






Fabrication d'un renvoi d'angle pour Bridgeport
+5
dh42
mika59
meles
jeanmi
c.phili
9 participants
Page 1 sur 1

 Fabrication d'un renvoi d'angle pour Bridgeport
Fabrication d'un renvoi d'angle pour Bridgeport
![]() c.phili Sam 17 Aoû 2013 - 18:33
c.phili Sam 17 Aoû 2013 - 18:33
Salut a tous 
Je suis actuellement en train de fabriquer une table croisée, et je n’arrête pas de le demander comment je vais encore une fois percer les trous avec précision sur pour la fixation des vis de déplacement, je n’ai pas d’équerre de fraisage assez grande et il me faudrait avoir un espace suffisant entre le nez de broche et la table de la fraiseuse.
J’ai déjà fabriqué ce genre de table et percé à la portative mais sans aucune précision, un quart d’heure pour percer et 3 jours à m’énerver pour que ça aille comme il le faut, autrement dit, ce n’est pas du boulot.
J’ai souvent pensé à investir dans une tête à renvoi d’angle mais le prix d’un tel accessoire me fait frissonner, Les modèles proposés pour Bridgeport sont en R8 et ça me cause un problème de fabrication et me freine un peu mais par contre en fouillant sur le net je me suis aperçu que beaucoup de fabricants de marques proposent des renvois d’angle directement en ER32.
De là je me dis que ça simplifierait bien la fabrication.
Il n’y a pas longtemps j’ai acheté des pignons coniques chez www.tridistribution.fr , des roulements coniques j’en ai qui viennent aussi de là, j’ai une rallonge ER32 des joints à lèvres etc., de quoi me lancer dans la fabrication, la seule chose qui me manque vraiment c’est du temps mais je me dis que si je ne le fais pas quand j’en ai besoin, je ne le ferais jamais, et en plus je regagnerais certainement ce temps employé.
Alors voilà, jeudi matin je me lève tôt, comme d’habitude , et je me mets a griffonner mon bloc note en espérant trouver quelques idées pour commencer, un petit plan vite fait et deux heures plus tard je suis à l’atelier bien décidé a pondre cet accessoire.
, et je me mets a griffonner mon bloc note en espérant trouver quelques idées pour commencer, un petit plan vite fait et deux heures plus tard je suis à l’atelier bien décidé a pondre cet accessoire. 
Je suis bien conscient que ce ne sera pas pour fraiser avec une fraise de 100mm, je vais certainement être confronté avec les vibrations mais si je peux déjà percer et faire des petits fraisages je serais déjà bien content.
Je ressors donc cette rallonge en ER32 qui me servira de broche

Tel qu’elle est là, elle ne conviendrait pas, il me faut un épaulement pour précontraindre les roulements coniques, j’usine donc une bague qui une fois en place servira d’épaulement
Cette bague est usinée à +-19,95. Puis elle est chauffée puis mise à la presse, de cette façon elle fera un seul corps avec la broche.

Puis je m’occupe de l’alésage et des rainures de clavettes des pignons


Tien, v’là un bloc qui va me servir, je ne sais pas ce qu’il vaut comme acier mais je verrais bien, c’est un bloc que mon frère m’a rapporté, il s’en servait pour retenir sa tonnelle, il en a 6 comme celui-là, ça va sans dire qu’elle ne s’est jamais envolé.
Je me débarrasse de ce qui est soudé autour,


Un petit passage à la scie et mise à mesures




Ensuite prise au mandrin 4 mors pour l’usinage.
Je perce à travers à 8mm avec une longue mèche pour finir a 30mm.


Puis j’attaque les différents alésages pour les roulements et le joint à lèvre du coté pince, à l’arrière je fais un filetage en M52 pour visser un bouchon.
Je crée une chambre à l’intérieur pour loger le pignon.



Un petit passage à la fraiseuse pour aléser le passage du pignon horizontal sans oublier d’ouvrir un accès pour pouvoir installer le pignon vertical.


Puis perçage et taraudage pour l’accouplement des deux parties.

Dans un coin de l’atelier trainait un morceau de ferraille qui attendait patiemment son tour
Un morceau suffira, puis passage au tour




Puis usinage à la fraiseuse pour une mise en forme et je termine avec les 6 trous de fixation.
Bien sur les trous doivent être exactement à la même place que la pièce inférieure mais avec la DRO ce n’est pas un problème


Un petit montage pour arrondir la partie inférieure
Un aperçu sur les pièces usinées jusque là


Le bout de la broche est fileté en M18x1.5

Usinage de la rainure de circlips pour retenir le roulement et je termine avec une rainure pour le serrage sur la broche de la fraiseuse, de chaque coté je soude un morceau d’étiré que j’ai percé et taraudé



Pour précontraindre les roulements coniques j’ai fait un écrou fendu pour ne pas devoir mettre de contre écrou mais là j’ai fait une petite erreur, la rainure devait être vers l’extérieur et non l’intérieur comme c’est le cas, ce qui fait que dès que je voulais le bloquer, c’est la face intérieure qui se déforme et prend appuis sur le roulement ce qui resserre le roulement, j’ai donc du me résigner à faire un contre écrou quand même


Pour refermer l’arrière j’ai usiné un bouchon, il est donc fileté, l’étanchéité se fait grâce à un joint torique en fond d’alésage

Ca se monte


Et voilà, tout se monte bien.


J’ai fait quelques essais, pour moi c’est le top, je n’ai pas encore mis les joints à lèvre pour l’étanchéité, il me manque celui du coté pince, il est commandé.
J’aurais cru que l’huile aurait pissé dehors mais non, seules quelques goûtes sont tombées.
Par contre j’avais prévu un joint dans la partie verticale mais ce serait inutile, rien ne peut couler de là vu que c’est un roulement étanche, je vais plutôt usiner cette partie un peu plus profond pour que la broche de la fraiseuse rentre un peu plus.
J’ai essayé pour le perçage et c’est le top, j’ai fais un essai avec une fraise de 20mm sur 1mm de profondeur, c’est pas mal mais le renvoi d’angle ne serre sur la broche que de 25mm, je trouve ça insuffisant, en usinant plus profond et en laissant tomber le joint j’irais jusque 55mm, ce sera plus rassurant pour essayer une petite fraise à surfacer.
En tous cas tout tourne très bien sans bruit suspect.
Voilà, le petit entracte est terminée, revenons a nos mouton avec la petite table croisée.
Merci de m’avoir lu.
Philippe
Je suis actuellement en train de fabriquer une table croisée, et je n’arrête pas de le demander comment je vais encore une fois percer les trous avec précision sur pour la fixation des vis de déplacement, je n’ai pas d’équerre de fraisage assez grande et il me faudrait avoir un espace suffisant entre le nez de broche et la table de la fraiseuse.
J’ai déjà fabriqué ce genre de table et percé à la portative mais sans aucune précision, un quart d’heure pour percer et 3 jours à m’énerver pour que ça aille comme il le faut, autrement dit, ce n’est pas du boulot.
J’ai souvent pensé à investir dans une tête à renvoi d’angle mais le prix d’un tel accessoire me fait frissonner, Les modèles proposés pour Bridgeport sont en R8 et ça me cause un problème de fabrication et me freine un peu mais par contre en fouillant sur le net je me suis aperçu que beaucoup de fabricants de marques proposent des renvois d’angle directement en ER32.
De là je me dis que ça simplifierait bien la fabrication.
Il n’y a pas longtemps j’ai acheté des pignons coniques chez www.tridistribution.fr , des roulements coniques j’en ai qui viennent aussi de là, j’ai une rallonge ER32 des joints à lèvres etc., de quoi me lancer dans la fabrication, la seule chose qui me manque vraiment c’est du temps mais je me dis que si je ne le fais pas quand j’en ai besoin, je ne le ferais jamais, et en plus je regagnerais certainement ce temps employé.
Alors voilà, jeudi matin je me lève tôt, comme d’habitude
Je suis bien conscient que ce ne sera pas pour fraiser avec une fraise de 100mm, je vais certainement être confronté avec les vibrations mais si je peux déjà percer et faire des petits fraisages je serais déjà bien content.
Je ressors donc cette rallonge en ER32 qui me servira de broche
Tel qu’elle est là, elle ne conviendrait pas, il me faut un épaulement pour précontraindre les roulements coniques, j’usine donc une bague qui une fois en place servira d’épaulement
Cette bague est usinée à +-19,95. Puis elle est chauffée puis mise à la presse, de cette façon elle fera un seul corps avec la broche.
Puis je m’occupe de l’alésage et des rainures de clavettes des pignons
Tien, v’là un bloc qui va me servir, je ne sais pas ce qu’il vaut comme acier mais je verrais bien, c’est un bloc que mon frère m’a rapporté, il s’en servait pour retenir sa tonnelle, il en a 6 comme celui-là, ça va sans dire qu’elle ne s’est jamais envolé.
Je me débarrasse de ce qui est soudé autour,
Un petit passage à la scie et mise à mesures
Ensuite prise au mandrin 4 mors pour l’usinage.
Je perce à travers à 8mm avec une longue mèche pour finir a 30mm.
Puis j’attaque les différents alésages pour les roulements et le joint à lèvre du coté pince, à l’arrière je fais un filetage en M52 pour visser un bouchon.
Je crée une chambre à l’intérieur pour loger le pignon.
Un petit passage à la fraiseuse pour aléser le passage du pignon horizontal sans oublier d’ouvrir un accès pour pouvoir installer le pignon vertical.
Puis perçage et taraudage pour l’accouplement des deux parties.
Dans un coin de l’atelier trainait un morceau de ferraille qui attendait patiemment son tour
Un morceau suffira, puis passage au tour
Puis usinage à la fraiseuse pour une mise en forme et je termine avec les 6 trous de fixation.
Bien sur les trous doivent être exactement à la même place que la pièce inférieure mais avec la DRO ce n’est pas un problème
Un petit montage pour arrondir la partie inférieure
Un aperçu sur les pièces usinées jusque là
Le bout de la broche est fileté en M18x1.5
Usinage de la rainure de circlips pour retenir le roulement et je termine avec une rainure pour le serrage sur la broche de la fraiseuse, de chaque coté je soude un morceau d’étiré que j’ai percé et taraudé
Pour précontraindre les roulements coniques j’ai fait un écrou fendu pour ne pas devoir mettre de contre écrou mais là j’ai fait une petite erreur, la rainure devait être vers l’extérieur et non l’intérieur comme c’est le cas, ce qui fait que dès que je voulais le bloquer, c’est la face intérieure qui se déforme et prend appuis sur le roulement ce qui resserre le roulement, j’ai donc du me résigner à faire un contre écrou quand même
Pour refermer l’arrière j’ai usiné un bouchon, il est donc fileté, l’étanchéité se fait grâce à un joint torique en fond d’alésage
Ca se monte
Et voilà, tout se monte bien.
J’ai fait quelques essais, pour moi c’est le top, je n’ai pas encore mis les joints à lèvre pour l’étanchéité, il me manque celui du coté pince, il est commandé.
J’aurais cru que l’huile aurait pissé dehors mais non, seules quelques goûtes sont tombées.
Par contre j’avais prévu un joint dans la partie verticale mais ce serait inutile, rien ne peut couler de là vu que c’est un roulement étanche, je vais plutôt usiner cette partie un peu plus profond pour que la broche de la fraiseuse rentre un peu plus.
J’ai essayé pour le perçage et c’est le top, j’ai fais un essai avec une fraise de 20mm sur 1mm de profondeur, c’est pas mal mais le renvoi d’angle ne serre sur la broche que de 25mm, je trouve ça insuffisant, en usinant plus profond et en laissant tomber le joint j’irais jusque 55mm, ce sera plus rassurant pour essayer une petite fraise à surfacer.
En tous cas tout tourne très bien sans bruit suspect.
Voilà, le petit entracte est terminée, revenons a nos mouton avec la petite table croisée.
Merci de m’avoir lu.
Philippe
Dernière édition par c.phili le Mar 5 Nov 2024 - 10:10, édité 2 fois
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -


Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() jeanmi Sam 17 Aoû 2013 - 18:58
jeanmi Sam 17 Aoû 2013 - 18:58
T'es un grand malade ! Enfin te soignes pas, hein ! 

jeanmi- je prends du galon

- Messages : 60
Points : 142
Date d'inscription : 07/03/2012
Age : 59
Localisation : Mérignac
Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() meles Sam 17 Aoû 2013 - 19:22
meles Sam 17 Aoû 2013 - 19:22
C'est clair, des malades pareils, on en manque.
Philippe, je suis toujours esbaudi par ta maitrise de la chose mécanique.
@+
Philippe, je suis toujours esbaudi par ta maitrise de la chose mécanique.
@+

meles- Admin

- Messages : 14934
Points : 21891
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() mika59 Sam 17 Aoû 2013 - 20:00
mika59 Sam 17 Aoû 2013 - 20:00
bonjour
tres beau travail !!!!!
maitrise du projet et des machines
je suis admiratif !!!!!!
tres beau travail !!!!!
maitrise du projet et des machines
je suis admiratif !!!!!!
mika59- très actif

- Messages : 262
Points : 432
Date d'inscription : 30/04/2012
Age : 48
Localisation : banlieue lilloise
Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() dh42 Sam 17 Aoû 2013 - 21:44
dh42 Sam 17 Aoû 2013 - 21:44
Salut,
Une fois de plus, respect .. vite fait, bien fait !!
Petite question, pourquoi ne pas mettre la tête à l'horizontale au lieu de mettre un renvoi, ça ne passe pas ?
++
David
Une fois de plus, respect
Petite question, pourquoi ne pas mettre la tête à l'horizontale au lieu de mettre un renvoi, ça ne passe pas ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() Strib Sam 17 Aoû 2013 - 21:54
Strib Sam 17 Aoû 2013 - 21:54
Que dire d'autre que des superlatifs ?
C'est très beau, bien pensé, bien usiné, on bave devant tant de maitrise !
Chapeau Monsieur Philippe !
A+
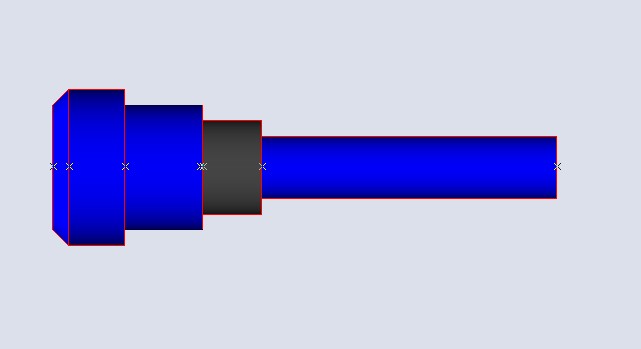
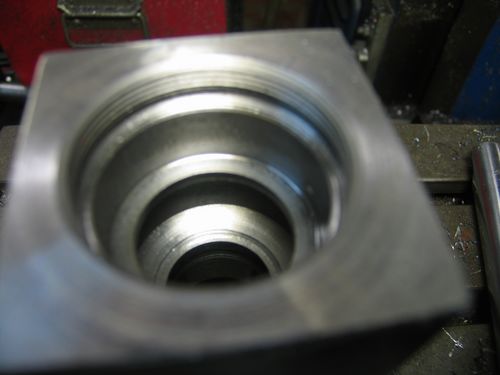
[Edit] : Peux tu m'expliquer comment cette pièce :

est devenue comme ça :

J'entends par là, comment as tu usiné la partie supérieure pour qu'elle soit "demi cylindrique" ?
Au diviseur monté sur la fraiseuse ?
C'est très beau, bien pensé, bien usiné, on bave devant tant de maitrise !
Chapeau Monsieur Philippe !
A+
[Edit] : Peux tu m'expliquer comment cette pièce :
est devenue comme ça :
J'entends par là, comment as tu usiné la partie supérieure pour qu'elle soit "demi cylindrique" ?
Au diviseur monté sur la fraiseuse ?
Dernière édition par Strib le Dim 18 Aoû 2013 - 0:49, édité 1 fois

Strib- complétement accro

- Messages : 2473
Points : 4676
Date d'inscription : 25/04/2012
Age : 52
Localisation : Corse du Sud -
Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() jeanmi Sam 17 Aoû 2013 - 23:39
jeanmi Sam 17 Aoû 2013 - 23:39
Je pense que ce n'est pas possible car la table croisée fait 8cm de hauteur en tout.dh42 a écrit:
Petite question, pourquoi ne pas mettre la tête à l'horizontale au lieu de mettre un renvoi, ça ne passe pas ?
jeanmi- je prends du galon
- Messages : 60
Points : 142
Date d'inscription : 07/03/2012
Age : 59
Localisation : Mérignac
Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() c.phili Dim 18 Aoû 2013 - 6:35
c.phili Dim 18 Aoû 2013 - 6:35
Si j'incline la tête de la fraiseuse, je me retrouve au mieux a 230mm entre le nez de broche et la table. 
Comme toutes les autres fraiseuses de ce type et même par exemple la HBM45 et similaires, on sait bien incliner la tête à 90° mais, il faudrait brider la pièce sur des cales de 200mm de hauteur, pour pouvoir travailler dans cette position, non seulement on est gêné avec les manettes qui doivent être démontées mais en plus la table ne monterait pas assez haut, ou la tête ne descend pas assez bas pour la HBM.
De plus je pense que c'est plus facile de monter ou démonter un accessoire que de re régler pile poil une tête de fraiseuse à moins qu'elle ne soit indexé par une goupille.
Pour arrondir la pièce, j'ai commencé par faire deux bagues de Ø47mm percée à 19.6mm pour faire rentrer une tige filetée de 20mm sans jeux puis j'ai placé cette bague dans le logement de roulement. J'ai ensuite pris un morceau de tige fileté et marquer le centre au tour avec une mèche à pointer. Avec deux écrous, j'ai serré l'ensemble.
J'ai pu solidement monter ma pièce entre le diviseur et sa contrepointe et j'ai travaillé facette par facette.
Je n'ai pas voulu fraiser en faisant tourner le diviseur pour le préserver, il n'est pas fait pour ça. J’ai travaillé par 5°, c'est très long à faire puis j'ai terminé avec un léger coup au backtand.
Maintenant c'est la façon dont j'ai procédé mais ce n'est pas la meilleure , après coup je me suis dis que si j'avais monté mon mandrin 4 mors concentrique sur mon plateau diviseur, serrer la pièce à la verticale et fraiser la moitié mais cette fois-ci en tournant le plateau puis en retournant la pièce pour le reste j'aurais gagné beaucoup de temps, le trait de jonction serait facilement parti au back. 
Philippe
Comme toutes les autres fraiseuses de ce type et même par exemple la HBM45 et similaires, on sait bien incliner la tête à 90° mais, il faudrait brider la pièce sur des cales de 200mm de hauteur, pour pouvoir travailler dans cette position, non seulement on est gêné avec les manettes qui doivent être démontées mais en plus la table ne monterait pas assez haut, ou la tête ne descend pas assez bas pour la HBM.
De plus je pense que c'est plus facile de monter ou démonter un accessoire que de re régler pile poil une tête de fraiseuse à moins qu'elle ne soit indexé par une goupille.
Pour arrondir la pièce, j'ai commencé par faire deux bagues de Ø47mm percée à 19.6mm pour faire rentrer une tige filetée de 20mm sans jeux puis j'ai placé cette bague dans le logement de roulement. J'ai ensuite pris un morceau de tige fileté et marquer le centre au tour avec une mèche à pointer. Avec deux écrous, j'ai serré l'ensemble.
J'ai pu solidement monter ma pièce entre le diviseur et sa contrepointe et j'ai travaillé facette par facette.
Je n'ai pas voulu fraiser en faisant tourner le diviseur pour le préserver, il n'est pas fait pour ça. J’ai travaillé par 5°, c'est très long à faire puis j'ai terminé avec un léger coup au backtand.
Maintenant c'est la façon dont j'ai procédé mais ce n'est pas la meilleure
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() chado Dim 18 Aoû 2013 - 9:30
chado Dim 18 Aoû 2013 - 9:30
Bonjour Philippe
Je crois que tu es capable de la réparer maintenant ------------------ >
Amitiés
chado
Je crois que tu es capable de la réparer maintenant ------------------ >
Amitiés
chado

chado- complétement accro
- Messages : 2039
Points : 3709
Date d'inscription : 21/09/2010
Age : 77
Localisation : F-44140
Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() dh42 Dim 18 Aoû 2013 - 20:33
dh42 Dim 18 Aoû 2013 - 20:33
Salut,
Tu devrais te trouver une fraiseuse de plus, mais une horizontale ... s'il te reste de la place pour la loger
Allez, je retourne à mon enduit
++
David
OK, sur la mienne avec la tête inclinée, je peux presque fraiser au ras de la table. On peut s'en faire une idée sur l'avant dernière photo de ce postComme toutes les autres fraiseuses de ce type et même par exemple la HBM45 et similaires, on sait bien incliner la tête à 90° mais, il faudrait brider la pièce sur des cales de 200mm de hauteur, pour pouvoir travailler dans cette position, non seulement on est gêné avec les manettes qui doivent être démontées mais en plus la table ne monterait pas assez haut, ou la tête ne descend pas assez bas pour la HBM.
C'est sur que c'est toujours un peut longuet à faire ; sur la mienne je peux aussi passer en fraisage horizontal en enlevant carrément la tête, mais outre le re-reglage, elle pèse dans les 100 Kg, alors ce n'est pas des plus maniable ni facile à remonter ...De plus je pense que c'est plus facile de monter ou démonter un accessoire que de re régler pile poil une tête de fraiseuse à moins qu'elle ne soit indexé par une goupille.
Tu devrais te trouver une fraiseuse de plus, mais une horizontale ... s'il te reste de la place pour la loger
Allez, je retourne à mon enduit
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() c.phili Dim 18 Aoû 2013 - 22:49
c.phili Dim 18 Aoû 2013 - 22:49
Quesqu'y vient me narguer c'est clair que j'ai l'air ridicule contre une Z1 
Ben non je n'ai plus de place sinon une telle machine me plairait bien
Ben non je n'ai plus de place sinon une telle machine me plairait bien
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)
c.phili- Modérateur
- Messages : 3576
Points : 7579
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() xav58 Dim 18 Aoû 2013 - 22:54
xav58 Dim 18 Aoû 2013 - 22:54
fait un petit signe si tu en veux une ....c.phili a écrit:Quesqu'y vient me narguer c'est clair que j'ai l'air ridicule contre une Z1
Ben non je n'ai plus de place sinon une telle machine me plairait bien


xav58- très actif
- Messages : 227
Points : 772
Date d'inscription : 25/08/2011
Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() dh42 Lun 19 Aoû 2013 - 0:04
dh42 Lun 19 Aoû 2013 - 0:04
Salut
(Chez ton frère ??? )
++
David
Aie ! tu va me l’empêcher de dormir ; il vas passer la nuit à gamberger pour trouver ou la casserfait un petit signe si tu en veux une ....
J'ai du mal à voir la différence de taille entre les 2 machines, sur les photos la Bridgeport ne parait pas si petite que ça, et une Z1 ce n'est pas énormeQuesqu'y vient me narguer c'est clair que j'ai l'air ridicule contre une Z1
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25661
Points : 38370
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'un renvoi d'angle pour Bridgeport
![]() Scorpio Ven 23 Aoû 2013 - 14:05
Scorpio Ven 23 Aoû 2013 - 14:05
Bonjour ,
c'est pas possible , ce type n'a aucune limite , un bout de papier un crayon , deux heures après , hop , à l'atelier , tiens ... , un bout de ferraille , viens par ici toi , oh ... , un autre bout , et c'est parti , non seulement , rien ne l'arrête , mais en plus , il a tout de stock , je serais curieux de savoir le nombre de tonne de ferraille qui attend de passer entre ses mains
Quoi qu'il en soit , c'est toujours un plaisir pour les yeux , et c'est toujours du
boulot impressionnant
Phil
c'est pas possible , ce type n'a aucune limite , un bout de papier un crayon , deux heures après , hop , à l'atelier , tiens ... , un bout de ferraille , viens par ici toi , oh ... , un autre bout , et c'est parti
Quoi qu'il en soit , c'est toujours un plaisir pour les yeux , et c'est toujours du
boulot impressionnant
Phil

Scorpio- complétement accro
- Messages : 2718
Points : 4150
Date d'inscription : 07/04/2012
Age : 58
Localisation : Belgique - Jodoigne

 Sujets similaires
Sujets similaires» La bridgeport enfin !
» Fabrication d'un "bouchon" pour mon bac à copeaux pour récupérer le fuide de coupe
» Aide pour fabrication d'un goujon M14-M12 pour porte outils chanfrein 45°
» Aggregate en renvoi d'angle
» renvoi d angle fraiseuse inconnue
» Fabrication d'un "bouchon" pour mon bac à copeaux pour récupérer le fuide de coupe
» Aide pour fabrication d'un goujon M14-M12 pour porte outils chanfrein 45°
» Aggregate en renvoi d'angle
» renvoi d angle fraiseuse inconnue
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum