






meilleure option
5 participants
Page 1 sur 1

 meilleure option
meilleure option
![]() maaon Lun 19 Juil 2021 - 14:27
maaon Lun 19 Juil 2021 - 14:27
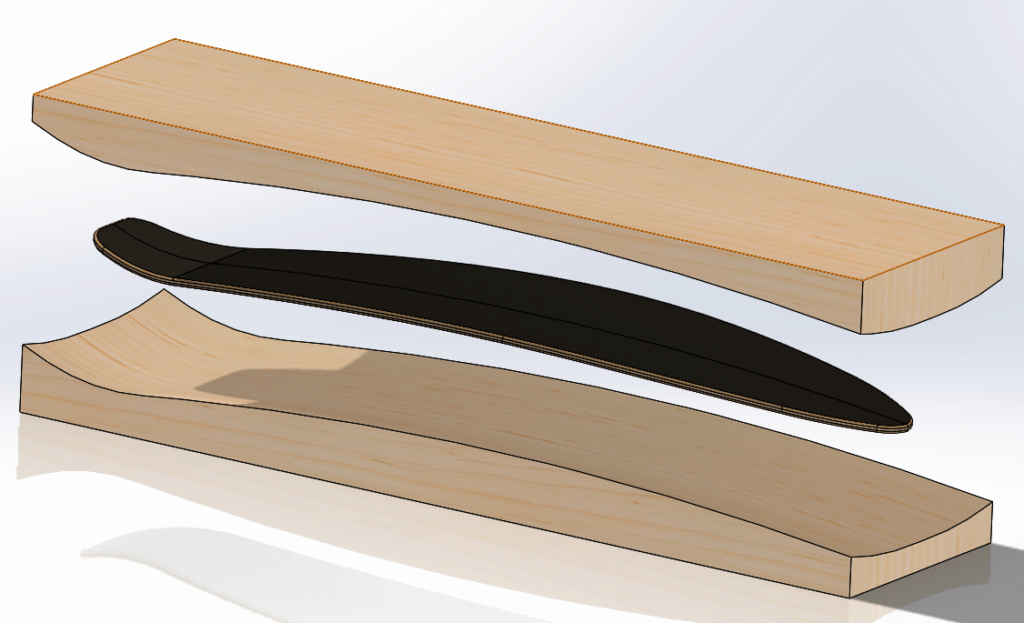
Bonjour, je cherche une méthode pour usiner cette pièce. Je ne sais pas trop comment m'y prendre.
J'avais pensé à faire des contours multiples (tous les 2.5mm de profondeur) en couchant la pièce sur le côté mais j'aurais la surface courbe en marche d'escalier qu'il me faudra poncer ensuite. (j'ai en tout 40 pièces de ce type et ça risque d'être un peu long)
Je me demandais si il y avait une meilleure technique. Merci

La pièce fait 260 mm de profondeur, 50mm de large et 50mm au plus haut.
J'avais pensé à faire des contours multiples (tous les 2.5mm de profondeur) en couchant la pièce sur le côté mais j'aurais la surface courbe en marche d'escalier qu'il me faudra poncer ensuite. (j'ai en tout 40 pièces de ce type et ça risque d'être un peu long)
Je me demandais si il y avait une meilleure technique. Merci

La pièce fait 260 mm de profondeur, 50mm de large et 50mm au plus haut.

maaon- posteur Régulier

- Messages : 114
Points : 192
Date d'inscription : 22/08/2011


Vénète56- complétement accro

- Messages : 1103
Points : 1179
Date d'inscription : 10/06/2016
Age : 81
Localisation : le golfe du 56
Re: meilleure option
![]() sangten Lun 19 Juil 2021 - 16:28
sangten Lun 19 Juil 2021 - 16:28
+1
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.

sangten- Modérateur

- Messages : 15098
Points : 20510
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: meilleure option
![]() maaon Lun 19 Juil 2021 - 17:18
maaon Lun 19 Juil 2021 - 17:18
Oui, effectivement ce serait une possibilité, cependant : sur certaines pièces (il y en a 40 en tout), l'angle de dépouille n'est pas tout à fait constant sur toute la profondeur de la pièce, ce qui implique une modification de l'angle d'inclinaison de la table ou finir à la ponceuse). De plus, j'aimerais que ces pièces puissent sortir avec pas mal de précision : assemblées ensembles elles constitueront un moule pour presser des skateboards (Un bon skateboard doit être parfaitement équilibré)
Et pour finir, j'aimerais bien en apprendre d'avantage sur les possibilités de ma CNC.
Merci
Et pour finir, j'aimerais bien en apprendre d'avantage sur les possibilités de ma CNC.
Merci

maaon- posteur Régulier
- Messages : 114
Points : 192
Date d'inscription : 22/08/2011
Re: meilleure option
![]() nagut Lun 19 Juil 2021 - 17:55
nagut Lun 19 Juil 2021 - 17:55
Il est dans la section Cambam 
est ce que tu a dessiné la forme en format "STL"?
si c'est le cas, un profilage 3D çà doit le faire.
est ce que tu a dessiné la forme en format "STL"?
si c'est le cas, un profilage 3D çà doit le faire.

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: meilleure option
![]() maaon Lun 19 Juil 2021 - 19:08
maaon Lun 19 Juil 2021 - 19:08
Oui, j'ai une version stl.
Je viens de tester et c'est sur la fonction profilage 3d sous cambam que j'ai du mal :
J'ai ouvert mon fichier stl, j'ai défini mon brut, mon diamètre et ma forme de l'outil, mes incréments de passe (Ø8 hémisphérique)
J'ai testé en mettant les paramètrs qui me paraissaient bon et j’obtiens ceci :
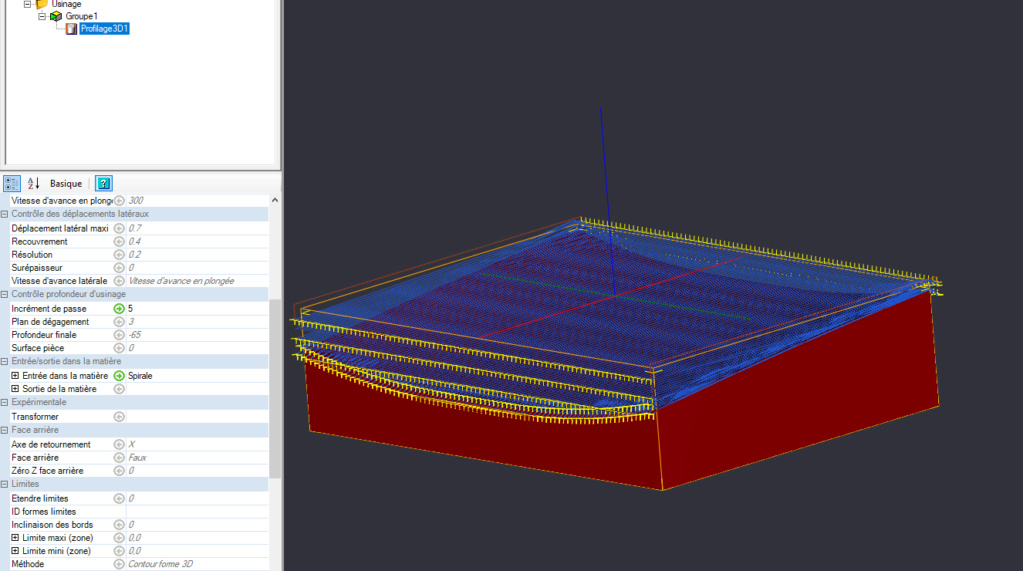
J'ai lu cette page pour me faire une idée : http://www.atelier-des-fougeres.fr/Cambam/Aide/tutorials/3DProfile.htm
Mais ce que je ne saisis pas c'est qu'avec un outil hémisphérique, le temps d'usinage pourrait être extrêmement long, tout dépend de la tangence des surfaces usinées. Comment paramétrer la tolérance des défauts liés à ce paramètre ?
PS : j'ai découpé ma partie basse du moule plus large afin d'avoir moins de tranches à usiner.
Je viens de tester et c'est sur la fonction profilage 3d sous cambam que j'ai du mal :
J'ai ouvert mon fichier stl, j'ai défini mon brut, mon diamètre et ma forme de l'outil, mes incréments de passe (Ø8 hémisphérique)
J'ai testé en mettant les paramètrs qui me paraissaient bon et j’obtiens ceci :

J'ai lu cette page pour me faire une idée : http://www.atelier-des-fougeres.fr/Cambam/Aide/tutorials/3DProfile.htm
Mais ce que je ne saisis pas c'est qu'avec un outil hémisphérique, le temps d'usinage pourrait être extrêmement long, tout dépend de la tangence des surfaces usinées. Comment paramétrer la tolérance des défauts liés à ce paramètre ?
PS : j'ai découpé ma partie basse du moule plus large afin d'avoir moins de tranches à usiner.
Dernière édition par maaon le Lun 19 Juil 2021 - 19:28, édité 4 fois
maaon- posteur Régulier
- Messages : 114
Points : 192
Date d'inscription : 22/08/2011
Re: meilleure option
![]() nagut Lun 19 Juil 2021 - 19:18
nagut Lun 19 Juil 2021 - 19:18
chaque fois que j'en fait, la hauteur pièce est calculée automatiquement;
comme ici

met ton fichier CB et le stl
comme ici

met ton fichier CB et le stl
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: meilleure option
![]() maaon Lun 19 Juil 2021 - 19:33
maaon Lun 19 Juil 2021 - 19:33
STL
CamBam
Voila
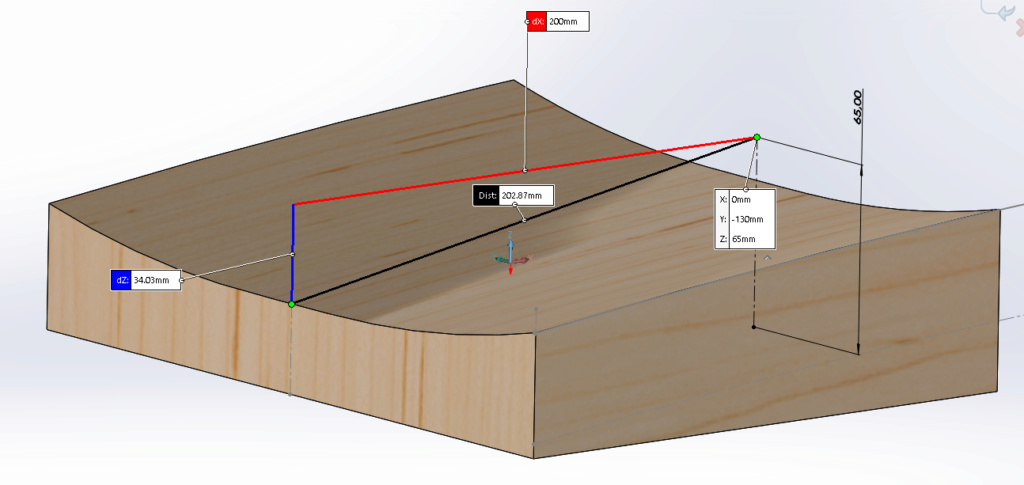
De plus, la profondeur finale calculée par Cambam ne correspond pas à ce que je devrais avoir (je l'ai mesurée sous Solidworks)
Mais j'ai compris pourquoi, c'est parce que l'opération de profilage comprend le contour de ma pièce. Je ne sais pas si il est possible d'usiner que le dessus dans l'opération de profilage et le contour avec un autre outil avec une autre opération d'usinage pour pouvoir changer d'outil.
CamBam
Voila
De plus, la profondeur finale calculée par Cambam ne correspond pas à ce que je devrais avoir (je l'ai mesurée sous Solidworks)
Mais j'ai compris pourquoi, c'est parce que l'opération de profilage comprend le contour de ma pièce. Je ne sais pas si il est possible d'usiner que le dessus dans l'opération de profilage et le contour avec un autre outil avec une autre opération d'usinage pour pouvoir changer d'outil.

maaon- posteur Régulier
- Messages : 114
Points : 192
Date d'inscription : 22/08/2011
Re: meilleure option
![]() nagut Lun 19 Juil 2021 - 20:57
nagut Lun 19 Juil 2021 - 20:57
tu a dans les données du brut une hauteur de 65
mais moi je vois une chose qui cloche dans le prog Machine
dans la simulation avec Camotics on vois la fraise plonger à -65

et on retrouve cette plongée dans le Gcode à la ligne 123145 puis on remonte

pourquoi cette ligne se met la ??
je pense que tu peux supprimer le "Z-60.0"
mais moi je vois une chose qui cloche dans le prog Machine
dans la simulation avec Camotics on vois la fraise plonger à -65

et on retrouve cette plongée dans le Gcode à la ligne 123145 puis on remonte

pourquoi cette ligne se met la ??
je pense que tu peux supprimer le "Z-60.0"
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: meilleure option
![]() maaon Lun 19 Juil 2021 - 21:13
maaon Lun 19 Juil 2021 - 21:13
nagut a écrit:tu a dans les données du brut une hauteur de 65
mais moi je vois une chose qui cloche dans le prog Machine
dans la simulation avec Camotics on vois la fraise plonger à -65
et on retrouve cette plongée dans le Gcode à la ligne 123145 puis on remonte
pourquoi cette ligne se met la ??
je pense que tu peux supprimer le "Z-60.0"
Ce qui m'effraye aussi c'est les 65000 lignes de code ; combien de temps va durer l'usinage ? Sur quel paramètre je dois jouer pour raccourcir le temps d'usinage ? Résolution ou recouvrement ? ou les 2 ?
maaon- posteur Régulier
- Messages : 114
Points : 192
Date d'inscription : 22/08/2011
Re: meilleure option
![]() nagut Lun 19 Juil 2021 - 21:22
nagut Lun 19 Juil 2021 - 21:22
non non, c'est 165000 lignes
avec Camotics, je suis à 8h.30
avec Camotics, je suis à 8h.30
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: meilleure option
![]() maaon Lun 19 Juil 2021 - 21:34
maaon Lun 19 Juil 2021 - 21:34
nagut a écrit:non non, c'est 165000 lignes
avec Camotics, je suis à 8h.30
C'est pour cela que je me demande s'il ne vaut pas mieux que je fasse des "tranches" plus fines et que je les couche sur le côté avec un usinage de contour.
Je ne perd pas de vue que j'ai 40 pièces de ce type à faire (pour des tranches de 50mm et 10 pièces si les tranches font 200mm) Donc un temps total d'usinage de 85h...

maaon- posteur Régulier
- Messages : 114
Points : 192
Date d'inscription : 22/08/2011
Re: meilleure option
![]() nagut Lun 19 Juil 2021 - 21:51
nagut Lun 19 Juil 2021 - 21:51
c'est un peu plus qu'un simple contour
la courbe à l'air inclinée par rapport à Z
la courbe à l'air inclinée par rapport à Z
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: meilleure option
![]() maaon Lun 19 Juil 2021 - 22:40
maaon Lun 19 Juil 2021 - 22:40
nagut a écrit:c'est un peu plus qu'un simple contour
la courbe à l'air inclinée par rapport à Z
Oui, effectivement, il faudrait que je fasse plusieurs contours (par exemple des passes de 2mm de profondeur) pour pouvoir avoir cette inclinaison. J'aurais alors sur cette surface un profil en escalier qu'il me faudra rattraper à l'abrasif...
maaon- posteur Régulier
- Messages : 114
Points : 192
Date d'inscription : 22/08/2011
Re: meilleure option
![]() sangten Mar 20 Juil 2021 - 8:25
sangten Mar 20 Juil 2021 - 8:25
Salut
Tu iras plus vite à la SAR, même en tenant compte de la finition, si tu en as une, et qu'elle dispose d'un plateau inclinable.
Je ne perd pas de vue que j'ai 40 pièces de ce type à faire (pour des tranches de 50mm et 10 pièces si les tranches font 200mm) Donc un temps total d'usinage de 85h...
Tu iras plus vite à la SAR, même en tenant compte de la finition, si tu en as une, et qu'elle dispose d'un plateau inclinable.
_________________
La perfection est atteinte lorsqu'il n'y a plus rien à retirer. Aphorisme Zen
Le monde phénoménal est un geste de l'Ultime (12e Tai Situpa)
Si un moustique se pose sur ton testicule, demande-toi d'abord si la violence est la solution. Proverbe chinois.
sangten- Modérateur
- Messages : 15098
Points : 20510
Date d'inscription : 23/01/2013
Localisation : Tarn et garonne
Re: meilleure option
![]() nagut Mar 20 Juil 2021 - 9:35
nagut Mar 20 Juil 2021 - 9:35
sangten a écrit:Salut
Tu iras plus vite à la SAR, même en tenant compte de la finition, si tu en as une, et qu'elle dispose d'un plateau inclinable.
effectivement, si ce n'est qu'une simple courbe; mème inclinée
je pensais qu'il y avait plusieurs courbe imbriquées. après, çà dépend de la précision requise
l'usinage 3D (2D5 pour les puristes), produit toujours de gros programme
nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 73
Localisation : Haut Jura
Re: meilleure option
![]() Jivé Mar 20 Juil 2021 - 10:21
Jivé Mar 20 Juil 2021 - 10:21
Bonjour
J'ai regardé ce que ça donne en profilage courbes de niveau ébauche + finition, avec une ébauche grossière (tes paramètres), ça met déjà plus de 3 heures...
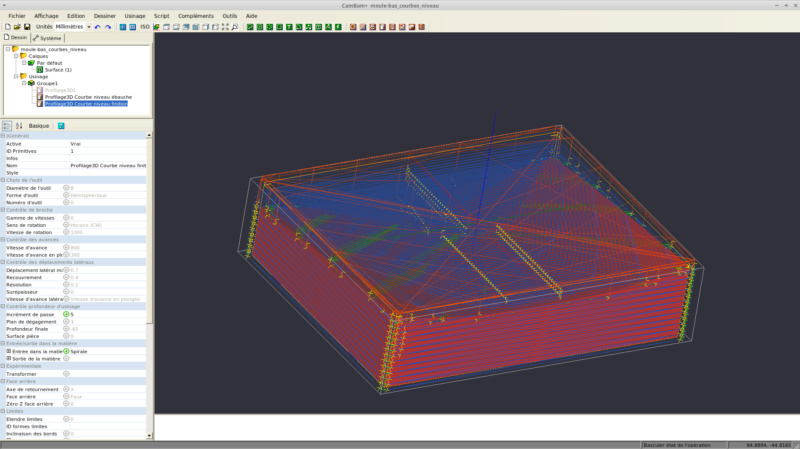
J'ai regardé ce que ça donne en profilage courbes de niveau ébauche + finition, avec une ébauche grossière (tes paramètres), ça met déjà plus de 3 heures...


Jivé- complétement accro
- Messages : 1678
Points : 2718
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon

 Sujets similaires
Sujets similaires» probleme exportation STL 3D
» Système d'aspiration de l'Optimake de Lurem
» Et bien a force d'en entendre du mal, j'ai franchis le cap… POF 1400 ACE - Bosch
» Quelle est la meilleure méthode...
» La plus petite et la meilleure scie à charriot
» Système d'aspiration de l'Optimake de Lurem
» Et bien a force d'en entendre du mal, j'ai franchis le cap… POF 1400 ACE - Bosch
» Quelle est la meilleure méthode...
» La plus petite et la meilleure scie à charriot
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum