






Peux t on modifier {$toolchange(first)}
2 participants
Page 1 sur 1

 Peux t on modifier {$toolchange(first)}
Peux t on modifier {$toolchange(first)}
![]() AIRPOPCIE 31.10.18 12:52
AIRPOPCIE 31.10.18 12:52
Bonjour dans l'En-tête du post processeur Mach3-CuTViewer-tools que j'ai chargé je l'ai ainsi modifié:

Voici le résultat dans mon Gcode:
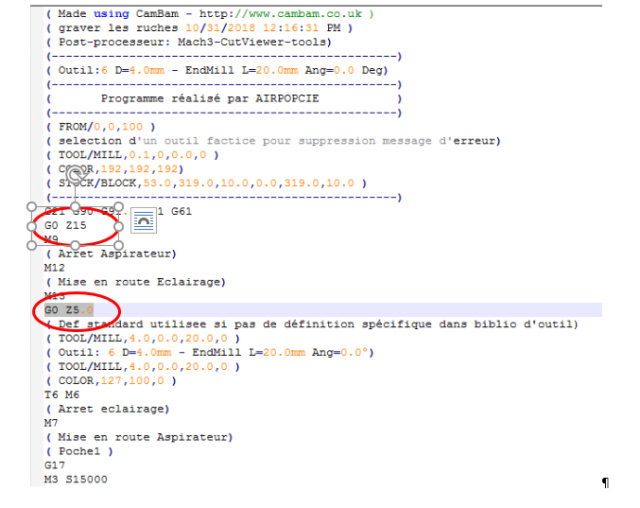
J'ai mis GO Z15 avant la commande de changement d'outils pour pouvoir changer l'outil sans remonter le Z.
Mais il y a un MAIS...
la commande {$toolchange(first)} génère un G0 Z5... avant la commande T6 M6 du changement d'outils.
Et la la tête redescend à Z5...
Peux t-on modifier {$toolchange(first)} pour y enlever le G0 Z5?...
Merci de votre aide.

Voici le résultat dans mon Gcode:

J'ai mis GO Z15 avant la commande de changement d'outils pour pouvoir changer l'outil sans remonter le Z.
Mais il y a un MAIS...
la commande {$toolchange(first)} génère un G0 Z5... avant la commande T6 M6 du changement d'outils.
Et la la tête redescend à Z5...
Peux t-on modifier {$toolchange(first)} pour y enlever le G0 Z5?...
Merci de votre aide.

AIRPOPCIE- très actif

- Messages : 344
Points : 419
Date d'inscription : 04/08/2016
Age : 74
Localisation : CENTRE FRANCE

Re: Peux t on modifier {$toolchange(first)}
![]() dh42 24.11.18 0:03
dh42 24.11.18 0:03
Salut,
Ah ok, j'avais mal compris ce que tu voulais en MP.
Pour supprimer le G0 Z5 qui est avant le Tn M6, il faut effacer la ligne {$clearance} qui est en début de la macro "Changement d'outil"
Par contre attention, ça veux dire que l'outil ne remontera pas au plan de dégagement lors d'un changement d'outil, donc ton G0 Z15 devrait plutôt remplacer le {$clearance}
A mon avis, mettre des valeurs absolues en coordonnée pièce dans le code n'est pas une bonne idée ; si un jour tu travaille avec un 0 à la base de la pièce et que ta pièce fait plus de 15mm de haut, ta fraise va plonger dans la pièce au lieu de monter !
A mon sens, si ta machine est référencée, il serait plus judicieux de mettre un G0 G53 Z-1 à la place du G0 Z15 ; de cette manière tu demande à la machine de remonter à une position en coord machine (le G53), soit 1mm avant la butée haute dans le cas de ce code. (sur une CN, le 0 machine en Z est Z à hauteur maxi)
l'en tête
la macro pour "Changement d'outil"
et voila le Gcode obtenu avec 2 outils différents sur un même usinage.
++
David
Ah ok, j'avais mal compris ce que tu voulais en MP.
Pour supprimer le G0 Z5 qui est avant le Tn M6, il faut effacer la ligne {$clearance} qui est en début de la macro "Changement d'outil"
Par contre attention, ça veux dire que l'outil ne remontera pas au plan de dégagement lors d'un changement d'outil, donc ton G0 Z15 devrait plutôt remplacer le {$clearance}
A mon avis, mettre des valeurs absolues en coordonnée pièce dans le code n'est pas une bonne idée ; si un jour tu travaille avec un 0 à la base de la pièce et que ta pièce fait plus de 15mm de haut, ta fraise va plonger dans la pièce au lieu de monter !
A mon sens, si ta machine est référencée, il serait plus judicieux de mettre un G0 G53 Z-1 à la place du G0 Z15 ; de cette manière tu demande à la machine de remonter à une position en coord machine (le G53), soit 1mm avant la butée haute dans le cas de ce code. (sur une CN, le 0 machine en Z est Z à hauteur maxi)
l'en tête
- Code:
{$comment} {$cbfile.name} {$date} {$endcomment}
{$comment} Post-processeur: Mach3-CutViewer-tools - version 2{$endcomment}
{$comment}-------------------------------------------------{$endcomment}
{$tooltable}
{$comment}-------------------------------------------------{$endcomment}
{$comment} FROM/0,0,100 {$endcomment}
{$comment} selection d'un outil factice pour suppression message d'erreur{$endcomment}
{$comment} TOOL/MILL,0.1,0,0.0,0 {$endcomment}
{$comment} COLOR,192,192,192{$endcomment}
{$comment} STOCK/BLOCK,{$stock_width},{$stock_length},{$stock_height},{$stock_x},{$stock_y},{$stock_z} {$endcomment}
{$comment}-------------------------------------------------{$endcomment}
{$cbfile.header}
{$units} {$distancemode} {$arccentermode} {$velocitymode} {$cuttercomp(off)}
M9
M12
M13
{$toolchange(first)}
{$clearance}
la macro pour "Changement d'outil"
- Code:
G0 G53 Z-1
{$comment} Def standard utilisee si pas de définition spécifique dans biblio d'outil{$endcomment}
{$comment} TOOL/MILL,{$tool.diameter},{$tool.radius},{$tool.length},0 {$endcomment}
{$tool.comment}
T{$tool.index} M6
et voila le Gcode obtenu avec 2 outils différents sur un même usinage.
- Code:
( Made using CamBam - http://www.cambam.co.uk )
( Sans titre 11/23/2018 11:58:44 PM )
( Post-processeur: Mach3-CutViewer-tools - version 2)
(-------------------------------------------------)
( Outil:5 D=3.0mm - EndMill L=22.0mm Ang=0.0 Deg)
( Outil:9 D=5.0mm - EndMill L=30.0mm Ang=0.0 Deg)
(-------------------------------------------------)
( FROM/0,0,100 )
( selection d'un outil factice pour suppression message d'erreur)
( TOOL/MILL,0.1,0,0.0,0 )
( COLOR,192,192,192)
( STOCK/BLOCK,,,,,, )
(-------------------------------------------------)
G21 G90 G91.1 G64 G40
M9
M12
M13
G0 G53 Z-1
( Def standard utilisee si pas de définition spécifique dans biblio d'outil)
( TOOL/MILL,3.0,0.0,22.0,0 )
( Outil: 5 D=3.0mm - EndMill L=22.0mm Ang=°)
( TOOL/MILL,3.0,0.0,22.0,0 )
( COLOR,200,200,200 )
T5 M6
G0 Z5.0
( Poche1 )
G17
S12500
M3
G0 X3.9 Y3.9
G0 Z3.0
G1 F600.0 Z-1.0
G1 F800.0 X16.1
.......
G1 X1.5
G1 Y3.9
( Contour1 )
G0 G53 Z-1
( Def standard utilisee si pas de définition spécifique dans biblio d'outil)
( TOOL/MILL,5.0,0.0,30.0,0 )
( Outil: 9 D=5.0mm - EndMill L=30.0mm Ang=°)
( TOOL/MILL,5.0,0.0,30.0,0 )
( COLOR,255,200,0 )
T9 M6
S12500
M3
G0 Z5.0
G0 X-2.5 Y0.0
G0 Z3.0
G1 F600.0 Z-1.0
G1 F800.0 Y10.0
......
G2 X-2.5 Y0.0 I0.0 J2.5
G0 Z5.0
M5
M30
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


 Sujets similaires
Sujets similaires» Contrôle 3D avec Mach3
» Du métal, du bois, du composit, cela donne un voilier!!
» Savez-vous ce que c'est et où je peux trouver ça ?
» Bonjour Msieur je peux entrer.
» Modifier l'affichage
» Du métal, du bois, du composit, cela donne un voilier!!
» Savez-vous ce que c'est et où je peux trouver ça ?
» Bonjour Msieur je peux entrer.
» Modifier l'affichage
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum