lors d'un passage chez un ferrailleur, j'ai eu l'opportunité de récupérer un petit lot de 6 tubes acier de 20x35 déjà laqués, comportant pour 4 d'entre eux comportant des "pieds" soudés, tous les tubes sont bouchonnés, soit l'ensemble idéal à mes yeux pour faire la structure de mes rallonges pour 10€ seulement, elles seront donc en acier avec des plateaux en stratifié (étagères de 2,50m faute de trouver du Valcromat "accessible").
Tout d'abord, prendre le temps de mettre de niveau ma R/D pour disposer des tables comme références.

Ensuite déterminer la hauteur des futurs pieds pour supporter les rallonges.

Présentation des supports sur la R/D afin de déterminer l'emplacement exact des perçages à faire dans la table de sortie.

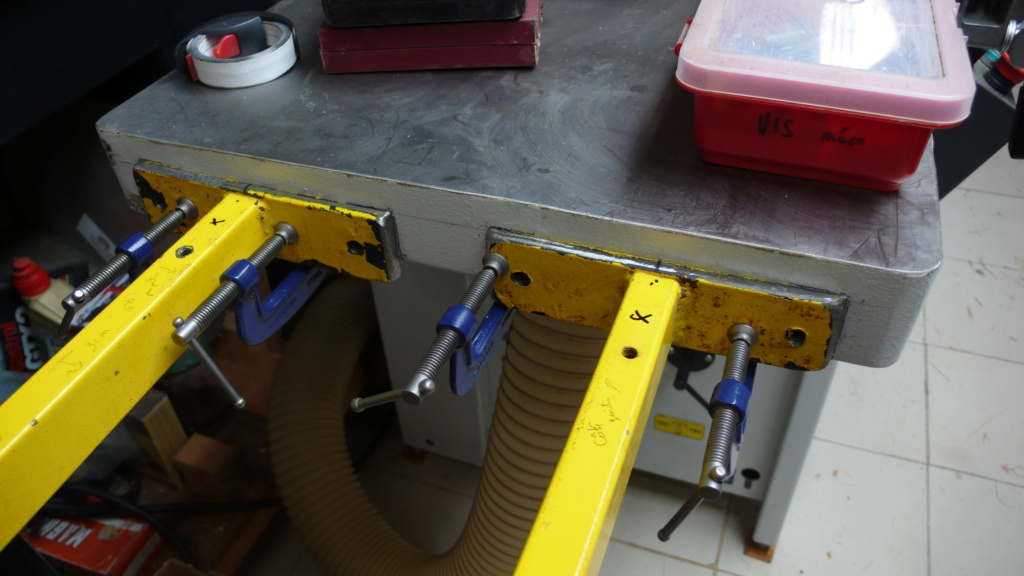
Les emplacements des perçages à faire étant déterminés et tracés avec précision en prenant garde à ne pas se retrouver sur une cloison de fonte pour pouvoir tarauder chaque perçage au diamètre 8mm.

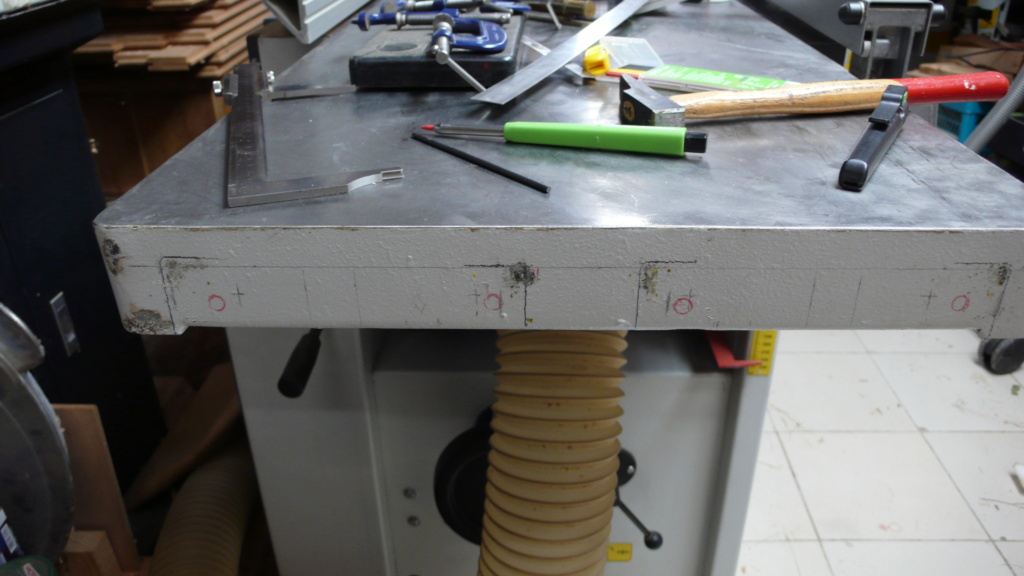
On peut aussi constater pour les tracés, qu'entre ce qui était prévu et le réaliser un écart apparait, ce qui est "normal" compte tenu du fait qu'il n'y a pas de réglage de la hauteur de la fixation prévue côté table, il faut absolument que le tracé corresponde à la bonne hauteur avec le stratifié présenté dessus avec les perçages des supports des bras déjà réalisés avant le traçage définitif à partir des trous, puis un pointage soigné et bien centré (tracé des centres des ronds rouge), un pré-perçage avec un foret plus petit et perçage à 6,8 pour ensuite tarauder à 8mm.

Puis mesure de l'écartement entre les tubes pour faire le pied, mise à la cote de l'équerre soudée sur le tube.
Taraudage pour la fixation des équerres à poser entre les bras et le pied en s'assurant que le pivotement puisse se faire aisément, d'où le décentrage de l'axe des pivots.
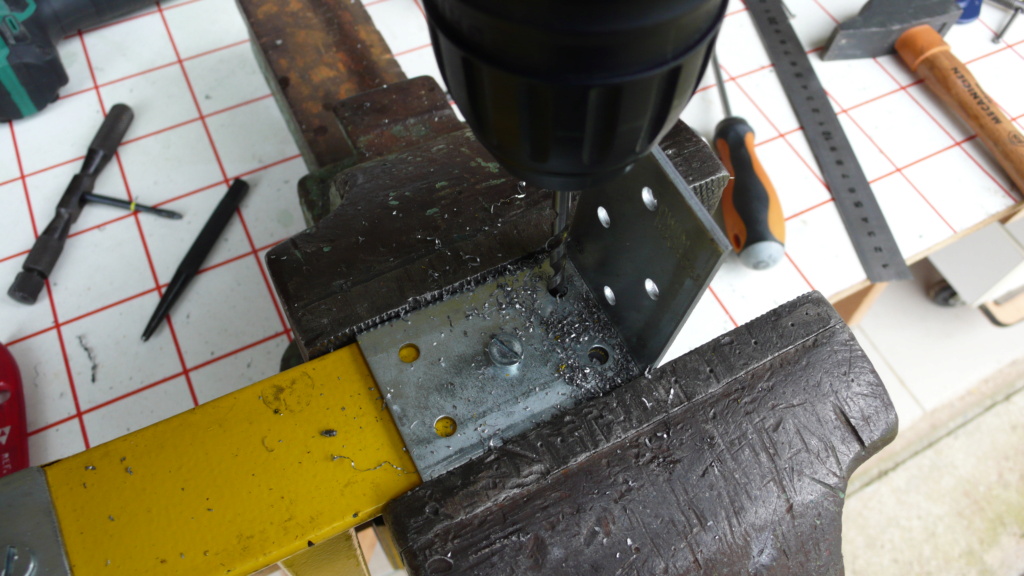


Vissage et blocage des vis, puis découpe de ce qui dépasse.

Mise en place, vissage côté table..

Remisage, pied rabattues, on voit au bas du pied rabattu l'écrou de réglage de la hauteur pour pouvoir être aligné à la table, (boulon de 8mm clef de 13, comme pour la table).

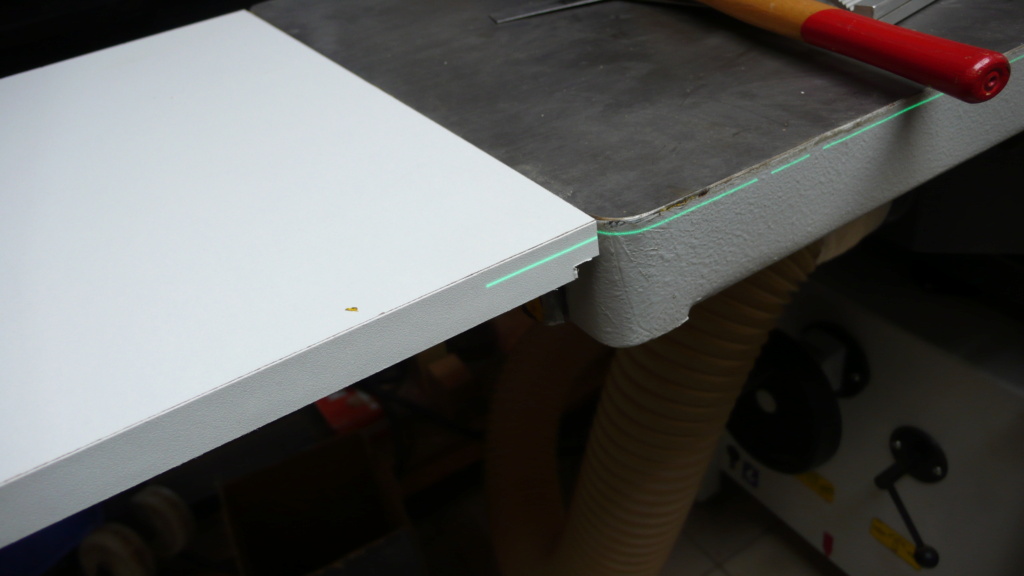
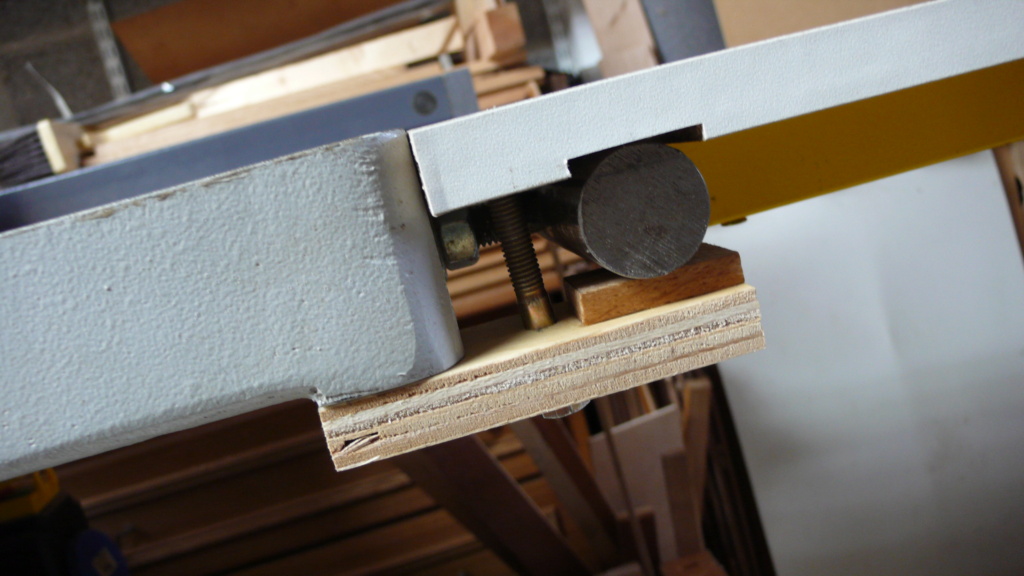
Pour la table d'entrée, ce n'est pas la même musique pour le côté table, une rainure est faite pour aligner la hauteur à fleur de la table, hauteur qui est dépendante de la position du rail rond support du guide d'équerre de la R/D sur lequel vient s'appuyer la rallonge.

2 pattes de fixation pour solidariser la rallonge avec la R/D
Mais à la toute fin j'ai mer.... , j'ai éclaté l'agglo qui n'a pas résisté à la pose des inserts pour visser les boulons de 8mm.


Bon, ce sera à refaire oubien il me faudra trouver une autre solution pour cette fixation, mais ce n'est pas bien grave, si ce n'est côté esthétique, mais cela reste opérationnel, ça ne bouge pas ce qui est le but recherché.
Il n'y a plus ka...


Petite vue d'ensemble pour le plaisir des yeux.

Mais pour des morceaux pareils... une petite astuce pour éviter de se casser le dos, retour à la table d'entrée assurée par un petit bout de manche à balai, bien sûr avec la machine arrêtée.

Petites améliorations à apporter, un réglage sans clef de la hauteur du pied côté table d'entrée afin de la corriger en fonction du réglage de la passe de dégauchissage, le boulon de 8mm noyé dans un disque de bois gradué devrait faire l'affaire pour ce point. Ma machine étant déplacée assez souvent compte tenu de la taille de mon garatelier et aussi pouvoir mettre en œuvre un système de réglage plus rapide de la R/D (pied dédié pour le laser) et une règle de maçon dédiée pour l'alignement des rallonges avec les tables, dans tous les cas un réglage préalable de l'horizontalité de la machine avec sa mise à niveau à l'aide du niveau de mécanicien.
PS: Petite remarque, je n'avais pas prévu de faire un fil sur ce bricolage, d'où les photos un peu décousues en rapport avec le cheminement de la réalisation.
Le fil de Marco66, que je remercie pour son fil, m'a motivé pour réaliser à mon tour des rallonges pour ma R/D, qui me sont apparues indispensables dès que l'on souhaite dégauchir des morceaux de bois longs et lourds sur une R/D.
Ayant un projet avec des morceaux de hêtre de 2,50m de grosses sections, j'ai prévu des rallonges qui porteront les capacités de mes tables à 2,40m en entrée et en sortie.
Le contexte, lors d'un passage chez un ferrailleur, j'ai eu l'opportunité de récupérer un petit lot de 6 tubes acier de 20x35 déjà laqués, comportant pour 4 d'entre eux comportant des "pieds" soudés, tous les tubes sont bouchonnés, soit l'ensemble idéal à mes yeux pour faire la structure de mes rallonges pour 10€ seulement, elles seront donc en acier avec des plateaux en stratifié (étagères de 2,50m faute de trouver du Valcromat "accessible").
Tout d'abord, prendre le temps de mettre de niveau ma R/D pour disposer des tables comme références.

Ensuite déterminer la hauteur des futurs pieds pour supporter les rallonges.

Présentation des supports sur la R/D afin de déterminer l'emplacement exact des perçages à faire dans la table de sortie.


Les emplacements des perçages à faire étant déterminés et tracés avec précision en prenant garde à ne pas se retrouver sur une cloison de fonte pour pouvoir tarauder chaque perçage au diamètre 8mm.


On peut aussi constater pour les tracés, qu'entre ce qui était prévu et le réaliser un écart apparait, ce qui est "normal" compte tenu du fait qu'il n'y a pas de réglage de la hauteur de la fixation prévue côté table, il faut absolument que le tracé corresponde à la bonne hauteur avec le stratifié présenté dessus avec les perçages des supports des bras déjà réalisés avant le traçage définitif à partir des trous, puis un pointage soigné et bien centré (tracé des centres des ronds rouge), un pré-perçage avec un foret plus petit et perçage à 6,8 pour ensuite tarauder à 8mm.


Puis mesure de l'écartement entre les tubes pour faire le pied, mise à la cote de l'équerre soudée sur le tube.
Taraudage pour la fixation des équerres à poser entre les bras et le pied en s'assurant que le pivotement puisse se faire aisément, d'où le décentrage de l'axe des pivots.



Vissage et blocage des vis, puis découpe de ce qui dépasse.

Mise en place, vissage côté table..

Remisage, pied rabattues, on voit au bas du pied rabattu l'écrou de réglage de la hauteur pour pouvoir être aligné à la table, (boulon de 8mm clef de 13, comme pour la table).

Pour la table d'entrée, ce n'est pas la même musique pour le côté table, une rainure est faite pour aligner la hauteur à fleur de la table, hauteur qui est dépendante de la position du rail rond support du guide d'équerre de la R/D sur lequel vient s'appuyer la rallonge.

2 pattes de fixation pour solidariser la rallonge avec la R/D

Mais à la toute fin j'ai mer.... , j'ai éclaté l'agglo qui n'a pas résisté à la pose des inserts pour visser les boulons de 8mm.


Bon, ce sera à refaire oubien il me faudra trouver une autre solution pour cette fixation, mais ce n'est pas bien grave, si ce n'est côté esthétique, mais cela reste opérationnel, ça ne bouge pas ce qui est le but recherché.
Il n'y a plus ka...


Petite vue d'ensemble pour le plaisir des yeux.

Mais pour des morceaux pareils... une petite astuce pour éviter de se casser le dos, retour à la table d'entrée assurée par un petit bout de manche à balai, bien sûr avec la machine arrêtée.

Petites améliorations à apporter, un réglage sans clef de la hauteur du pied côté table d'entrée afin de la corriger en fonction du réglage de la passe de dégauchissage, le boulon de 8mm noyé dans un disque de bois gradué devrait faire l'affaire pour ce point. Ma machine étant déplacée assez souvent compte tenu de la taille de mon garatelier et aussi pouvoir mettre en œuvre un système de réglage plus rapide de la R/D (pied dédié pour le laser) et une règle de maçon dédiée pour l'alignement des rallonges avec les tables, dans tous les cas un réglage préalable de l'horizontalité de la machine avec sa mise à niveau à l'aide du niveau de mécanicien.
PS: Petite remarque, je n'avais pas prévu de faire un fil sur ce bricolage, d'où les photos un peu décousues en rapport avec le cheminement de la réalisation.

grosb- complétement accro

- Messages : 5697
Points : 7314
Date d'inscription : 30/05/2013
Age : 69
Localisation : Cotes d'Armor


 Sujets similaires
Sujets similaires» Des rallonges de table pour ma DG320TS
» Rallonges de table pour la toupie KITY 627
» holzprofi DG320TS- variation de température table qui bouge
» Motorisation / Numerisation de ma Holzprofi DG410TS
» Rallonges de table de dégauchisseuse
» Rallonges de table pour la toupie KITY 627
» holzprofi DG320TS- variation de température table qui bouge
» Motorisation / Numerisation de ma Holzprofi DG410TS
» Rallonges de table de dégauchisseuse
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum