






tigmig synergic mig mig-205
+3
majestic12
dh42
c.phili
7 participants
Page 1 sur 1

 tigmig synergic mig mig-205
tigmig synergic mig mig-205
![]() c.phili Lun 6 Fév 2012 - 8:46
c.phili Lun 6 Fév 2012 - 8:46
Bonjour a tous
J’ai investi il y a un moment, dans l’achat d’un post MIG-MAG,
La Bête
Ce poste est de belle présentation, la finition est parfaite et il est apparemment assez résistant.
Il est donné pour un poste ‘’pro’’ mais comme je dis souvent « le papier se laisse écrire ».

Le prix de ce poste sur EBay varie, quand j’ai acheté le mien il était à 480 € en achat immédiat, FDP compris, depuis je l’ai vu monter jusqu'à 700 €, probablement après des ventes aux enchères jugées trop basses. J’ai même pu l’apercevoir dans d’autres marques atteignant les 1000€, avec quelque petite différence mais trop ressemblant pour ne pas être le même.
Les FDP sont des fois compris, d’autres fois en plus, une chose à vérifier avant de se lancer.
Quoi qu’il en soit j’estime avoir eu le mien à bon prix.

Le vendeur est Italien, très sympa, il répond aux mails et est très sérieux, pas de triche sur les enchères pour se rapprocher du prix normal comme certain vendeur, je l’ai payé le mardi et reçu le vendredi de la même semaine.
Les données du constructeur :
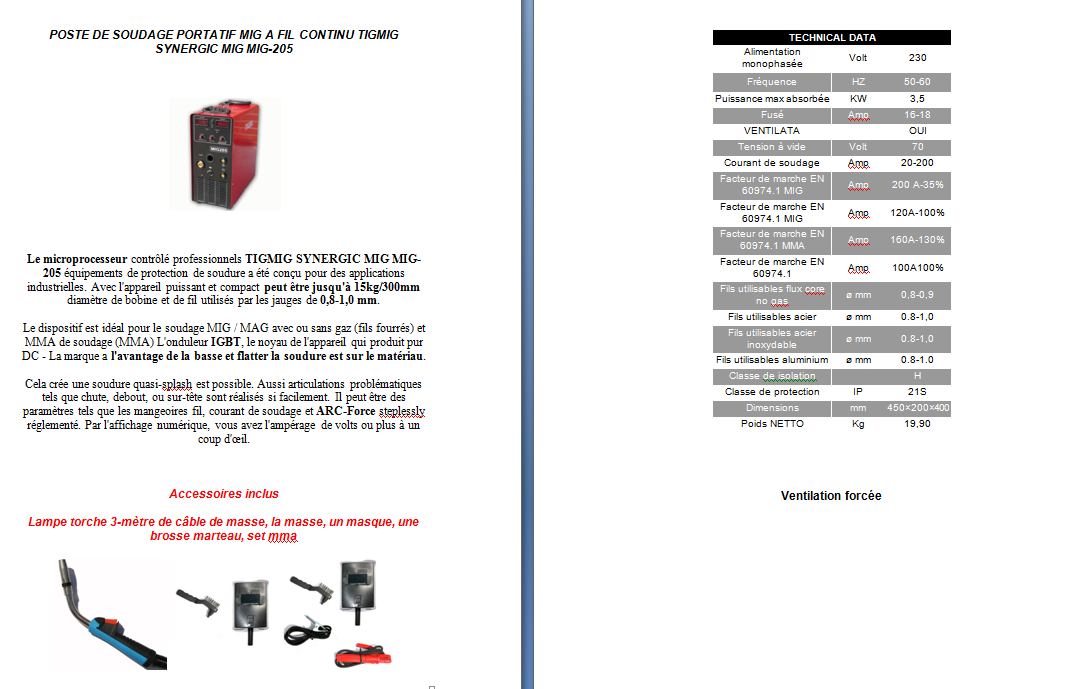
Petite erreur au niveau des dimensions, en réalité il est un peu plus gros que dans les caractéristiques données, il fait en réalité HxLxl 530x520x240.
Première modification.
Comme on peut le constater, il n’y a aucun bouton marche/arrêt en façade, l’allumage se fait au fusible situé à l’arrière du poste, pas pratique dans mon cas et je pense qu’à long terme c’est source d’ennuis. Je ne pense pas qu’un disjoncteur soit vraiment étudié pour une manipulation régulière.

J’ai donc réglé le problème en rajoutant un bouton en façade. Je n’ai pas modifié la longueur des fils à l’intérieur du poste pour pouvoir le remettre d’origine en cas de panne pour éviter les problèmes de garantie.

La torche est raccordée sur une prise standard ce qui me permet de monter une torche ‘’pro’’.
Il y a un autre connecteur en façade, la prise mâle est livrée avec. Ce connecteur sert à mettre un pistolet "spool gun" pour l'aluminium.
exemple : http://www.r-techwelding.co.uk/Welding_ ... ng_Torches

Quoi que conçu pour fonctionner avec des bobines de 15 kg, certaines marques demande un adaptateur mais il n’est pas livré avec et comme je n’y avais pas pensé, j’ai préférais en fabriquer un moi-même. Ce n’est pas pour le prix que ça coûte mais plutôt pour le temps perdu à attendre et malheureusement, même si on trouve des bobines que n’en demande pas, il me le fallait pour celle que j’avais commandée.

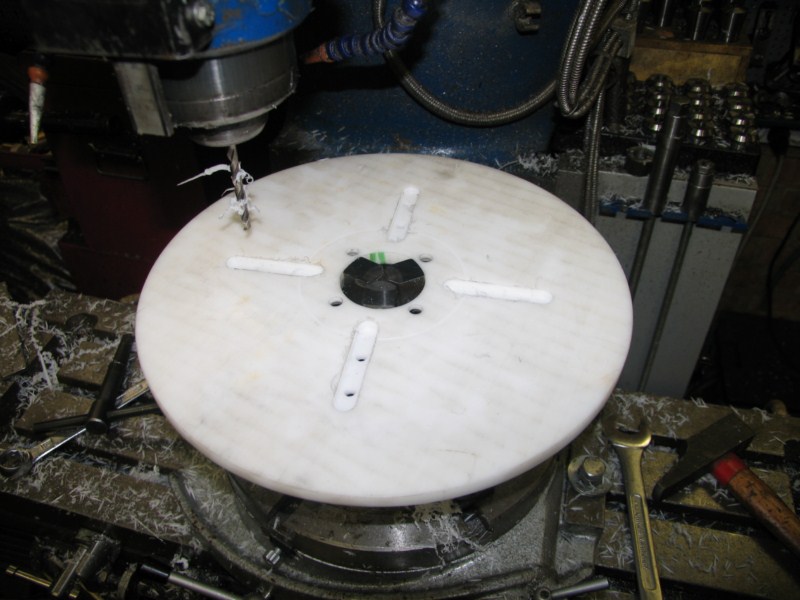


Voilà qui est fait avec quelques bricoles trouvées.

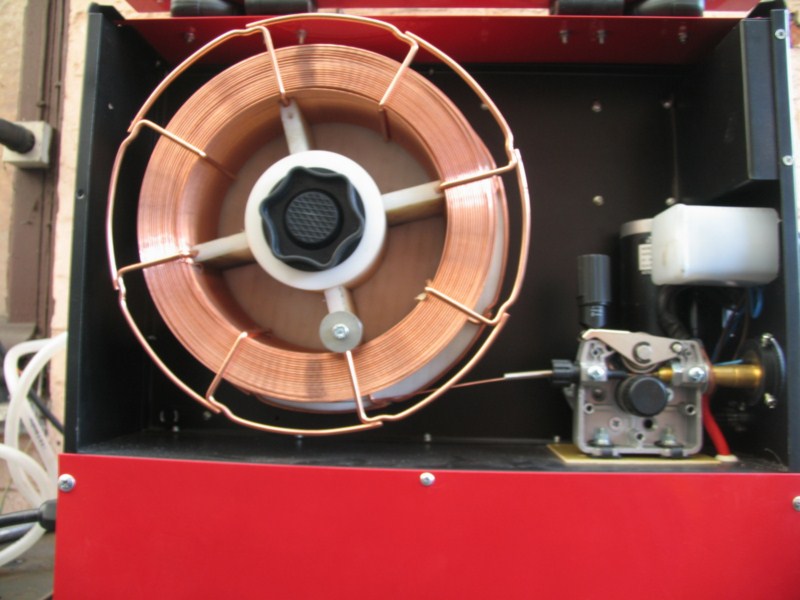
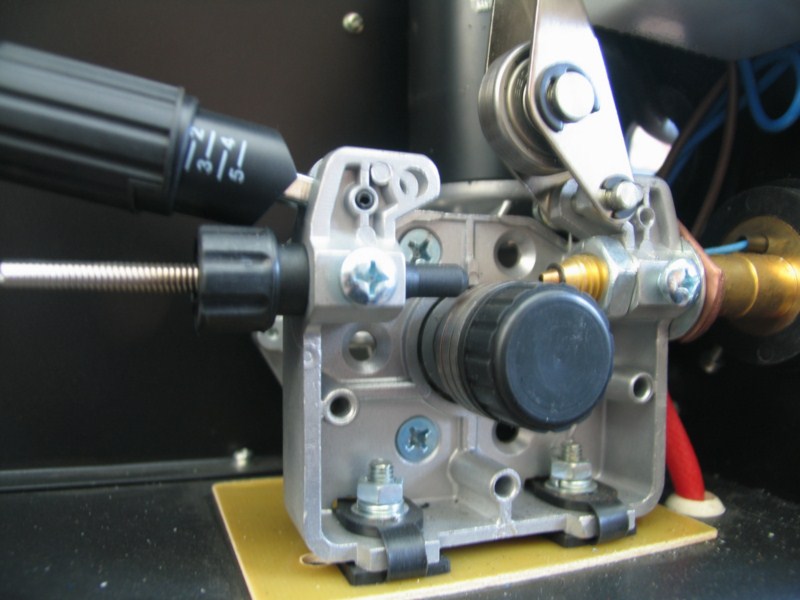
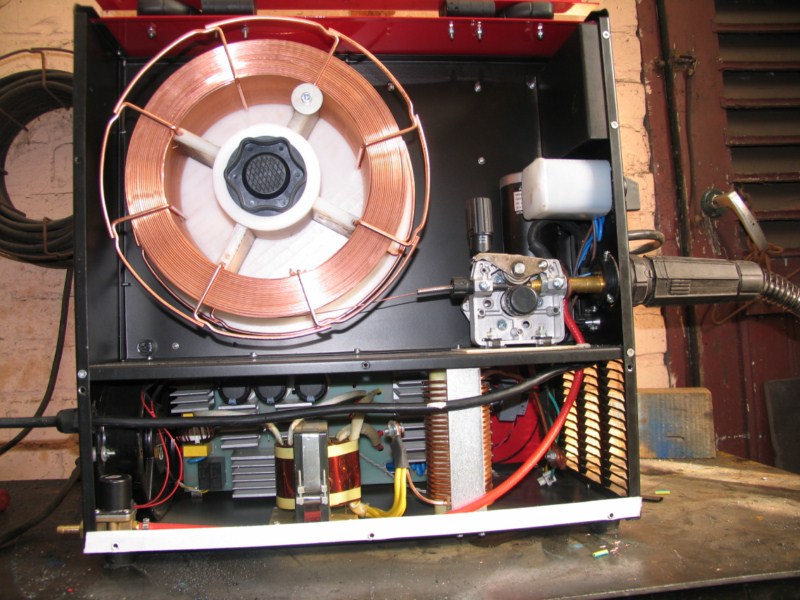
Le système d’entrainement est entièrement métallique et très rigide contrairement à bien des postes qui tournent sur le 220 V mono qui sont pour la plupart en matière plastique et qui constituent une source de problèmes réguliers. Jusqu'à ce jour, aucun blocage, le fil sort très régulièrement, sans aucun à-coup. J’ai pourtant hésité longuement à cause de l'entrainement par un seul galet mais maintenant je suis conquis.
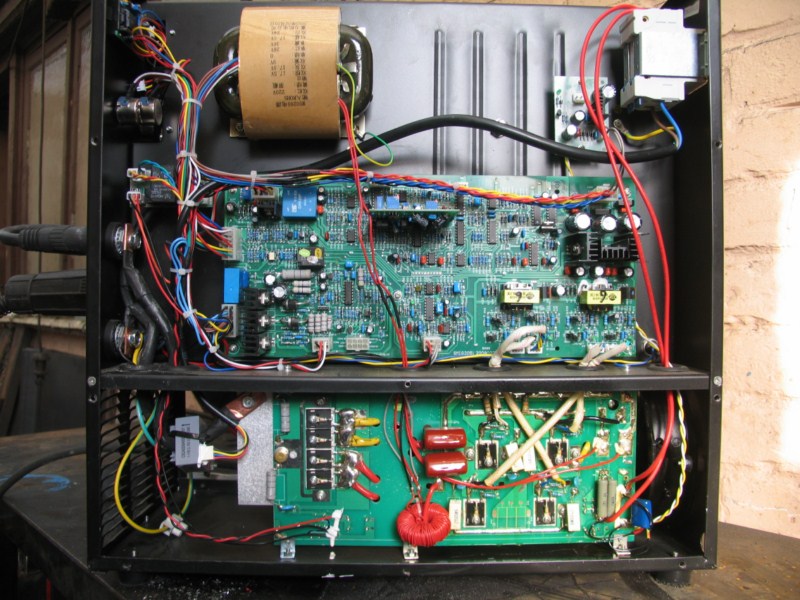
L’intérieur est bien rempli, quoi que sans m’y connaître grand-chose en électronique, les composants me semblent bien soudés et les circuits sont solidement fixés.
Ce poste est prévu pour la soudure au fil continu (MIG) comme à la baguette, ce qui est bien pratique.
Les câbles fournis sont de bonne facture, une masse de 3 m de grosse section, une pince pro avec également un câble de 3 m et une torche de 3 m.

Mes conclusions après de multiples essais sont que je suis très satisfait de cet achat, ce poste fonctionne très bien.
Bien sûr, je ne peux pas le comparer aux 500 A du poste de mon boulot mais j’estime que pour ses 200 A il se défend très bien, les soudures sont régulières et sans surprise négative, le réglage est simple. Malgré la ventilation forcée, le bruit n’est pas exagéré, bien moins stressant que mon petit inverter de chez Brico. J’en oublierais même de l’éteindre une fois le travail terminé.
Depuis son acquisition, j’ai déjà employé deux bobines de 15kg, malgré son entrainement a un seul galet, il ne bloque jamais.
A la baguette, ce poste se comporte très bien aussi mais j’avoue ne pas avoir fait beaucoup d’essais, je ne l'ai acheté pour ça.
Maintenant c’est toujours de l’électronique, faudra voir avec le temps.
Les essais du début furent directement concluants
Les soudures ont été faites au gaz (argon+dioxyde de carbone)
Tôle de 2mm a la verticale

Inox 1mm

Grosse passe


Je ne prétends pas faire le travail d'un poste industriel. Je veux juste démontrer que ce poste n'est pas trop mal pour sa catégorie. Je suis soudeur au semi-auto depuis 1980, donc je connais l'affaire, je bosse actuellement avec un Saft de 500 A et c’est clair que ça fait une différence avec mon petit 200A qui tourne en 220 V mono, il n’y a aucune comparaison à faire ou alors autant comparer un tracteur agricole de 200 ch avec un motoculteur !
J’ai positionné un PàC pour mieux se rendre compte de la soudure.
Je ne pense pas que je serais vite limité avec ce poste par rapport à mon petit inverter. Je précise que tous les essais ont été faits d'une passe et non chargés en plusieurs fois et que les plus fines tôles ne font que 1 mm d'épaisseur, la largeur de la soudure a été réduite en conséquence. Le fil monté est de 1 mm.
Depuis l’achat, j'ai déjà pas mal utilisé ce poste, j'en suis a la 3eme bobine de 15kg
Toujours aucun problème d'entrainement du fil, c'est ce que je craignais le plus avec un seul galet d'entrainement.
On peut descendre très bas en ampérage pour la fine tôle, 1mm se soude très facilement, la semaine passée j'ai réparé un pot d'échappement de scooter, vu l'état du pot ce n’était pas vraiment évident mais ça c'est très bien passé.
Pour la soudure d'inox, je n'ai pas employé de fil inox, ça se soude très bien avec du fil acier mais bien sur la soudure risque de rouiller, je n'ai pas de fil inox mais si je devais souder de l'inox pour autre chose que des essais, je me procurerais une bobine.
Par contre pour l'alu c'est autre chose, déjà il faut être sur qu'il soit soudable et la composition du gaz change, je devrais me procurer une autre bombonne mais comme j'ai l'occasion de faire souder l'alu a mon boulot, on a un spécialiste qui peu le faire, pour le peu d'alu que je soude ce ne serait pas rentable pour moi surtout qu'il faut prendre en compte que la torche n'est pas au top pour l'alu, comme le fil est plus tendre il faut une gaine en téflon ou mieux encore une torche avec un entrainement du fil, le poste est prévu pour en employer une mais la torche coûte un os..
A voir pour ceux qui veulent plus d’exemple de soudure et qui ne se sont pas encore rendu sur ce post
J’ai investi il y a un moment, dans l’achat d’un post MIG-MAG,
La Bête
Ce poste est de belle présentation, la finition est parfaite et il est apparemment assez résistant.
Il est donné pour un poste ‘’pro’’ mais comme je dis souvent « le papier se laisse écrire ».
Le prix de ce poste sur EBay varie, quand j’ai acheté le mien il était à 480 € en achat immédiat, FDP compris, depuis je l’ai vu monter jusqu'à 700 €, probablement après des ventes aux enchères jugées trop basses. J’ai même pu l’apercevoir dans d’autres marques atteignant les 1000€, avec quelque petite différence mais trop ressemblant pour ne pas être le même.
Les FDP sont des fois compris, d’autres fois en plus, une chose à vérifier avant de se lancer.
Quoi qu’il en soit j’estime avoir eu le mien à bon prix.
Le vendeur est Italien, très sympa, il répond aux mails et est très sérieux, pas de triche sur les enchères pour se rapprocher du prix normal comme certain vendeur, je l’ai payé le mardi et reçu le vendredi de la même semaine.
Les données du constructeur :
Petite erreur au niveau des dimensions, en réalité il est un peu plus gros que dans les caractéristiques données, il fait en réalité HxLxl 530x520x240.
Première modification.
Comme on peut le constater, il n’y a aucun bouton marche/arrêt en façade, l’allumage se fait au fusible situé à l’arrière du poste, pas pratique dans mon cas et je pense qu’à long terme c’est source d’ennuis. Je ne pense pas qu’un disjoncteur soit vraiment étudié pour une manipulation régulière.
J’ai donc réglé le problème en rajoutant un bouton en façade. Je n’ai pas modifié la longueur des fils à l’intérieur du poste pour pouvoir le remettre d’origine en cas de panne pour éviter les problèmes de garantie.
La torche est raccordée sur une prise standard ce qui me permet de monter une torche ‘’pro’’.
Il y a un autre connecteur en façade, la prise mâle est livrée avec. Ce connecteur sert à mettre un pistolet "spool gun" pour l'aluminium.
exemple : http://www.r-techwelding.co.uk/Welding_ ... ng_Torches
Quoi que conçu pour fonctionner avec des bobines de 15 kg, certaines marques demande un adaptateur mais il n’est pas livré avec et comme je n’y avais pas pensé, j’ai préférais en fabriquer un moi-même. Ce n’est pas pour le prix que ça coûte mais plutôt pour le temps perdu à attendre et malheureusement, même si on trouve des bobines que n’en demande pas, il me le fallait pour celle que j’avais commandée.
Voilà qui est fait avec quelques bricoles trouvées.
Le système d’entrainement est entièrement métallique et très rigide contrairement à bien des postes qui tournent sur le 220 V mono qui sont pour la plupart en matière plastique et qui constituent une source de problèmes réguliers. Jusqu'à ce jour, aucun blocage, le fil sort très régulièrement, sans aucun à-coup. J’ai pourtant hésité longuement à cause de l'entrainement par un seul galet mais maintenant je suis conquis.
L’intérieur est bien rempli, quoi que sans m’y connaître grand-chose en électronique, les composants me semblent bien soudés et les circuits sont solidement fixés.
Ce poste est prévu pour la soudure au fil continu (MIG) comme à la baguette, ce qui est bien pratique.
Les câbles fournis sont de bonne facture, une masse de 3 m de grosse section, une pince pro avec également un câble de 3 m et une torche de 3 m.
Mes conclusions après de multiples essais sont que je suis très satisfait de cet achat, ce poste fonctionne très bien.
Bien sûr, je ne peux pas le comparer aux 500 A du poste de mon boulot mais j’estime que pour ses 200 A il se défend très bien, les soudures sont régulières et sans surprise négative, le réglage est simple. Malgré la ventilation forcée, le bruit n’est pas exagéré, bien moins stressant que mon petit inverter de chez Brico. J’en oublierais même de l’éteindre une fois le travail terminé.
Depuis son acquisition, j’ai déjà employé deux bobines de 15kg, malgré son entrainement a un seul galet, il ne bloque jamais.
A la baguette, ce poste se comporte très bien aussi mais j’avoue ne pas avoir fait beaucoup d’essais, je ne l'ai acheté pour ça.
Maintenant c’est toujours de l’électronique, faudra voir avec le temps.
Les essais du début furent directement concluants
Les soudures ont été faites au gaz (argon+dioxyde de carbone)
Tôle de 2mm a la verticale
Inox 1mm
Grosse passe
Je ne prétends pas faire le travail d'un poste industriel. Je veux juste démontrer que ce poste n'est pas trop mal pour sa catégorie. Je suis soudeur au semi-auto depuis 1980, donc je connais l'affaire, je bosse actuellement avec un Saft de 500 A et c’est clair que ça fait une différence avec mon petit 200A qui tourne en 220 V mono, il n’y a aucune comparaison à faire ou alors autant comparer un tracteur agricole de 200 ch avec un motoculteur !
J’ai positionné un PàC pour mieux se rendre compte de la soudure.
Je ne pense pas que je serais vite limité avec ce poste par rapport à mon petit inverter. Je précise que tous les essais ont été faits d'une passe et non chargés en plusieurs fois et que les plus fines tôles ne font que 1 mm d'épaisseur, la largeur de la soudure a été réduite en conséquence. Le fil monté est de 1 mm.
Depuis l’achat, j'ai déjà pas mal utilisé ce poste, j'en suis a la 3eme bobine de 15kg
Toujours aucun problème d'entrainement du fil, c'est ce que je craignais le plus avec un seul galet d'entrainement.
On peut descendre très bas en ampérage pour la fine tôle, 1mm se soude très facilement, la semaine passée j'ai réparé un pot d'échappement de scooter, vu l'état du pot ce n’était pas vraiment évident mais ça c'est très bien passé.
Pour la soudure d'inox, je n'ai pas employé de fil inox, ça se soude très bien avec du fil acier mais bien sur la soudure risque de rouiller, je n'ai pas de fil inox mais si je devais souder de l'inox pour autre chose que des essais, je me procurerais une bobine.
Par contre pour l'alu c'est autre chose, déjà il faut être sur qu'il soit soudable et la composition du gaz change, je devrais me procurer une autre bombonne mais comme j'ai l'occasion de faire souder l'alu a mon boulot, on a un spécialiste qui peu le faire, pour le peu d'alu que je soude ce ne serait pas rentable pour moi surtout qu'il faut prendre en compte que la torche n'est pas au top pour l'alu, comme le fil est plus tendre il faut une gaine en téflon ou mieux encore une torche avec un entrainement du fil, le poste est prévu pour en employer une mais la torche coûte un os..
A voir pour ceux qui veulent plus d’exemple de soudure et qui ne se sont pas encore rendu sur ce post
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3567
Points : 7570
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -


Re: tigmig synergic mig mig-205
![]() dh42 Lun 6 Fév 2012 - 18:30
dh42 Lun 6 Fév 2012 - 18:30
Bonjour Philippe,
Vraiment nickel ces soudures
Je n'avais pas compris que c'était ce type de poste que tu utilisais ; je croyais que c'était un TIG.
J'ai un petit MIG, mais je n'arrive pas à faire de belles soudures, et je lui préfère souvent le poste à baguettes ; probablement un manque d'entrainement et des réglages inappropriés je ne l'utilise pratiquement que pour la tôle fine (~ 1mm)
je ne l'utilise pratiquement que pour la tôle fine (~ 1mm)
Pour l'acier j'utilise du fil "fourré" qui ne nécessite pas d'avoir du gaz, mais ce n'est peut être pas aussi bien, qu'en pense tu ?
Dans l'alu ... c'est la cata (avec argon) les soudures sont très moches ; quand ça soude ... mais la plupart du temps j'ignore de quel alu il s'agit, ce qui n'aide pas !
++
David
Vraiment nickel ces soudures
Je n'avais pas compris que c'était ce type de poste que tu utilisais ; je croyais que c'était un TIG.
J'ai un petit MIG, mais je n'arrive pas à faire de belles soudures, et je lui préfère souvent le poste à baguettes ; probablement un manque d'entrainement et des réglages inappropriés
Pour l'acier j'utilise du fil "fourré" qui ne nécessite pas d'avoir du gaz, mais ce n'est peut être pas aussi bien, qu'en pense tu ?
Dans l'alu ... c'est la cata (avec argon) les soudures sont très moches ; quand ça soude ... mais la plupart du temps j'ignore de quel alu il s'agit, ce qui n'aide pas !
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: tigmig synergic mig mig-205
![]() majestic12 Lun 6 Fév 2012 - 18:53
majestic12 Lun 6 Fév 2012 - 18:53
Beau poste, et très jolies soudure aussi !
J'aimerai savoir en faire d'aussi belles !
J'aimerai savoir en faire d'aussi belles !
majestic12- posteur Régulier

- Messages : 155
Points : 375
Date d'inscription : 04/12/2011
Age : 41
Localisation : Ardennes (08)
Re: tigmig synergic mig mig-205
![]() Totem Lun 6 Fév 2012 - 19:44
Totem Lun 6 Fév 2012 - 19:44
Salut,
Je suis très surpris de trouver chez toi un poste Chinois, je m'attendais à trouver de l'industriel! Cela dit, vu ce que tu en fais, il s'agit sans aucun doute de bon matériel, surtout pour le prix...
Pour ma part, c'est plutôt pour un TIG que j'économise, mais quand je te vois souder de l'inox de 1, j'ai rpesque envie de changer d'avis!
David, je n'y connais pas grand-chose, mais il me semble avoir compris que les vrais postes pour alu fonctionnaient en AC, le tien semble être un DC, ce qui expliquerait des résultats moyens.
++ Lionel
Je suis très surpris de trouver chez toi un poste Chinois, je m'attendais à trouver de l'industriel! Cela dit, vu ce que tu en fais, il s'agit sans aucun doute de bon matériel, surtout pour le prix...
Pour ma part, c'est plutôt pour un TIG que j'économise, mais quand je te vois souder de l'inox de 1, j'ai rpesque envie de changer d'avis!
David, je n'y connais pas grand-chose, mais il me semble avoir compris que les vrais postes pour alu fonctionnaient en AC, le tien semble être un DC, ce qui expliquerait des résultats moyens.
++ Lionel

Totem- complétement accro

- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: tigmig synergic mig mig-205
![]() KY260 Lun 6 Fév 2012 - 21:07
KY260 Lun 6 Fév 2012 - 21:07
c'est que tu manques d'intensité et que ton arc ne chauffe pas assez l'alu.dh42 a écrit:Dans l'alu ... c'est la cata (avec argon) les soudures sont très moches ; quand ça soude ... mais la plupart du temps j'ignore de quel alu il s'agit, ce qui n'aide pas !
++
David
pour eviter de te prendre la tete, il y a 2 solutions:
1- tu commences avec une grosses intensité et un debit de fil assez faible, pour chauffer, puis tu reregles avec plus de fil ou moins d'intensité pour tirer ton cordon, une fois le support chaud.
2- tu passe ta piece 20/30 minutes au four menager à 250°C, puis tu soudes avec une legere sous intensité pour eviter que le bain ne s'effondre.
dans les faits, tout depend de la taille de ta piece.
si tu fais une coque de bateau, tu charge en intensité, si tu soudes une boite de reveil, tu passes au four.

KY260- complétement accro
- Messages : 1087
Points : 2251
Date d'inscription : 27/01/2012
Localisation : 89

pascal13- posteur Régulier
- Messages : 119
Points : 281
Date d'inscription : 05/06/2011
Age : 32
Localisation : le CHUD : 13, 84, 26, 30 !
Re: tigmig synergic mig mig-205
![]() dh42 Mar 7 Fév 2012 - 0:19
dh42 Mar 7 Fév 2012 - 0:19
Salut,
KY260: J'ai un peu l'impression qu'il n'y a qu'a fond d'intensité que j'arrive à souder quelque chose (il n'y a que 4 positions) ; je n'ai pas fait des masses d'essais dans l'alu, et en plus j'avais un masque que l'on tient à la main ; depuis je me suis payé une cagoule LCD, ça devrait être un peu plus simple pour régler la vitesse du fil .... mais s'il faut que la pièce soit un peu chaude, ce n'est pas vraiment le moment de faire des essais
.... mais s'il faut que la pièce soit un peu chaude, ce n'est pas vraiment le moment de faire des essais 
J'ai aussi du mal à savoir comment régler le détendeur, il y a juste un bouton, pas de mano ni de graduations quelconques
Comme j'utilise assez peu l'alu, j'avoue que je n'ai pas non plus beaucoup cherché, ni passé de temps à m'entrainer
++
David
KY260: J'ai un peu l'impression qu'il n'y a qu'a fond d'intensité que j'arrive à souder quelque chose (il n'y a que 4 positions) ; je n'ai pas fait des masses d'essais dans l'alu, et en plus j'avais un masque que l'on tient à la main ; depuis je me suis payé une cagoule LCD, ça devrait être un peu plus simple pour régler la vitesse du fil
J'ai aussi du mal à savoir comment régler le détendeur, il y a juste un bouton, pas de mano ni de graduations quelconques
Comme j'utilise assez peu l'alu, j'avoue que je n'ai pas non plus beaucoup cherché, ni passé de temps à m'entrainer
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25655
Points : 38364
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: tigmig synergic mig mig-205
![]() KY260 Mar 7 Fév 2012 - 18:10
KY260 Mar 7 Fév 2012 - 18:10
en alu, je suis à 13/15l/min de debit de gaz.
sinon, le coup ac/dc pour souder l'alu, ce n'est pas valable en mig.
mon mig est en continu et ça ne m'empeche pas de recharger des pieces en alu.
la preuve

sinon, le coup ac/dc pour souder l'alu, ce n'est pas valable en mig.
mon mig est en continu et ça ne m'empeche pas de recharger des pieces en alu.
la preuve
Dernière édition par diomedea le Mar 7 Fév 2012 - 18:13, édité 1 fois (Raison : insertion de l'image dans le post)
KY260- complétement accro
- Messages : 1087
Points : 2251
Date d'inscription : 27/01/2012
Localisation : 89
Re: tigmig synergic mig mig-205
![]() stephan85 Mar 24 Avr 2012 - 0:12
stephan85 Mar 24 Avr 2012 - 0:12
merci pour ce reportage détaillé.
Je suis également à la recherche d'un poste mig mag. Initialement je voulais prendre un Gys Universal 3P, un vendeur a émis un commentaire négatif et m'encourageait à prendre le pearl XL avec fonction synergique (quasiment 950 Euros) et là je découvre ton poste avec des retours positifs.
ça donne bien envie de prendre ce modèle.
Je suis novice donc plein de choses à apprendre dans ce domaine.
Je souhaite souder de la tôle acier et inox petite épaisseur, j'avais une question par rapport au gaz vu que je lis souvent que le fil fourré dégage beaucoup de fumée et que les soudures ne sont pas très esthétiques.
Pour ce qui est du gaz, d'un côté je lis qu'il faut un gaz spécifique par matériau. Argon Co2 pour l'acier, Argon pour l'inox. On m'a fait savoir qu'en fait je pouvais utiliser de l' Argon Co2 pour l'acier et l'inox et au final un vendeur en matériel de soudure me dit non je ne vous vends pas de l'argon co2 si vous voulez souder de l'inox. Il prétend que la soudure est mauvaise au niveau de l'inox et que les soudures sont noires.
J'aurais bien aimé connaître votre avis.
Incroyable cette soudure pour de l'inox de 1mm: tout simplement magnifique
Une autre question : le fil de 0.6 il sert dans quel cas alors?novice que je suis, je pensais qu'il fallait du 0.6 pour de la tôle de 1mm.
Pour Dh42 : concernant l'alu, c'est un commentaire de novice mais j'ai lu que tous les alu en fonction de leur série ne se soudent pas toujours bien, déterminer dans quelle catégorie au préalable, dégager la couche d'alumine...
d'avance merci pour vos commentaires.
cordialement
Je suis également à la recherche d'un poste mig mag. Initialement je voulais prendre un Gys Universal 3P, un vendeur a émis un commentaire négatif et m'encourageait à prendre le pearl XL avec fonction synergique (quasiment 950 Euros) et là je découvre ton poste avec des retours positifs.
ça donne bien envie de prendre ce modèle.
Je suis novice donc plein de choses à apprendre dans ce domaine.
Je souhaite souder de la tôle acier et inox petite épaisseur, j'avais une question par rapport au gaz vu que je lis souvent que le fil fourré dégage beaucoup de fumée et que les soudures ne sont pas très esthétiques.
Pour ce qui est du gaz, d'un côté je lis qu'il faut un gaz spécifique par matériau. Argon Co2 pour l'acier, Argon pour l'inox. On m'a fait savoir qu'en fait je pouvais utiliser de l' Argon Co2 pour l'acier et l'inox et au final un vendeur en matériel de soudure me dit non je ne vous vends pas de l'argon co2 si vous voulez souder de l'inox. Il prétend que la soudure est mauvaise au niveau de l'inox et que les soudures sont noires.
J'aurais bien aimé connaître votre avis.
Incroyable cette soudure pour de l'inox de 1mm: tout simplement magnifique
Une autre question : le fil de 0.6 il sert dans quel cas alors?novice que je suis, je pensais qu'il fallait du 0.6 pour de la tôle de 1mm.
Pour Dh42 : concernant l'alu, c'est un commentaire de novice mais j'ai lu que tous les alu en fonction de leur série ne se soudent pas toujours bien, déterminer dans quelle catégorie au préalable, dégager la couche d'alumine...
d'avance merci pour vos commentaires.
cordialement
stephan85- je prends du galon

- Messages : 88
Points : 235
Date d'inscription : 20/04/2012
Localisation : Vendée
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum