






Flashforge Creator Pro
3 participants
Page 1 sur 1

 Flashforge Creator Pro
Flashforge Creator Pro
![]() nono30 Mer 25 Avr 2018 - 18:49
nono30 Mer 25 Avr 2018 - 18:49
bonsoir,
comme j'ai une troisième imprimante FDM, j'ouvre un sujet car c'est une machine qui par bien des côtés me surprend et comme on trouve assez peu d'info concrètes dessus.
Il s'agit de la Flashforge Creator Pro modèle 2016
je vais d'abord aborder le point dont on ne parle nul part et qui est pourtant hyper important et qui permet d'éviter ceci

le bouchage des extrudeurs au changement de filament
il ne faut surtout pas avec ce type d'extrudeur, procéder de manière classique, préchauffage, déchargement de l'ancien chargement puis chargement du nouveau, vous êtes quasiment sur 1 fois sur 2 d'avoir un blocage. La raison est liée à l'emploi d'un tube en PTFE qui se prolonge jusque dans la buse (mais qui est trop court) d'où un fort changement de température et à un système d'entraînement manquant singulièrement de pêche (la faute je pense à un ressort qui vieillit mal).
après bien des essais, la seule méthode que j'ai trouvé qui marche pour l'instant à 100%, au changement de filament, couper l'ancien, extruder, introduire le nouveau et continuer à extruder jusqu'au changement complet de couleur.
la vraie solution c'est de changer les extrudeurs pour des modèles sans PTFE. Pourquoi et bien cette imprimante monte à 280°C pour pouvoir imprimer entre autre du nylon (certains demandent 270°C) or la température d'utilisation continue max du PTFE est de 260°C
à bientôt pour la suite
comme j'ai une troisième imprimante FDM, j'ouvre un sujet car c'est une machine qui par bien des côtés me surprend et comme on trouve assez peu d'info concrètes dessus.
Il s'agit de la Flashforge Creator Pro modèle 2016
je vais d'abord aborder le point dont on ne parle nul part et qui est pourtant hyper important et qui permet d'éviter ceci
le bouchage des extrudeurs au changement de filament
il ne faut surtout pas avec ce type d'extrudeur, procéder de manière classique, préchauffage, déchargement de l'ancien chargement puis chargement du nouveau, vous êtes quasiment sur 1 fois sur 2 d'avoir un blocage. La raison est liée à l'emploi d'un tube en PTFE qui se prolonge jusque dans la buse (mais qui est trop court) d'où un fort changement de température et à un système d'entraînement manquant singulièrement de pêche (la faute je pense à un ressort qui vieillit mal).
après bien des essais, la seule méthode que j'ai trouvé qui marche pour l'instant à 100%, au changement de filament, couper l'ancien, extruder, introduire le nouveau et continuer à extruder jusqu'au changement complet de couleur.
la vraie solution c'est de changer les extrudeurs pour des modèles sans PTFE. Pourquoi et bien cette imprimante monte à 280°C pour pouvoir imprimer entre autre du nylon (certains demandent 270°C) or la température d'utilisation continue max du PTFE est de 260°C
à bientôt pour la suite

nono30- complétement accro

- Messages : 2215
Points : 2292
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors

Re: Flashforge Creator Pro
![]() nono30 Jeu 26 Avr 2018 - 9:05
nono30 Jeu 26 Avr 2018 - 9:05
bonjour à tous,
dans les améliorations prévus pour ces extrudeurs, je vais commander ceci :
https://store.micro-swiss.com/products/micro-swiss-mk10-all-metal-hotend-kit?variant=17821550787
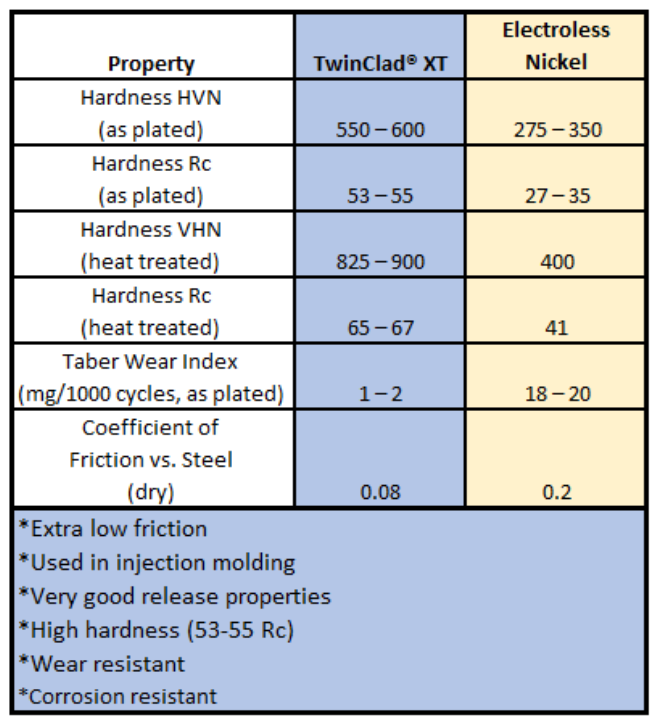
l'intérêt du revêtement TwinClad XT qui est utilisé pour les moules destinés à l'injection plastique, c'est son bas coefficient de frottement et sa grande dureté, ce qui permet d'éviter les bouchages dans la zone critique de la Hotend et permet aussi d'envisager sereinement l'impression des filaments abrasifs.
et cela :
https://store.micro-swiss.com/collections/flashforge-creator-pro/products/cnc-machined-lever-and-extruder-plate-for-dual-extruders
pour démonter la tête, les 2 vidéos qui m'ont servie
voilà pour ce matin à +
dans les améliorations prévus pour ces extrudeurs, je vais commander ceci :
https://store.micro-swiss.com/products/micro-swiss-mk10-all-metal-hotend-kit?variant=17821550787
l'intérêt du revêtement TwinClad XT qui est utilisé pour les moules destinés à l'injection plastique, c'est son bas coefficient de frottement et sa grande dureté, ce qui permet d'éviter les bouchages dans la zone critique de la Hotend et permet aussi d'envisager sereinement l'impression des filaments abrasifs.
et cela :
https://store.micro-swiss.com/collections/flashforge-creator-pro/products/cnc-machined-lever-and-extruder-plate-for-dual-extruders
pour démonter la tête, les 2 vidéos qui m'ont servie
voilà pour ce matin
nono30- complétement accro
- Messages : 2215
Points : 2292
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: Flashforge Creator Pro
![]() @Bobo66@ Jeu 26 Avr 2018 - 9:23
@Bobo66@ Jeu 26 Avr 2018 - 9:23
Salut Nono , salut tous...
Intéressent ton sujet .
Sur les Smartcub3d tu as la heat break avec un tube PTFE qui va du haut de la buse à, environ, 1cm en dessous du haut du radiateur de la hot end ....
Je sais pas dans le cas de ta Flashforge mais dans celle de la Smartcub la manip est : on demande le changement de filament , la buse chauffe jusqu'a 200°c , ca rétracte de X mm
( ? ) , ca bipe , on sort l'ancien filament , on valide , on met le nouveau , ca extru puis on a le choix de : OK ou extruder encore .......Mais même avec cette manip j'ai eu le cas par 2 fois et @Dodji aussi... de bout de filament qui reste bloqué dans la partie " froide " .....donc ton sujet explique bien ce qu'il se passe effectivement et je vais le suivre ....
Merci
Intéressent ton sujet
Sur les Smartcub3d tu as la heat break avec un tube PTFE qui va du haut de la buse à, environ, 1cm en dessous du haut du radiateur de la hot end ....
Je sais pas dans le cas de ta Flashforge mais dans celle de la Smartcub la manip est : on demande le changement de filament , la buse chauffe jusqu'a 200°c , ca rétracte de X mm
( ? ) , ca bipe , on sort l'ancien filament , on valide , on met le nouveau , ca extru puis on a le choix de : OK ou extruder encore .......Mais même avec cette manip j'ai eu le cas par 2 fois et @Dodji aussi... de bout de filament qui reste bloqué dans la partie " froide " .....donc ton sujet explique bien ce qu'il se passe effectivement et je vais le suivre ....
Merci

@Bobo66@- très actif

- Messages : 264
Points : 276
Date d'inscription : 23/03/2018
Age : 50
Localisation : Sud
Re: Flashforge Creator Pro
![]() nono30 Jeu 26 Avr 2018 - 9:37
nono30 Jeu 26 Avr 2018 - 9:37
bonjour bobo,
sur la Flashoforge c'est encore plus c** que ça je vais faire des photos et des croquis, tu verras c'est  ça s'appelle chercher les emmerdements et puis il y a PTFE et PTFE et là je pense qu'un certain nombre de fabricants nous prennent bien pour des idiots.
ça s'appelle chercher les emmerdements et puis il y a PTFE et PTFE et là je pense qu'un certain nombre de fabricants nous prennent bien pour des idiots.
mais côté manip c'est la même chose en effet et quand ça coince ça coince, aucune autre solution que le démontage complet et la dernière fois que ça m'est arrivé, il a fallu jouer de la perceuse !
sur la Flashoforge c'est encore plus c** que ça
ça s'appelle chercher les emmerdements et puis il y a PTFE et PTFE et là je pense qu'un certain nombre de fabricants nous prennent bien pour des idiots.mais côté manip c'est la même chose en effet et quand ça coince ça coince, aucune autre solution que le démontage complet et la dernière fois que ça m'est arrivé, il a fallu jouer de la perceuse !
nono30- complétement accro
- Messages : 2215
Points : 2292
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: Flashforge Creator Pro
![]() @Bobo66@ Jeu 26 Avr 2018 - 9:50
@Bobo66@ Jeu 26 Avr 2018 - 9:50
Tu as bien raison, il y a PTFE et PTFmerdoum ....J'en ai vu aussi ou le trou dans le " PTFE " n'est pas du tout centré  ....
....
Idem pour ma part, faut demonter à chaque fois , c'est pas trop long mais bon on s'en passe.
Surtout que l’étape du serrage de la thermistance me fait à chaque fois flipper pour mon cas ....Vous avez une protection sur le bulbe en verre vous de la thermi ?
Merci
Idem pour ma part, faut demonter à chaque fois , c'est pas trop long mais bon on s'en passe.
Surtout que l’étape du serrage de la thermistance me fait à chaque fois flipper pour mon cas ....Vous avez une protection sur le bulbe en verre vous de la thermi ?
Merci
@Bobo66@- très actif
- Messages : 264
Points : 276
Date d'inscription : 23/03/2018
Age : 50
Localisation : Sud
Re: Flashforge Creator Pro
![]() nono30 Sam 28 Avr 2018 - 12:11
nono30 Sam 28 Avr 2018 - 12:11
@Bobo66@ a écrit:Vous avez une protection sur le bulbe en verre vous de la thermi ?
oui ça se présente sous forme d'un petit tube métallique.
le problème du ressort de l'extrudeuse de la Creator Pro 2016 engendre ça

en plus il faut savoir, que les pièces plastiques sont très peu rigide (ça vrille), c'est assez étonnant de mettre une telle mauvaise qualité de plastique alors que l'on est fabricant d' imprimantes 3D
un article qui compare le système d'entraînement des extrudeurs d'origine et celui des 2016
https://3dprintboard.com/showthread.php?4606-Printing-Flex-Filament-with-the-Flashforge
au passage un petit lien de Bondtech qui propose comme MicroSwiss, une solution en métal pour une meilleur rigidité et qui promet une alimentation en filament sans broyage (grinding free), le problème est donc bien connu
http://shop.bondtech.se/en/upgrade-kits/makerbot-clones/extruder-kit-flashforge-creator-pro-2016.html
A +
nono30- complétement accro
- Messages : 2215
Points : 2292
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: Flashforge Creator Pro
![]() nono30 Sam 28 Avr 2018 - 22:11
nono30 Sam 28 Avr 2018 - 22:11
alors voilà comment se monte le tube PTFE dans la buse 


nono30- complétement accro
- Messages : 2215
Points : 2292
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: Flashforge Creator Pro
![]() nono30 Dim 29 Avr 2018 - 17:46
nono30 Dim 29 Avr 2018 - 17:46
une autre technique pour éviter les bouchages lors du changement de filament, il s'agit d'un autre modèle du fabriquant mais c'est le même modèle d'extrudeur.
nono30- complétement accro
- Messages : 2215
Points : 2292
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: Flashforge Creator Pro
![]() nono30 Mer 9 Mai 2018 - 21:26
nono30 Mer 9 Mai 2018 - 21:26
bonsoir,
quelques photos des opérations en court
quand je vous dis que l'extrudeuse d'origine patine !

le kit de Micro Swiss

un comparatif

voilà le remontage complet est en court mais il y a des choses vraiment pas logique, je vous expliquerais
quelques photos des opérations en court
quand je vous dis que l'extrudeuse d'origine patine !
le kit de Micro Swiss
un comparatif
voilà le remontage complet est en court mais il y a des choses vraiment pas logique, je vous expliquerais
nono30- complétement accro
- Messages : 2215
Points : 2292
Date d'inscription : 17/07/2017
Age : 57
Localisation : Vercors
Re: Flashforge Creator Pro
![]() Dodji Jeu 10 Mai 2018 - 21:43
Dodji Jeu 10 Mai 2018 - 21:43
Bonsoir,
Quel bazar cette imprimante entre le tube et l'extrudeur ! Sacré courage pour tout remettre en ordre.
J'ai aussi quelques à priori sur les tubes Ptfe qui constituent nos headbreak, du coup je pense sérieusement à tester du tout métal. C'est ça que tu vas mettre avec la buse Microswiss ?
Pour répondre à la question de Bobo plus haut, j'ai reçu une thermistance avec une protection dans une de mes nombreuses commandes ! J'en étais étonné sachant qu'on a la même imprimante et que d'origine j'avais une protection et pas toi. Donc je pensais c'était plutôt l'exception.
Quel bazar cette imprimante entre le tube et l'extrudeur ! Sacré courage pour tout remettre en ordre.
J'ai aussi quelques à priori sur les tubes Ptfe qui constituent nos headbreak, du coup je pense sérieusement à tester du tout métal. C'est ça que tu vas mettre avec la buse Microswiss ?
Pour répondre à la question de Bobo plus haut, j'ai reçu une thermistance avec une protection dans une de mes nombreuses commandes ! J'en étais étonné sachant qu'on a la même imprimante et que d'origine j'avais une protection et pas toi. Donc je pensais c'était plutôt l'exception.

Dodji- acharné du forum

- Messages : 477
Points : 519
Date d'inscription : 23/03/2018
Age : 46
Localisation : Gard

 Sujets similaires
Sujets similaires» [vendue] Flashforge Creator Pro 2 IDEX
» Rapporteur d'angle : CCKL CREATOR® 20" ALUMINUM PROTRACTOR ou équerre sauterelle SHINWA
» Rapporteur d'angle : CCKL CREATOR® 20" ALUMINUM PROTRACTOR ou équerre sauterelle SHINWA
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum