






Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
+2
dh42
pifou
6 participants
Page 1 sur 1

 Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() pifou Jeu 31 Oct 2019 - 16:08
pifou Jeu 31 Oct 2019 - 16:08
Bonjour,
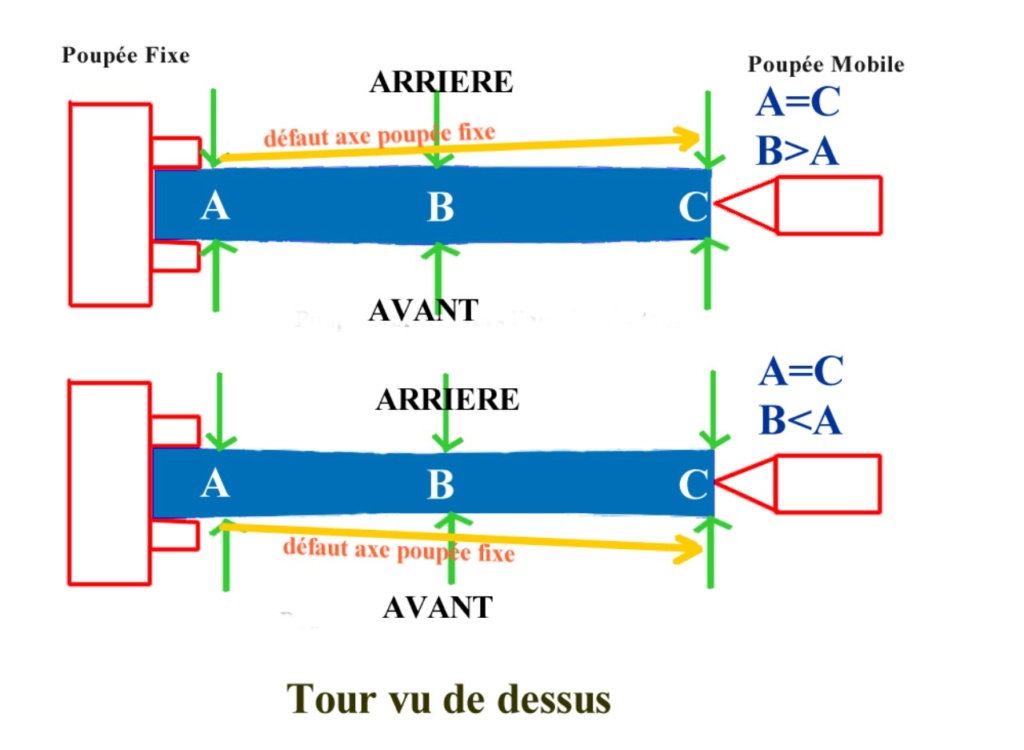
Après de nombreux réglages de la poupée mobile sur mon tour j'ai réussi à être juste au 1/100ém de mm au rayon. Mais je me suis aussi aperçu que le diamètre de la pièce tournée n'était pas identique au centre (dans mon cas valeur plus grande qu'aux deux extrémités). J'en ai conclu que cela était du à un défaut de parallélisme de la poupée mobile avec le banc : axe oblique vers l'arrière de 0,18°. (usinage d'un barreau de 2017 de 30 mm de diamètre et de 250mm de long pris dans le mandrin d'un coté et la contre pointe de l'autre, plaquette carbure neuve)
J'ai résolu ce problème en jouant légèrement sur les boulons de fixation de la poupée fixe et le défaut s'est très atténué (écart de 1,5/100ém au centre) Après réflexion, j'ai étendu mon raisonnement au défaut inverse, si l'axe était oblique vers l'avant cela provoquerait une diminution du diamètre de la pièce tournée en son centre.
Autrement dit, et schématiquement dans le premier cas une forme "ballon de rugby" et dans le deuxième en "diabolo"
Ci-joint un schéma plus explicatif qu'un long discourt.
Cordialement,
Pierre
Après de nombreux réglages de la poupée mobile sur mon tour j'ai réussi à être juste au 1/100ém de mm au rayon. Mais je me suis aussi aperçu que le diamètre de la pièce tournée n'était pas identique au centre (dans mon cas valeur plus grande qu'aux deux extrémités). J'en ai conclu que cela était du à un défaut de parallélisme de la poupée mobile avec le banc : axe oblique vers l'arrière de 0,18°. (usinage d'un barreau de 2017 de 30 mm de diamètre et de 250mm de long pris dans le mandrin d'un coté et la contre pointe de l'autre, plaquette carbure neuve)
J'ai résolu ce problème en jouant légèrement sur les boulons de fixation de la poupée fixe et le défaut s'est très atténué (écart de 1,5/100ém au centre) Après réflexion, j'ai étendu mon raisonnement au défaut inverse, si l'axe était oblique vers l'avant cela provoquerait une diminution du diamètre de la pièce tournée en son centre.
Autrement dit, et schématiquement dans le premier cas une forme "ballon de rugby" et dans le deuxième en "diabolo"
Ci-joint un schéma plus explicatif qu'un long discourt.

Cordialement,
Pierre

pifou- complétement accro

- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone

Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() dh42 Jeu 31 Oct 2019 - 18:35
dh42 Jeu 31 Oct 2019 - 18:35
Salut,
Bizarre, pas très logique tout ça ; en principe quand la contre pointe est décalée par rapport à l'axe de rotation, ça fait du cône, pas une forme "ballon de rugby" ou "diabolo".
; en principe quand la contre pointe est décalée par rapport à l'axe de rotation, ça fait du cône, pas une forme "ballon de rugby" ou "diabolo".
C > A si la CTP est trop vers l'arrière, C < A si la CTP est trop vers l'avant. (le décalage de la CTP c'est même une méthode utilisée pour faire les cônes à très faible pente)
++
David
Bizarre, pas très logique tout ça
C > A si la CTP est trop vers l'arrière, C < A si la CTP est trop vers l'avant. (le décalage de la CTP c'est même une méthode utilisée pour faire les cônes à très faible pente)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() thomas25 Jeu 31 Oct 2019 - 18:37
thomas25 Jeu 31 Oct 2019 - 18:37
Les tests sont effectués en more dure ou doux ?

thomas25- complétement accro
- Messages : 1026
Points : 1099
Date d'inscription : 08/11/2017
Age : 44
Localisation : Etalans 25
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() pifou Jeu 31 Oct 2019 - 18:56
pifou Jeu 31 Oct 2019 - 18:56
Bonsoir,
Pour David bien sure quand la contre pointe est décalée on fait du cône, mais dans le cas que j'expose la contre pointe est centrée (méthode de l'usinage d'un cylindre, mesure du diamètre aux deux extrémités et correction de la poupée mobile de 1/2 de l'écart trouvé), en revanche c'est la poupée fixe dont l'axe n'est pas parallèle à l'axe du banc (0,18°, mesure faite par tournage en bout d'un rond de 17mm de diamètre dépassant de 45 mm du mandrin). Voir Manque de parallélisme
Pour l'autre question, c'est des mords durs.
Cordialement,
Pierre
Pour David bien sure quand la contre pointe est décalée on fait du cône, mais dans le cas que j'expose la contre pointe est centrée (méthode de l'usinage d'un cylindre, mesure du diamètre aux deux extrémités et correction de la poupée mobile de 1/2 de l'écart trouvé), en revanche c'est la poupée fixe dont l'axe n'est pas parallèle à l'axe du banc (0,18°, mesure faite par tournage en bout d'un rond de 17mm de diamètre dépassant de 45 mm du mandrin). Voir Manque de parallélisme
Pour l'autre question, c'est des mords durs.
Cordialement,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() dh42 Jeu 31 Oct 2019 - 19:15
dh42 Jeu 31 Oct 2019 - 19:15
en revanche c'est la poupée fixe dont l'axe n'est pas parallèle à l'axe du banc
Donc ça "tord" la pièce quand la CTP est utilisée ? ce qui lui donnerais cette forme bizarre ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() L'Ankou Jeu 31 Oct 2019 - 19:41
L'Ankou Jeu 31 Oct 2019 - 19:41
Ou alors flambage par trop de pression sur la CTP... mais vu la taille du tour, c'est peu probable...

L'Ankou- complétement accro
- Messages : 3435
Points : 3588
Date d'inscription : 22/04/2015
Age : 40
Localisation : 56130 FEREL
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() nagut Jeu 31 Oct 2019 - 20:09
nagut Jeu 31 Oct 2019 - 20:09
Je ne voudrais pas faire peur, mais çà me fait penser à un bâti voilé. (tordu quoi)

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() pifou Jeu 31 Oct 2019 - 20:10
pifou Jeu 31 Oct 2019 - 20:10
C'est des hypothèses que j'ai envisagées. Mais il n'en reste pas moins que quand la poupée fixe n'était pas alignée avec le banc ce phénomène était très marqué, alors que quand j'ai corrigé l'alignement de la poupée fixe il a pratiquement disparu pour ne rester que de 1/100ém de mm au rayon sur la partie centrale du rond usiné.
Cordialement,
Pierre
Edit : je viens juste de voir le dernier message, mais la réponse est dans mon texte, si le châssis était voilé (et j'y ai pensé) je n'aurais pas supprimer le phénomène en réglant la poupée fixe.
Cordialement,
Pierre
Edit : je viens juste de voir le dernier message, mais la réponse est dans mon texte, si le châssis était voilé (et j'y ai pensé) je n'aurais pas supprimer le phénomène en réglant la poupée fixe.
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() nagut Jeu 31 Oct 2019 - 20:30
nagut Jeu 31 Oct 2019 - 20:30
pifou a écrit:
Edit : je viens juste de voir le dernier message, mais la réponse est dans mon texte, si le châssis était voilé (et j'y ai pensé) je n'aurais pas supprimer le phénomène en réglant la poupée fixe.
ben, justement, en règle générale on agit plutôt sur la poupée mobile pour corriger
ce qui me fait penser à cela, c'est justement que tu inverse le défaut en jouant sur la poupée fixe.
donc, poupée trop en avant (coté opérateur), : Ø plus petit coté mandrin
poupée en arrière: Ø plus gros coté mandrin
après si le défaut varie d'un bout à l'autre, faut chercher ailleurs. c'est la trajectoire de l'outil qui n'est pas correct
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() thomas25 Jeu 31 Oct 2019 - 20:47
thomas25 Jeu 31 Oct 2019 - 20:47
Si tu as un mandrin chinois la répétabilité est très médiocre, ton test devrait être fait en more doux. Sinon je pense comme nagut pour le reste.
thomas25- complétement accro
- Messages : 1026
Points : 1099
Date d'inscription : 08/11/2017
Age : 44
Localisation : Etalans 25
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() pifou Ven 1 Nov 2019 - 9:04
pifou Ven 1 Nov 2019 - 9:04
Merci à tous pour vos réponses pertinentes.
Dans la mesure ou mon PB est réglé (pas d'écart de diamètre sur les deux extrémités du rond tourné, et un petit écart de 1/100ém au rayon au centre), je vais conserver ce réglage qui donne de bons résultats pour un tour chinois de 70Kg.
A plus,
Pierre
Dans la mesure ou mon PB est réglé (pas d'écart de diamètre sur les deux extrémités du rond tourné, et un petit écart de 1/100ém au rayon au centre), je vais conserver ce réglage qui donne de bons résultats pour un tour chinois de 70Kg.
A plus,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() nagut Ven 1 Nov 2019 - 9:10
nagut Ven 1 Nov 2019 - 9:10
c'est sur que 0.02 au Ø, ne touche plus à rien 
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() dh42 Sam 2 Nov 2019 - 0:29
dh42 Sam 2 Nov 2019 - 0:29
nagut a écrit:c'est sur que 0.02 au Ø, ne touche plus à rien
+1
c'est plus que correct pour ce genre de machine, surtout sur 250mm de long
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() brise-copeaux Sam 2 Nov 2019 - 14:32
brise-copeaux Sam 2 Nov 2019 - 14:32
dh42 a écrit:en revanche c'est la poupée fixe dont l'axe n'est pas parallèle à l'axe du banc
Donc ça "tord" la pièce quand la CTP est utilisée ? ce qui lui donnerais cette forme bizarre ?
++
David
C'est tout a fait logique, si la poupée fixe est désaxé vers l'arrière ça fait un bombé au milieu et si désaxé vers l'avant ça fait un convexe.
Je peu expliquer le pourquoi.
@ +

brise-copeaux- complétement accro
- Messages : 838
Points : 1761
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() pifou Sam 2 Nov 2019 - 17:56
pifou Sam 2 Nov 2019 - 17:56
Bonsoir Brise-copeaux,
Cela correspond tout à fait à mes observations.
PS: je pense que tu voulais dire concave et non convexe si désaxé vers l'avant
Merci de ton avis,
Pierre
Cela correspond tout à fait à mes observations.
PS: je pense que tu voulais dire concave et non convexe si désaxé vers l'avant
Merci de ton avis,
Pierre
pifou- complétement accro
- Messages : 742
Points : 1298
Date d'inscription : 24/04/2014
Age : 75
Localisation : bouches du rhone
Re: Incidence du défaut de parallélisme de l'ensemble poupée fixe mandrin sur l'usinage
![]() Contenu sponsorisé
Contenu sponsorisé
Contenu sponsorisé

 Sujets similaires
Sujets similaires» Comment régler le manque de parallélisme de la poupée fixe sur tour multirex
» Diviseur en bout de poupée fixe
» Comment démonter un mandrin de perceuse à colonne ? (mandrin Métabo Futuro)
» [Reportage]Dewalt DW745 et sa station d'accueil.
» Réglage parallélisme rail LAB 300P
» Diviseur en bout de poupée fixe
» Comment démonter un mandrin de perceuse à colonne ? (mandrin Métabo Futuro)
» [Reportage]Dewalt DW745 et sa station d'accueil.
» Réglage parallélisme rail LAB 300P
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum