






de dxf2gcode a cambam
2 participants
Page 1 sur 1

 de dxf2gcode a cambam
de dxf2gcode a cambam
![]() Arnaud68 Dim 13 Oct 2019 - 11:22
Arnaud68 Dim 13 Oct 2019 - 11:22
bonjour,
je rencontre quelques limites avec dxf2gcode qui pourtant est vraiment super ! comme par exemple changer le point d entrée ... j essaye donc cambam mais j aies du mal a reproduire les config de postpro que j utilise avec dxf2gcode exemple utiliser m311 ..... une macro que j aies dans mach3 a la place de m3 , organiser rapidement l ordre de travail, gérer les décalages les sens de coupe... j avale les tutos mais je patine un peu !
si quelqu un avait le même profil de transition dxf2gcode -->cambam et pouvait m éclairer
je précise c est une table plasma
merci
je rencontre quelques limites avec dxf2gcode qui pourtant est vraiment super ! comme par exemple changer le point d entrée ... j essaye donc cambam mais j aies du mal a reproduire les config de postpro que j utilise avec dxf2gcode exemple utiliser m311 ..... une macro que j aies dans mach3 a la place de m3 , organiser rapidement l ordre de travail, gérer les décalages les sens de coupe... j avale les tutos mais je patine un peu !
si quelqu un avait le même profil de transition dxf2gcode -->cambam et pouvait m éclairer
je précise c est une table plasma
merci

Arnaud68- petit nouveau

- Messages : 14
Points : 20
Date d'inscription : 13/10/2019
Age : 56
Localisation : 47

Re: de dxf2gcode a cambam
![]() dh42 Dim 13 Oct 2019 - 17:50
dh42 Dim 13 Oct 2019 - 17:50
Salut,
Tu veux parler du point de départ d'usinage sur une forme ?
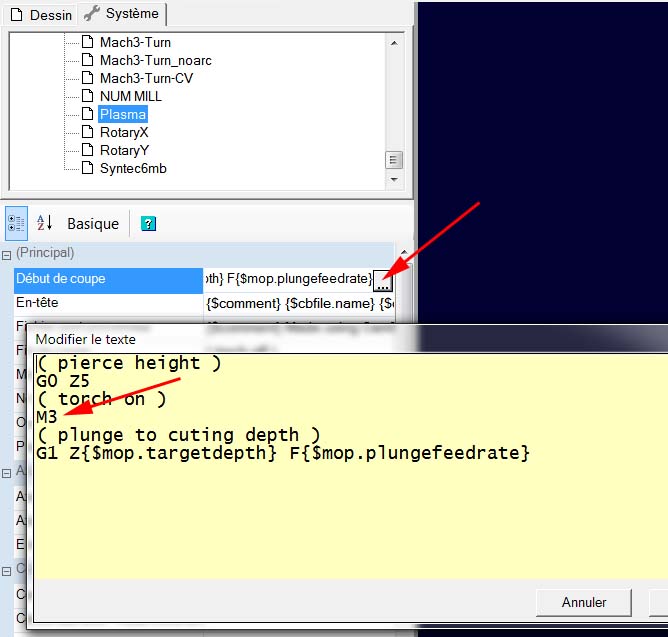
Dans l'onglet système, sélectionne ton post processeur (par exemple le post pro "plasma") et change le code utilisé pour "broche rotation horaire" en remplaçant le M3 par un M311

Note qu'en principe sur un PP pour le plasma, la mise en marche torche est faite par la propriété "début de coupe" et non par "broche rotation horaire", il faudra donc aussi l'éditer pour remplacer le M3 par un M311.
Il faudra être plus clair sur ces points, je ne suis pas sûr de comprendre.
une page qui t'intéressera peut être
http://www.cambam.info/ref/ref.plasma
++
David
comme par exemple changer le point d entrée
Tu veux parler du point de départ d'usinage sur une forme ?
j aies du mal a reproduire les config de postpro que j utilise avec dxf2gcode exemple utiliser m311 ..... une macro que j aies dans mach3 a la place de m3
Dans l'onglet système, sélectionne ton post processeur (par exemple le post pro "plasma") et change le code utilisé pour "broche rotation horaire" en remplaçant le M3 par un M311

Note qu'en principe sur un PP pour le plasma, la mise en marche torche est faite par la propriété "début de coupe" et non par "broche rotation horaire", il faudra donc aussi l'éditer pour remplacer le M3 par un M311.

organiser rapidement l ordre de travail, gérer les décalages les sens de coupe
Il faudra être plus clair sur ces points, je ne suis pas sûr de comprendre.
une page qui t'intéressera peut être
http://www.cambam.info/ref/ref.plasma
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: de dxf2gcode a cambam
![]() Arnaud68 Dim 13 Oct 2019 - 20:07
Arnaud68 Dim 13 Oct 2019 - 20:07
bonsoir,
merci de ta réponse, je viens de parcourir le lien , faut que je me familiarise avec la façon de travailler de CB.
Alors en images mes soucis !
bon sans images j aies cette erreur ! Error SyntaxError: JSON.parse: unexpected character at line 1 column 1 of the JSON data
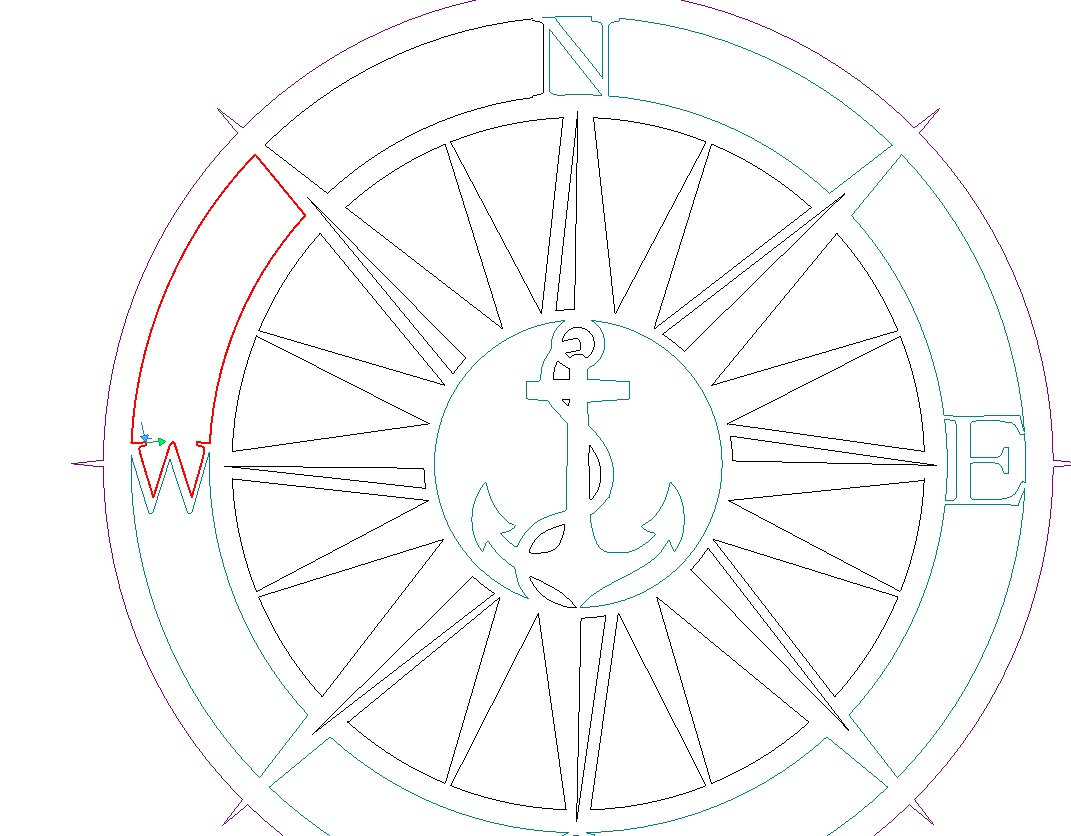
le problème que je rencontre sur cambam , je ne sais pas avoir le visuel de l entrée pour vérifier que je suis bon et comment attribuer a toutes les entités un contour, faut le faire une par une ? si je sélectionne tout ça ne crée qu un seul contour.
exemple dxf2g
(j aies hébergé ailleurs)
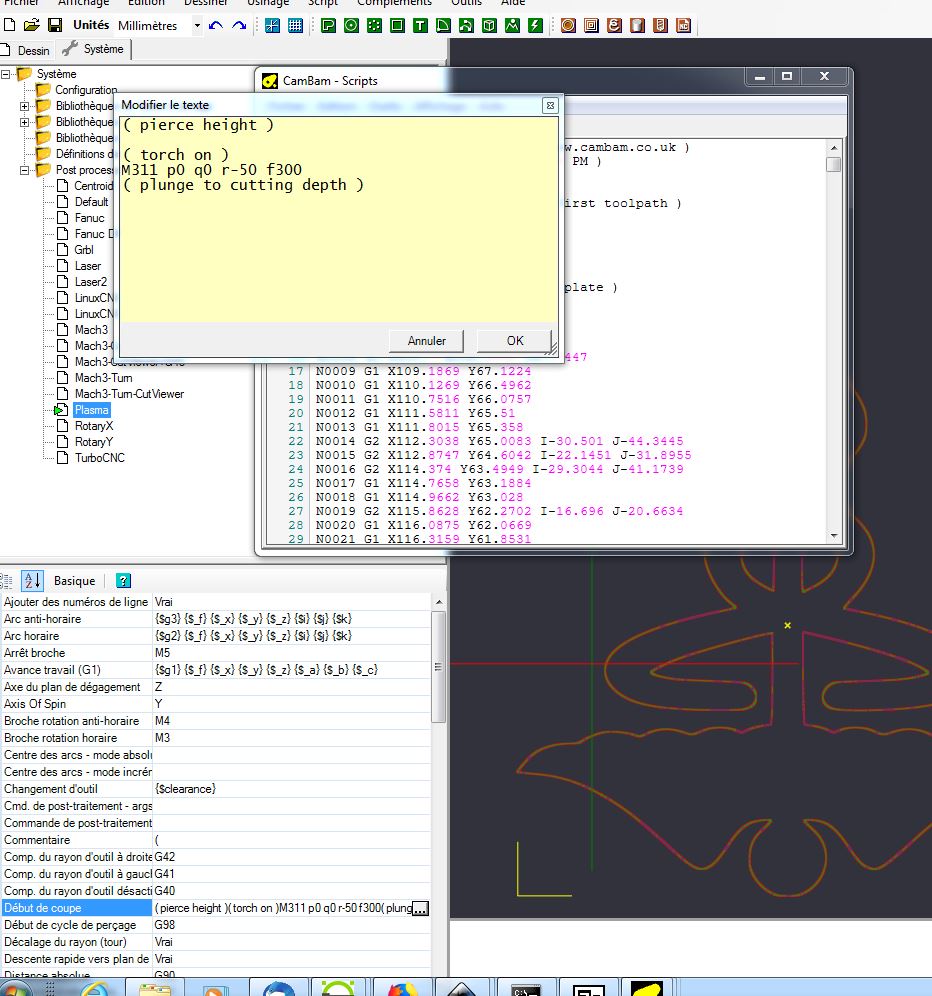
pour le postpro j arrive presque a ce que je veux ! en fait mon m311 palpe avant chaque découpe , me reste à régler le pb du Z pour exemple, la macro m311 de mach3 et un gcode que j obtiens avec ma config dxf2g en fichiers joints , je les aies zippees pour que ca passe (l erreur qui reste mais qui ne gène pas c est un f300 en fin de coupe)
voila mes avancees
merci du coup de main
merci de ta réponse, je viens de parcourir le lien , faut que je me familiarise avec la façon de travailler de CB.
Alors en images mes soucis !
bon sans images j aies cette erreur ! Error SyntaxError: JSON.parse: unexpected character at line 1 column 1 of the JSON data
le problème que je rencontre sur cambam , je ne sais pas avoir le visuel de l entrée pour vérifier que je suis bon et comment attribuer a toutes les entités un contour, faut le faire une par une ? si je sélectionne tout ça ne crée qu un seul contour.
exemple dxf2g
(j aies hébergé ailleurs)
pour le postpro j arrive presque a ce que je veux ! en fait mon m311 palpe avant chaque découpe , me reste à régler le pb du Z pour exemple, la macro m311 de mach3 et un gcode que j obtiens avec ma config dxf2g en fichiers joints , je les aies zippees pour que ca passe (l erreur qui reste mais qui ne gène pas c est un f300 en fin de coupe)
voila mes avancees
merci du coup de main
- Fichiers joints

- M311.zip Vous n'avez pas la permission de télécharger les fichiers joints.(1 Ko) Téléchargé 2 fois
- horlogecigale.zip Vous n'avez pas la permission de télécharger les fichiers joints.(48 Ko) Téléchargé 3 fois
Arnaud68- petit nouveau
- Messages : 14
Points : 20
Date d'inscription : 13/10/2019
Age : 56
Localisation : 47
Re: de dxf2gcode a cambam
![]() Arnaud68 Dim 13 Oct 2019 - 20:40
Arnaud68 Dim 13 Oct 2019 - 20:40
Suite !
pour le postpro je croyais être bon et zut ça le fait pas !
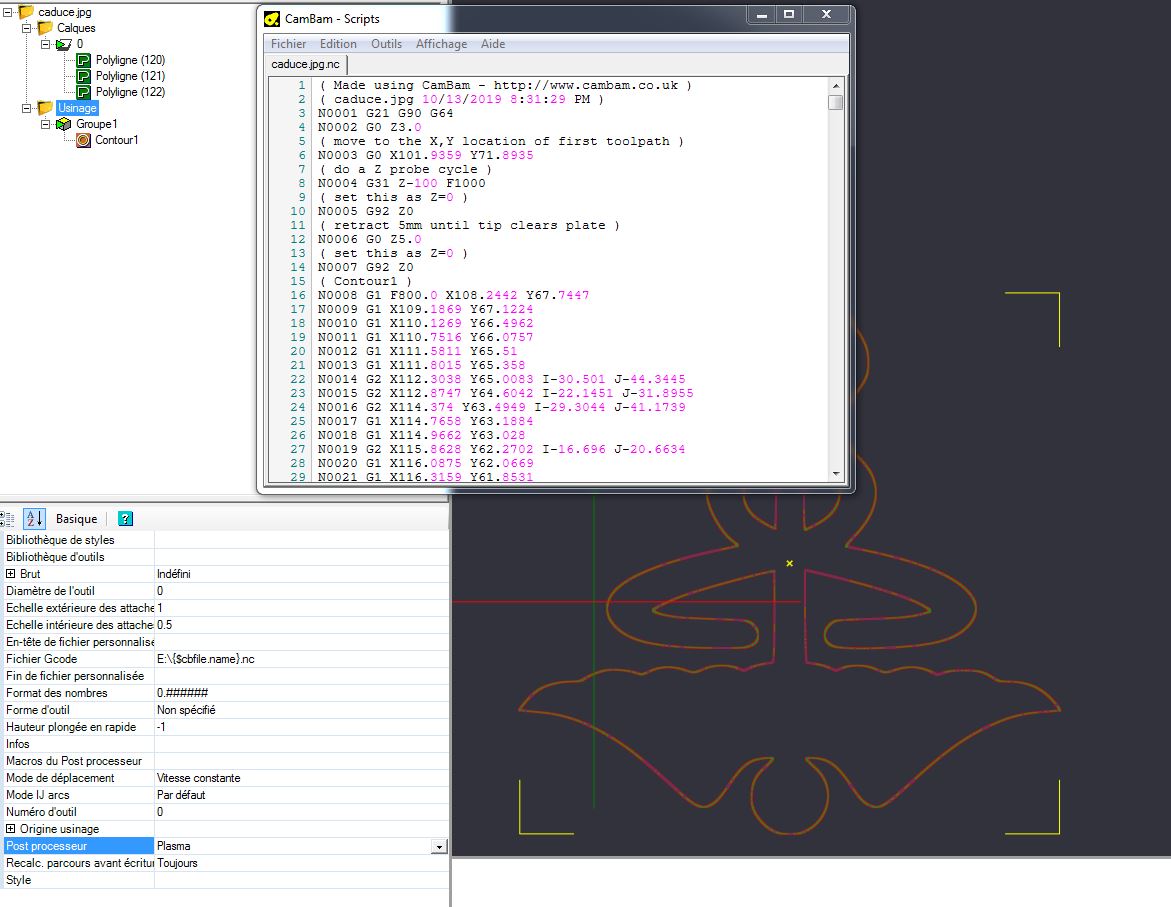
J aies pris un dxf basique, je pense avoir tout bien renseigne, j aies même fermé et recommencé , et le gcode ne tient pas compte de ma modif je dois mal m y prendre , mais ou !?
merci
arnaud
pour le postpro je croyais être bon et zut ça le fait pas !
J aies pris un dxf basique, je pense avoir tout bien renseigne, j aies même fermé et recommencé , et le gcode ne tient pas compte de ma modif je dois mal m y prendre , mais ou !?
merci
arnaud
Arnaud68- petit nouveau
- Messages : 14
Points : 20
Date d'inscription : 13/10/2019
Age : 56
Localisation : 47
Re: de dxf2gcode a cambam
![]() dh42 Dim 13 Oct 2019 - 21:38
dh42 Dim 13 Oct 2019 - 21:38
Salut,
Alors je ne sais pas du tout comment fonctionnent les autres softs pour plasma ; sur CB ce qui allume et éteint la torche (et donc met un M3 ou dans ton cas un M311 dans le code) c'est le passage en dessous de surface pièce.
Dans ton opération d'usinage, il faut donc régler une profondeur finale < à surface pièce.
Sur l'exemple proposé par Andy il met:
plan de dégagement = 10
surface pièce = 1.6
profondeur finale = 1.5
Pour le reste, il faudrait ton fichier cambam (le .cb) qui contient ton DXF.
Note qu'avant de pouvoir attribuer des op d'usinage sur un DXF importé, il est souvent nécessaire de faire un peu de préparation.
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/tutorials/Prepare_dessins.html
Oui, si tu sélectionne tout et que y applique une op de contour, ça ne crée qu'une seule opération d'usinage pour toutes les formes sélectionnés, ce qui ne pose généralement pas de problème en fraisage, par contre avec un plasma, il faut pouvoir positionner chaque point de départ de coupe et ce n'est pas possible si tout les tracés sont assignés à une même opération ; il ne sera possible de positionner qu'un seul point de départ pour l'ensemble de la sélection de forme. Si tu veux pouvoir choisir un pt de départ pour chaque forme, il faudra faire une opération par forme. (en tout cas, au moins pour celle ou le point de départ choisis par CB ne te convient pas)
Même si ça concerne uniquement le fraisage, je te conseille de faire les tutos et de lire la doc afin de découvrir le soft, notamment comment attribuer ou ré-atribuer une opération d'usinage, afficher les parcours d'outil et la largeur de coupe, naviguer dans l'interface, etc ...
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/SimpleExample.htm
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/Tutorials.htm
C'est CB qui te met cette erreur ? et à quel moment ?
voici le Gcode obtenu avec le fichier exemple et ta modif du M3
( Made using CamBam - http://www.cambam.co.uk )
( Sans titre 10/13/2019 9:24:54 PM )
G21 G90 G64
G0 Z10.0
( move to the X,Y location of first toolpath )
G0 X-2.8 Y-2.0
( do a Z probe cycle )
G31 Z-100 F1000
( set this as Z=0 )
G92 Z0
( retract 5mm until tip clears plate )
G0 Z5.0
( set this as Z=0 )
G92 Z0
( Profile1 )
G0 Z1.5
( pierce height )
G0 Z5
( torch on )
M311 p0 q0 r-50 f300
( plunge to cuting depth )
G1 Z1.5 F1000.0
G3 F1400.0 X-0.8 Y0.0 Z1.5 I0.0 J2.0
G1 Y100.0
G2 X0.0 Y100.8 I0.8 J0.0
G1 X100.0
G2 X100.8 Y100.0 I0.0 J-0.8
G1 Y0.0
G2 X100.0 Y-0.8 I-0.8 J0.0
G1 X0.0
G2 X-0.8 Y0.0 I0.0 J0.8
G3 X-2.8 Y2.0 I-2.0 J0.0
( torch off )
M5
( small delay - ms )
G4 P500
G0 Z10.0
M30
Je te met un fichier avec un carré de 100x100 avec découpe extérieur et 2 formes avec découpe intérieur (par rapport au tracé)
Si tu sélectionne les opérations une par une tu verra un petit rond rouge qui définit le point de départ de coupe de chaque forme ; tu peux le déplacer à la souris pour changer l'emplacement (ensuite régénère les parcours)
Si sur une opération ce petit cercle n'est pas présent, c'est que le point n'a pas été définit par l'utilisateur ; dans ce cas, clic droit sur l'opération d'usinage > définir le point de départ, puis clique sur la forme à l'endroit ou tu veux le mettre. (et régénère les parcours = CTRL + T)
++
David
Alors je ne sais pas du tout comment fonctionnent les autres softs pour plasma ; sur CB ce qui allume et éteint la torche (et donc met un M3 ou dans ton cas un M311 dans le code) c'est le passage en dessous de surface pièce.
Dans ton opération d'usinage, il faut donc régler une profondeur finale < à surface pièce.
Sur l'exemple proposé par Andy il met:
plan de dégagement = 10
surface pièce = 1.6
profondeur finale = 1.5
Pour le reste, il faudrait ton fichier cambam (le .cb) qui contient ton DXF.
Note qu'avant de pouvoir attribuer des op d'usinage sur un DXF importé, il est souvent nécessaire de faire un peu de préparation.
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/tutorials/Prepare_dessins.html
le problème que je rencontre sur cambam , je ne sais pas avoir le visuel de l entrée pour vérifier que je suis bon et comment attribuer a toutes les entités un contour, faut le faire une par une ? si je sélectionne tout ça ne crée qu un seul contour.
Oui, si tu sélectionne tout et que y applique une op de contour, ça ne crée qu'une seule opération d'usinage pour toutes les formes sélectionnés, ce qui ne pose généralement pas de problème en fraisage, par contre avec un plasma, il faut pouvoir positionner chaque point de départ de coupe et ce n'est pas possible si tout les tracés sont assignés à une même opération ; il ne sera possible de positionner qu'un seul point de départ pour l'ensemble de la sélection de forme. Si tu veux pouvoir choisir un pt de départ pour chaque forme, il faudra faire une opération par forme. (en tout cas, au moins pour celle ou le point de départ choisis par CB ne te convient pas)
Même si ça concerne uniquement le fraisage, je te conseille de faire les tutos et de lire la doc afin de découvrir le soft, notamment comment attribuer ou ré-atribuer une opération d'usinage, afficher les parcours d'outil et la largeur de coupe, naviguer dans l'interface, etc ...
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/SimpleExample.htm
http://www.atelier-des-fougeres.fr/Cambam/Aide_V1/Tutorials.htm
bon sans images j aies cette erreur ! Error SyntaxError: JSON.parse: unexpected character at line 1 column 1 of the JSON data
C'est CB qui te met cette erreur ? et à quel moment ?
voici le Gcode obtenu avec le fichier exemple et ta modif du M3
( Made using CamBam - http://www.cambam.co.uk )
( Sans titre 10/13/2019 9:24:54 PM )
G21 G90 G64
G0 Z10.0
( move to the X,Y location of first toolpath )
G0 X-2.8 Y-2.0
( do a Z probe cycle )
G31 Z-100 F1000
( set this as Z=0 )
G92 Z0
( retract 5mm until tip clears plate )
G0 Z5.0
( set this as Z=0 )
G92 Z0
( Profile1 )
G0 Z1.5
( pierce height )
G0 Z5
( torch on )
M311 p0 q0 r-50 f300
( plunge to cuting depth )
G1 Z1.5 F1000.0
G3 F1400.0 X-0.8 Y0.0 Z1.5 I0.0 J2.0
G1 Y100.0
G2 X0.0 Y100.8 I0.8 J0.0
G1 X100.0
G2 X100.8 Y100.0 I0.0 J-0.8
G1 Y0.0
G2 X100.0 Y-0.8 I-0.8 J0.0
G1 X0.0
G2 X-0.8 Y0.0 I0.0 J0.8
G3 X-2.8 Y2.0 I-2.0 J0.0
( torch off )
M5
( small delay - ms )
G4 P500
G0 Z10.0
M30
Je te met un fichier avec un carré de 100x100 avec découpe extérieur et 2 formes avec découpe intérieur (par rapport au tracé)
Si tu sélectionne les opérations une par une tu verra un petit rond rouge qui définit le point de départ de coupe de chaque forme ; tu peux le déplacer à la souris pour changer l'emplacement (ensuite régénère les parcours)
Si sur une opération ce petit cercle n'est pas présent, c'est que le point n'a pas été définit par l'utilisateur ; dans ce cas, clic droit sur l'opération d'usinage > définir le point de départ, puis clique sur la forme à l'endroit ou tu veux le mettre. (et régénère les parcours = CTRL + T)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: de dxf2gcode a cambam
![]() Arnaud68 Dim 13 Oct 2019 - 21:58
Arnaud68 Dim 13 Oct 2019 - 21:58
Ok je comprend mieux , en fait il ne faudrait pas que j utilise le post pro plasma, mais un fraisage en mettant les z à zéro sauf celui pour le déplacement entre usinage , j aurai bien mon m311 et mon m5 a chaque découpe , je vais essayer .
Ou était mon erreur dans mon post-production qui ne tenais pas compte de ma modification ?
Merci
Arnaud
Ou était mon erreur dans mon post-production qui ne tenais pas compte de ma modification ?
Merci
Arnaud
Arnaud68- petit nouveau
- Messages : 14
Points : 20
Date d'inscription : 13/10/2019
Age : 56
Localisation : 47
Re: de dxf2gcode a cambam
![]() dh42 Dim 13 Oct 2019 - 22:09
dh42 Dim 13 Oct 2019 - 22:09
Ou était mon erreur dans mon post-production qui ne tenais pas compte de ma modification ?
Je pense que c'est juste que ton op d'usinage n'a pas les bons réglages, tant que profondeur finale n'est pas inférieure à surface pièce, ça ne sort pas les macros qui sont dans début de coupe, donc ce n'est pas que ça n'a pas pris ta modif en compte, c'est que la macro elle même n'est jamais appelé (d'ailleurs sur ton GCode on vois bien qu'il manque le M3)
explore l'exemple que je t'ai mis
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: de dxf2gcode a cambam
![]() Arnaud68 Lun 14 Oct 2019 - 12:02
Arnaud68 Lun 14 Oct 2019 - 12:02
Ouf et pouf ça fonctionne nickel ! Me suis couché tard mais c est bon , c est ma façon de penser qui allait pas ! Je réfléchissais dxf2g et j assimilais pas cette notion de Z!
Ça se ballade un peu sur le Z mais ça le fait !
Je vais commander la licence (au fait ou ? Site dédié pour la France ou sur le site en anglais ?) finalement c est bien pratique et ça comble les petit pb que j avais
Un grand merci
Ça se ballade un peu sur le Z mais ça le fait !
Je vais commander la licence (au fait ou ? Site dédié pour la France ou sur le site en anglais ?) finalement c est bien pratique et ça comble les petit pb que j avais
Un grand merci
Arnaud68- petit nouveau
- Messages : 14
Points : 20
Date d'inscription : 13/10/2019
Age : 56
Localisation : 47
Re: de dxf2gcode a cambam
![]() Arnaud68 Lun 14 Oct 2019 - 14:41
Arnaud68 Lun 14 Oct 2019 - 14:41
re re re !!
alors je viens de faire un test en vrai ! et un truc que je ne comprend pas !sur limage suivante
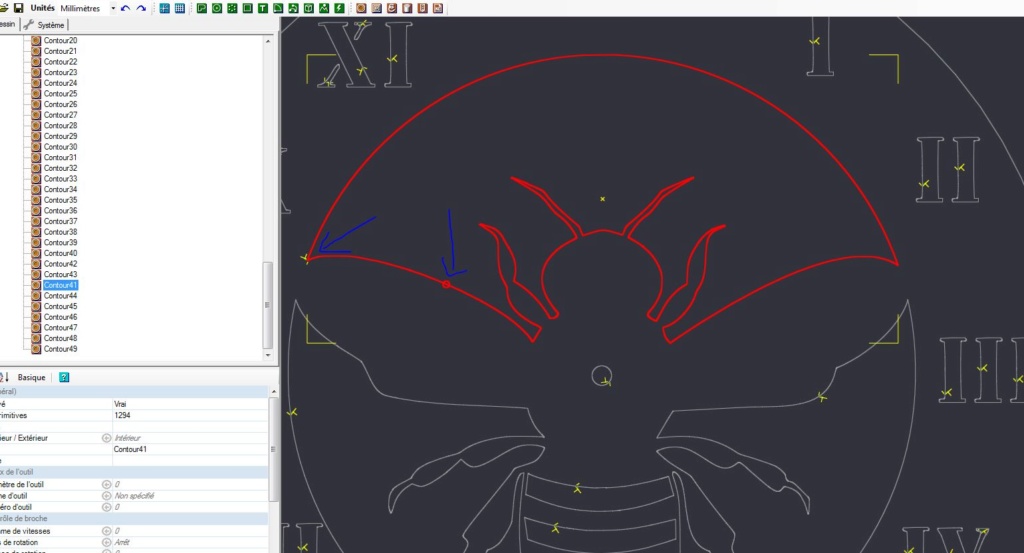
je change de place mon point d entree et lors du control T il ne bouge pas ...
en ecrivant j aies une idee, peut etre pas ferme !
apres verif c est bien ca ! je commence a adorer ce soft , different mais bien foutu !
merci
arnaud
alors je viens de faire un test en vrai ! et un truc que je ne comprend pas !sur limage suivante

je change de place mon point d entree et lors du control T il ne bouge pas ...
en ecrivant j aies une idee, peut etre pas ferme !
apres verif c est bien ca ! je commence a adorer ce soft , different mais bien foutu !
merci
arnaud
Arnaud68- petit nouveau
- Messages : 14
Points : 20
Date d'inscription : 13/10/2019
Age : 56
Localisation : 47
Re: de dxf2gcode a cambam
![]() dh42 Lun 14 Oct 2019 - 17:35
dh42 Lun 14 Oct 2019 - 17:35
Salut
Oui, quand on change de soft, il faut un peu de temps pour s'habituer à une méthodologie différente ...
Ici
http://www.cambam.info/shop/
++
David
Ouf et pouf ça fonctionne nickel ! Me suis couché tard mais c est bon , c est ma façon de penser qui allait pas ! Je réfléchissais dxf2g et j assimilais pas cette notion de Z!
Oui, quand on change de soft, il faut un peu de temps pour s'habituer à une méthodologie différente ...
Je vais commander la licence (au fait ou ? Site dédié pour la France ou sur le site en anglais ?) finalement c est bien pratique et ça comble les petit pb que j avais
Ici
http://www.cambam.info/shop/
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: de dxf2gcode a cambam
![]() Arnaud68 Mer 16 Oct 2019 - 8:05
Arnaud68 Mer 16 Oct 2019 - 8:05
salut a tous, salut david
c est bon je commence a m en sortir !
mais ! et oui sans mais ce ne serait pas marrant!
deux trois questions
- dans le fichier en PJ, impossible de joindre les segments pourtant ils me semblent attaches !
- je dois repréciser a chaque fois la feuille de style, c est pas trop gênant je le met dans l usinage et ça suit mais il doit y avoir un truc !
- j aies créé un gros fichier de découpe et je dois le retourner , il ne passe pas sur la table , alors lorsque je sélectionne et pivote, seul le dessin tourne ! j aies pense le faire dans mach3 mais pas trouve non plus!
merci de l aide
arnaud
c est bon je commence a m en sortir !
mais ! et oui sans mais ce ne serait pas marrant!
deux trois questions
- dans le fichier en PJ, impossible de joindre les segments pourtant ils me semblent attaches !
- je dois repréciser a chaque fois la feuille de style, c est pas trop gênant je le met dans l usinage et ça suit mais il doit y avoir un truc !
- j aies créé un gros fichier de découpe et je dois le retourner , il ne passe pas sur la table , alors lorsque je sélectionne et pivote, seul le dessin tourne ! j aies pense le faire dans mach3 mais pas trouve non plus!
merci de l aide
arnaud
- Fichiers joints
- E.zip Vous n'avez pas la permission de télécharger les fichiers joints.(105 Ko) Téléchargé 2 fois
Arnaud68- petit nouveau
- Messages : 14
Points : 20
Date d'inscription : 13/10/2019
Age : 56
Localisation : 47
Re: de dxf2gcode a cambam
![]() dh42 Mer 16 Oct 2019 - 14:39
dh42 Mer 16 Oct 2019 - 14:39
Salut,
Oui, le pb c'est qu'il y a des segments qui reviennent sur eux mêmes ; on dirait un trait simple mais en fait c'est 2 traits qui se superposent (en fait ça viens de ton DXF, bon nombre de traits sont doublés et superposés et quand tu fait "joindre" sous Cambam ça te fait une forme fermée en joignant les 2 traits qui se superposent)
Pour traiter ce genre de problème, le plus simple c'est:
- créer un nouveau calque
- sélectionne tout
- utilise Edition/polyligne/supprimer les recouvrement (avec tolérance de 0.01) > ça va te créer un nouveau jeu de polylignes sur le nouveau calque ; tu peux effacer le calque contenant les anciennes.
- pour finir le job, sélectionne tout, puis utilise polyligne/insérer des arcs (tolérance 0.02) pour simplifier les polylignes, car elles contiennent un grand nombre de segments.
2 même
- lorsque tu crée un nouveau fichier, au lieu d'utiliser fichier/nouveau, utilise fichier/nouveau depuis un modèle, puis sélectionne le modèle "plasma.cb" qui doit se trouver dans le dossier template (si tu a récupéré les fichiers plasma sur la site)
- tu peux même définir ce modèle par défaut pour qu'il soit utilisé automatiquement lors de l'ouverture de CB ; dans ce cas il suffit de mettre le chemin d'accès au modèle dans la propriété "Fichier modèle" des options (menu outils/options)
Note qu'un fichier modèle est un simple fichier CB que tu sauve dans le dossier template ; par exemple un fichier vide dont tu a déjà sélectionné les biblios d'outils, de styles ou tout autre réglages.
Je ne comprends pas, que voudrais tu qu'il y ai d'autre qui tourne ?
Je te met ton fichier traité en PJ
++
David
- dans le fichier en PJ, impossible de joindre les segments pourtant ils me semblent attaches !
Oui, le pb c'est qu'il y a des segments qui reviennent sur eux mêmes ; on dirait un trait simple mais en fait c'est 2 traits qui se superposent (en fait ça viens de ton DXF, bon nombre de traits sont doublés et superposés et quand tu fait "joindre" sous Cambam ça te fait une forme fermée en joignant les 2 traits qui se superposent)
Pour traiter ce genre de problème, le plus simple c'est:
- créer un nouveau calque
- sélectionne tout
- utilise Edition/polyligne/supprimer les recouvrement (avec tolérance de 0.01) > ça va te créer un nouveau jeu de polylignes sur le nouveau calque ; tu peux effacer le calque contenant les anciennes.
- pour finir le job, sélectionne tout, puis utilise polyligne/insérer des arcs (tolérance 0.02) pour simplifier les polylignes, car elles contiennent un grand nombre de segments.
- je dois repréciser a chaque fois la feuille de style, c est pas trop gênant je le met dans l usinage et ça suit mais il doit y avoir un truc !
2 même
- lorsque tu crée un nouveau fichier, au lieu d'utiliser fichier/nouveau, utilise fichier/nouveau depuis un modèle, puis sélectionne le modèle "plasma.cb" qui doit se trouver dans le dossier template (si tu a récupéré les fichiers plasma sur la site)
- tu peux même définir ce modèle par défaut pour qu'il soit utilisé automatiquement lors de l'ouverture de CB ; dans ce cas il suffit de mettre le chemin d'accès au modèle dans la propriété "Fichier modèle" des options (menu outils/options)
Note qu'un fichier modèle est un simple fichier CB que tu sauve dans le dossier template ; par exemple un fichier vide dont tu a déjà sélectionné les biblios d'outils, de styles ou tout autre réglages.
- j aies créé un gros fichier de découpe et je dois le retourner , il ne passe pas sur la table , alors lorsque je sélectionne et pivote, seul le dessin tourne ! j aies pense le faire dans mach3 mais pas trouve non plus!
Je ne comprends pas, que voudrais tu qu'il y ai d'autre qui tourne ?
Je te met ton fichier traité en PJ
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: de dxf2gcode a cambam
![]() Arnaud68 Mer 16 Oct 2019 - 20:27
Arnaud68 Mer 16 Oct 2019 - 20:27
salut
merci beaucoup de l explication, je ne me souciais pas de ce genre de pb car dxf2g le gérait tout seul ! suffit de le savoir, j aies fait la manip c est très simple en fait!
pour le retournement, seul le dessin tourne, je me retrouve avec l usinage inchangé et comme plein de contours fait un par un ...si c est pas possible la prochaine fois je réfléchirai a 2 fois !
merci
arnaud
merci beaucoup de l explication, je ne me souciais pas de ce genre de pb car dxf2g le gérait tout seul ! suffit de le savoir, j aies fait la manip c est très simple en fait!
pour le retournement, seul le dessin tourne, je me retrouve avec l usinage inchangé et comme plein de contours fait un par un ...si c est pas possible la prochaine fois je réfléchirai a 2 fois !
merci
arnaud
Arnaud68- petit nouveau
- Messages : 14
Points : 20
Date d'inscription : 13/10/2019
Age : 56
Localisation : 47
Re: de dxf2gcode a cambam
![]() dh42 Mer 16 Oct 2019 - 21:03
dh42 Mer 16 Oct 2019 - 21:03
seul le dessin tourne, je me retrouve avec l usinage inchangé et comme plein de contours fait un par un ...si c est pas possible la prochaine fois je réfléchirai a 2 fois !
Il suffit de régénérer le Gcode une fois la rotation faite
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Arnaud68- petit nouveau
- Messages : 14
Points : 20
Date d'inscription : 13/10/2019
Age : 56
Localisation : 47
Re: de dxf2gcode a cambam
![]() Arnaud68 Mar 22 Oct 2019 - 7:55
Arnaud68 Mar 22 Oct 2019 - 7:55
Salut a tous
une petite question qui je pense ne peut être solutionnée mais on ne sait jamais !
alors j utilise camban uniquement pour mon plasma , et de ce fait je fais des entrées tangentielles et ce coquin de cambam met 9 fois sur 10 l entrée dans un angle ! donc oblige de la modifier a la main , possible qu il préfère des portions droites ou longues ?
merci
arnaud
une petite question qui je pense ne peut être solutionnée mais on ne sait jamais !
alors j utilise camban uniquement pour mon plasma , et de ce fait je fais des entrées tangentielles et ce coquin de cambam met 9 fois sur 10 l entrée dans un angle ! donc oblige de la modifier a la main , possible qu il préfère des portions droites ou longues ?
merci
arnaud
Arnaud68- petit nouveau
- Messages : 14
Points : 20
Date d'inscription : 13/10/2019
Age : 56
Localisation : 47
Re: de dxf2gcode a cambam
![]() dh42 Mer 23 Oct 2019 - 2:29
dh42 Mer 23 Oct 2019 - 2:29
Salut,
Oui, c'est un problème, mais je n'ai pas de solution miracle à te proposer à part changer le point de départ de place.
On peut espérer qu'il y aura une évolution en ce qui concerne le plasma car je sais qu'Andy (le programmeur) en a acheté un, et il vas certainement vite se rendre compte du manque de confort pour régler ce problème de point de départ, et aussi du fait que ce n'est pas pratique de n'avoir qu'un seul point de départ définissable dans une op d'usinage. (les entrées tangentes sont aussi utilisées en fraisage, mais uniquement quand on attaque une pièce de coté, pas en pleine matière, donc c'est bien moins gênant pour le positionnement)
Ensuite, il faudrait voir ce qui est faisable sous forme de plugin ou script pour gérer ces 2 problèmes ; j'ai bien une petite idée, mais pas trop le temps/envie de programmer pour l'instant.
Non, si aucun point de départ n'est spécifié dans l'op d'usinage, il se sert du 1ier point de la polyligne comme point de départ (point de départ de la polyligne elle même, donc le 1ier point cliqué quand tu l'a dessinée), ça dépend donc totalement de ton tracé.
si optimisation est sur 0.98 ou 0.97
S'il y a plusieurs polylignes dans une même op ET si aucun point de départ n'est défini:
- la première forme sélectionné (dans ID primitives de l'op d'usinage) sera usinée en 1ier et l'usinage commencera au pt de départ de la polyligne elle même, le point de départ sur les autres formes sera dicté par la règle "plus petit déplacement en rapide possible entre 2 formes" ; donc il continuera par la forme dont un des traits passe au plus proche du point de fin/début d'usinage de la forme précédente pour minimiser les déplacement hors matière.
Si un point de départ est défini sur une des formes (même si ce n'est pas la 1ière dans la liste des ID) il commencera par cette forme et à ce point ; la suite se passe comme ci dessus, minimisation des déplacements hors matière.
si optimisation est sur aucun
Les formes seront usinées dans l'ordre des ID et le point de départ sera systématiquement le point de départ de chaque polyligne ; le point de départ réglée dans l'op d'usinage est ignoré dans ce cas.
++
David
Oui, c'est un problème, mais je n'ai pas de solution miracle à te proposer à part changer le point de départ de place.
On peut espérer qu'il y aura une évolution en ce qui concerne le plasma car je sais qu'Andy (le programmeur) en a acheté un, et il vas certainement vite se rendre compte du manque de confort pour régler ce problème de point de départ, et aussi du fait que ce n'est pas pratique de n'avoir qu'un seul point de départ définissable dans une op d'usinage. (les entrées tangentes sont aussi utilisées en fraisage, mais uniquement quand on attaque une pièce de coté, pas en pleine matière, donc c'est bien moins gênant pour le positionnement)
Ensuite, il faudrait voir ce qui est faisable sous forme de plugin ou script pour gérer ces 2 problèmes ; j'ai bien une petite idée, mais pas trop le temps/envie de programmer pour l'instant.
possible qu il préfère des portions droites ou longues ?
Non, si aucun point de départ n'est spécifié dans l'op d'usinage, il se sert du 1ier point de la polyligne comme point de départ (point de départ de la polyligne elle même, donc le 1ier point cliqué quand tu l'a dessinée), ça dépend donc totalement de ton tracé.
si optimisation est sur 0.98 ou 0.97
S'il y a plusieurs polylignes dans une même op ET si aucun point de départ n'est défini:
- la première forme sélectionné (dans ID primitives de l'op d'usinage) sera usinée en 1ier et l'usinage commencera au pt de départ de la polyligne elle même, le point de départ sur les autres formes sera dicté par la règle "plus petit déplacement en rapide possible entre 2 formes" ; donc il continuera par la forme dont un des traits passe au plus proche du point de fin/début d'usinage de la forme précédente pour minimiser les déplacement hors matière.
Si un point de départ est défini sur une des formes (même si ce n'est pas la 1ière dans la liste des ID) il commencera par cette forme et à ce point ; la suite se passe comme ci dessus, minimisation des déplacements hors matière.
si optimisation est sur aucun
Les formes seront usinées dans l'ordre des ID et le point de départ sera systématiquement le point de départ de chaque polyligne ; le point de départ réglée dans l'op d'usinage est ignoré dans ce cas.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: de dxf2gcode a cambam
![]() Arnaud68 Mer 23 Oct 2019 - 8:35
Arnaud68 Mer 23 Oct 2019 - 8:35
Salut
merci de tes promptes réponses
me doutais un peu de l issue de ma question, ayant parcouru pas mal de fils sur le sujet ! Étant donne que 90 % des découpes sont issus de scans, je ne choisi pas le point de départ ! wait and see pour le moment je déplace mais c est fastidieux . Une autre petite question en passant! existe t il un outil pour vérifier que deux entités soient au moins a une distance fixée ? car a l œil avec les zooms en permanence c est très difficile!
merci
arnaud
merci de tes promptes réponses
me doutais un peu de l issue de ma question, ayant parcouru pas mal de fils sur le sujet ! Étant donne que 90 % des découpes sont issus de scans, je ne choisi pas le point de départ ! wait and see pour le moment je déplace mais c est fastidieux . Une autre petite question en passant! existe t il un outil pour vérifier que deux entités soient au moins a une distance fixée ? car a l œil avec les zooms en permanence c est très difficile!
merci
arnaud
Arnaud68- petit nouveau
- Messages : 14
Points : 20
Date d'inscription : 13/10/2019
Age : 56
Localisation : 47
Re: de dxf2gcode a cambam
![]() dh42 Mer 23 Oct 2019 - 19:24
dh42 Mer 23 Oct 2019 - 19:24
Salut,
Non, pas à ma connaissance ..
++
David
Une autre petite question en passant! existe t il un outil pour vérifier que deux entités soient au moins a une distance fixée ?
Non, pas à ma connaissance ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» [CamBam - infos] Cambam en Français
» Soucis Cambam
» [Cambam] Mise en place doc FR et fichier de traduction
» aide Cambam
» cambam G28 G30
» Soucis Cambam
» [Cambam] Mise en place doc FR et fichier de traduction
» aide Cambam
» cambam G28 G30
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum