






laser 1,55W sur CNC
Page 1 sur 2 • 1, 2 

 laser 1,55W sur CNC
laser 1,55W sur CNC
![]() athanase Sam 7 Mai 2016 - 17:47
athanase Sam 7 Mai 2016 - 17:47
Voici une rapide description du montage d'un laser sur ma machine.
Ce laser de faible puissance (1,55w) me permettra de graver essentiellement du bois.
Après des heures de recherche internet je suis tombé sur cette chaîne vidéo qui ma grandement inspirée:
J'ai d'ailleurs commandé ce même laser ici
Le boitier tout en alu est de très belle facture et permet un bon refroidissement.
Il possède une entrée TTL pour commander l'allumage du laser et il s'alimente en 12V.
C'est un laser bleu, attention à bien porter des lunettes de protection.
J'ai aussi commandé un ventilateur , style turbine de 12V et de 2A environ pour évacuer les fumées dues à la brûlure du bois afin d'éviter que la lentille ne s'encrasse.
Quelques photos en attendant une vidéo quand tout fonctionnera !
Le système montée sous la broche
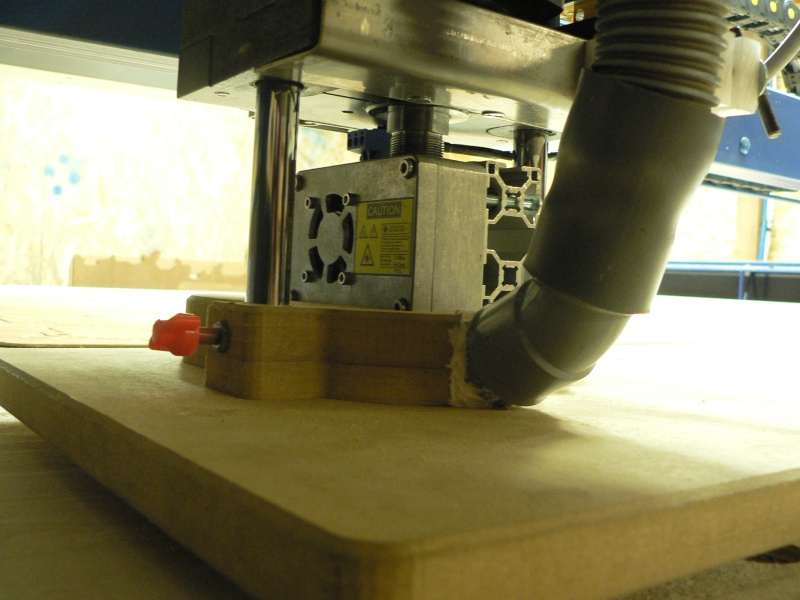
L'aspiration des fumées

Le boitier d'alimentation en 12V
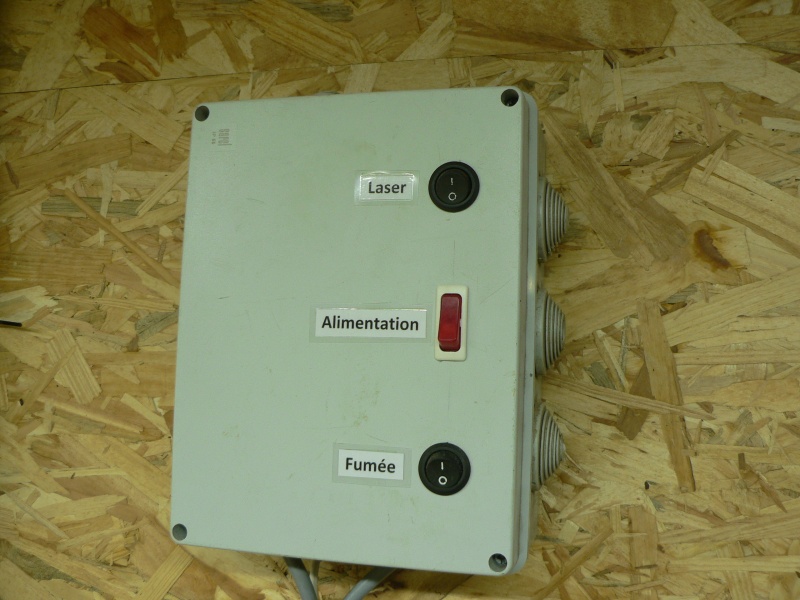
Le bouton de sélection

Premier essai en manuel

En automatique avec le Gcode, j'ai un problème de réglage de l'ESS. Le laser ne s'allume pas.
A bientôt pour la suite

athanase- complétement accro

- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn

Re: laser 1,55W sur CNC
![]() athanase Sam 7 Mai 2016 - 18:34
athanase Sam 7 Mai 2016 - 18:34
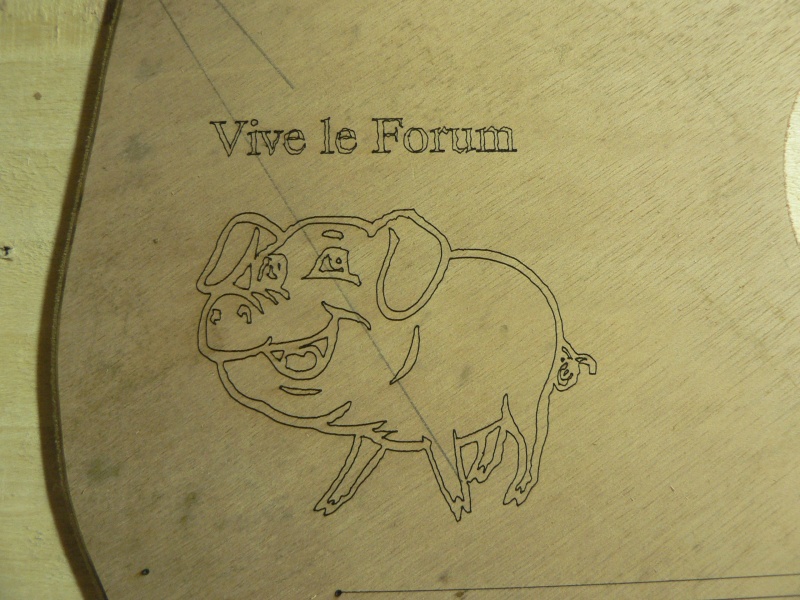
La gravure fait au environ de 80mmX80mm
Première photo:
Je vais trop vite la machine vibre (trop d'inertie, mauvaise accélération sans doute pour le laser) Résultat ça tremble ! le laser ne pardonne pas !
Deuxième photo à 600mm/min
C'est beaucoup mieux
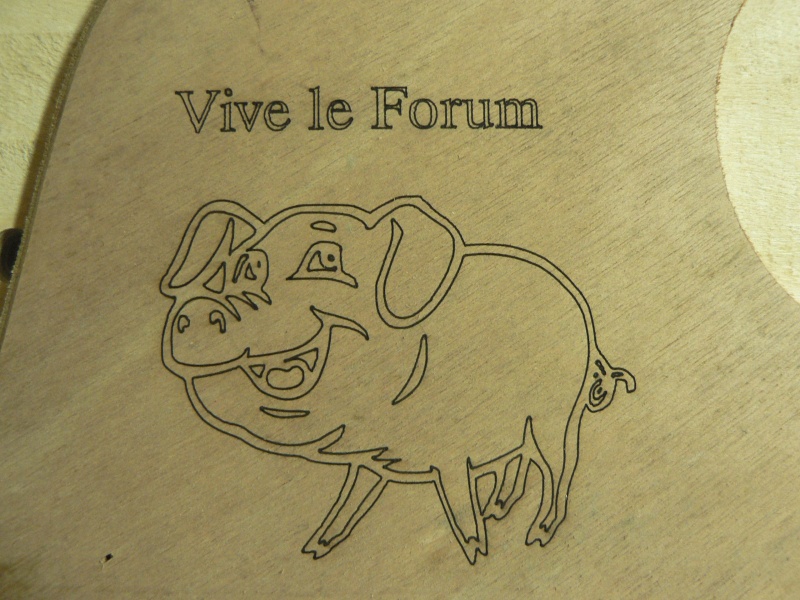
Je dois maintenant peaufiner les réglages mais et je constate que pour aller vite le laser est préférable sur des petites machines légères
Un grand merci à Mich68, F6fco, et David pour leurs aides
A bientôt pour la suite
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: laser 1,55W sur CNC
![]() dh42 Sam 7 Mai 2016 - 18:42
dh42 Sam 7 Mai 2016 - 18:42
Cool, ça donne un bon résultat
Oui, c'est sur que pour le laser il vaut mieux une machine légère et ultra réactive qu'un monstre d'acier .. ou ne pas être pressé
tu étais à quelle vitesse sur la première gravure tremblotante ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: laser 1,55W sur CNC
![]() athanase Sam 7 Mai 2016 - 18:49
athanase Sam 7 Mai 2016 - 18:49
Je crois que mes réglages d’accélération ne conviennent pas. Je me demande si je ne dois pas faire une cession de mach3 spécifique pour le laser avec des vitesses plus douces et surtout des pentes d'acc. plus faible.
Ma machine n'est pas assez rigide et je regrette mon choix de profilé (axe Y) en tôle pliée au lieu du moulé plus massif. Elle doit vibrer.
Mais j'ai pas envie de tout refaire


athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: laser 1,55W sur CNC
![]() F6FCO Sam 7 Mai 2016 - 19:14
F6FCO Sam 7 Mai 2016 - 19:14

F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: laser 1,55W sur CNC
![]() copoîd Sam 7 Mai 2016 - 19:16
copoîd Sam 7 Mai 2016 - 19:16
sur le lien du fournisseur que tu donnes, pas beaucoup d'informations techniques, c'est dommage.

copoîd- très actif

- Messages : 363
Points : 373
Date d'inscription : 28/03/2016
Age : 60
Localisation : 30
Re: laser 1,55W sur CNC
![]() athanase Sam 7 Mai 2016 - 19:22
athanase Sam 7 Mai 2016 - 19:22
sur le lien du fournisseur que tu donnes, pas beaucoup d'informations techniques
Il vient de refaire son site, sur l'ancien il y avait toutes les docs pour chaque type de laser.
Je pense qu'il faut lui laisser du temps pour le mettre à jour.
Coté Virus, pour une fois que je peux infecter quelqu'un
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
copoîd- très actif
- Messages : 363
Points : 373
Date d'inscription : 28/03/2016
Age : 60
Localisation : 30
Re: laser 1,55W sur CNC
![]() dh42 Sam 7 Mai 2016 - 20:15
dh42 Sam 7 Mai 2016 - 20:15
Je crois que mes réglages d’accélération ne conviennent pas.
Tu étais bien en "vitesse constante" ? .. la machine ne saccadait pas ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: laser 1,55W sur CNC
![]() nagut Sam 7 Mai 2016 - 20:44
nagut Sam 7 Mai 2016 - 20:44
par contre ne n'ai pas la première photo : "Le système montée sous la broche"
mais çà vient peut être de mon ordi.

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: laser 1,55W sur CNC
![]() athanase Sam 7 Mai 2016 - 20:57
athanase Sam 7 Mai 2016 - 20:57
Tu étais bien en "vitesse constante" ? .. la machine ne saccadait pas ?
euh, je crois que je ne l'ai pas renseigné sous Cambam et il me semble que le voyant vitesse constante sous mach3 était éteint.
Je vais faire des tests demain sous vitesse constante à différentes avances.
Je reste impressionné par la qualité du trait gravé, il faudrait que j'arrive à le mesurer pour définir un nouvel outil sur Cambam. Je pourrai ainsi tester les poches.
Oui je pense.mais çà vient peut être de mon ordi.
J'ai déjà des idées d'amélioration, je perd un peu trop de hauteur utile sous le laser. Comme David m'a dit que l'on pouvait avoir des décalages du O (dessin) provisoires je pense qu'il n'est plus nécessaire d'avoir le point laser au même endroit que la fraise. Ça va me simplifier le montage.
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: laser 1,55W sur CNC
![]() dh42 Sam 7 Mai 2016 - 20:58
dh42 Sam 7 Mai 2016 - 20:58
par contre ne n'ai pas la première photo : "Le système montée sous la broche"
Ça marche pour moi ..
essai ce lien direct
https://i.servimg.com/u/f86/18/93/23/55/p1070311.jpg
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: laser 1,55W sur CNC
![]() Cyrille6901 Sam 7 Mai 2016 - 21:30
Cyrille6901 Sam 7 Mai 2016 - 21:30
Très intéressant cette technique, et les résultats sont vraiment encourageants; Bravo !
A ton avis, quelle pourrait être la finesse minium de gravure avec un tel équipement ? graver du texte de 3mm de hauteur, est-ce "jouable" ?
Cordialement. Cyrille
Cyrille6901- acharné du forum

- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: laser 1,55W sur CNC
![]() ramses Sam 7 Mai 2016 - 21:41
ramses Sam 7 Mai 2016 - 21:41
la c'est certain, y'a du monde au balcon !!!
Bien a vous tous

ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: laser 1,55W sur CNC
![]() dh42 Sam 7 Mai 2016 - 21:45
dh42 Sam 7 Mai 2016 - 21:45
Si Denis n'a pas changé l'échelle du fichier CB qu'il m'a envoyé, le "e" fait 4.95 mm de haut, et sa boucle interne seule fait 1.25mm. le cochon entier fait 80x60 mm. Avec une police filaire comme les StickFonts, ça doit pouvoir faire des trucs super fins.
edit: @Denis: pour info, je confirme que ton mode de déplacement pour cette op d'usinage (Gravure1) est réglé sur "indéfini", donc c'est le réglage par défaut de Mach3 qui à été utilisé vu que rien n'est spécifié dans le Gcode par CB dans ce cas ; ça pourrait expliquer ces tremblements si tu était en "Exact stop" (trajectoire exacte sous cambam)
si tu veux que, par défaut, tes nouvelles op d'usinage aient "vitesse constante", il faut éditer le style par défaut de ta biblio de style.
par exemple, si tu utilise la biblio standard-mm (celle par défaut quand tu bosse en mm), édite le premier style sans non de la liste, c'est lui le style par défaut, et change le "mode de déplacement" sur "vitesse constante"
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/CAMStyles.htm
++
David
Edit2: après tripatouillage de l'image sous photoshop, j'estime la largeur du trait à 0.25 mm .. (si la gravure à bien la taille du fichier que j'ai)
Dernière édition par dh42 le Sam 7 Mai 2016 - 22:05, édité 4 fois (Raison : ce)
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: laser 1,55W sur CNC
![]() athanase Sam 7 Mai 2016 - 23:11
athanase Sam 7 Mai 2016 - 23:11
Là tu m’épates David, jamais j'aurai pensé à Photoshop pour déterminer l'épaisseur du trait, Bravo !
Je n'ai pas modifié l'échelle du dessin, donc ton estimation doit être proche de la réalité.
J'avoue être impatient de faire les tests en vitesse constante, et je ferais la manip que tu viens de me dire.
J'espère seulement que demain j'aurai du temps pour aller dans l'atelier
Je pense que ça va ouvrir la porte à de belles gravures super fines et je pense qu'une fois vernis ça va le faire.
Bonne soirée
Denis
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: laser 1,55W sur CNC
![]() dh42 Sam 7 Mai 2016 - 23:44
dh42 Sam 7 Mai 2016 - 23:44
Un truc qu'il faut savoir sur CB et la façon dont il créé les parcours d'outils, c'est qu'avant toute choses, il convertis les objets de dessin en polylignes si ce n'en est pas déjà (en interne, ton objet reste inchangé).
Dans le cas d'un texte, cette conversion se fait en tenant compte d'un réglage des options générales (Outils/options) appelée Tolérance conversion Texte->Polyligne ... suivant ce réglage, les polylignes auront plus ou moins de points. C'est valable aussi bien pour la conversion interne invisible par l'utilisateur que si tu convertis manuellement ton texte en polylignes. (ctrl P)
par exemple, pour ma part j'ai une valeur de 1 pour ce réglage, et voila à quoi ressemble le F une fois convertis en polylignes avec une valeur de 1 et de 0.01. (il faut redémarrer CB pour que ce réglage soit pris en compte)
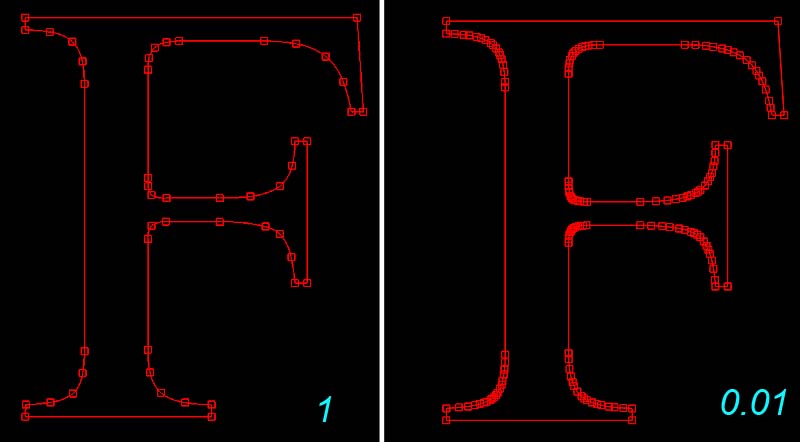
Bien sur, plus il y a de segments, plus le Gcode est long (une ligne/segment), plus le temps de calcul est long, plus ça pompe de la RAM et plus il y a des chances que la machine n'aime pas si il y a des arcs/segments trop courts et qu'elle se mette à vibrer (même en vitesse constante)
j'en parle ici aussi.
http://www.usinages.com/threads/gravure-texte.53262/#post-586433
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: laser 1,55W sur CNC
![]() Cyrille6901 Dim 8 Mai 2016 - 6:58
Cyrille6901 Dim 8 Mai 2016 - 6:58
Effectivement ça peut graver assez finement !
Concernant les polylignes, il y a un truc qui m'échappe: lorsque crée un texte directement avec Cambam, puis que je le décompose; j'ai des lignes et des arcs.
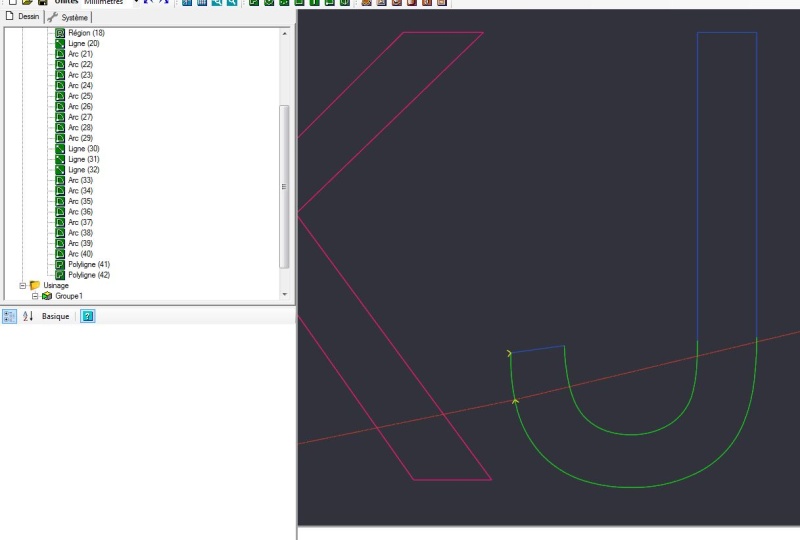
David, tu veux dire que même présenté comme cela, le J sera converti en une succession de lignes dans le G-code ? Pourtant ce sont bel et bien des arcs, non
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: laser 1,55W sur CNC
![]() diomedea Dim 8 Mai 2016 - 7:21
diomedea Dim 8 Mai 2016 - 7:21
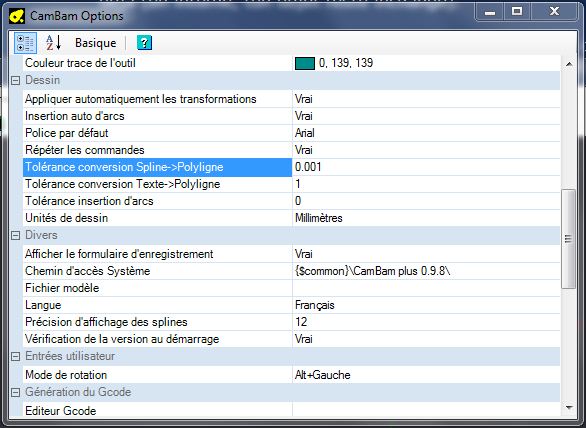
David, j'ai donc mis "Tolérence conversion Texte->Polyligne" sur 1 au lieu de 0.5, mais que pense tu du "Tolérence conversion Spline->Polyligne"? 0.001 c'est pas un peu trop?
Bon dimanche,
JPaul

diomedea- complétement accro
- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: laser 1,55W sur CNC
![]() F6FCO Dim 8 Mai 2016 - 12:41
F6FCO Dim 8 Mai 2016 - 12:41
F6FCO- complétement accro
- Messages : 4645
Points : 6901
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: laser 1,55W sur CNC
![]() dh42 Dim 8 Mai 2016 - 16:09
dh42 Dim 8 Mai 2016 - 16:09
David, tu veux dire que même présenté comme cela, le J sera converti en une succession de lignes dans le G-code ? Pourtant ce sont bel et bien des arcs, non scratch
Non, les arcs seront conservés et tu aura exactement la même chose sous forme de Gcode.
David, j'ai donc mis "Tolérence conversion Texte->Polyligne" sur 1 au lieu de 0.5, mais que pense tu du "Tolérence conversion Spline->Polyligne"? 0.001 c'est pas un peu trop?
Salut JP, oui, c'est trop, car la valeur par défaut de CB est prévue pour de pouces ; pour ma part, j'ai 0.02 ; tu a un exemple à la fin de ce tuto.
http://www.atelier-des-fougeres.fr/Cambam/Aide/tutorials/Prepare_dessins.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: laser 1,55W sur CNC
![]() athanase Dim 8 Mai 2016 - 18:48
athanase Dim 8 Mai 2016 - 18:48
J'ai modifié les réglages préconisé par David, et c'est vrai, grâce au forum, on en apprend tous les jours, j'adore !
Dans mon nouveau fichier d'essai j'ai utilisé une police filaire, transformée en polyligne pour la simplifier au maximum. Après avoir crée un nouvel outil de diamètre 0.25 et une opération de gravure j'ai voulu utiliser la fonction de surépaisseur pour réaliser une gravure plus large. Aucun résultat, je crois que cette fonction n'est pas compatible avec l'opération de gravure.
Alors j'ai fait une opération de contour + surépaisseur et bizarrement (soit en intérieur ou extérieur), le résultat est imparfait certaines parties des caractères sont ignorées !
Je me demande finalement si il est possible de faire simplement un épaississement de gravure sans faire une bidouille avec une poche (sur une police filaire), bref j'ai de quoi encore réfléchir
A+
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Re: laser 1,55W sur CNC
![]() Cyrille6901 Dim 8 Mai 2016 - 21:13
Cyrille6901 Dim 8 Mai 2016 - 21:13
athanase a écrit:
Alors j'ai fait une opération de contour + surépaisseur et bizarrement (soit en intérieur ou extérieur), le résultat est imparfait certaines parties des caractères sont ignorées !
A mon avis c'est parce que certains parcours d'outil doivent se chevaucher, et cambam les ignore dans ce cas. J'avais eu le même cas de figure avec des gravures de circuits imprimés.
Cordialement. Cyrille
Cyrille6901- acharné du forum
- Messages : 492
Points : 704
Date d'inscription : 13/08/2015
Age : 46
Re: laser 1,55W sur CNC
![]() dh42 Dim 8 Mai 2016 - 22:16
dh42 Dim 8 Mai 2016 - 22:16
Sur une police filaire transformée en polyligne (ou même telle quelle), tu peux faire un "Edition/décalage sur ligne ouverte", ce qui te donnera un contour, utilisable avec une gravure ou une poche.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: laser 1,55W sur CNC
![]() athanase Lun 9 Mai 2016 - 20:31
athanase Lun 9 Mai 2016 - 20:31
Ben ton truc ça marche nickel
J'ai terminé les fichiers cambam.
Bientôt les résultats
athanase- complétement accro
- Messages : 648
Points : 1160
Date d'inscription : 10/01/2014
Age : 54
Localisation : Tarn
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Présentation de mes machines Home Made
» CNC LASER CO2
» Gravure laser
» LASER et AXBB-E