






Extrudeur sort 40mm au lieu de 100 mm demandé
Page 1 sur 2 • 1, 2 

 Extrudeur sort 40mm au lieu de 100 mm demandé
Extrudeur sort 40mm au lieu de 100 mm demandé
![]() sweex59 Dim 4 Fév 2018 - 21:58
sweex59 Dim 4 Fév 2018 - 21:58
Je viens vers vous car j ai posé différentes questions sur un autre forum mais je n i pas eu trop de réponses, mes questions de débutant ont été noyées dans les nombreuses questions. Rien n anormal à cela
Aussi je vais solliciter votre aide :
Je viens d avoir une tevo tornado.jusque là tout va bien
J ai installé repetier host, je l ai connecté à l imprimante. Je sais pas comment car elle n apparaît pas dans les périphériques, cette histoire de port com j ai rien compris.
J ai régler mon bed et je voulais comme j ai vu dans pas mal de posts, régler mon extrudeur.
J ai donc enlever le tube Bowden et demande une entrions de 100mm, en sortie de l extrudeur après mesure j ai 40mm
Il semblerait qu un réglage s impose.
J ai donc regarder dans l EEPROM, et j ai vu que mes step /mn de E étaient de 400
J ai donc appliquer une formule trouver sur le net
Step /mn actuel*valeur du fil demande/valeur du fil mesuré
Ce qui me fait 400*100/40= 1000
Valeur nouvelle de mon step/mn.
Si j ai bien compris il faut télécharger arduino pour ouvrir le firmware ( je penses que c est Marlin) pour ensuite changer cette valeur dans le g code.
J ai essayé mais je ne trouve pas l imprimante dans les périphérique pour ensuite ouvrir le config.h avec arduino, j ai encore du boulot
Donc si je change cette valeur dans l EEPROM situé dans repetier et que je l exporte ça devrait le faire ?
Avant de le faire je voudrais votre avis.
Si vous ne l aviez pas compris je suis totalement novice en imprimante3d et tout ce qui va avec électronique etc...
J ai fait divers impressions mais bon, j essaye de voir les réglages à apporter car c est pas folichon
Je vais essayer de poster des photos si ça peu servir à d autres
D avance merci
Bonne soiree

sweex59- très actif

- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)

Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() sweex59 Dim 4 Fév 2018 - 22:30
sweex59 Dim 4 Fév 2018 - 22:30






quelques photos
c'est encore pire en photo
il faut comment pour les mettre dans le bons sens, car sur mon pc elles le sont.
merci
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() Patrick013 Lun 5 Fév 2018 - 8:00
Patrick013 Lun 5 Fév 2018 - 8:00
Avant toute chose, pour calculer les steps/mm, il faut savoir quel type d'extrudeur tu as sur ta machine.
les formules suivantes s'appliquent :
Pour un extrudeur à entrainement direct (direct drive) :
steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (diamètre_effectif_galet * pi)
Pour un extrudeur à réduction (geared) :
steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) * (Nb_dents_plateau / nb_dents_pignon) / (diamètre_effectif_galet * pi)
Ces formules ne sont pas de moi bien sur mais en tous cas ça fonctionne.
A+

Patrick013- posteur Régulier

- Messages : 132
Points : 136
Date d'inscription : 17/11/2016
Age : 64
Localisation : MARIGNANE
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() sweex59 Lun 5 Fév 2018 - 20:32
sweex59 Lun 5 Fév 2018 - 20:32
merci pour les infos donc je dois prendre la 2eme formule car ce n est pas un direct drive mais un extrudeur avec roulement.
je n ai plus qu'à trouver ou compter les dents du plateau pignons et mesurer le roulement
bonne soirée
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() Patrick013 Lun 5 Fév 2018 - 20:51
Patrick013 Lun 5 Fév 2018 - 20:51

Patrick013- posteur Régulier
- Messages : 132
Points : 136
Date d'inscription : 17/11/2016
Age : 64
Localisation : MARIGNANE
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() sweex59 Lun 5 Fév 2018 - 22:27
sweex59 Lun 5 Fév 2018 - 22:27
Sauf que mon bloc de chauffe est séparé.
D avance merci du temps que tu me consacres
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() nono30 Mar 6 Fév 2018 - 9:07
nono30 Mar 6 Fév 2018 - 9:07
c'était un kit ?

nono30- complétement accro

- Messages : 2215
Points : 2292
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() Patrick013 Mar 6 Fév 2018 - 13:42
Patrick013 Mar 6 Fév 2018 - 13:42
Patrick013- posteur Régulier
- Messages : 132
Points : 136
Date d'inscription : 17/11/2016
Age : 64
Localisation : MARIGNANE
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() sweex59 Mar 6 Fév 2018 - 19:01
sweex59 Mar 6 Fév 2018 - 19:01
la machine est livrée en deux parties pretes a monter.
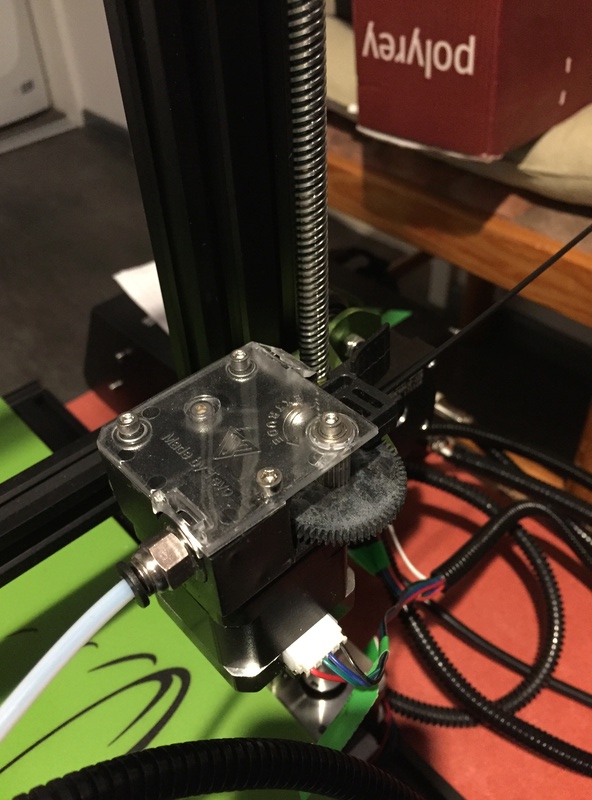
voili voilou, la photo, bon j arrive pas à la mettre dans le bon sens !
bonne soirée
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() Patrick013 Mar 6 Fév 2018 - 19:25
Patrick013 Mar 6 Fév 2018 - 19:25
Pour un extrudeur à entrainement direct (direct drive) :
steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (diamètre_effectif_galet * pi)
Le galet en question, c'est celui qui pince le fil avec le roulement.
Patrick013- posteur Régulier
- Messages : 132
Points : 136
Date d'inscription : 17/11/2016
Age : 64
Localisation : MARIGNANE
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() sweex59 Mer 7 Fév 2018 - 18:12
sweex59 Mer 7 Fév 2018 - 18:12
Super merci pour l info, bon avant de changer le firmware je vais potasser un peu plus.
Est ce que je peux changer les valeurs sur l EEPROM sur repetier et ensuite l envoyer sur la carte sans passer par arduino ?
Merci et bonne soiree
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() Patrick013 Jeu 8 Fév 2018 - 7:33
Patrick013 Jeu 8 Fév 2018 - 7:33
Sais pas, je ne connais qu'Arduino et c'est très facile à manipuler car il agit comme un éditeur de texte.
D'autres pourront répondre à ce sujet.
A+
Patrick013- posteur Régulier
- Messages : 132
Points : 136
Date d'inscription : 17/11/2016
Age : 64
Localisation : MARIGNANE
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() audignon40 Jeu 8 Fév 2018 - 14:33
audignon40 Jeu 8 Fév 2018 - 14:33
j'ai eu ce pb avec ma vertexk8400, n'y pigeant rien en arduino j'ai trouvé un truc interessant que j'ai appliqué . Voici le lien :
http://www.kluge.io/2017/05/calibrer-les-pas-de-lextrudeur.html
ca me parait etre interessant, tu peux travailler à partir de repetier (c'est ce que j'ai fait, repetier host 2.0.5)). j'ai lu les paramètres eeprom de l'imprimante , noté les pas actuel, et fait ce qu'il est dit sur le site
voila, si ca peut t'aider. achtung, je suis loin d'etre un expert !!!
bonne journée, et si tu veux , tu peux me contacter
jeanmichel
audignon40- je prends du galon

- Messages : 57
Points : 77
Date d'inscription : 16/04/2012
Age : 71
Localisation : 40 audignon
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() Hervé-34 Jeu 8 Fév 2018 - 20:18
Hervé-34 Jeu 8 Fév 2018 - 20:18
Patrick013 a écrit:Bon, c'est un extrudeur Titan et c'est formule qui s'applique :
Pour un extrudeur à entrainement direct (direct drive) :
steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (diamètre_effectif_galet * pi)
Le galet en question, c'est celui qui pince le fil avec le roulement.
Bon, moi j'ai des Titan aussi et pour te donner une idée, je suis à 819.71 de steep !
alors essaye avec ça mais avec tes 1000 tu n'était pas si loin que ça !
Je sais que l'on peut changer les pas avec Répétier ! mais je n'ai jamais aimé ça ! je crois même, ( il faut que je vérifie )
que l'on ne peut pas mettre de virgule !
Alors moi, je flash ma carte à chaque fois ! c'est plus long, mais au moins je suis sur que c'est bien " enregistré " dans
Marlin !
Mais moi, pour l'extrudeur je ne pratique que ta première façon de calculer !
Step /mn actuel*valeur du fil demande/valeur du fil mesuré et j'arrive au dixième !
Voilà mon expérience !
Hervé
Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() audignon40 Jeu 8 Fév 2018 - 20:44
audignon40 Jeu 8 Fév 2018 - 20:44
pour ta formule c'est celle la que j'applique, par contre dans repetier y a pas de pb pour les virgules, ca se rentre tout seul, et comme je le disais , je ne pratique guère l'arduino et donc ca m'arrange !!! pour la précision c'est vrai, pas de pb non plus. voili voilou, bonne soirée. jm
audignon40- je prends du galon
- Messages : 57
Points : 77
Date d'inscription : 16/04/2012
Age : 71
Localisation : 40 audignon
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() sweex59 Ven 9 Fév 2018 - 9:15
sweex59 Ven 9 Fév 2018 - 9:15
Merci pour vos réponses, pour le moment je suis en attente d un nouveau bloc de chauffe genav1 et de nouvelles buses, donc je ne vais rien modifier pour le moment, tout est démonté.
Quelque soit la formule utilisée, d après ce que vous me dites ça fonctionne, donc je ferais un essai.
C est vrai que 1000 pas ça faisait beaucoup mais vu les 800 et quelques d Hervé 34 ça paraît plausible.
Bonne journee et encore merci
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() sweex59 Ven 9 Fév 2018 - 22:08
sweex59 Ven 9 Fév 2018 - 22:08
j'ai un petit souci avec arduino,
pouvez vous m'indiquer comment connaitre le type de carte que j'ai sur l'imprimante ?
car effectivement je peux changer la valeur step..... sur lécran de l'imprimante mais je dois passer de 400 à 1000 et je vous avoue que j'ai du tourner je ne sais combien de tour le bouton pour monter de 2 .
donc si vous pouvez m'expliquer la méthode avec arduino ou avec repetier ca serait plus simple enfin peut etre. (n'hésitez pas faites comme si j'avais 5 ans , je comprendrais peut être
Quand j'ouvre arduino je dois ensuite ourvir le fichier qui contient les données du firmware, mais je ne trouve pas ce fichier et d'ailleurs mon imprimante n'apparait pas dans le gestionnaire de periphérique !!!
je me doute bien que ca doit etre pénible d'expliquer cette méthode mais j'avoue que les tutos ne sont pas toujours facile ou alors j'y comprend rien, ca doit etre ca plutot
d'avance un grand merci pour ceux qui auront le courage !
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() Patrick013 Sam 10 Fév 2018 - 9:59
Patrick013 Sam 10 Fév 2018 - 9:59
Pour commencer, décortiques ta machine et fais des photos de l’électronique et si tu peut notes les références des matériels.
On va déjà faire ça.
Patrick013- posteur Régulier
- Messages : 132
Points : 136
Date d'inscription : 17/11/2016
Age : 64
Localisation : MARIGNANE
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() sweex59 Sam 10 Fév 2018 - 18:59
sweex59 Sam 10 Fév 2018 - 18:59



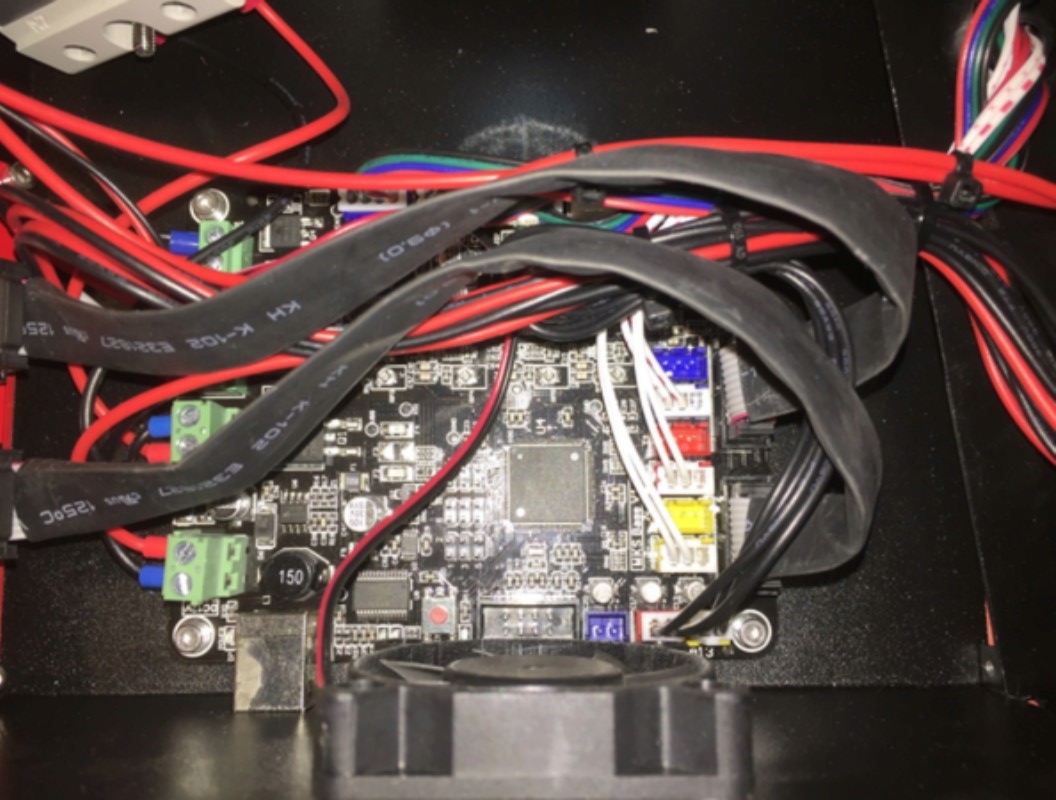
bonsoir,
voila pour les photos à part MKS base V1.4 pour les référence materiel, le reste je sais pas à quoi cela correspond.
j'ai vu également qu'il fallait regler la V REF, bon là c'est pratiquement aussi compliqué que Star wars
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() sweex59 Sam 10 Fév 2018 - 19:25
sweex59 Sam 10 Fév 2018 - 19:25
j'ai reussi a télécharger le firmware de la tevo sur arduino.
effectivement dans la ligne
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80.3190, 80.3190, 399.2901, 400 } le 400 correspond a mes step donc il faudrait que je le change
bon avant de changer ca il faut que je potasse.
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() speedjf37 Sam 10 Fév 2018 - 19:37
speedjf37 Sam 10 Fév 2018 - 19:37
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80.3190, 80.3190, 399.2901, 400 } le 400 correspond a mes step donc il faudrait que je le change
bon avant de changer ca il faut que je potasse.
Si avec 400 tu as 40mm avec 1000 tu devrais avoir 100mm.
JF
speedjf37- je prends du galon
- Messages : 99
Points : 108
Date d'inscription : 03/03/2015
Age : 67
Localisation : TOURS
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() Patrick013 Sam 10 Fév 2018 - 21:00
Patrick013 Sam 10 Fév 2018 - 21:00
80.3190 = X
80.3190 = Y
399.2901 = Z
400 = E
C'est donc la valeur E que tu dois affiner.
Edit : C'est bien une carte MKS Base et surtout ne touche pas aux réglages sur la carte même.
Patrick013- posteur Régulier
- Messages : 132
Points : 136
Date d'inscription : 17/11/2016
Age : 64
Localisation : MARIGNANE
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() sweex59 Sam 10 Fév 2018 - 21:24
sweex59 Sam 10 Fév 2018 - 21:24
j'avais changer la langue anglaise pour le francais, tout va bien mais sur le boitier de console il m'indique toujours 400 step et donc me sort toujours 40mm !
la je ne comprends pas
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() sweex59 Sam 10 Fév 2018 - 22:25
sweex59 Sam 10 Fév 2018 - 22:25
comme ma nouvelle valeur de 1000 step n'a pas été prise en compte j'ai cherché et il y a une histoire de commande M502 M500 M92
* Default Settings
*
* These settings can be reset by M502
*
* Note that if EEPROM is enabled, saved values will override these.
*/
/**
* With this option each E stepper can have its own factors for the
* following movement settings. If fewer factors are given than the
* total number of extruders, the last value applies to the rest.
*/
//#define DISTINCT_E_FACTORS
/**
* Default Axis Steps Per Unit (steps/mm)
* Override with M92
* X, Y, Z, E0 [, E1[, E2[, E3[, E4]]]]
*/
#define DEFAULT_AXIS_STEPS_PER_UNIT { 80.3190, 80.3190, 399.2901, 1000 }
il faut que j'écrive quoi exactement: un truc du genre
M92 1000 M500
si quelqu'un peux m'expliquer à moins que je trouve avant, là c'est pas gagné
sweex59- très actif
- Messages : 338
Points : 455
Date d'inscription : 27/11/2011
Localisation : premesques (59)
Re: Extrudeur sort 40mm au lieu de 100 mm demandé
![]() Patrick013 Dim 11 Fév 2018 - 11:06
Patrick013 Dim 11 Fév 2018 - 11:06
Ne pas confondre les données sous arduino et le gcode crée par le trancheur.
Sous arduino tu envois des données qui seront ensuite figées dans la carte de l'imprimante et ensuite tu peut modifier certaines valeurs par l’intermédiaire de l’écran.
Tous les codes en M..... sont du gcode et ça tu interviens dessus en partant du fichier crée par le trancheur. En premiere partie tu as le "début gcode" qui sont les valeurs de paramétrage pour le fichier, ensuite la partie du milieu qui represente toutes les couches et enfin le "fin gcode" c'est la mise au repos de l'imprimante.
Je ne connais que Cura dans lequel tu peut paramétrer intégralement le début et fin gcode. Mais pas les débit d'extrusion. Ca c'est seulement dans arduino ou à l’écran.
Patrick013- posteur Régulier
- Messages : 132
Points : 136
Date d'inscription : 17/11/2016
Age : 64
Localisation : MARIGNANE
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Aspiration centralisée en Ø de 40mm. Si on veut !
» tournage barre alu 40mm de diametre
» 3d je m'en sort pas
» quelle machine pour fraisage EVA 35 à 40mm max en 2D 1/2?