






Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
4 participants
Page 1 sur 1

 Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() Neo_Dogo Sam 18 Juil 2020 - 13:23
Neo_Dogo Sam 18 Juil 2020 - 13:23
Jour tout l'monde !
Préambule : je suis une bille en CAO et un newbee en impression 3D. Voilà, les bases sont posées, on peut y aller.
Donc je dessine une pièce sous FreeCad et je veux l'imprimer.
Sauf que ... la pièce que j'obtiens ne respecte pas les côtes données dans le dessin. J'ai en principe des côtes externes OK (exple : protrusion dessinée R=14mm, obtenu un cylindre de 27.95mm), mais dès que je perce, j'obtiens qqch de plus petit (ie côte d'un perçage à R=5 donc en théorie un trou pour passer un M10 et j'obtiens un trou mesuré à 5.6 ; je fais une pocket avec R=8mm et j'ai un trou de 15.5mm...).
Une idée pour obtenir ce que je veux ?
Pascal
Préambule : je suis une bille en CAO et un newbee en impression 3D. Voilà, les bases sont posées, on peut y aller.
Donc je dessine une pièce sous FreeCad et je veux l'imprimer.
Sauf que ... la pièce que j'obtiens ne respecte pas les côtes données dans le dessin. J'ai en principe des côtes externes OK (exple : protrusion dessinée R=14mm, obtenu un cylindre de 27.95mm), mais dès que je perce, j'obtiens qqch de plus petit (ie côte d'un perçage à R=5 donc en théorie un trou pour passer un M10 et j'obtiens un trou mesuré à 5.6 ; je fais une pocket avec R=8mm et j'ai un trou de 15.5mm...).
Une idée pour obtenir ce que je veux ?
Pascal

Neo_Dogo- complétement accro

- Messages : 2164
Points : 2259
Date d'inscription : 24/09/2017
Age : 57
Localisation : Narbonne

Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() ramses Sam 18 Juil 2020 - 15:58
ramses Sam 18 Juil 2020 - 15:58
Bonjour à tous,
il y a bien toujours un diametre un rien plus faible sur des trous de faible diamètre, mais pas dans ces proportions. Néanmoins ... il faut se prévenir de certaines "misères" avant d'aller plus loin !
- Ne pas oublier de faire un léger chanfrein à chaque extrémité du "trou" et particulièrement sur la première couche imprimée car en fonction du réglage de l'écrasement" en Z de la première couche, le diamètre résiduel sera +/- réduit !
- Se limiter à 2 périmètres pour une parois verticale donnera un diamètre plus réduit pour de petit diamètre interne que lorsqu'on construit cette parois avec 3 périmètres voir 4 !
- Ces 2 points sont liées au fait qu'en petit diamètre, on "coule" beaucoup de plastique sur une petite surface/diamètre en ne lui laissant pas le temps de bien refroidir ce qui rend le positionnement des lignes moins "stable" ! Pour ma part, en PETG par couche de 200µm sur de petits diamètres, je passe la vitesse du ventilo à 120, ca aide vachement !
-Un dernier point important !!! prendre la peine de mesurer le plus précisément possible le diamètre du filament et de le renseigner à votre trancheur. Et quand je parle de diamètre, il faut le faire dans les 2 axes pour s'assurer que le filament n'est pas ovalisé mais bien rond ! Si c'est le cas, encoder la valeur moyenne des 2 mesures pour que le trancheur adapte au mieux la vitesse d'avance ! Et pour la mesure du diamètre, préférez un palmer plutôt qu'un pied a coulisse bon marché, d'autant qu'on en trouve d'occas à vil prix sur le net. Quand je parle de palmer, je parle de ceci :

Bien à vous tous
il y a bien toujours un diametre un rien plus faible sur des trous de faible diamètre, mais pas dans ces proportions. Néanmoins ... il faut se prévenir de certaines "misères" avant d'aller plus loin !
- Ne pas oublier de faire un léger chanfrein à chaque extrémité du "trou" et particulièrement sur la première couche imprimée car en fonction du réglage de l'écrasement" en Z de la première couche, le diamètre résiduel sera +/- réduit !
- Se limiter à 2 périmètres pour une parois verticale donnera un diamètre plus réduit pour de petit diamètre interne que lorsqu'on construit cette parois avec 3 périmètres voir 4 !
- Ces 2 points sont liées au fait qu'en petit diamètre, on "coule" beaucoup de plastique sur une petite surface/diamètre en ne lui laissant pas le temps de bien refroidir ce qui rend le positionnement des lignes moins "stable" ! Pour ma part, en PETG par couche de 200µm sur de petits diamètres, je passe la vitesse du ventilo à 120, ca aide vachement !
-Un dernier point important !!! prendre la peine de mesurer le plus précisément possible le diamètre du filament et de le renseigner à votre trancheur. Et quand je parle de diamètre, il faut le faire dans les 2 axes pour s'assurer que le filament n'est pas ovalisé mais bien rond ! Si c'est le cas, encoder la valeur moyenne des 2 mesures pour que le trancheur adapte au mieux la vitesse d'avance ! Et pour la mesure du diamètre, préférez un palmer plutôt qu'un pied a coulisse bon marché, d'autant qu'on en trouve d'occas à vil prix sur le net. Quand je parle de palmer, je parle de ceci :
Bien à vous tous

ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() ramses Sam 18 Juil 2020 - 16:08
ramses Sam 18 Juil 2020 - 16:08
Ah, j'oubliais ! au fil du temps, je me suis fait un tableau Exell reprenant les standards du M2,5 à M10. Pour chacun, j'y ai repris les D à donner dans freeCad pour un passage libre serrant, pour un passage libre plus "lâche", pour un taraudage en 3 passes, pour encastrer un tête hexagonale ou un écrou hexagonal, la hauteur des différents types de tête, ... bref, tout ce dont on a besoin lorsqu'on est occupé à dessiner dans FreeCad ! Et ceci pour le PETG (tjs le même) que j'utilise en 200µm et en 4 périmètres.
ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() Neo_Dogo Sam 18 Juil 2020 - 19:57
Neo_Dogo Sam 18 Juil 2020 - 19:57
Salut Ramses et merci pour ta réponse.
Je sais (merci les pommes !) que tu maîtrises grave FreeCad et l'impression. Aussi j'ai bien lu et relu (et re re lu ...) ta réponse.
Bon, si j'ai bien capté pour le point 1 (le chanfrein était fait ...), tu m'as carrément paumé (sans jeu de mot avec le début !) avec le point 2.
Je sais ce qu'est un périmètre (donc déjà ça c'est une base qu'on va pouvoir exploiter), mais comment tu les multiplies ???
Mettons que je veuille faire un tube. Je fais un cercle dans une esquisse et ensuite je l'expanse. J'ai un cylindre.
Je prends une face terminale de mon cylindre, j'y refais une esquisse avec un cercle plus petit et centré et j'en fais une poche. J'ai que deux périmètres (deux esquisses avec chacune un cercle).
Si t'as une explication plus ... visuelle, je suis preneur !
Point 3 : comment tu touches à ton ventilo uniquement pour les petits diamètres ? Tu édites ton Gcode à la mano cause dans Cura, je vois pas trop comment le faire en auto (d'un autre côté, je suis très très loin de maîtriser Cura ...)
Pascal
Je sais (merci les pommes !) que tu maîtrises grave FreeCad et l'impression. Aussi j'ai bien lu et relu (et re re lu ...) ta réponse.
Bon, si j'ai bien capté pour le point 1 (le chanfrein était fait ...), tu m'as carrément paumé (sans jeu de mot avec le début !) avec le point 2.
Je sais ce qu'est un périmètre (donc déjà ça c'est une base qu'on va pouvoir exploiter), mais comment tu les multiplies ???
Mettons que je veuille faire un tube. Je fais un cercle dans une esquisse et ensuite je l'expanse. J'ai un cylindre.
Je prends une face terminale de mon cylindre, j'y refais une esquisse avec un cercle plus petit et centré et j'en fais une poche. J'ai que deux périmètres (deux esquisses avec chacune un cercle).
Si t'as une explication plus ... visuelle, je suis preneur !
Point 3 : comment tu touches à ton ventilo uniquement pour les petits diamètres ? Tu édites ton Gcode à la mano cause dans Cura, je vois pas trop comment le faire en auto (d'un autre côté, je suis très très loin de maîtriser Cura ...)
Pascal
Neo_Dogo- complétement accro
- Messages : 2164
Points : 2259
Date d'inscription : 24/09/2017
Age : 57
Localisation : Narbonne
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() Hervé-34 Sam 18 Juil 2020 - 20:06
Hervé-34 Sam 18 Juil 2020 - 20:06
Salut !!
Alors, moi, le tout petitou, je vais expliquer le truc
des périmètres !!
DANS ton trancheur, tu as la possibilité de mettre autant de
"périmètres " que tu veux ! c'est a dire que ton imprimante
fait le 1er à dia 5mm par exemple, puis un autre collé au premier
( vers l'extérieur hein !! ) puis un autre, etc etc suivant le nombre
de "périmètres " que tu as indiqué dans ton trancheur !
en fait plus le nombre de périmètres est grand, plus le " trou" est solide
et tu peux mieux le fileter ou le repercer si il a 3 périmètres que 1 seul !!
Hervé
Alors, moi, le tout petitou, je vais expliquer le truc
des périmètres !!
DANS ton trancheur, tu as la possibilité de mettre autant de
"périmètres " que tu veux ! c'est a dire que ton imprimante
fait le 1er à dia 5mm par exemple, puis un autre collé au premier
( vers l'extérieur hein !! ) puis un autre, etc etc suivant le nombre
de "périmètres " que tu as indiqué dans ton trancheur !
en fait plus le nombre de périmètres est grand, plus le " trou" est solide
et tu peux mieux le fileter ou le repercer si il a 3 périmètres que 1 seul !!
Hervé

Hervé-34- complétement accro
- Messages : 4608
Points : 5827
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() dh42 Sam 18 Juil 2020 - 20:16
dh42 Sam 18 Juil 2020 - 20:16
Salut,
Si je ne me trompe pas, ce que Denis veux dire par périmètre, c'est le nombre de couches horizontales de filament qui constituent les "murs" de ta pièce, le reste étant du remplissage (en orange). Ça ne se règle pas dans FreeCAD mais dans ton trancheur.

++
David
Si je ne me trompe pas, ce que Denis veux dire par périmètre, c'est le nombre de couches horizontales de filament qui constituent les "murs" de ta pièce, le reste étant du remplissage (en orange). Ça ne se règle pas dans FreeCAD mais dans ton trancheur.

++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() Neo_Dogo Sam 18 Juil 2020 - 20:23
Neo_Dogo Sam 18 Juil 2020 - 20:23
Oui donc paramétrer Cura pour augmenter l'épaisseur des murs ?
Pascal
Pascal
Neo_Dogo- complétement accro
- Messages : 2164
Points : 2259
Date d'inscription : 24/09/2017
Age : 57
Localisation : Narbonne
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() ramses Sam 18 Juil 2020 - 20:57
ramses Sam 18 Juil 2020 - 20:57
Bonsoir à tous,
(Pascal, tu as un MP !)
merci à Hervé et à David d'avoir complété ma réponse concernant les périmètres. Effectivement, c'est sous cette dénomination "périmètres" que PrusaSlicer les définit pour former une parois. Et c'est ce nombre de périmètres qui va définir l'épaisseur réelle de la parois. (je pensais que tu utilisais PrusaSlicer comme trancheur, désolé !)
Personnellement, j'y pense toujours quand je dessine la pièce mais j'oublie chaque fois de le paramétrer dans le trancheur ! Comme mon MK3S me permet d'aller modifier ce paramètre pendant l'impression, ben je fais la modif une fois l'impression commencée ! Oui, je sais, c'est pas "élégant", mais bon ... on ne se refait pas !
chaque fois de le paramétrer dans le trancheur ! Comme mon MK3S me permet d'aller modifier ce paramètre pendant l'impression, ben je fais la modif une fois l'impression commencée ! Oui, je sais, c'est pas "élégant", mais bon ... on ne se refait pas !
On pourrait également, dans le trancheur, aller définir des zones spécifique niveau ventilation et autres trucs mais je ne veux pas "m'emmerder" à me compliquer la vie ! Je garde cette possibilité pour les cas ou je ne sais pas faire autrement comme des supports specifiques ou autres trucs mais j'essaye toujours d'éviter ... on arrive à un age ou on veut que ce soit le plus simple possible ou, dit autrement, le moins compliqué possible
! Je garde cette possibilité pour les cas ou je ne sais pas faire autrement comme des supports specifiques ou autres trucs mais j'essaye toujours d'éviter ... on arrive à un age ou on veut que ce soit le plus simple possible ou, dit autrement, le moins compliqué possible 
 !!!
!!!
(Pascal, tu as un MP !)
merci à Hervé et à David d'avoir complété ma réponse concernant les périmètres. Effectivement, c'est sous cette dénomination "périmètres" que PrusaSlicer les définit pour former une parois. Et c'est ce nombre de périmètres qui va définir l'épaisseur réelle de la parois. (je pensais que tu utilisais PrusaSlicer comme trancheur, désolé !)
Deux solutions sont possibles ! soit on le paramètre dans le trancheur, soit on en modifie la valeur pendant l'impression sur la machine.Neo_Dogo a écrit:Point 3 : comment tu touches à ton ventilo uniquement pour les petits diamètres ? Tu édites ton Gcode à la mano cause dans Cura, je vois pas trop comment le faire en auto (d'un autre côté, je suis très très loin de maîtriser Cura ...)
Personnellement, j'y pense toujours quand je dessine la pièce mais j'oublie
On pourrait également, dans le trancheur, aller définir des zones spécifique niveau ventilation et autres trucs mais je ne veux pas "m'emmerder" à me compliquer la vie
ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() Neo_Dogo Sam 18 Juil 2020 - 21:40
Neo_Dogo Sam 18 Juil 2020 - 21:40
Ouaip donc soit tu y penses et tu (surtout) sais comment définir des zones à traiter spécifiquement dans le slicer soit ... tu passes ta soirée devant ton imprimante (enfin ton début de soirée, ça concerne que les premières couches au final...)ramses a écrit:Deux solutions sont possibles ! soit on le paramètre dans le trancheur, soit on en modifie la valeur pendant l'impression sur la machine.
Mouai là aussi ... quand on voit ce que ton âge avancé t'autorise encore à faire ... Moi tu m'as simplement scotché avec ta pompe péristaltique ...ramses a écrit:on arrive à un age ou on veut que ce soit le plus simple possible ou, dit autrement, le moins compliqué possible
Pascal
Neo_Dogo- complétement accro
- Messages : 2164
Points : 2259
Date d'inscription : 24/09/2017
Age : 57
Localisation : Narbonne
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() ramses Sam 18 Juil 2020 - 22:35
ramses Sam 18 Juil 2020 - 22:35
Re,
 :
:
- soit tu modifies la vitesse du ventilo dans le slicer pour toute la durée de l'impression et tu sors ton Gcode.
- soit tu modifies la vitesse du ventilo sur l'imprimante une fois l'impression démarrée. Et pas besoin de "passer" la soirée devant l'imprimante, juste attendre que les 3 premières couches soient imprimées et ensuite tu peux augmenter la ventilation. Important d'attendre que ces 3 couches soient imprimées avant d'imposer une ventil à 120 sans quoi la pièce risque de ne pas bien se "coller" au lit !
Mais dans les 2 cas, tu peux laisser ainsi durant toute l'impression, tout au moins durant l'impression de tout ce qui est "petit" en diamètre ! Pour ma part, je ne "m'emmerde" pas, je "monte" la ventilation à 120 (sur 255 ) sur l'imprimante une fois les 3 premieres couches imprimées et c'est parti ainsi jusqu'au bout de l'impression ! Et pas de tracas, ca marche à chaque fois !
Je pratique aussi de cette façon pour tout ce qui vraiment petit en surface, tant structure que remplissage. Rien à faire, quand les surfaces imprimées sont petites, elles solidifient moins vite !!! Je prendrai pour exemple l'impression d'un simple bouton de serrage en M5 comme sur la photo ci-dessous!

Si je l'imprime seul comme à gauche sur la photo et que je ne pousse pas la ventilation, la pièce sera imprimée mais niveau qualité ... ca ne sera pas le top !
Par contre, si j'imprime ce même bouton mais en plusieurs exemplaires comme sur la droite de la photo, j'ai la garantie d'obtenir une impression de qualité car chaque couche de chaque bouton a le temps de refroidir le temps de passer d'un bouton à l'autre.
Faites l'essai, c'est impressionnant de voir comment l'impression se comporte quand elle imprime le remplissage ... si on est trop chaud on voit des "fils qui merdent" et qui se décrochent à tout va. Par contre, dès que la ventilation fonctionne ou qu'on est en multi-impression, tout se passe normalement !
Bien à vous tous
non, pas besoin de se compliquer la vieNeo_Dogo a écrit:Ouaip donc soit tu y penses et tu (surtout) sais comment définir des zones à traiter spécifiquement dans le slicer soit ... tu passes ta soirée devant ton imprimante (enfin ton début de soirée, ça concerne que les premières couches au final...)
:- soit tu modifies la vitesse du ventilo dans le slicer pour toute la durée de l'impression et tu sors ton Gcode.
- soit tu modifies la vitesse du ventilo sur l'imprimante une fois l'impression démarrée. Et pas besoin de "passer" la soirée devant l'imprimante, juste attendre que les 3 premières couches soient imprimées et ensuite tu peux augmenter la ventilation. Important d'attendre que ces 3 couches soient imprimées avant d'imposer une ventil à 120 sans quoi la pièce risque de ne pas bien se "coller" au lit !
Mais dans les 2 cas, tu peux laisser ainsi durant toute l'impression, tout au moins durant l'impression de tout ce qui est "petit" en diamètre ! Pour ma part, je ne "m'emmerde" pas, je "monte" la ventilation à 120 (sur 255 ) sur l'imprimante une fois les 3 premieres couches imprimées et c'est parti ainsi jusqu'au bout de l'impression ! Et pas de tracas, ca marche à chaque fois !
Je pratique aussi de cette façon pour tout ce qui vraiment petit en surface, tant structure que remplissage. Rien à faire, quand les surfaces imprimées sont petites, elles solidifient moins vite !!! Je prendrai pour exemple l'impression d'un simple bouton de serrage en M5 comme sur la photo ci-dessous!

Si je l'imprime seul comme à gauche sur la photo et que je ne pousse pas la ventilation, la pièce sera imprimée mais niveau qualité ... ca ne sera pas le top !
Par contre, si j'imprime ce même bouton mais en plusieurs exemplaires comme sur la droite de la photo, j'ai la garantie d'obtenir une impression de qualité car chaque couche de chaque bouton a le temps de refroidir le temps de passer d'un bouton à l'autre.
Faites l'essai, c'est impressionnant de voir comment l'impression se comporte quand elle imprime le remplissage ... si on est trop chaud on voit des "fils qui merdent" et qui se décrochent à tout va. Par contre, dès que la ventilation fonctionne ou qu'on est en multi-impression, tout se passe normalement !
Bien à vous tous
ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() dh42 Sam 18 Juil 2020 - 22:55
dh42 Sam 18 Juil 2020 - 22:55
Sur S3D il y a justement un réglage qui permet de limiter la V d'impression si une couche met moins de x secondes pour s'imprimer, ça permet justement d'éviter ce genre de problème ... c'est très efficace ... et entièrement automatique.
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() ramses Sam 18 Juil 2020 - 23:54
ramses Sam 18 Juil 2020 - 23:54
Salut David,
sur mon trancheur aussi mais ... le truc n'est pas toujours très efficace en fonction des cas !
sur mon trancheur aussi mais ... le truc n'est pas toujours très efficace en fonction des cas !
ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() dh42 Dim 19 Juil 2020 - 0:15
dh42 Dim 19 Juil 2020 - 0:15
Pour ma part, ça semble bien fonctionner ; en fait l'option est toujours active.
un exemple sur un cône ; la V normale est de 70mm/s pour la partie basse en vert puis elle baisse progressivement pour que chaque couche dure au moins 5s sans toutefois descendre en dessous de 20% de la V nominale (avec ces réglages)
Au début sans cette option, je n'arrivais pas à imprimer les pièces "pointues", ça me faisait une sorte de tire-bouchon à la place de la pointe, voir même la pointe "s'effondrait" ..
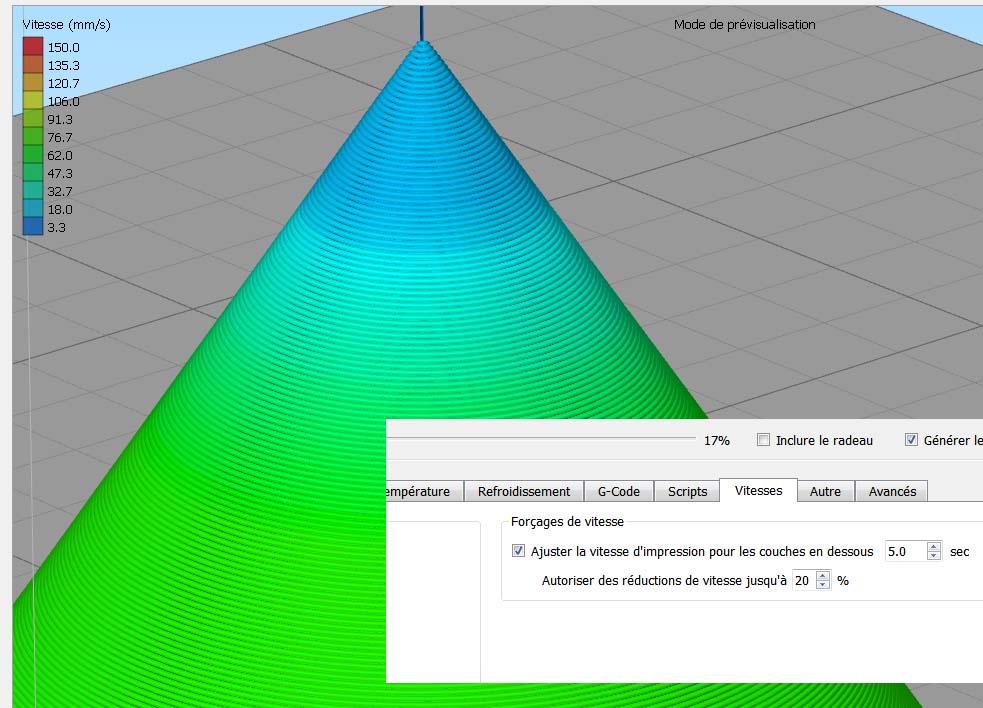
Sans cette option, impossible d'imprimer la "bestiole" test de J-Max par exemple .. ou seulement à une vitesse très lente. En plus de ça sur la D200 le système de ventilation n'est pas terrible (ça ne souffle que d'un coté) et il n'est pas possible de changer la vitesse du ventilo en cours de route. (de toute façon, à part pour la 1ière couche, il est tout le temps à fond)
++
David
un exemple sur un cône ; la V normale est de 70mm/s pour la partie basse en vert puis elle baisse progressivement pour que chaque couche dure au moins 5s sans toutefois descendre en dessous de 20% de la V nominale (avec ces réglages)
Au début sans cette option, je n'arrivais pas à imprimer les pièces "pointues", ça me faisait une sorte de tire-bouchon à la place de la pointe, voir même la pointe "s'effondrait" ..

Sans cette option, impossible d'imprimer la "bestiole" test de J-Max par exemple .. ou seulement à une vitesse très lente. En plus de ça sur la D200 le système de ventilation n'est pas terrible (ça ne souffle que d'un coté) et il n'est pas possible de changer la vitesse du ventilo en cours de route. (de toute façon, à part pour la 1ière couche, il est tout le temps à fond)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() ramses Dim 19 Juil 2020 - 20:06
ramses Dim 19 Juil 2020 - 20:06
Bonsoir à tous,
David, grand merci d'avoir insister. Le test sur le cône que tu nous exposes donne bien l'évolution de la vitesse d'impression. A ce niveau, j'ai "tranché" un cône sensiblement le même que celui que tu présentes. Manifestement, Prusaslicer fait sensiblement la même chose si ce n'est dans des "proportions" différentes puisque la machine n'est ps la même ! Donc, pas de problème niveau "adaptation" de la vitesse !
Par contre, ca m'a poussé à "gratter" plus avant toujours sur ce cône... j'ai contrôlé l'évolution de la vitesse de ventilation en fonction de la hauteur de la couche et la ... BINGO !!! Absence d'évolution de la ventilation, vitesse constante !!! je comprends maintenant pourquoi je devais faire des corrections "manuellement" !
Si je m'étais imposé de les corriger dans le trancheur plutôt que sur l'imprimante une fois l'impression commencée, j'aurais constaté que le paramétrage de mes filaments PETG n'étaient pas bons ! En fait, j'ai repris ma config "taillée sur mesure" au fil de mes essais avec mon PETG" (3DFil) avec une seule erreur ... la vitesse de ventilation est restée paramétrée dans la fourchette 30% à 50% !!! Autant la valeur max de la fourchette tient la route pour une impression "normale" autant c'est trop "court" pour les couches à faible temps d'impression !
Je viens de faire 2 petits essais en augmentant la valeur max et en réduisant un poil le temps définissant les seuils de refroidissement ! La correction se fait maintenant automatiquement et "efficacement" !
C'est donc "dans la poche" ! Il me reste à modifier la bonne 20aine de préréglages de l'ensemble de mes PETG de dif couleurs, tous en erreur puisque créés sur base du préréglages comportant l'erreur ! J'aurai probablement de petites retouches à faire au fil de mes impressions et des éventuels corretifs nécessaire, mais au moins je sais maintenant quoi et comment corriger .
Encore un grand merci à toi David d'avoir insister , car ça m'a permis de découvrir mon erreur !
, car ça m'a permis de découvrir mon erreur !
Bien à vous tous
151
David, grand merci d'avoir insister. Le test sur le cône que tu nous exposes donne bien l'évolution de la vitesse d'impression. A ce niveau, j'ai "tranché" un cône sensiblement le même que celui que tu présentes. Manifestement, Prusaslicer fait sensiblement la même chose si ce n'est dans des "proportions" différentes puisque la machine n'est ps la même ! Donc, pas de problème niveau "adaptation" de la vitesse !
Par contre, ca m'a poussé à "gratter" plus avant toujours sur ce cône... j'ai contrôlé l'évolution de la vitesse de ventilation en fonction de la hauteur de la couche et la ... BINGO !!! Absence d'évolution de la ventilation, vitesse constante !!! je comprends maintenant pourquoi je devais faire des corrections "manuellement" !
Si je m'étais imposé de les corriger dans le trancheur plutôt que sur l'imprimante une fois l'impression commencée, j'aurais constaté que le paramétrage de mes filaments PETG n'étaient pas bons ! En fait, j'ai repris ma config "taillée sur mesure" au fil de mes essais avec mon PETG" (3DFil) avec une seule erreur ... la vitesse de ventilation est restée paramétrée dans la fourchette 30% à 50% !!! Autant la valeur max de la fourchette tient la route pour une impression "normale" autant c'est trop "court" pour les couches à faible temps d'impression !
Je viens de faire 2 petits essais en augmentant la valeur max et en réduisant un poil le temps définissant les seuils de refroidissement ! La correction se fait maintenant automatiquement et "efficacement" !
C'est donc "dans la poche" ! Il me reste à modifier la bonne 20aine de préréglages de l'ensemble de mes PETG de dif couleurs, tous en erreur puisque créés sur base du préréglages comportant l'erreur ! J'aurai probablement de petites retouches à faire au fil de mes impressions et des éventuels corretifs nécessaire, mais au moins je sais maintenant quoi et comment corriger .
Encore un grand merci à toi David d'avoir insister
Bien à vous tous
151
ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() dh42 Dim 19 Juil 2020 - 22:31
dh42 Dim 19 Juil 2020 - 22:31
Salut,
Lol, et bien moi ça m'a incité à chercher dans S3D s'il y avait un paramètre concernant cette variation de ventilation ... et c'est bien le cas ; j'en ai même 2 ; un qui permet de changer la vitesse en fonction de la couche ; ce n'est pas progressif, tu définis explicitement quelle vitesse à utiliser à partir de telle couche ; par exemple, dans mes réglages, la 1ière couche est faite avec 1% de ventilation (arrêté en fait, mais il ne veut pas de 0) puis ça passe à 100% dès la 2ième couche.
Le 2ième réglage rappelle celui pour la vitesse d'impression car il est aussi basé sur un temps d'impression mini d'une couche. Bon, pour moi ce n'est guère utilisable, car le ventilo doit impérativement tourner à 100% le plus souvent possible, et la 1ière couche avec ventilo arrêté peut vite devenir un problème si cette 1ière couche est trop longue ... mais c'est bon à savoir le jour ou j'aurais une Prussa  ...
...

Tu a un réglage différent pour chaque couleur ?
++
David
Par contre, ca m'a poussé à "gratter" plus avant toujours sur ce cône... j'ai contrôlé l'évolution de la vitesse de ventilation en fonction de la hauteur de la couche et la ... BINGO !!! Absence d'évolution de la ventilation, vitesse constante !!! je comprends maintenant pourquoi je devais faire des corrections "manuellement" !
Lol, et bien moi ça m'a incité à chercher dans S3D s'il y avait un paramètre concernant cette variation de ventilation ... et c'est bien le cas ; j'en ai même 2 ; un qui permet de changer la vitesse en fonction de la couche ; ce n'est pas progressif, tu définis explicitement quelle vitesse à utiliser à partir de telle couche ; par exemple, dans mes réglages, la 1ière couche est faite avec 1% de ventilation (arrêté en fait, mais il ne veut pas de 0) puis ça passe à 100% dès la 2ième couche.
Le 2ième réglage rappelle celui pour la vitesse d'impression car il est aussi basé sur un temps d'impression mini d'une couche. Bon, pour moi ce n'est guère utilisable, car le ventilo doit impérativement tourner à 100% le plus souvent possible, et la 1ière couche avec ventilo arrêté peut vite devenir un problème si cette 1ière couche est trop longue
... mais c'est bon à savoir le jour ou j'aurais une Prussa 
Il me reste à modifier la bonne 20aine de préréglages de l'ensemble de mes PETG de dif couleurs
Tu a un réglage différent pour chaque couleur ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() ramses Lun 20 Juil 2020 - 0:11
ramses Lun 20 Juil 2020 - 0:11
Re,
ben finalement, bonne pioche pour tous le monde !
Renseigner le diamètre exacte du filament dans le trancheur, si ca semble à première vue du "poildecutage", c'est vraiment important au niveau de la qualité de l'impression et aussi sur la première couche ! J'avais d'ailleurs été très surpris les premières fois ou j'ai fais des corrections !
Et quand j'ai un doute sur une impression avec une bobine "bien" entamée, je n'hésite pas à sortir le palmer pour voir si c'est toujours la même mesure et s'il n'est pas ovalisé !
Bien à vous tous
ben finalement, bonne pioche pour tous le monde !
En fait oui, car pour chaque filament, si l'ensemble des réglages reste le même, y'a juste le diamètre qui "change/peut changer" pour chaque bobine entamée ! J'ai donc une "volée" de PETG 3DFilCZ que je classe par couleurs puisque, au plus, je n'ai qu'une bobine entamée par couleurs !(l'en reste 2 ou 3 en transparent coloré pas encore testés en impression)dh42 a écrit: Tu as un réglage différent pour chaque couleur ?
Renseigner le diamètre exacte du filament dans le trancheur, si ca semble à première vue du "poildecutage", c'est vraiment important au niveau de la qualité de l'impression et aussi sur la première couche ! J'avais d'ailleurs été très surpris les premières fois ou j'ai fais des corrections !
Et quand j'ai un doute sur une impression avec une bobine "bien" entamée, je n'hésite pas à sortir le palmer pour voir si c'est toujours la même mesure et s'il n'est pas ovalisé !
Bien à vous tous
Dernière édition par ramses le Lun 20 Juil 2020 - 11:59, édité 1 fois
ramses- complétement accro
- Messages : 2018
Points : 2540
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Dessin FreeCad , imprssion Alfawise U20 : respect des côtes ...
![]() dh42 Lun 20 Juil 2020 - 1:28
dh42 Lun 20 Juil 2020 - 1:28
Salut
Oui, ça ne m'étonne guère ; si on fait le calcul:
de 1.75 à 172 par exemple > 3/100mm d'écart soit seulement 1.7% sur le Ø .... mais ramené en volume de filament ça fait une erreur de 3.37%
10mm de filament en 1.75 > 24.05mm3 de matière
10mm de filament en 1.72 > 23.24mm3 de matière soit 96.6% de la valeur nominal pour du 1.75 (donc 3.37% de matière manquante)
une fois ramené à 0.4mm de Ø en sortie de buse, avec 24.05mm3 de matière on obtiens 191.5mm de filament en 0.4 (pour un flux réglé à 100%)
mais avec 23.24mm3 on en obtiens 185mm de long en 0.4 ... ces 6.5mm qui manquent tous les ~190mm doivent forcément passer quelque part (ou manquer quelque part) ... même une "erreur" de 3.4% en volume à donc forcément des conséquences, d'autant plus qu'elle est cumulative.
Je trouve même presque étonnant que l'on puisse faire des pièces aussi précises avec un boudin de plastique fondu .. (même avec ma "casserole" !)
Bon, moi je ne suis pas trop embêté avec les réglages ... je n'ai que 3 bobines ! , du même filament mais de 3 couleurs différentes (rouge, noir, bleu) .... et c'est toujours les mêmes depuis aout 2016 (et elles sont loin d'être finies)
(et elles sont loin d'être finies)
++
David
Renseigner le diamètre exacte du filament dans le trancheur, si ca semble à première vue du "poildecutage", c'est vraiment important au niveau de la qualité de l'impression et aussi sur la première couche ! J'avais d'ailleurs été très surpris les premières fois ou j'ai fais des corrections !
Oui, ça ne m'étonne guère ; si on fait le calcul:
de 1.75 à 172 par exemple > 3/100mm d'écart soit seulement 1.7% sur le Ø .... mais ramené en volume de filament ça fait une erreur de 3.37%
10mm de filament en 1.75 > 24.05mm3 de matière
10mm de filament en 1.72 > 23.24mm3 de matière soit 96.6% de la valeur nominal pour du 1.75 (donc 3.37% de matière manquante)
une fois ramené à 0.4mm de Ø en sortie de buse, avec 24.05mm3 de matière on obtiens 191.5mm de filament en 0.4 (pour un flux réglé à 100%)
mais avec 23.24mm3 on en obtiens 185mm de long en 0.4 ... ces 6.5mm qui manquent tous les ~190mm doivent forcément passer quelque part (ou manquer quelque part) ... même une "erreur" de 3.4% en volume à donc forcément des conséquences, d'autant plus qu'elle est cumulative.
Je trouve même presque étonnant que l'on puisse faire des pièces aussi précises avec un boudin de plastique fondu ..
Bon, moi je ne suis pas trop embêté avec les réglages ... je n'ai que 3 bobines ! , du même filament mais de 3 couleurs différentes (rouge, noir, bleu) .... et c'est toujours les mêmes depuis aout 2016
(et elles sont loin d'être finies)++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25653
Points : 38362
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Contenu sponsorisé

 Sujets similaires
Sujets similaires» Utilisation de variables dans un dessin Freecad
» Pourquoi faire complique, lorsqu'on peut faire simple.....
» CNC-Step? Ou Sorotec...
» une alfawise U20 et U20one
» Une Alfawise U20 pour commencer à débuter de m'initier ....
» Pourquoi faire complique, lorsqu'on peut faire simple.....
» CNC-Step? Ou Sorotec...
» une alfawise U20 et U20one
» Une Alfawise U20 pour commencer à débuter de m'initier ....
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum