






Eding CNC - premiers pas
3 participants
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres logiciels de pilotage
Page 1 sur 1

 Eding CNC - premiers pas
Eding CNC - premiers pas
![]() Castor Mar 7 Juil 2020 - 8:20
Castor Mar 7 Juil 2020 - 8:20
Bonjour!
Enfin je prends le temps de me pencher sérieusement sur ma PFE pilotée via Eding CNC. Je sais que la communauté semble moins nombreuse que pour Mach 3 mais avec quelques bases et de la ténacité il n'y a pas de raison de rester bloquer.
Ma première question (il y en aura très probablement d'autre ensuite) est la suivante: après avoir ouvert un fichier GCODE dans Eding CNC je voudrais pouvoir lui faire 1/4 de tour pour l'orienter "correctement". Impossible de trouver comment faire . Je serais vraiment étonné que cela ne soit pas possible.
. Je serais vraiment étonné que cela ne soit pas possible.
Bref si vous avez la solution ça m'intéresse.
Metabricoleuses, Metabricoleurs je vous souhaite une bonne journée!
A plus
Castor
Enfin je prends le temps de me pencher sérieusement sur ma PFE pilotée via Eding CNC. Je sais que la communauté semble moins nombreuse que pour Mach 3 mais avec quelques bases et de la ténacité il n'y a pas de raison de rester bloquer.
Ma première question (il y en aura très probablement d'autre ensuite) est la suivante: après avoir ouvert un fichier GCODE dans Eding CNC je voudrais pouvoir lui faire 1/4 de tour pour l'orienter "correctement". Impossible de trouver comment faire
Bref si vous avez la solution ça m'intéresse.
Metabricoleuses, Metabricoleurs je vous souhaite une bonne journée!
A plus
Castor

Castor- je prends du galon

- Messages : 62
Points : 84
Date d'inscription : 24/04/2017
Age : 40
Localisation : Rouen

Re: Eding CNC - premiers pas
![]() dh42 Mer 8 Juil 2020 - 4:33
dh42 Mer 8 Juil 2020 - 4:33
Salut
Page 152 de la doc ; il te faut utiliser un G68 dans ton Gcode pour spécifier le centre de rotation et l'angle.
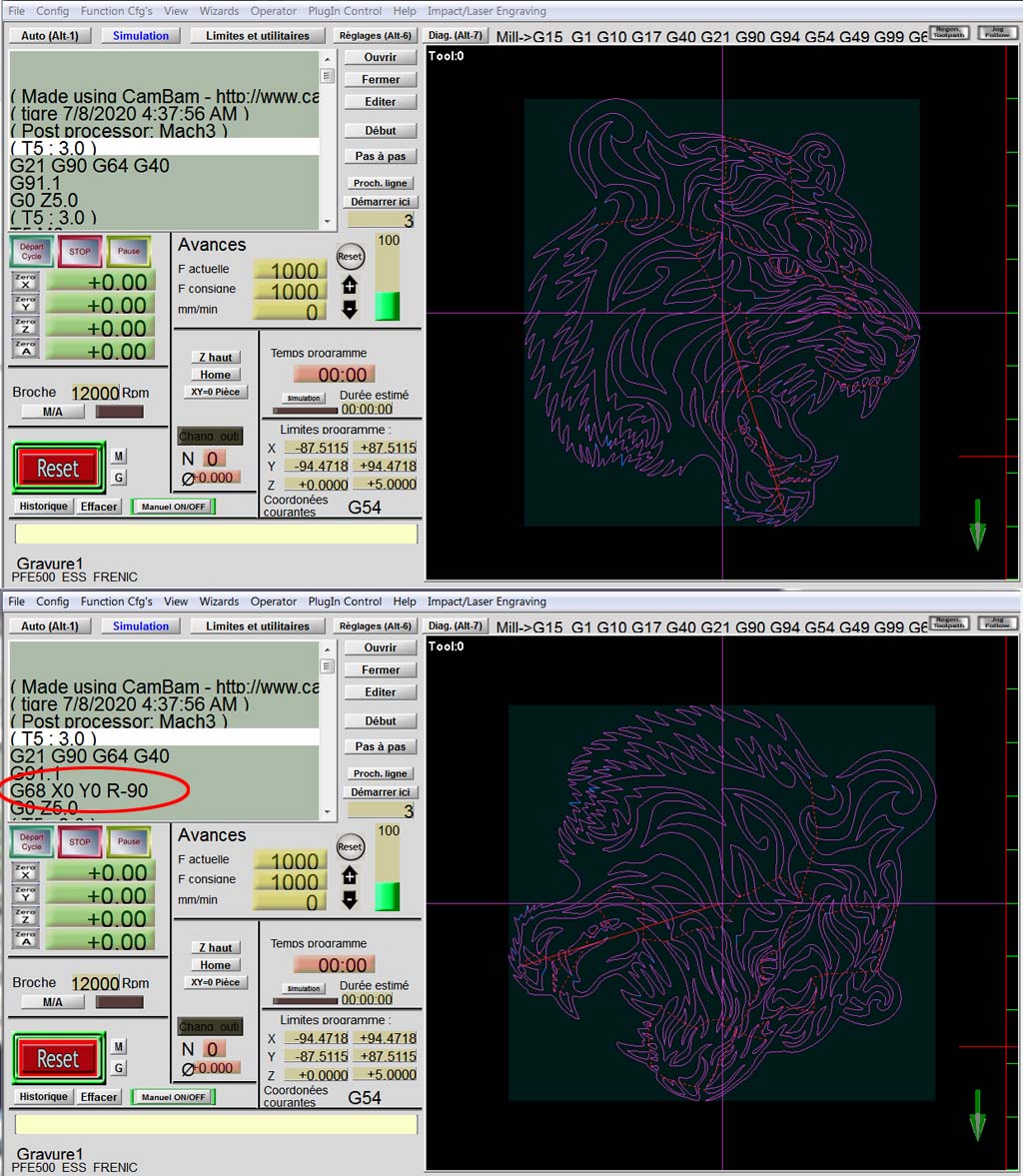
ex: G68 X0 Y0 R-90
tournera le Gcode de 90° dans le sens horaire en prenant les coordonnée X=0 et Y=0 (du GCode) comme centre de rotation.
un exemple sous Mach3 ; sur l'image du bas, j'ai ajouté le G68 X0 Y0 R-90 juste après les Gcodes d'initialisation de la machine ; note que sur le GCode, le 0,0 est au centre du dessin. (= le centre de la croix des axes sur CamBam)
++
David
Page 152 de la doc ; il te faut utiliser un G68 dans ton Gcode pour spécifier le centre de rotation et l'angle.
3.6.17
Coordinate system rotation G68
G68 X.. Y.. Z.. I.. J.. K.. R..
X.. Y.. Z.. : Optional Specifies to rotation point, if not given, the current Work Zero point is used.
I.. J.. K.. : Optional, without I J K the rotation takes place in the actual PLANE G17/G18/G19. Either I1 or J1 or K1 can be used, not a combination. I1 rotation about X in YZ plane, J1 rotation about Y in XZ plane, K1 rotation about Z in XY plane.
R Rotation angle in degrees, positive is counter-clockwise, negative is clockwise.
X Y Rotation point in current coordinate system.
Use G69 to switch off G68.
ex: G68 X0 Y0 R-90
tournera le Gcode de 90° dans le sens horaire en prenant les coordonnée X=0 et Y=0 (du GCode) comme centre de rotation.
un exemple sous Mach3 ; sur l'image du bas, j'ai ajouté le G68 X0 Y0 R-90 juste après les Gcodes d'initialisation de la machine ; note que sur le GCode, le 0,0 est au centre du dessin. (= le centre de la croix des axes sur CamBam)

++
David
Dernière édition par dh42 le Mer 8 Juil 2020 - 5:22, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Eding CNC - premiers pas
![]() dh42 Mer 8 Juil 2020 - 5:17
dh42 Mer 8 Juil 2020 - 5:17
re
J'avais cru comprendre que tu avais commandé une Al-Line 1110 ? ... il y a eu du changement en cours de route ; tu est revenu sur du BZT ?
http://www.metabricoleur.com/t17232p50-nouveau-projet-bzt#345931
++
David
Enfin je prends le temps de me pencher sérieusement sur ma PFE pilotée via Eding CNC
J'avais cru comprendre que tu avais commandé une Al-Line 1110 ? ... il y a eu du changement en cours de route ; tu est revenu sur du BZT ?
http://www.metabricoleur.com/t17232p50-nouveau-projet-bzt#345931
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Eding CNC - premiers pas
![]() Castor Mer 8 Juil 2020 - 14:05
Castor Mer 8 Juil 2020 - 14:05
Salut David!
Oui c'est bien une Al-line 1110... c'est ça de faire 2 choses en même temps
Merci pour le G68, c'est une piste à creuser.
Idéalement je cherchais une "option" pour le faire automatiquement dans Eding, j'ai cette option, très pratique, sur le logiciel qui pilote ma petite CNC (rotation de 90°).
Soit j'ajoute le G68 dans Eding CNC... soit je prends l'habitude dans CamBam de tracer dans le "bon" sens directement.
Sinon, les premiers fraisages sont plutôt réussi. Je n'ai pas encore poussé les vitesse d'avance mais cela promet! Il y a juste que le support que j'ai fait n'est pas assez rigide, il part dans tous les sens quand le portique change rapidement de sens
Bref, une des multiples améliorations à faire...
Bonne journée!
(en attendant de nouvelles questions sur Eding certainement)
Oui c'est bien une Al-line 1110... c'est ça de faire 2 choses en même temps
Merci pour le G68, c'est une piste à creuser.
Idéalement je cherchais une "option" pour le faire automatiquement dans Eding, j'ai cette option, très pratique, sur le logiciel qui pilote ma petite CNC (rotation de 90°).
Soit j'ajoute le G68 dans Eding CNC... soit je prends l'habitude dans CamBam de tracer dans le "bon" sens directement.
Sinon, les premiers fraisages sont plutôt réussi. Je n'ai pas encore poussé les vitesse d'avance mais cela promet! Il y a juste que le support que j'ai fait n'est pas assez rigide, il part dans tous les sens quand le portique change rapidement de sens
Bref, une des multiples améliorations à faire...
Bonne journée!
(en attendant de nouvelles questions sur Eding certainement)
Castor- je prends du galon
- Messages : 62
Points : 84
Date d'inscription : 24/04/2017
Age : 40
Localisation : Rouen
Re: Eding CNC - premiers pas
![]() dh42 Mer 8 Juil 2020 - 22:46
dh42 Mer 8 Juil 2020 - 22:46
Salut,
C'est certainement la meilleure option ; moins de risque de gaffes, surtout si ton centre de rotation n'est pas à 0,0, car dans ce cas, il n'y a pas que le dessin qui va tourner, mais le point 0,0 du GCode aussi, donc ça risque de ne pas être forcement évident de s'y retrouver pour faire ton 0 de départ sur la machine.
utiliser le G68, c'est bien si tu n'a pas le choix, par exemple si on t'a fournis un Gcode déjà fait et que tu ne peux pas le modifier car tui n'a pas le fichier FAO de base (le Fichier CamBam dans ton cas)
++
David
Soit j'ajoute le G68 dans Eding CNC... soit je prends l'habitude dans CamBam de tracer dans le "bon" sens directement.
C'est certainement la meilleure option ; moins de risque de gaffes, surtout si ton centre de rotation n'est pas à 0,0, car dans ce cas, il n'y a pas que le dessin qui va tourner, mais le point 0,0 du GCode aussi, donc ça risque de ne pas être forcement évident de s'y retrouver pour faire ton 0 de départ sur la machine.
utiliser le G68, c'est bien si tu n'a pas le choix, par exemple si on t'a fournis un Gcode déjà fait et que tu ne peux pas le modifier car tui n'a pas le fichier FAO de base (le Fichier CamBam dans ton cas)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Eding CNC - premiers pas
![]() Castor Jeu 9 Juil 2020 - 7:57
Castor Jeu 9 Juil 2020 - 7:57
Hello,
J'ai eu l'occasion de tester l'ajout du G68 hier (avec un retournement de 270°). Cela fonctionne très bien et effectivement le 0,0 du GCode tourne en même temps que l'image.
Cela m'évite de retourner sous Cambam faire la modification.
En revanche, j'ai constaté la chose suivante:
1) j'ai ajouté le "G68 X0 Y0 R270" dans un mon premier fichier via l'éditeur de Eding CNC, j'ai enregistré la modification
2) j'ai rechargé le fichier pour qu'il prenne en compte la modification : tout est ok, image dans le bon sens, gravure impeccable!
3) en revanche pour les 3 fichiers suivants, je n'ai pas ajouté le G68 après les avoir chargés et pourtant ils étaient dans le "bon sens". Après vérification du GCode de ces fichiers il n'y pas le morceau de G68. C'est comme si Eding avait "compris / enregistré" qu'il fallait faire une rotation de 270°.
Cela n'a aucune incidence puisque tout à bien fonctionné mais je ne sais pas l'expliquer (pour l'instant).
Bonne journée!
Castor
J'ai eu l'occasion de tester l'ajout du G68 hier (avec un retournement de 270°). Cela fonctionne très bien et effectivement le 0,0 du GCode tourne en même temps que l'image.
Cela m'évite de retourner sous Cambam faire la modification.
En revanche, j'ai constaté la chose suivante:
1) j'ai ajouté le "G68 X0 Y0 R270" dans un mon premier fichier via l'éditeur de Eding CNC, j'ai enregistré la modification
2) j'ai rechargé le fichier pour qu'il prenne en compte la modification : tout est ok, image dans le bon sens, gravure impeccable!
3) en revanche pour les 3 fichiers suivants, je n'ai pas ajouté le G68 après les avoir chargés et pourtant ils étaient dans le "bon sens". Après vérification du GCode de ces fichiers il n'y pas le morceau de G68. C'est comme si Eding avait "compris / enregistré" qu'il fallait faire une rotation de 270°.
Cela n'a aucune incidence puisque tout à bien fonctionné mais je ne sais pas l'expliquer (pour l'instant).
Bonne journée!
Castor
Castor- je prends du galon
- Messages : 62
Points : 84
Date d'inscription : 24/04/2017
Age : 40
Localisation : Rouen
Re: Eding CNC - premiers pas
![]() dh42 Ven 10 Juil 2020 - 0:50
dh42 Ven 10 Juil 2020 - 0:50
Salut,
Tu avais fermé Eding entre le chargement du Gcode modifié G68 et les autres ? Si non, c'est qu'il garde la valeur en mémoire même entre 2 programmes et donc qu'il faut annuler la rotation dans la chaine d'initialisation de ton Gcode par un G69. Mach3 se comporte de la même façon et ça se voit au fait que les visu X et Y affichent la valeur en rouge au lieu de noir ; je ne sais pas si il y a un "truc" sur Eding qui permet de voir si une rotation du repère est en cours d'utilisation.
Tu peux rajouter le G69 dans le post processeur que tu utilise pour qu'il le mette automatiquement en début de GCode afin de réinitialiser toute rotation en cours afin d'éviter toute bizarrerie avec les prochains Gcode que tu fera.
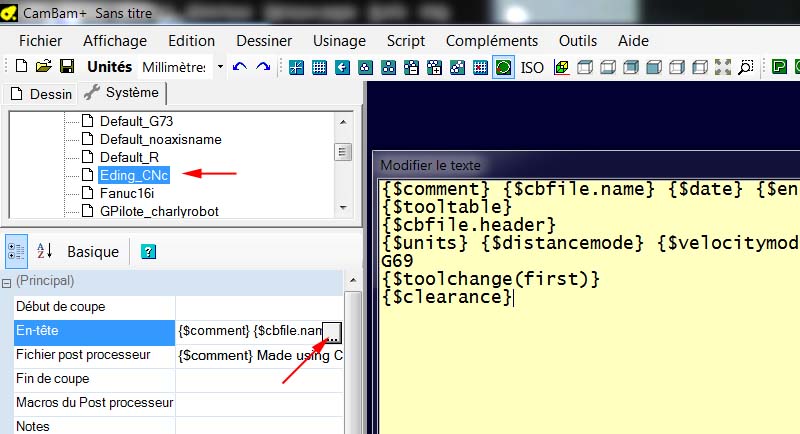
dans l'onglet system, sélectionne ton post pro pour Eding, et édite la propriété "en tête" ; tu devrais y trouver ça:
{$comment} {$cbfile.name} {$date} {$endcomment}
{$tooltable}
{$cbfile.header}
{$units} {$distancemode} {$velocitymode} {$cuttercomp(off)}
{$toolchange(first)}
{$clearance}
ajoute simplement le G69 comme ci dessous.
{$comment} {$cbfile.name} {$date} {$endcomment}
{$tooltable}
{$cbfile.header}
{$units} {$distancemode} {$velocitymode} {$cuttercomp(off)}
G69
{$toolchange(first)}
{$clearance}
++
David
3) en revanche pour les 3 fichiers suivants, je n'ai pas ajouté le G68 après les avoir chargés et pourtant ils étaient dans le "bon sens". Après vérification du GCode de ces fichiers il n'y pas le morceau de G68. C'est comme si Eding avait "compris / enregistré" qu'il fallait faire une rotation de 270°.
Tu avais fermé Eding entre le chargement du Gcode modifié G68 et les autres ? Si non, c'est qu'il garde la valeur en mémoire même entre 2 programmes et donc qu'il faut annuler la rotation dans la chaine d'initialisation de ton Gcode par un G69. Mach3 se comporte de la même façon et ça se voit au fait que les visu X et Y affichent la valeur en rouge au lieu de noir ; je ne sais pas si il y a un "truc" sur Eding qui permet de voir si une rotation du repère est en cours d'utilisation.
Tu peux rajouter le G69 dans le post processeur que tu utilise pour qu'il le mette automatiquement en début de GCode afin de réinitialiser toute rotation en cours afin d'éviter toute bizarrerie avec les prochains Gcode que tu fera.
dans l'onglet system, sélectionne ton post pro pour Eding, et édite la propriété "en tête" ; tu devrais y trouver ça:
{$comment} {$cbfile.name} {$date} {$endcomment}
{$tooltable}
{$cbfile.header}
{$units} {$distancemode} {$velocitymode} {$cuttercomp(off)}
{$toolchange(first)}
{$clearance}
ajoute simplement le G69 comme ci dessous.
{$comment} {$cbfile.name} {$date} {$endcomment}
{$tooltable}
{$cbfile.header}
{$units} {$distancemode} {$velocitymode} {$cuttercomp(off)}
G69
{$toolchange(first)}
{$clearance}

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Eding CNC - premiers pas
![]() dh101083 Ven 4 Déc 2020 - 23:00
dh101083 Ven 4 Déc 2020 - 23:00
Je sais que la question est ancienne mais dans Eding tu peux visualiser les GCODE activé dans l'onglet G/M code sous les coordonnées machine ou travail. Le G68 est persistant en effet.
Didier
Didier
dh101083- petit nouveau

- Messages : 6
Points : 8
Date d'inscription : 04/12/2020
Age : 52
Localisation : Alsace

 Sujets similaires
Sujets similaires» premiers essais avec Mach3, premiers problèmes
» Eding CNC - configuration et utilisation
» Logiciel Eding CNC
» Eding cnc, configuration AutoHome
» Eding-cnc-configuation et utilisation
» Eding CNC - configuration et utilisation
» Logiciel Eding CNC
» Eding cnc, configuration AutoHome
» Eding-cnc-configuation et utilisation
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres logiciels de pilotage
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum