






Premier essai à 4000mm/min...
4 participants
Page 1 sur 1

 Premier essai à 4000mm/min...
Premier essai à 4000mm/min...
![]() diomedea Ven 23 Sep - 14:45
diomedea Ven 23 Sep - 14:45
Bonjour à tous,
Suite aux expériences menées par David sur sa PFE 500 à 5500mm/min, j'ai voulu y aller de la mienne...
Pas de soucie, ça suis! Mais bon, je ne suis encore qu'à 4000mm/min.
Notez que j'ai garder le son, une broche triphasée c'est nettement plus supportable qu'un moteur série! Mais je pense qu'avec la Suhner ça l’aurait pas fait... Elle aurait craché ses charbons!
(Seul le détourage est à 4000mm/min)
Petit hic quand même.
A première vue tout semble normal, mais...
J'ai des rayons qui ne sont pas conforme au tracé. Notez qu'ils sont placés au même endroit, les autres ont l'air bons.

Deux échantillons, un à 2000mm/min et un à 4000mm/min

Il est clair que la fraise n'a pas été jusqu'au fond de la queue d'aronde, et ça sur les trois passes.
Voici mes paramètres moteurs, ils sont identiques pour les trois axes.

Y a t il quelque chose à faire?
Bon après midi,
JPaul
Suite aux expériences menées par David sur sa PFE 500 à 5500mm/min, j'ai voulu y aller de la mienne...
Pas de soucie, ça suis! Mais bon, je ne suis encore qu'à 4000mm/min.
Notez que j'ai garder le son, une broche triphasée c'est nettement plus supportable qu'un moteur série! Mais je pense qu'avec la Suhner ça l’aurait pas fait... Elle aurait craché ses charbons!
(Seul le détourage est à 4000mm/min)
Petit hic quand même.
A première vue tout semble normal, mais...
J'ai des rayons qui ne sont pas conforme au tracé. Notez qu'ils sont placés au même endroit, les autres ont l'air bons.
Deux échantillons, un à 2000mm/min et un à 4000mm/min
Il est clair que la fraise n'a pas été jusqu'au fond de la queue d'aronde, et ça sur les trois passes.
Voici mes paramètres moteurs, ils sont identiques pour les trois axes.
Y a t il quelque chose à faire?
Bon après midi,
JPaul

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)

Re: Premier essai à 4000mm/min...
![]() dh42 Ven 23 Sep - 15:06
dh42 Ven 23 Sep - 15:06
Salut,
Le pb des rayons est lié au paramètre "vitesse constante", la machine tente de conserver la même vitesse dans les virages, donc en gros, le moteur X commence à ralentir et le Y à accélérer avant d'être à l'angle, ce qui génère un rayon.
Le pb est de plus en plus sensible au fur est à mesure que la V maxi augmente pour une accélération donnée.
les remèdes:
- augmenter la valeur d'accélération sur les moteurs (ce qui est à 400 dans ton réglage) pour plus de réactivité dans les virages
ou
- pour les op d'usinage qui ont des angles droits (ou vifs), passer en "trajectoire exacte" dans l'option "mode de déplacement" ; ainsi, le tracé sera suivi avec exactitude, mais il y a un arrêt (très court) à chaque segment de la polyligne (à chaque ligne de Gcode), ce qui peut faire vibrer la machine sur des tracés composés de lignes ayant beaucoup de segments/arcs
ou
- réduire la V d'avance
ou
- utiliser un réglage de Mach3 qui commute automatiquement le mode "vitesse constante" vers le mode "trajectoire exacte" lorsqu'il rencontre un angle > à une valeur donnée. (config/general config). Dans ce cas, tu laisse toutes tes op sur vitesse constante dans CamBam, et Mach3 s'occupe du reste.

http://www.machsupport.com/wp-content/uploads/2013/02/Mach3_CVSettings_v2.pdf
http://www.metabricoleur.com/t10567-question-parcours-d-outil#204977
PS: ta fraise est vraiment longue ! .. pas cool pour les vibrations, réduit ta longueur de fraise de moitié et tu pourra aller encore plus vite.
++
David
Le pb des rayons est lié au paramètre "vitesse constante", la machine tente de conserver la même vitesse dans les virages, donc en gros, le moteur X commence à ralentir et le Y à accélérer avant d'être à l'angle, ce qui génère un rayon.
Le pb est de plus en plus sensible au fur est à mesure que la V maxi augmente pour une accélération donnée.
les remèdes:
- augmenter la valeur d'accélération sur les moteurs (ce qui est à 400 dans ton réglage) pour plus de réactivité dans les virages
ou
- pour les op d'usinage qui ont des angles droits (ou vifs), passer en "trajectoire exacte" dans l'option "mode de déplacement" ; ainsi, le tracé sera suivi avec exactitude, mais il y a un arrêt (très court) à chaque segment de la polyligne (à chaque ligne de Gcode), ce qui peut faire vibrer la machine sur des tracés composés de lignes ayant beaucoup de segments/arcs
ou
- réduire la V d'avance
ou
- utiliser un réglage de Mach3 qui commute automatiquement le mode "vitesse constante" vers le mode "trajectoire exacte" lorsqu'il rencontre un angle > à une valeur donnée. (config/general config). Dans ce cas, tu laisse toutes tes op sur vitesse constante dans CamBam, et Mach3 s'occupe du reste.
http://www.machsupport.com/wp-content/uploads/2013/02/Mach3_CVSettings_v2.pdf
http://www.metabricoleur.com/t10567-question-parcours-d-outil#204977
PS: ta fraise est vraiment longue ! .. pas cool pour les vibrations, réduit ta longueur de fraise de moitié et tu pourra aller encore plus vite.
++
David
Dernière édition par dh42 le Ven 23 Sep - 15:25, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Premier essai à 4000mm/min...
![]() ThReM Ven 23 Sep - 15:13
ThReM Ven 23 Sep - 15:13
Sympa ta nouvelle broche JP !
Tu as le triphasé à l'atelier ???
A cette vitesse, ça commence à être impressionnant. A quand l'aspiration ?
Tu as le triphasé à l'atelier ???
A cette vitesse, ça commence à être impressionnant. A quand l'aspiration ?

ThReM- posteur Régulier

- Messages : 184
Points : 183
Date d'inscription : 28/10/2015
Age : 42
Localisation : Morbihan (56)
Re: Premier essai à 4000mm/min...
![]() dh42 Ven 23 Sep - 15:17
dh42 Ven 23 Sep - 15:17
Tu as le triphasé à l'atelier ???
C'est le vario (VFD) qui crée le 220 tri à partir du 220 mono du secteur
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Premier essai à 4000mm/min...
![]() diomedea Ven 23 Sep - 15:42
diomedea Ven 23 Sep - 15:42
Merci David, je me doutais bien qu'il y avait une solution! et même plusieurs!
L'aspiration, c'est en cours de réflexion... Je suis parti sur une sorte de cabine qui engloberait entièrement la broche, aspiration avec un flexible de Ø100.
Je vois que tu n'a plus peur d'aller vite!
Non, je n'ai pas le tri. Comme te l'a dit David, elle est pilotée par un convertisseur, ce qui permet de la monter jusqu'à 400Hz, soit 24000tr/min. Elle est à refroidissent liquide.ThReM a écrit:Sympa ta nouvelle broche JP !
Tu as le triphasé à l'atelier ???
A cette vitesse, ça commence à être impressionnant. A quand l'aspiration ?
L'aspiration, c'est en cours de réflexion... Je suis parti sur une sorte de cabine qui engloberait entièrement la broche, aspiration avec un flexible de Ø100.
Oui je suis contient pour la fraise, mais je suis en panne! Elle est au maximum dans la pince.dh42 a écrit:PS: ta fraise est vraiment longue ! .. pas cool pour les vibrations, réduit ta longueur de fraise de moitié et tu pourra aller encore plus vite.
Je vois que tu n'a plus peur d'aller vite!
Dernière édition par diomedea le Ven 23 Sep - 15:56, édité 1 fois
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Premier essai à 4000mm/min...
![]() dh42 Ven 23 Sep - 15:55
dh42 Ven 23 Sep - 15:55
Je vois que tu n'a plus peur d'aller vite!
Edit: en fait actuellement en usinage en port //, je montais à 3800 sur les claviers. (et rapide limité à 4000)
Je saurais ça bientôt ; pour l'instant je n'ai rien usiné depuis que j'ai l'ESS, j'ai juste torturé la machine à vide, mais je vais avoir de l'usinage à faire ... c'est même commencé, sauf que la j'en suis à préparer des bruts carrés à la scie à ruban ... 200 de fait hier, encore une 50aine et je passe au tournage des barres des bois (8x Ø98 L800), puis re scie à ruban pour couper des galettes et enfin, d'ici quelques jours, usinage des galettes à la CNc.
Merci David, je me doutais bien qu'il y avait une solution! et même plusieurs!
la dernière (Stop CV on angle) me semble la mieux si tu ne veux pas te casser la tête, je ne l'ai jamais vraiment utilisée à part pour tester ; je choisis moi même ce que je veux dans CB en fonction de ce que je fais ; par exemple les découpes de boites avec les dégagement des angles sont tj programmées en Trajectoire Exacte, mais dans le cas de ta pièce, la dernière méthode est mieux, car tu a besoin de la trajectoire exacte pour les angles rentrants, mais de la V constante pour la partie en courbe en haut et en bas, et comme ce n'est qu'une seule et même op d'usinage, laisser Mach3 couper la V Constante est la seule option possible pour que le mode de déplacement change en cours d'une même opération d'usinage.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Premier essai à 4000mm/min...
![]() diomedea Ven 23 Sep - 16:19
diomedea Ven 23 Sep - 16:19
Et bien je vois que tu as du boulot!
Bon, je vais essayer "Stop CV on angle"... Il faut que je rentre 90°?
Bon, je vais essayer "Stop CV on angle"... Il faut que je rentre 90°?
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Premier essai à 4000mm/min...
![]() dh42 Ven 23 Sep - 16:33
dh42 Ven 23 Sep - 16:33
diomedea a écrit: Il faut que je rentre 90°?
Oui, ça semble être la valeur conseillée sur le PDF. certains mettent 89°, je pense pour être sur que ça agisse sur un angle de 90° (ils marquent >90 et non pas >= 90)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Premier essai à 4000mm/min...
![]() dh42 Ven 23 Sep - 16:49
dh42 Ven 23 Sep - 16:49
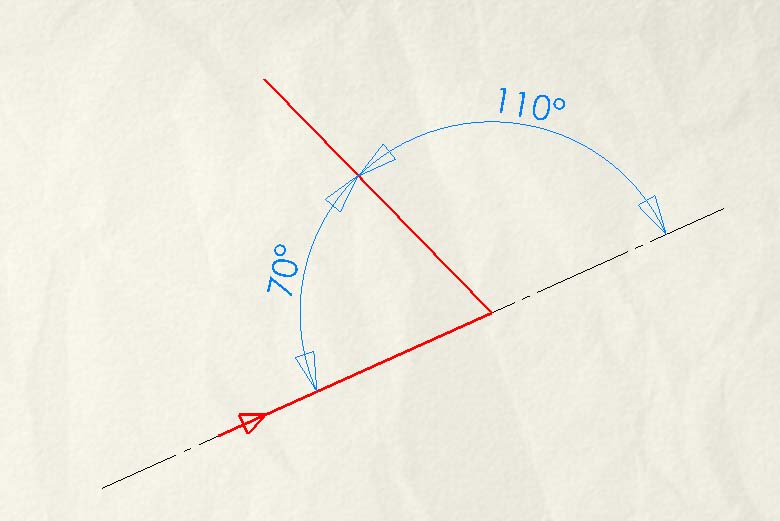
PS, note que l'on parle de l'angle fait par le changement de trajectoire, soit les 110° sur cette image, pas de l'angle de la forme elle même,en rouge sur cette image (70°), d’où le >
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Premier essai à 4000mm/min...
![]() diomedea Sam 24 Sep - 7:55
diomedea Sam 24 Sep - 7:55
Bonjour à tous,
Merci pour cette précision!
Puisque je te tiens... A chaque fois que je lance un fraisage, j'ai le message qui me dit que je suis hors limite, ça te fait la même chose? Ce n'est pas vraiment gênant dans la mesure ou je n'en tiens pas compte... sauf (comme hier) que quand c'est réellement le cas, ça tape! A ce propos, je prévois de poser un second bouton panique sur le coté de la machine, vu qu'avec la 1000 je positionne mes pièces sur le coté et non sur l'avant comme avec la 500.
Bonne journée,
JPaul
Merci pour cette précision!
Puisque je te tiens... A chaque fois que je lance un fraisage, j'ai le message qui me dit que je suis hors limite, ça te fait la même chose? Ce n'est pas vraiment gênant dans la mesure ou je n'en tiens pas compte... sauf (comme hier) que quand c'est réellement le cas, ça tape! A ce propos, je prévois de poser un second bouton panique sur le coté de la machine, vu qu'avec la 1000 je positionne mes pièces sur le coté et non sur l'avant comme avec la 500.
Bonne journée,
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Premier essai à 4000mm/min...
![]() eric44 Sam 24 Sep - 20:51
eric44 Sam 24 Sep - 20:51
Bonsoir Jean Paul,
C'est bizarre ton truc, tu avais fait tes origines machines au préalable à l'usinage ?
@+
Eric
C'est bizarre ton truc, tu avais fait tes origines machines au préalable à l'usinage ?
@+
Eric

eric44- complétement accro
- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 64
Localisation : Près de Nantes (44) -
Re: Premier essai à 4000mm/min...
![]() dh42 Sam 24 Sep - 22:23
dh42 Sam 24 Sep - 22:23
Salut,
Ça arrive suivant l'ordre dans lequel tu fais les choses, suivant que tu fais les 0 avant ou après avoir chargé le Gcode.
Quand tu a ce message, annule, clique sur "Regen Toolpath" (régénérer parcours d'outils) et relance, ça devrait passer. Si après avoir régénéré les parcours, tu a tj le message, alors c'est que tu est réellement hors limite, et dans ce cas, il ne faut pas lancer l'usinage et vérifier dans la ligne de message quel axe est en sur-course (ou vas être)
j'en parle tout à la fin de ce sujet
http://www.metabricoleur.com/t1578-mach3-branchement-et-parametrage-contacts-home-et-e-stop#19339
++
David
A chaque fois que je lance un fraisage, j'ai le message qui me dit que je suis hors limite, ça te fait la même chose?
Ça arrive suivant l'ordre dans lequel tu fais les choses, suivant que tu fais les 0 avant ou après avoir chargé le Gcode.
Quand tu a ce message, annule, clique sur "Regen Toolpath" (régénérer parcours d'outils) et relance, ça devrait passer. Si après avoir régénéré les parcours, tu a tj le message, alors c'est que tu est réellement hors limite, et dans ce cas, il ne faut pas lancer l'usinage et vérifier dans la ligne de message quel axe est en sur-course (ou vas être)
j'en parle tout à la fin de ce sujet
http://www.metabricoleur.com/t1578-mach3-branchement-et-parametrage-contacts-home-et-e-stop#19339
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Premier essai à 4000mm/min...
![]() diomedea Dim 25 Sep - 5:17
diomedea Dim 25 Sep - 5:17
Bonjour à tout les deux,
Je vais donc essayer "Regen Toolpath" !
Il y a un truc qui m'épate... Comment fais tu pour te souvenir et retrouver dans quel sujet tu à parlé de telle ou telle chose?!!
Bonne journée,
JPaul
oui, je le fait systématiquement.eric44 a écrit:C'est bizarre ton truc, tu avais fait tes origines machines au préalable à l'usinage ?
Je commence généralement par charger le fichier G-code.dh42 a écrit:Ça arrive suivant l'ordre dans lequel tu fais les choses, suivant que tu fais les 0 avant ou après avoir chargé le Gcode.
Je vais donc essayer "Regen Toolpath" !
Il y a un truc qui m'épate... Comment fais tu pour te souvenir et retrouver dans quel sujet tu à parlé de telle ou telle chose?!!
Bonne journée,
JPaul
diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Premier essai à 4000mm/min...
![]() dh42 Dim 25 Sep - 17:40
dh42 Dim 25 Sep - 17:40
Salut,
J'ai une bonne mémoire
++
David
Il y a un truc qui m'épate... Comment fais tu pour te souvenir et retrouver dans quel sujet tu à parlé de telle ou telle chose?!!
J'ai une bonne mémoire
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25654
Points : 38363
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» Premier essai et premier soucie
» mon premier essai
» SOROTEC Basic Line 1005: IT'S ALIVE!
» Soucis arbre kity 627
» premier essai Sketchup
» mon premier essai
» SOROTEC Basic Line 1005: IT'S ALIVE!
» Soucis arbre kity 627
» premier essai Sketchup
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum