






Entretien régulier CNC
5 participants
Page 1 sur 1

 Entretien régulier CNC
Entretien régulier CNC
![]() El Zorro Mer 9 Sep 2015 - 15:44
El Zorro Mer 9 Sep 2015 - 15:44
Après quelques difficultés liées au manque d'entretien de ma machine (poussières glissées dans les roulements) je vous propose de faire un fil où on pourrait mettre chaque un les astuces utilisées pour éviter ce type de galères.
L'idée n'est pas de parler de l'entretien "approfondi" de la machine avec le démontage des guides, vis, roulements, etc. Ceci est déjà très bien fait par dh42 sur ce fil: http://www.metabricoleur.com/t9776-entretien-cnc-bzt-pf750p#186075
Et donc voici quelques idées pour l'entretien régulier, ces conseils ont été donnés par dh42 sur un autre fil:
"Nettoyage des barres guides de temps en temps (attention, pas de WD40)
Avant chaque utilisation de la machine, nettoyage des guides avec un sopalin, puis huilage avec une huile fine genre 3en1 pour machine à coudre, ou comme moi avec du degrip-oil. ATTENTION, ne surtout pas utiliser d'huile genre 15w30 de moteur, ou de l'huile de glissière, c'est trop épais et la machine bloque (les guidages sont très ajustés) Ne pas toucher les barres avec les doigts.
Après chaque séance Un coup d'aspi sur la machine et éventuellement un coup de chiffon gras sur les vis elles même si tu à des risques de rouille.
Une fois par mois, 2 coups de pompe à graisses dans les écrous des VàB MAIS PAS PLUS (pour une machine qui tourne 2 à 3 h/j)
Une fois par an, ouverture du boitier du contrôleur et du PC pour soufflage.
Tous les deux ans, remplacement des micro switch de référencement (perdent de la précision avec le temps)
Ne pas utiliser de soufflette dirigée vers les écrous à billes pour ne pas risquer d'y faire entrer des saletés.
Les blocs alu dans lesquels sont montés les écrou à billes on aussi tendance à accumuler la crasse, du coté opposé à la vis à téton qui verrouille l'écrou ; l'espace vide (flèches) se remplis d'un mélange graisse/poussière et il est bon de l'enlever avant qu'elle n'arrive à passer dans l'écrou.
En général quand il fait froid, je lui fait faire un cycle de préchauffage (mouvement des axes à vitesse réduite -> 2000 mm/min) pendant 5 à 10 min pour "dégeler" toute la mécanique, sinon j'ai des misères sur les premières pièces -> perte de pas, et même carrément blocages en rapide.
L'idée n'est pas de parler de l'entretien "approfondi" de la machine avec le démontage des guides, vis, roulements, etc. Ceci est déjà très bien fait par dh42 sur ce fil: http://www.metabricoleur.com/t9776-entretien-cnc-bzt-pf750p#186075
Et donc voici quelques idées pour l'entretien régulier, ces conseils ont été donnés par dh42 sur un autre fil:
"Nettoyage des barres guides de temps en temps (attention, pas de WD40)
Avant chaque utilisation de la machine, nettoyage des guides avec un sopalin, puis huilage avec une huile fine genre 3en1 pour machine à coudre, ou comme moi avec du degrip-oil. ATTENTION, ne surtout pas utiliser d'huile genre 15w30 de moteur, ou de l'huile de glissière, c'est trop épais et la machine bloque (les guidages sont très ajustés) Ne pas toucher les barres avec les doigts.
Après chaque séance Un coup d'aspi sur la machine et éventuellement un coup de chiffon gras sur les vis elles même si tu à des risques de rouille.
Une fois par mois, 2 coups de pompe à graisses dans les écrous des VàB MAIS PAS PLUS (pour une machine qui tourne 2 à 3 h/j)
Une fois par an, ouverture du boitier du contrôleur et du PC pour soufflage.
Tous les deux ans, remplacement des micro switch de référencement (perdent de la précision avec le temps)
Ne pas utiliser de soufflette dirigée vers les écrous à billes pour ne pas risquer d'y faire entrer des saletés.
Les blocs alu dans lesquels sont montés les écrou à billes on aussi tendance à accumuler la crasse, du coté opposé à la vis à téton qui verrouille l'écrou ; l'espace vide (flèches) se remplis d'un mélange graisse/poussière et il est bon de l'enlever avant qu'elle n'arrive à passer dans l'écrou.
En général quand il fait froid, je lui fait faire un cycle de préchauffage (mouvement des axes à vitesse réduite -> 2000 mm/min) pendant 5 à 10 min pour "dégeler" toute la mécanique, sinon j'ai des misères sur les premières pièces -> perte de pas, et même carrément blocages en rapide.

El Zorro- très actif

- Messages : 364
Points : 678
Date d'inscription : 24/10/2012
Age : 99
Localisation : Oslo

Re: Entretien régulier CNC
![]() El Zorro Mer 9 Sep 2015 - 15:47
El Zorro Mer 9 Sep 2015 - 15:47
En lisant tout ceci deux questions me viennent à l'esprit:
1.-Comment faire le "cycle de préchauffage" pour la machine sans le faire manuellement? Il faudrais faire un dessin cambam avec une trajectoire qui occupe la machine pendant 5-10 minutes?
2.-Je me pose cette question assez souvent: existe-il une manip pour faire revenir la machine automatiquement sur la zone de parking? Pour l'instant je l'ai toujours fait manuellement
1.-Comment faire le "cycle de préchauffage" pour la machine sans le faire manuellement? Il faudrais faire un dessin cambam avec une trajectoire qui occupe la machine pendant 5-10 minutes?
2.-Je me pose cette question assez souvent: existe-il une manip pour faire revenir la machine automatiquement sur la zone de parking? Pour l'instant je l'ai toujours fait manuellement
El Zorro- très actif
- Messages : 364
Points : 678
Date d'inscription : 24/10/2012
Age : 99
Localisation : Oslo
Re: Entretien régulier CNC
![]() icarePetibles Mer 9 Sep 2015 - 16:14
icarePetibles Mer 9 Sep 2015 - 16:14
Bonjour,
Une très bonne initiative MV.
Une très bonne initiative MV.
Attention : Si nettoyage du PC avec une souflet (air sans huile) il faut bloquer les ventilateurs car, il se transforment en générateur et cela risque d'être mortel pour l'électronique.MV a écrit:Une fois par an, ouverture du boitier du contrôleur et du PC pour soufflage.
Il y a un GCode pour cela mais je ne me souvient plus le numéro.MV a écrit:Je me pose cette question assez souvent: existe-il une manip pour faire revenir la machine automatiquement sur la zone de parking? Pour l'instant je l'ai toujours fait manuellement

icarePetibles- acharné du forum

- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: Entretien régulier CNC
![]() diomedea Mer 9 Sep 2015 - 19:16
diomedea Mer 9 Sep 2015 - 19:16
Oui, tu clic sur "HOME"!MV a écrit:... existe-il une manip pour faire revenir la machine automatiquement sur la zone de parking?

diomedea- complétement accro

- Messages : 12658
Points : 23470
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: Entretien régulier CNC
![]() Hervé-34 Mer 9 Sep 2015 - 19:41
Hervé-34 Mer 9 Sep 2015 - 19:41
Bonjour à tous,
C'est où ??
hervé
diomedea a écrit:Oui, tu clic sur "HOME"!MV a écrit:... existe-il une manip pour faire revenir la machine automatiquement sur la zone de parking?
C'est où ??
hervé

Hervé-34- complétement accro
- Messages : 4609
Points : 5828
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Entretien régulier CNC
![]() dh42 Mer 9 Sep 2015 - 22:56
dh42 Mer 9 Sep 2015 - 22:56
Salut,
concernant l'huilage/nettoyage des guides, attention, c'est spécifique à ce type de machine (BZT PF) qui a des guides à bagues laiton sur barres cylindriques.
Sur des guidages à billes à patins INA comme une PFK/PFE, ou avec des guides ronds mais avec douilles à billes comme sur les CN Chinoises il doit y avoir un graissage de la douille/chariot à billes à faire. Dans les 2 cas, un nettoyage huilage des guides eux même et toujours souhaitable, pour éviter la rouille mais aussi pour éviter d'emmener trop de poussières dans les douilles à billes, même si elles sont censés avoir un joint racleur.
Pensez aussi à couvrir la machine quand elle ne sert pas surtout si elle à "les vis à l'air" comme la série PF.
j'ai simplement fait un Gcode à la main qui lui fait faire quelques mouvements ; un seul axe à la fois, d'abord à 1000 mm/min, puis de plus vite.
Ce bouton n'existe pas sur l'interface standard de Mach3 ; c'est un ajout sur mon interface perso ... et vu que tu utilise mon interface
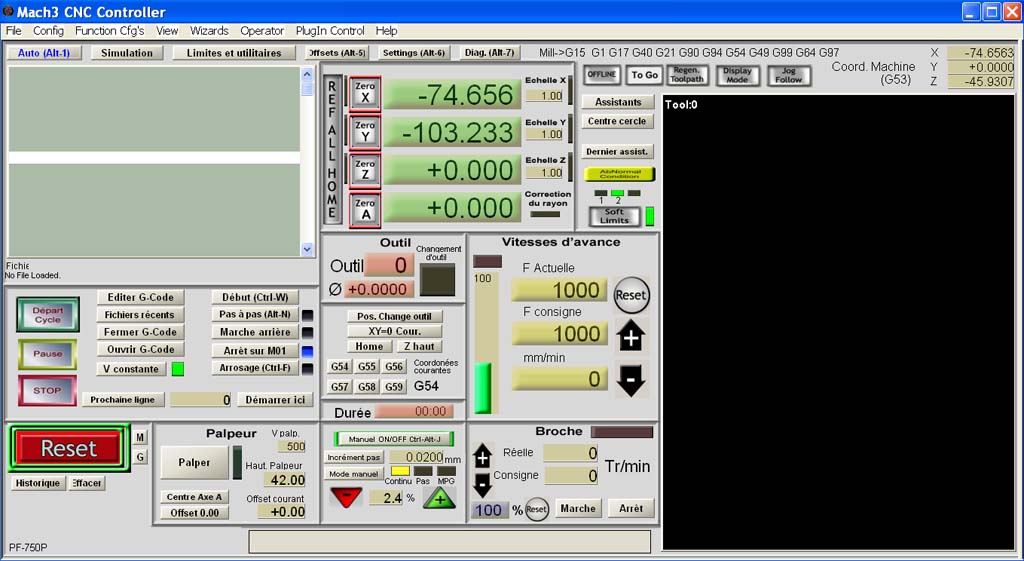
Sur mach3FR -> aller sur l'écran "Manuel" -> taper la touche "Entrée" du clavier pour passer en mode de commande manuelle -> taper M30 et valider (touche entrée)
Tu peux aussi utiliser M28 ; dans ce cas ça retournera au coordonnées de retour (en coord machine) définies ici

++
David
concernant l'huilage/nettoyage des guides, attention, c'est spécifique à ce type de machine (BZT PF) qui a des guides à bagues laiton sur barres cylindriques.
Sur des guidages à billes à patins INA comme une PFK/PFE, ou avec des guides ronds mais avec douilles à billes comme sur les CN Chinoises il doit y avoir un graissage de la douille/chariot à billes à faire. Dans les 2 cas, un nettoyage huilage des guides eux même et toujours souhaitable, pour éviter la rouille mais aussi pour éviter d'emmener trop de poussières dans les douilles à billes, même si elles sont censés avoir un joint racleur.
Pensez aussi à couvrir la machine quand elle ne sert pas surtout si elle à "les vis à l'air" comme la série PF.
1.-Comment faire le "cycle de préchauffage" pour la machine sans le faire manuellement? Il faudrais faire un dessin cambam avec une trajectoire qui occupe la machine pendant 5-10 minutes?
j'ai simplement fait un Gcode à la main qui lui fait faire quelques mouvements ; un seul axe à la fois, d'abord à 1000 mm/min, puis de plus vite.
Oui, tu clic sur "HOME"!... existe-il une manip pour faire revenir la machine automatiquement sur la zone de parking?
Ce bouton n'existe pas sur l'interface standard de Mach3 ; c'est un ajout sur mon interface perso ... et vu que tu utilise mon interface
Sur mach3FR -> aller sur l'écran "Manuel" -> taper la touche "Entrée" du clavier pour passer en mode de commande manuelle -> taper M30 et valider (touche entrée)
Tu peux aussi utiliser M28 ; dans ce cas ça retournera au coordonnées de retour (en coord machine) définies ici
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


 Sujets similaires
Sujets similaires» Bricoleur régulier face à une difficulté
» Entretien CNC BZT PF750P
» bzt pfe 500 px ( entretien )
» Entretien rabo-dégau kity 636
» Elle est arrivée !!!! Ma Hammer A3-31 avec son arbre à plaquettes !!
» Entretien CNC BZT PF750P
» bzt pfe 500 px ( entretien )
» Entretien rabo-dégau kity 636
» Elle est arrivée !!!! Ma Hammer A3-31 avec son arbre à plaquettes !!
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum