






Question sur gestion CNC
2 participants
Page 1 sur 1

 Question sur gestion CNC
Question sur gestion CNC
![]() Djam Dim 6 Déc 2020 - 10:27
Djam Dim 6 Déc 2020 - 10:27
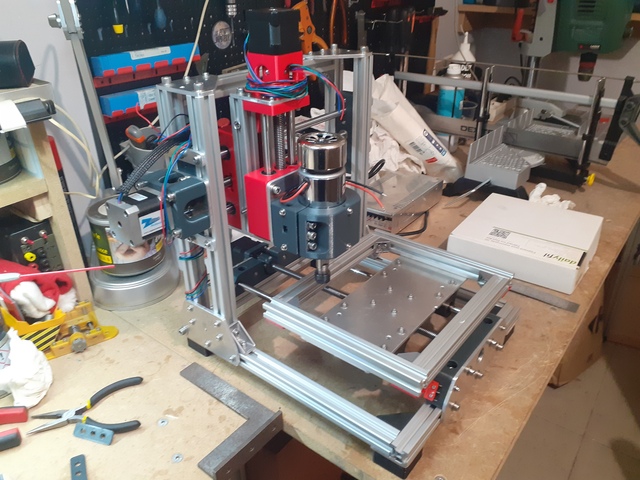
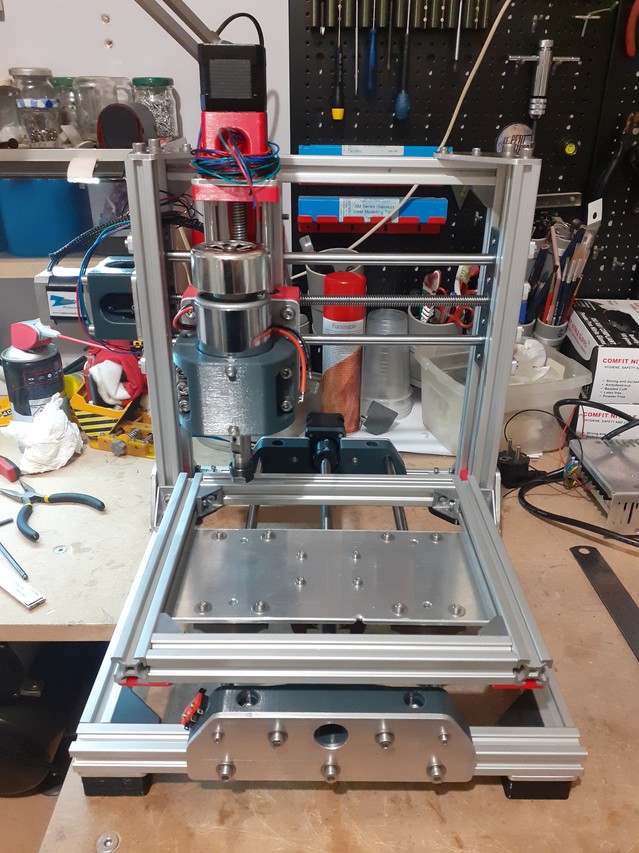
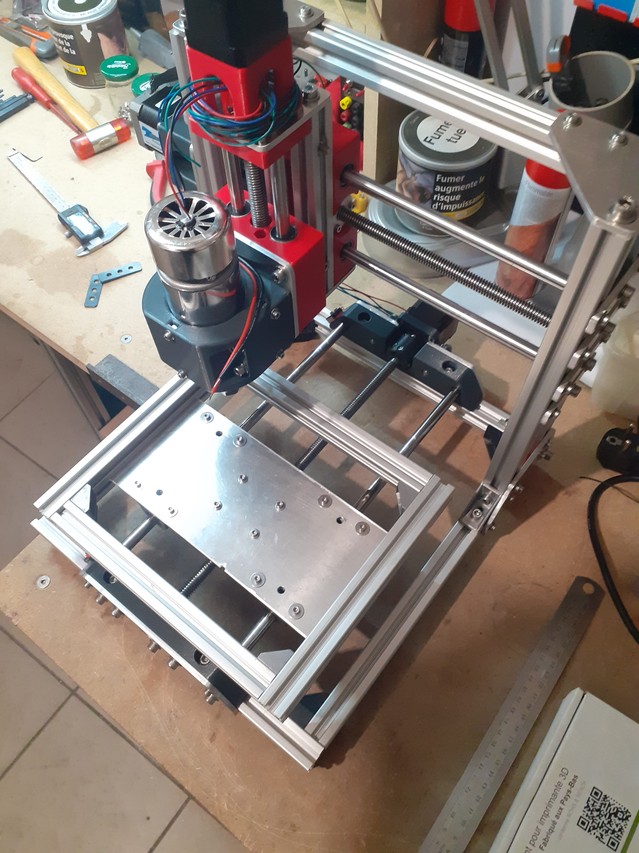
Bonjour les gens, j'ai finit la partie mécanique d'une petite CNC qui sera surtout destiné à graver des circuit imprimé.
J'en suis à électronique et j'ai quelques questions.
-Pour alimenter le bouzin j'ai une alimentation de 24V 17A (400W) qui traine mais celle ci va t'elle être suffisante (j'ai l'impression que c'est limite) pour :
Rpi 3A 5V
Protoner Rpi Shield ?
HDMI/DVI Converter Adafruit + TFT 5V 500mA
2 Moteur 17HS16-2004S1 2A/Phase 2.2V
1 Moteur SY42STH47-1684A 1.68A/Phase 2.8V
Broche 300W
- J'aimerais bien pouvoir contrôler la broche avec le shield et donc remplacer le potentiomètre de la carte DC Controller PWM Speed par je ne sais pas quoi pour que ça fonctionne ! si quelqu'un a une piste je suis prenneur!
-J'aimerais aussi faire un tachymétre pour avoir un retour de la vitesse réel de la broche, j'ai vue une solution à base de CYN70 , mais je ne vois pas trop comment l'implémenter dans le shield pour avoir un retour sur l'écran du PI, pareil si quelqu'un a une piste, ou une autre solution c'est bienvenue.
Sinon voila quelques photo de la machine:
A+
J'en suis à électronique et j'ai quelques questions.
-Pour alimenter le bouzin j'ai une alimentation de 24V 17A (400W) qui traine mais celle ci va t'elle être suffisante (j'ai l'impression que c'est limite) pour :
Rpi 3A 5V
Protoner Rpi Shield ?
HDMI/DVI Converter Adafruit + TFT 5V 500mA
2 Moteur 17HS16-2004S1 2A/Phase 2.2V
1 Moteur SY42STH47-1684A 1.68A/Phase 2.8V
Broche 300W
- J'aimerais bien pouvoir contrôler la broche avec le shield et donc remplacer le potentiomètre de la carte DC Controller PWM Speed par je ne sais pas quoi pour que ça fonctionne ! si quelqu'un a une piste je suis prenneur!
-J'aimerais aussi faire un tachymétre pour avoir un retour de la vitesse réel de la broche, j'ai vue une solution à base de CYN70 , mais je ne vois pas trop comment l'implémenter dans le shield pour avoir un retour sur l'écran du PI, pareil si quelqu'un a une piste, ou une autre solution c'est bienvenue.
Sinon voila quelques photo de la machine:
A+

Djam- très actif

- Messages : 366
Points : 426
Date d'inscription : 03/04/2018
Age : 47
Localisation : Elsass

Re: Question sur gestion CNC
![]() dh42 Lun 7 Déc 2020 - 1:54
dh42 Lun 7 Déc 2020 - 1:54
Salut,
je ne connais pas grand chose à ce type de pilotage, mais pour ce qui est de la broche, certains "vario" on une entrée 0-10V, comme ICI

il me semble que sur celle qui n'ont que l'entrée potar, la variation sur le potar se fait en 0-5V. mais à vérifier ....
Il faut donc que tu convertisse le signal PWM que te fournis le "Protoner Rpi Shield" en variation de tension 0-5V ou 0-10V suivant ce qu'attend ton vario.
apparemment le PWM sort sur les pin 3-4 (SPN.EN et GND) du protoner et tu peux utiliser ce convertisseur pour faire du 0-10V ou 0-5V à partir du signal PWM de ta carte.
++
David
je ne connais pas grand chose à ce type de pilotage, mais pour ce qui est de la broche, certains "vario" on une entrée 0-10V, comme ICI
il me semble que sur celle qui n'ont que l'entrée potar, la variation sur le potar se fait en 0-5V. mais à vérifier ....
Il faut donc que tu convertisse le signal PWM que te fournis le "Protoner Rpi Shield" en variation de tension 0-5V ou 0-10V suivant ce qu'attend ton vario.
apparemment le PWM sort sur les pin 3-4 (SPN.EN et GND) du protoner et tu peux utiliser ce convertisseur pour faire du 0-10V ou 0-5V à partir du signal PWM de ta carte.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Question sur gestion CNC
![]() Djam Lun 7 Déc 2020 - 14:15
Djam Lun 7 Déc 2020 - 14:15
Salut et merci de ton retour, le DC controller est déja PWM d'aprés ce que j'ai pu retrouver dans mes mails, et comme tu dis le potard oscille entre 0 et 6V, c'est dommage de convertir le signal pour qu'il soit transformé...
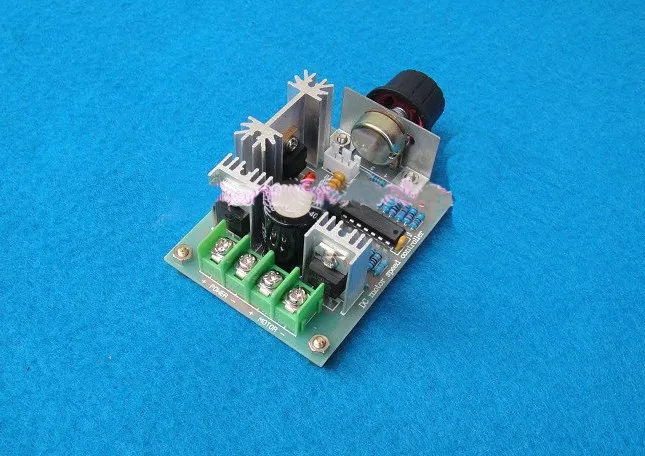
J'ai essayé de voir le composant qui gère la carte mais c'est griffé! j'ai pensé à un 556 avec ces 14 pattes mais non les pattes 7 et 14 (Ground et +) sont shunté donc pas possible, si quelqu’un à une idée de ce que ça pourrait être? je pourrais directement mettre le signal PWM sur le chip....
C'est ça la carte:
Sinon je vais peut étre réfléchir à une autre solution....
A+
J'ai essayé de voir le composant qui gère la carte mais c'est griffé! j'ai pensé à un 556 avec ces 14 pattes mais non les pattes 7 et 14 (Ground et +) sont shunté donc pas possible, si quelqu’un à une idée de ce que ça pourrait être? je pourrais directement mettre le signal PWM sur le chip....
C'est ça la carte:
Sinon je vais peut étre réfléchir à une autre solution....
A+
Djam- très actif
- Messages : 366
Points : 426
Date d'inscription : 03/04/2018
Age : 47
Localisation : Elsass
Re: Question sur gestion CNC
![]() dh42 Lun 7 Déc 2020 - 16:27
dh42 Lun 7 Déc 2020 - 16:27
Salut
Donc tu devrais pouvoir utiliser directement la sortie PWM de ta carte Protoner non ?
++
David
le DC controller est déja PWM d'aprés ce que j'ai pu retrouver dans mes mails
Donc tu devrais pouvoir utiliser directement la sortie PWM de ta carte Protoner non ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question sur gestion CNC
![]() Djam Lun 7 Déc 2020 - 17:30
Djam Lun 7 Déc 2020 - 17:30
Tout a fait mais le controle se fait par potard, le composant étant inconnu ça devient difficile de savoir ou mettre le signal PWM sur la carte.....
Bref j'ai commandé un petit module de ce type:
[Vous devez être inscrit et connecté pour voir ce lien]
ça va faciliter la chose, pour info le spindle est une commande de 2013 qui trainait, donc ça devient difficile de trouver des infos sur le module, là je suis tranquille... je pense.
Pour Info voila le montage (similaire pour le protoneer)
[Vous devez être inscrit et connecté pour voir ce lien]
Maintenant je vais voir pour la partie compte tour
PS pour l'alimentation tu en penses?
PSII j'ai oublié de préciser que le but était d'utiliser tout les trucs qui trainent chez moi, et j'ai un sacré bordel dans les tiroirs, la petite "CNC" ici c'est avant de faire une plus grosse dont j'ai déjà beaucoup de pièce, c'est pour me faire au principe...donc le but est de faire quasi 0 dépense et pour le moment hormis les LM10UU et le DC controller (50€ à la louche) j'en suis à 0
Bref j'ai commandé un petit module de ce type:
[Vous devez être inscrit et connecté pour voir ce lien]
ça va faciliter la chose, pour info le spindle est une commande de 2013 qui trainait, donc ça devient difficile de trouver des infos sur le module, là je suis tranquille... je pense.
Pour Info voila le montage (similaire pour le protoneer)
[Vous devez être inscrit et connecté pour voir ce lien]
Maintenant je vais voir pour la partie compte tour
PS pour l'alimentation tu en penses?
PSII j'ai oublié de préciser que le but était d'utiliser tout les trucs qui trainent chez moi, et j'ai un sacré bordel dans les tiroirs, la petite "CNC" ici c'est avant de faire une plus grosse dont j'ai déjà beaucoup de pièce, c'est pour me faire au principe...donc le but est de faire quasi 0 dépense et pour le moment hormis les LM10UU et le DC controller (50€ à la louche) j'en suis à 0
Djam- très actif
- Messages : 366
Points : 426
Date d'inscription : 03/04/2018
Age : 47
Localisation : Elsass
Re: Question sur gestion CNC
![]() dh42 Lun 7 Déc 2020 - 20:17
dh42 Lun 7 Déc 2020 - 20:17
salut,
je sais pas trop, il reste 100W si on suppose la broche utilisée à son max ... mais je ne sais pas trop ce que pompent les moteurs et les cartes ...
++
David
PS pour l'alimentation tu en penses?
je sais pas trop, il reste 100W si on suppose la broche utilisée à son max ... mais je ne sais pas trop ce que pompent les moteurs et les cartes ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question sur gestion CNC
![]() Djam Lun 7 Déc 2020 - 21:13
Djam Lun 7 Déc 2020 - 21:13
Pareil que toi....on va tenter le coup....si ça chauffe trop c'est pas bon!
Djam- très actif
- Messages : 366
Points : 426
Date d'inscription : 03/04/2018
Age : 47
Localisation : Elsass
Re: Question sur gestion CNC
![]() Djam Mer 9 Déc 2020 - 19:24
Djam Mer 9 Déc 2020 - 19:24
Salut j'ai reçu le speed controler pour la broche, chose étrange quand j'alimente la broche celle-ci siffle à faible vitesse et le sifflement s'atténue au fur et à mesure que la vitesse augmente (peut étre qu'il est couvert par le bruit de la broche qui tourne plus vite et donc émet plus de bruit)
Je ne sais pas trop quoi en penser, enfin si c'est pas normal mais j'aimerais connaitre la cause et si il y a moyen de limiter ce phénomène, ou si c'est vraiment pas bon pour la broche et le reste?
A+
Je ne sais pas trop quoi en penser, enfin si c'est pas normal mais j'aimerais connaitre la cause et si il y a moyen de limiter ce phénomène, ou si c'est vraiment pas bon pour la broche et le reste?
A+
Djam- très actif
- Messages : 366
Points : 426
Date d'inscription : 03/04/2018
Age : 47
Localisation : Elsass
Re: Question sur gestion CNC
![]() dh42 Mer 9 Déc 2020 - 19:57
dh42 Mer 9 Déc 2020 - 19:57
Salut,
Je ne sais pas du tout ; sur la CN, à basse vitesse (2400 tr), on entend absolument rien et il m'est même arrivé de croire que la broche était arrêtée, sur ma perceuse par contre ça siffle pas mal à bas régime ... par contre dans les 2 cas c'est un variateur de fréquence, rien à voir avec ton vario, donc mystère ..
++
David
Je ne sais pas du tout ; sur la CN, à basse vitesse (2400 tr), on entend absolument rien et il m'est même arrivé de croire que la broche était arrêtée, sur ma perceuse par contre ça siffle pas mal à bas régime ... par contre dans les 2 cas c'est un variateur de fréquence, rien à voir avec ton vario, donc mystère ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question sur gestion CNC
![]() Djam Mer 9 Déc 2020 - 20:06
Djam Mer 9 Déc 2020 - 20:06
Merci du retour et , bon ben j'ai ma réponse, j'ai même pas vu ce qui devait étre pourtant la base de mon choix!!! (j'ai vue 300W // broche 300W c'est good  ...ben non!)
...ben non!)
"★HAUTE QUALITÉ: Ce contrôleur de vitesse de moteur équipé d'une protection par fusible et de meilleures performances, d'un radiateur de grande taille avec des trous de montage. Contrôle ultra-haute puissance. soutenir 5A actuel. "
Vue que la broche fait 10A y'a un manque qui se fait entendre ! donc bon je vais renvoyer le bouzin et prendre quelquechose de plus adéquat, qui a dit boulet dans le fond de la salle? Ha, non excusez moi c'est mon moi qui m'a parlé
...ben non!)"★HAUTE QUALITÉ: Ce contrôleur de vitesse de moteur équipé d'une protection par fusible et de meilleures performances, d'un radiateur de grande taille avec des trous de montage. Contrôle ultra-haute puissance. soutenir 5A actuel. "
Vue que la broche fait 10A y'a un manque qui se fait entendre ! donc bon je vais renvoyer le bouzin et prendre quelquechose de plus adéquat, qui a dit boulet dans le fond de la salle? Ha, non excusez moi c'est mon moi qui m'a parlé
Dernière édition par Djam le Mer 9 Déc 2020 - 22:05, édité 1 fois
Djam- très actif
- Messages : 366
Points : 426
Date d'inscription : 03/04/2018
Age : 47
Localisation : Elsass
Re: Question sur gestion CNC
![]() dh42 Mer 9 Déc 2020 - 20:12
dh42 Mer 9 Déc 2020 - 20:12
ah oui, c'est même surprenant qu'il n'ai pas cramé !!
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Question sur gestion CNC
![]() Djam Mer 9 Déc 2020 - 20:18
Djam Mer 9 Déc 2020 - 20:18
je t'avouerais que j'ai dû faire tourner à peine 5 secondes le tout (un A/R de potar) , le sifflement n'étant pas normal j'ai pas insisté donc ça a je pense pas eu le temps de chauffer!
ça m'arrange je peut le renvoyer
EDIT! Je vais pas me faire chize, je reprends le contrôleur de base, pas de commande par la carte protoneer !, mais je vais faire un compte tour à base de CNY70 + arduino (ou attiny) et écran 2 ligne pour le retour avec contrôle par potard des rpm (comme de base avec la config que j'ai avec juste un +), c'est ma première machine de ce type on va pas se casser trop le crâne pour le moment!
Et en parlant de moment !? je dirais put*%1/2*%$A|_Op32I3%$* de câble management time!


A+
ça m'arrange je peut le renvoyer
EDIT! Je vais pas me faire chize, je reprends le contrôleur de base, pas de commande par la carte protoneer !, mais je vais faire un compte tour à base de CNY70 + arduino (ou attiny) et écran 2 ligne pour le retour avec contrôle par potard des rpm (comme de base avec la config que j'ai avec juste un +), c'est ma première machine de ce type on va pas se casser trop le crâne pour le moment!
Et en parlant de moment !? je dirais put*%1/2*%$A|_Op32I3%$* de câble management time!
A+
Djam- très actif
- Messages : 366
Points : 426
Date d'inscription : 03/04/2018
Age : 47
Localisation : Elsass

 Sujets similaires
Sujets similaires» Question construction établi dans le froid à -20° ( question d'un canadien)
» [Question] Nouvelle question sur les rabo/dégau d'entrée de gamme
» CB et gestion des déplacements
» Gestion des attaches
» gestion du 4 eme axe rotatif
» [Question] Nouvelle question sur les rabo/dégau d'entrée de gamme
» CB et gestion des déplacements
» Gestion des attaches
» gestion du 4 eme axe rotatif
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum